无铅锡膏产品炉温设定表
无铅锡膏炉温

无铅锡膏炉温
无铅锡膏炉温度通常需要根据具体的工艺要求和锡膏的配方来确定。
一般来说,无铅锡膏的炉温会略高于传统的含铅锡膏的炉温,因为无铅锡膏的熔点通常较高。
一般情况下,无铅锡膏的炉温会在摄氏220到260度之间,具体的温度取决于锡膏的成分、PCB板的特性以及焊接设备的类型。
一些常见的无铅锡膏炉温设定如下:
1.预热区(Preheat Zone):温度一般设置在摄氏100到150度之间,以使PCB板和元件均匀升温,预热时间通常较长,以避免热应力对组件的影响。
2.焊接区(Reflow Zone):温度设置在摄氏220到260度之间,以保证无铅锡膏能够充分熔化并形成均匀的焊点。
在焊接区域,温度曲线通常会经历一个快速升温、保温和冷却的过程。
3.冷却区(Cooling Zone):在焊接完成后,PCB板需要逐渐冷却至室温。
冷却区的温度通常设置在摄氏30到50度之间,以防止焊点在快速冷却过程中产生裂纹或其它不良影响。
需要注意的是,具体的无铅锡膏炉温度设置需要根据具体的焊接工艺和设备特性来确定,最佳的炉温设置通常需要进行实验和调整。
另外,随着焊接工艺的不断发展和新材料的出现,炉温的设置也可能会有所变化。
标准炉温的设定与温度测量

生效日期:2010-03-01 1.目的为了提供正确作业方法给炉温设定人员与炉温测试人员。
2.范围适用于本公司炉温的设定与测试。
3.内容3.1标准炉温的设定3.1.1根据锡膏供应商提供的参考炉温曲线再结合实际产品的温度要求,设定和测试一组标准的设定炉温与温度曲线。
(以美国科利泰锡膏为列,有铅炉温设定,如下图)3.1.2有铅的炉温温度要求为:以室温或50℃的温度为参考,升温到110℃的升温斜率要﹥2℃/S、﹤4℃/S。
110℃~150℃的恒温时间要求在80~120S,150℃~183℃的真正活化时间要求在30~45S,回流时间183℃以上的温度在60~90S,最高温度上限为生效日期:2010-03-01 220℃。
降温斜率控制在﹤4℃/S。
3.1.3市场与客户的要求有铅的锡膏无铅的物料生产制程即SMT混合工艺,其锡膏供应商(科利泰)所提供的参考炉温曲线如下图110-150℃3.1.4混合工艺的温度要求为:以室温为参考,升温到110℃的升温斜率要≤2.5℃/S。
110℃~150℃的恒温时间要求在60~120S,回流时间217℃以上的温度在30~60S,最高温度上限为235℃。
降温斜率控制在﹤4℃/S。
3.1.5根据炉温曲线的要求,设定其炉温,测试核对,审、批后将设定的数值记录到《炉温参数设定记录》表中。
3.2 Bestemp6000炉温测试仪的使用3.2.1测试板的温度取样点需4点以上,其重要性排列:BGA QFN T/SIM卡座 CHIP3.2.2开启Bestemp Temperature Analyes软件。
3.2.3将连接头插入计算机的COM1,另一连接头插入PORT。
3.2.4取样间隔时间,设定为0:00.5sec,依设定温度为触发点,设定为”30℃”3.2.5将测温板上的sensor线依编号插入Bestemp-C6000,Bestemp-C6000编号方式为正面的右下为第一接线头,依序往上。
炉温设定标准(HELLER)

HELLER炉温设定标准
无铅中温炉温设定标准(通用标准)
温曲 温度
1
2
3
4
5
6
7
8
速度
上温曲 150 160 170 175 210 235 245 230 85cm/min 下温曲 150 160 170 175 200 225 230 220
1.根据实际情况:PCB1.0mm以内速度为95+5cm/min,PCB1.0mm以上速度为 说明: 82.5新+5产cm品/m首in次. 过炉时必须要先过2块交由组长以上人员确认无误后方可正
常过炉。 无铅高温(BGA产品)炉温设定标准(通用标准)
温度
温曲
1
2
3
4
5
6
7
8
速度
上温曲 150 160 170 175 210 270 285 270 75cm/min 下温曲 150 160 170 175 200 265 270 260
1.根据实际情况:PCB1.2mm以内速度为75cm/min,PCB1.3mm以上速度为 说明: 72.0新cm产/m品in首. 次过炉时必须要先过2块交由组长以上人员确认无误后方可正
常过炉。 无铅高温炉温设定标准(通用标准)
温度
温曲
1
2
3
4
5
6
Hale Waihona Puke 78速度上温曲 150 160 170 175 210 265 280 265 85cm/min 下温曲 150 160 170 175 200 250 265 250
1.根据实际情况:PCB1.2mm以内速度为85+5cm/min,PCB1.2mm以上速度为 说明: 72.5新+5产cm品/m首in次. 过炉时必须要先过2块交由组长以上人员确认无误后方可正
无铅制程回流炉炉温曲线标准

无铅制程回流围:
适用无铅产品系列机种。
2.0 测量仪器:
测温仪。
3.0 参考文件:
参考无铅制程相关温度曲线标准。
4.0 锡膏产品温度设置
4.1 预热区:由室温到120℃,升温率V1-3℃/sec。
44..32 回 恒峰 温区区::温120度℃t>~212800℃℃,时,时间间3为0秒60至~6900秒秒 。
4.4 PCB表面温度≦250℃。
44..65 冷 QF却P引区脚:降温度为220℃~240℃(QFP Lead)。 温率V≦3℃
编号:
版本:A/0 批工准程/ 编号:SMT-07 日期:
224500℃℃ 222200℃℃ 128000℃℃
112400℃℃
1-3℃/S
5.0 注意事项
60~90秒 ≤
30~60秒
≤3℃/S
TIIMME
5.1 测温次数,每一天一次(同一类型板24小时);换不同类型板时,需重新测温确
认,并填写<<回流炉温度记录表>>。
5.2 如客户特殊要求时,按客户要求作业。
5.3 非工程人员不得善自更改温度或测回流炉曲线。
ITSMT001
锡炉温度的设定标准

一.无铅锡条种类;1.无铅焊锡条(Sn99.3/Cu0.7)2、电解纯锡条(电解处理高纯锡)3、抗氧化锡条(添加高抗氧化剂)4、波峰焊锡条(适用波峰焊焊接)二.无铅锡条的特点;1. 无铅RoHS标准,适用波峰或手浸炉操作。
2. 纯锡制造,锡渣少,减少不必要的浪费。
3. 焊点光亮、饱满、不会虚焊等不良现象。
4. 加入足量的抗氧化元素,抗氧化能力强。
三.无铅锡条的规格种类;1.无铅纯锡条2.无铅含铜锡条3.无铅含银铜锡条4.无铅含银锡条5.无铅高温锡条四.无铅锡条的规格特性;五.合金成份(%)熔点特点;1.Sn/Cu0.7 227℃低成本、熔点高、润湿性差、毛细作用力小、疲劳特性差, 可用于较低要求的焊接场所。
2.Sn/Cu0.7/AG0.3 217-227℃Sn/Cu 系列合金,润湿性较Sn/Cu0.7好,但各项性能仍差于Sn/AG3/Cu0.5系列合金。
3.Sn/AG3.5 221℃成本极高,在用传统无铅材料,有可能因为银相变化而无法通过可靠性测试。
4.Sn/AG3/Cu0.5-0.7 217-218℃成本极高,各项性能良好,目前是厂家选用最多的无铅焊料。
锡—铜 Sn-Cu Sn99.3-Cu0.7 220-227 熔点偏高,力学性能略次,但制造成本低,当今最普遍使用本合金产品。
Sn99.5-Cu0.5 220-227 Sn99.0-Cu1.0 227-240 锡—银—铜 Sn-Ag-Cu Sn-Ag3-Cu0.5 215-220 可靠性和可焊性较好,成本较高 Sn-Ag3.5-Cu0.7 215-220 锡—银 Sn-Ag Sn-Ag3.5 221 高强度,力学性能良好,可焊性良好,适合于含银件焊接5.Sn/AG2.5/Cu0.8/Sb0.5 217℃各项性能良好,熔点较Sn/AG3/Cu0.5更低,且更细晶格的合金。
6.Sn/AG4/Cu0.5-0.7 217-218℃成本较Sn/AG3/Cu0.5高,各项性能良好,目前常用的无铅焊料。
SMT无铅回流炉profile控制程序范本(EXCEL档)

5.2: 工程人员每次更改回流曲线都需符合标准回流曲线之要求,并跟踪炉后PCB观察焊接质量,PCB板和元件有无损坏等。 确认一切OK后,方可通知生产过炉。
5.3: 回流曲线测试,按照参考文件之操作,每天1次需要用生产之产品进行测量,如无该PCB进行测量则可以换用PCB厚度相同
且元件分部相似的做温度曲线测量及检查,不同类型之产品跟据产品需求,须重新确认炉温曲线。
产品型号 Model: 页码
ALL MODEL
作业指导书
文件编号Document No:
WI-P1S-
WORK INSTRUCTION 版本
版本 REV.
REV. 变更内容 Change
C
日期 Date
Page: 1
A
首版
2005/6/21
OF 2
操作名称
Operation
B
更改REFLOW参数6.2.2/7.1
20度才能保证再流焊的质量。有时也将该区域分为两个区,即熔融区和再流区。
3.1.4:冷却: 焊料随温度的降低而凝固,使元器件与焊膏形成良好的电接触,冷却速度要求同预热速度相同。
4.0: 参考文件
4.1: 回流炉温度曲线测试仪使用说明书
5.0: 责任
5.1: 工程人员负责鉴定和调整温度曲线并作出记录。
Heller-1500:40~70 ;Heller-1800、GS-800:45~75
Production
PE Senior
SMT
EE Manager
Engineer/Date Engineer/ Date Supervisor/Date
/Date
QA Senior
Production
锡膏与胶水标准温度曲线
REV.
ISSUE DATE PREPARED BY
REVorm No. A3-02-11054A CHECKED BY: APPROVED BY:
一、设备对象: KIC DATA LOGGER 二、操作过程: 1.有铅锡膏(ALPHA)OL-107E:Sb/Pb-63%/37% 1.1.Peak温度不高于230℃,不低于210℃。 1.2.Max rising slope<3℃/Sec。 1.3.升温区超过130℃~160℃的时间为60Sec~90Sec。 1.4.测试的温度曲线应与有铅锡膏OL-107E标准温度曲线大致相同。 1.5.熔锡时间200℃以上,控制在30Sec~75Sec。 2.胶水 (Loctite 3611,3609&Seal-glo NE8800T,NE3000S) 2.1.Peak温度不高于160℃,不低于130℃。 2.2.Total time above130℃>120Sec。 2.3.Max rising slope<4.5℃/Sec。 2.4.恒温区平直温定。 2.5.测试的温度曲线应与胶水标准温度曲线大致相同。 3.无铅锡膏ALPHA(SAC305):Sn/Ag/Cu-96.5%/3%/0.5%. 3.1.Peak温度不高于250℃,不低于230℃。 3.2.Max rising slope<3.5℃/Sec。 3.3.升温区超过150℃~200℃的时间为50Sec~120Sec。 3.4.测试的温度曲线应与无铅锡膏标准温度曲线大致相同。 3.5.熔锡时间217℃以上控制在30Sec-90Sec。 三、过程要求: 1.每班(或转拉时)都必须量测热风炉温度曲线,且用实板测试每一个型号, 由QC监督执行,如温度曲线不符合规定要求,技术组调试后再重测,直 到曲线符合标准。否则应停止生产。 2.胶水、有铅锡膏及无铅锡膏标准温度曲线图见第2、3、4页。 四、注意事项: 1.新Model及有"特殊工艺"要求之机种,由工程师设定相应温度曲线。 2.热风炉温度曲线分有铅锡膏和无铅锡膏及胶水三种。本温度曲线要求特定 为有铅OL-107E锡膏和无铅ALPHA(SAC305)锡膏及乐泰3611、3609胶水。 3.若客户有规定的,严格按照客户提供数据进行设定Reflow Oven Profile。 五、文字记录: 《温度曲线图》 DISTRIBUTION BOX :
SMT 炉温设定依据及标准
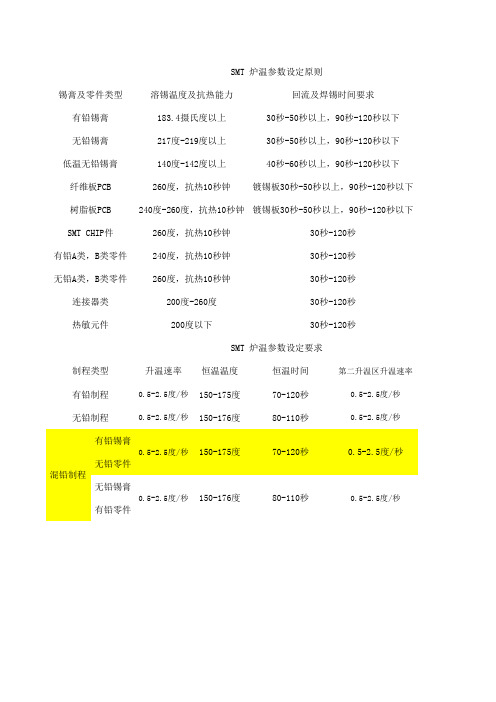
SMT 炉温参数设定原则锡膏及零件类型回流及焊锡时间要求30秒-50秒以上,90秒-120秒以下溶锡温度及抗热能力183.4摄氏度以上有铅锡膏低温无铅锡膏30秒-50秒以上,90秒-120秒以下40秒-60秒以上,90秒-120秒以下树脂板PCB 217度-219度以上140度-142度以上260度,抗热10秒钟240度-260度,抗热10秒钟200度-260度200度以下260度,抗热10秒钟260度,抗热10秒钟有铅A类,B类零件240度,抗热10秒钟纤维板PCB 无铅锡膏镀锡板30秒-50秒以上,90秒-120秒以下镀锡板30秒-50秒以上,90秒-120秒以下30秒-120秒30秒-120秒SMT CHIP件无铅A类,B类零件连接器类热敏元件150-175度30秒-120秒30秒-120秒30秒-120秒无铅制程升温速率0.5-2.5度/秒0.5-2.5度/秒制程类型SMT 炉温参数设定要求有铅制程80-110秒0.5-2.5度/秒70-120秒0.5-2.5度/秒恒温温度恒温时间第二升温区升温速率150-176度混铅制程0.5-2.5度/秒0.5-2.5度/秒150-175度150-176度有铅锡膏无铅零件无铅锡膏有铅零件70-120秒0.5-2.5度/秒80-110秒0.5-2.5度/秒大于2.5度/秒冷却速率要求无特殊要求大于2.5度/秒无特殊要求无特殊要求小于5度/秒小于4度/秒小于4度/秒无特殊要求无特殊要求小于1度/秒小于1度/秒117度-119度升温速率峰值温度180度-185度升温速率215度-235度230度-245度回流时间冷却速率0.5-4.0度/秒2.5-4.0度/秒200度以上220度以上35-50秒50-70秒230度-245度220度以上35-50秒0.5-4.0度/秒小于1度/秒230度-245度220度以上50-70秒2.5-4.0度/秒小于1度/秒。
锡膏详细性能表...
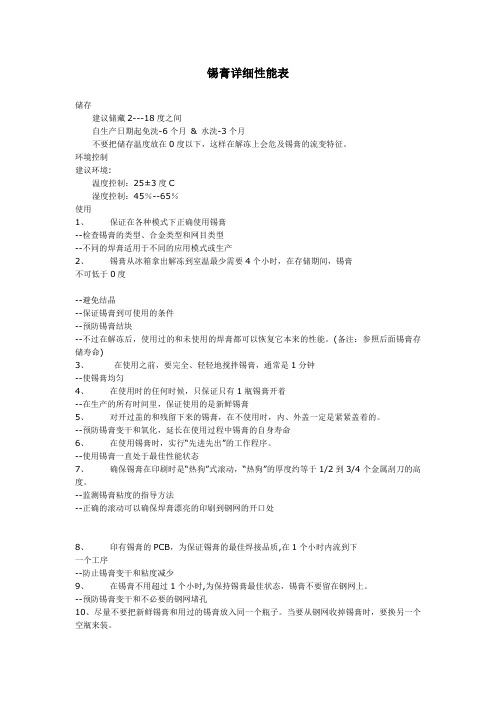
锡膏详细性能表储存建议储藏2---18度之间自生产日期起免洗-6个月& 水洗-3个月不要把储存温度放在0度以下,这样在解冻上会危及锡膏的流变特征。
环境控制建议环境:温度控制:25±3度C湿度控制:45%--65%使用1、保证在各种模式下正确使用锡膏--检查锡膏的类型、合金类型和网目类型--不同的焊膏适用于不同的应用模式或生产2、锡膏从冰箱拿出解冻到室温最少需要4个小时,在存储期间,锡膏不可低于0度--避免结晶--保证锡膏到可使用的条件--预防锡膏结块--不过在解冻后,使用过的和未使用的焊膏都可以恢复它本来的性能。
(备注:参照后面锡膏存储寿命)3、在使用之前,要完全、轻轻地搅拌锡膏,通常是1分钟--使锡膏均匀4、在使用时的任何时候,只保证只有1瓶锡膏开着--在生产的所有时间里,保证使用的是新鲜锡膏5、对开过盖的和残留下来的锡膏,在不使用时,内、外盖一定是紧紧盖着的。
--预防锡膏变干和氧化,延长在使用过程中锡膏的自身寿命6、在使用锡膏时,实行“先进先出”的工作程序。
--使用锡膏一直处于最佳性能状态7、确保锡膏在印刷时是“热狗”式滚动,“热狗”的厚度约等于1/2到3/4个金属刮刀的高度。
--监测锡膏粘度的指导方法--正确的滚动可以确保焊膏漂亮的印刷到钢网的开口处8、印有锡膏的PCB,为保证锡膏的最佳焊接品质,在1个小时内流到下一个工序--防止锡膏变干和粘度减少9、在锡膏不用超过1个小时,为保持锡膏最佳状态,锡膏不要留在钢网上。
--预防锡膏变干和不必要的钢网堵孔10、尽量不要把新鲜锡膏和用过的锡膏放入同一个瓶子。
当要从钢网收掉锡膏时,要换另一个空瓶来装。
--防止新鲜锡膏被旧锡膏污染--对于使用过的锡膏的保存方法,参见前面的“储存”程序;--重新使用旧锡膏的方法,参见本章节的步骤1-4 ;11、建议新、旧锡膏混合使用时,用1/4的旧锡膏与3/4的新鲜锡膏均匀搅拌在一起。
--保持新、旧锡膏在混合在一起时都处于最佳状态锡膏存储寿命环境:22--28℃RH :45%--65%i) 未开盖建议未开盖的锡膏在上面所说的环境下最长放置的寿命:a) RA,RMA,免洗:-7天b) 水洗:-3天ii) 开盖(但未用)当把外盖打开,就不再是密封环境了。
无铅锡膏(高温)说明书—双智利

物资安全资料表
(Material Safe Data Sheet)
3页共5页
深圳市双智利科技有限公司
1.(产品名)无铅锡膏
2.(物理的特性) 合金组成:(见相关型号技术规格书) 含有量: (见相关型号技术规格书) 助焊膏: 10±2%
3.(危险,有害性的分类) 分类的名称: 危险性:对眼睛、口腔有一定的危险性; 有害性:在空气流通不好的场所作业时,常常会吸入熔解铅的蒸气,所以在作业 时注意铅中毒.
无铅焊锡膏使用及注意Biblioteka 项项目 锡膏回温内容
锡膏通常是在冰箱中贮藏,温度一般在 5~10℃左右,使用时必 须将锡膏从冰箱中取出恢复到室温(约 4 小时)。停工时未用完的 锡膏不应放回原罐中,而应单独存放.
印刷速度
25~50mm/s
印刷方式
不锈钢网板接触式印刷
工作寿命
6~8 小时
工作环境
温度 20~25℃,相对湿度低于 70%
4.(应急处置) 在常温的状态,如触到皮肤上后,应取用酒精进行擦拭; 在溶解状态下触到皮肤上受到烧伤情况时,按照一般的烧伤处理方法进行治疗.
5.(火灾时的处置) 发生火灾时,用湿的厚布盖住火苗进行灭火.
6.(处理及保管上的注意事项) 在较暗的场所进行保管,尤其在冰箱内保管更好.空气中的水分会在焊锡表面上 结成水珠,在溶解焊锡时不要将有水珠的焊锡投入使用.
7.(防止暴露处置) 有关焊锡溶解状态: 容许浓度:有关焊锡一般容许浓度,没有相应的规定. 设备对策:在通风条件良好的场所进行焊接操作. 保护用具:焊锡作业的场合应戴手套,配戴眼镜和口罩等, 作业完成后例行洗脸 和洗手.
8.(物理/化学的物性) 比重:约 3.9(20℃)g/cm3 ; 熔点:液相线温度约 217℃固相线温度约 219℃ ; 溶解性:不溶于水; 9.(危险性情况) A. 直接接触焊锡膏的场合,防止焊锡膏附着在皮肤或进入体内,如果发生则取 用
WI-SPD-0021 标准炉温的设定与温度测量

220℃。降温斜率控制在﹤4℃/S。
3.2.7放入其专属的隔热保护盒中,盖好盖子。
3.2.7将隔热保护盒与测温板按板前盒后的顺序置于网面上,送入Reflow(每次测温时必须从“测温开始点”起动记录器)
3.2.8待测温板出Reflow后,使用高温手套,取出待测板及测温仪。
3.2.9将隔热保护盒盖打开,按下Bestemp-C6000上的绿色(SWITCH)按钮。
文件类别
ShenZhenYueYuTechnology CO.,LTD
深圳市科技有限公司
文件编号:WI-SPD-0021
版本:A
三阶文件
SMT生产标准炉温的设定与温度测量
修正次数:0
生效日期:2017-03-01
文件名称:标准炉温的设定与温度测量
签章:
发放部门:SMT生产部
发放与签收记录
会签
是否分发
5.记录
5.1炉温设置参数记录表
□是□否
* * * *修改记录* * * * *
版本
修改内容
备注
A
首次发行
制定:
审核:
核准:
1.目的
为了提供正确作业方法给炉温设定人员与炉温测试人员。
2.范围
适用于本公司炉温的设定与测试。
3.内容
3.1标准炉温的设定
3.1.1根据锡膏供应商提供的参考炉温曲线再结合实际产品的温度要求,设定和测试一组标准的设定炉温与温度曲线。(以美国科利泰锡膏为列,有铅炉温设定,如下图)
中温无铅锡膏产品说明书
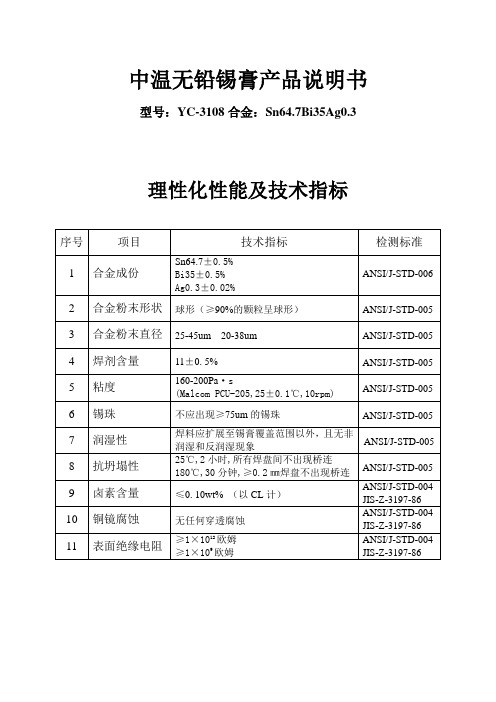
中温无铅锡膏产品说明书型号:YC-3108合金:Sn64.7Bi35Ag0.3理性化性能及技术指标回流曲线图及工艺参数温度℃工艺参数及要求:1、推荐使用线性回流曲线,不建议使用非线性回流曲线。
2、预热段:从室温30℃升温至140℃,升温速率控制在0.8-1.2℃/秒之间,尤其是从30℃至100℃,升温速率最好控制在0.8-1.0℃/秒之间。
3、恒温段:从140℃至172℃(熔点),时间要控制在50-90秒之间,尤其不要超过100秒,否则会影响可焊性,可能会导致出现焊接不良(如虚焊等)增多,或者可能会出现焊剂过多的堆积在焊点表面而造成焊点暗淡。
4、回流段:≥172℃以上的焊接时间控制60-90秒,最好不应少于60秒,其中≥200℃的时间应不少于40-60秒,而且峰值温度应不低于200-220℃,否则会因熔融时间过短或温度过低而导致焊接不良或上锡不饱满。
物质安全资料表MATERIAL SAFETY DATA SHEET 制造商资料制造厂商名称:深圳市永昌源科技有限公司电话:制造厂商地址:181号传真:化学制品名称:无铅焊锡膏化学制品型号:YC-3108 助焊剂类型:RMA闪火点(℃)自然点(℃)爆炸上限(UEL)爆炸下限(UEL)灭火材料干粉、泡沫、不可用水、特殊灭火程式1.皮肤接触时,可用清水加肥皂清洗2.不慎触及眼睛,可用清水冲洗15分钟并送医院处理3.吞食时,可喝1-2杯清水或稀牛奶,并诱发呕吐和送医。
6、化学反应特性安定性安定应避免之状况避免阳光直射或高热,避免接触水汽、酸碱。
有害之聚合物无。
分解燃烧超过140℃有毒性。
不相容物避免与水汔、酸碱或氧化性东西接触。