帕珞模具设计模型图
肥皂盒的模具设计论文

摘要本文是关于肥皂盒的塑料注塑模具的设计,在正确分析塑件的结构,技术要求及企业的生产实际情况后进行塑件的注射模设计。
分别对聚苯乙烯的性能,塑件结构特点分析后,采用了侧浇口进行浇注,以及注射机的选用,分型面的选择,型腔数目的确定,成型零部件的结构设计以及相关的计算,并配有图例来加以说明。
采用CAD软件对模具进行辅助设计、分析、绘图。
其核心知识是塑料成型、材料成型技术基础、机械设计、塑料成型工艺、计算机辅助设计、模具CAD等。
通过本次设计,可以对注射模具有一个初步完整的认识,注意到设计中的一些细节问题,如制作的结构、成型零部件的尺寸计算,了解模具结构及工作原理;设计中对注射机相关重要参数进行验证,包括模具闭合厚度、模具安装尺寸、模具开模行程、注射机的锁模等。
校核合格后,进行成型零件加工工艺过程的制定,既要保证塑件的质量,又要兼顾经济性。
关键字:聚苯乙烯(PS),注射模,肥皂盒,浇注系统,分型面ABSTRACTThis article is about the soapbox mold design, plastic parts in the correct analysis of the structure, technical requirements and actual situation of production after the injection mold plastic parts design. Respectively Polypropylene performance analysis of structural characteristics of plastic parts, the use of points for pouring gate, as well as the choice of injection machine, the choice of parting surface, the determination of the number of cavity, forming the structural design of components, with a legend to be described. The use of CAD software for mold design, analysis, graphics. The core knowledge is the plastic mold, molding material and technological base, and mechanical design, plastic molding technology, computer-aided design, CAD, such as mold.Through this design may to cast the mold to have a preliminary understanding, notes in the design certain detail question, understands the mold structure and the principle work, The design should be certification, Primarily related to the injection machine of important parameters the certification including die close thickness sizes, the name distance, injection machine of the die drae force and so on. After checking qualified , the molding parts machining process design must ensure that the quality of Supervision taking into account the economy.KEY WORDS:polystyrene,injection mold, soapbox , pouring system, parting surface目录第1章绪论 (1)1.1塑料的组成及特性 (3)1.1.1塑料的含义及分类 (3)1.1.2 塑料的组成 (4)1.1.3 塑料的特性 (4)1.2 注射模成型原理及工艺特性 (5)1.3主要塑料的性能参数 (5)1.4 聚苯乙烯的工艺性能 (6)1.5 选题的目的意义 (7)第2章注射成型工艺及注射机的选择 (8)2.1 塑件三维图及基本尺寸 (8)2.2工艺分析 (9)2.3 注射成型基本过程 (9)2.4注射机的分类 (10)2.5注射机的选用 (11)2.6注射机工艺参数的校核 (12)第3章成型零部件件的模具设计 (13)3.1型腔数目的确定 (13)3.2分模面的选择 (14)3.3浇注系统的设计 (15)3.3.1浇注系统 (15)3.3.2主浇道设计 (16)3.3.3浇口套的选择 (17)3.3.4分浇道设计 (17)3.3.5浇口设计 (19)3.4 排气系统的设计 (21)3.5 钩料脱模装置的设计 (22)3.6顶出机构的设计 (23)3.7 导向机构的设计 (25)3.8 凹凸模的设计 (27)3.8.1凹凸模工作尺寸的计算 (27)3.8.2凹凸模的选材 (32)3.8.3 凹模的结构设计 (33)3.8.4凸模的结构设计 (33)3.9定位圈的设计 (34)3.10模架的选择 (34)3.11加热、冷却系统的设计 (35)第4章总结 (38)参考文献 (39)致谢 (40)第1章绪论塑料制品的使用越来越泛,在很多方面,它己成为金属制品的替代物。
第2章ProMOLDESIGN模具设计
Pro/MOLDESIGN模具设计
2.8 Pro/MOLDESIGN的实例—— 塑料盖的分模
塑料盖的设计模型
Pro/MOLDESIGN模具设计
2.8 Pro/MOLDESIGN的实例—— 塑料盖的分模
完成后的模具分解图
6
Show_all_mold_layout_butt ons
yesቤተ መጻሕፍቲ ባይዱno
7
Shrinkage_value_display
final_value、 percent_shrink
确定在对模型应用收缩时尺寸的显示方式。 如果它被设置为percent_shrink,则尺寸文本 以nom_falue(shr%)形式显示;如果将其 设置为final_value,则尺寸仅显示收缩后的 值
Pro/MOLDESIGN模具设计
2.1 Pro/MOLDESIGN模块简介
2.1.1 Pro/MOLDESIGN的操作界面
Pro/MOLDESIGN模具设计
2.1 Pro/MOLDESIGN模块简介
2.1.2 菜单与命令按钮
“模具”菜单及其级联菜单
Pro/MOLDESIGN模具设计
2.2 Pro/MOLDESIGN模具设计流程
2.4 Pro/MOLDESIGN模具工件
2.手动创建工件
“元件创建”对话框
“创建选项”对话框
Pro/MOLDESIGN模具设计
2.4 Pro/MOLDESIGN模具工件
2.手动创建工件
新建元件已激活
可以使用的特征命令
创建出工件
Pro/MOLDESIGN模具设计
2.5 Pro/MOLDESIGN模具元件
制作三维实体设计 用参考零件和工件建立模具装配模型 设置收缩率 对参考零件进行开模检测和厚度检测 零件是否需要改动 设计分型面 设计浇注系统 设计冷却系统 拆模,生成模具成型零件三维模型 充模仿真,生成模塑件三维模型 开模仿真及干涉检测 用塑料顾问进行流动及填充分析 顶出系统及总装配设计 生成二维工程图 修改参考零件
2020年汽车覆盖件模具设计dr参照模板

3——1 使用板料送料器的模具结构1 板料送料器的形式(1)1.1 拨叉式★将坯料放在2个拨叉上送入模具内1.2 推杆式★用2个推杆推顶坯料末端送入模具内1.3 夹持式★用2个夹子夹住坯料的末端送入模具内。
★坯料的惯性由板料送料器消除后,定位块不受冲击。
1.4 真空吸盘式★用真空吸盘吸住坯料送入模具内。
★坯料的惯性由板料送料器消除后,定位块上不受冲击力。
★因为坯料是从模具的正上方落下,所以几乎不会错位3——1 使用板料送料器的模具结构2 侧导向(1)2.1 使用拨叉式板料送料器时的高度★高度的决定以送料线高度为标准。
★特别是当压料面为各种形状时,应分别按下图所示来决定。
2.2使用推杆式板料送料器时的高度★以距压料面100mm为标准。
★根据压料面形状,按下图所示来决定。
3——1 使用板料送料器的模具结构2 侧导向(3)2.3 使用夹持式板料送料器时的高度2.3.1 以距送料线高度MIN70mm为标准2.3.2 根据压料面形状,如以下所示来决定。
3——1 使用板料送料器的模具结构2 侧导向(4)2.4 使用真空式板料送料器时的高度2.4.1 高度的决定以送料线高度为基准。
2.4.2根据压料面形状,如下所示来决定。
2.5 侧导向部模具结构2.5.1 一般情况★标准形状如图3-1(a)所示。
(1)a及b尺寸必须严守标准尺寸。
(2)为方便填砂,所以正面宽度应取得大。
★不能保证标准形状时,取图3-1(b)的形状。
(1)不加工压料圈时,如图3-1(b)所示沿形状高度取MAX200mm,取5mm的空开部分。
(2)加工压料圈时,如图3-1(b)所示,精加工余量取70mm,2mm 空开面距压料面MAX200mm,取5mm的空开。
★侧导向高时,压料圈的空开变大,在强度上成为问题,所以将侧导向分块,在其间放置加强筋。
(参照图3-1(c))★注意因侧导向高度更改引起的壁厚强度下降,必须加强。
★预料到侧导向位置会发生变化时,必须注意壁厚强度变化并加强。
冷冲压模具毕业设计,附图纸.
安徽矿业职业技术学院毕业设计(2013届)题目连接板落料冲孔复合模指导教师徐静朱亮院系安徽矿业职业技术学院机械工程系班级模具设计与制造101学号105801060106姓名张悬二〇一三年五月二十日摘要本文应用所学专业理论课程和生产实际知识进行了冷冲压模具设计工作的实际训练,从而培养和提高学生独立工作能力,巩固与扩充了冷冲压模具设计等课程所学的内容。
通过本次设计,掌握冷冲压模具设计的方法和步骤,掌握冷冲压模具设计的基本技能,懂得了怎样分析零件的工艺性,怎样确定工艺方案,了解了模具的基本结构,提高了计算能力,绘图能力,熟悉了相应工程设计规范和标准,同时对相关的课程进行了全面的复习,使独立思考能力有了提高。
本设计采用落料冲孔复合模,模具设计制造简便易行。
落料冲裁效果好,能极大地提高生产效率。
本设计主要工序包括:冲孔和落料。
本设计分别论述了产品工艺分析,冲压方案的确定,工艺计算,模板及主要零件设计,模具装配等问题。
本设计的内容是确定复合模内型和结构形式以及工艺性,绘制模具总图和非标准件零件图。
关键词:冷冲压;模具设计;绘图。
目录前言 (1)1 工艺方案分析与确定 (2)1.1 零件的工艺分析 (2)1.2 工艺方案的确定 (2)1.3 排样的确定 (3)2 工艺设计与计算 (5)2.1 冲压力与压力中心的计算 (5)2.2 工作零件刃口尺寸计算 (6)2.3工作零件结构设计与其他模具结构零件 (7)2.4 冲压设备的选用 (10)3 模具的装配 (11)4 工件,模具图 (12)总结 (13)致谢..................................... . (14)参考文献 (15)前言随着科学技术的发展需要,模具已成为现代化不可缺少的工艺装备,模具设计是模具专业一个最重要的教学环节,是一门实践性很强的学科,是我们对所学知识的综合运用,通过对专业知识的综合运用,使学生对模具从设计到制造的过程有了一个基本的了解和认识,为以后的工作及进一步学习深造打下了坚实的基础。
压铸模设计实例(tupian)
这是一个摩托产品盖,其外形为442X170X112。
1出1,下面来谈谈模芯布局。
首先我们得先确定进料位置,此产品后面和尾部都需做滑块。
开流道时先考虑下滑块位置,能避开尽量避开。
故而流道选者无滑块正面进,如上图所示。
确定好方向后,以大圆心为基准定点。
我将进料深度分为3段。
主流道进口62宽,20深。
中间段支流道30宽,17深。
分叉小段15宽,14深在加斜度,皆与此产品较大内浇进料口深2。
如何计算进料道的长度,我设计的理论将其设3段,以左边黄尺寸为例。
假设小叉支流道斜度长为15—20,延长与转者处设15—20。
支流道宽30在略斜35左右,然后底下R角转折。
R20+延长,总长25—30。
这样算下流道长度从产品到模芯边距离为100左右。
渣包尺寸为30宽以上,长40以上,距离足够的话。
深度13—15,出模度数8—10度,底下R3—5过度。
假设渣包宽35,进料边口为5,预设渣包后留25。
那么产品到模芯边为60余量。
如有滑块得根据抽出距离另行计算或者加宽余量边,祥见以下图所示。
对于有滑块面的余量放置,假设模内抽芯距离为70,那么后面的距离为70+余量,使之滑块滑出绝对距离后始终在模芯内,余量15—20最起码。
另外边也同样的道理,这样我们可以计算出模芯的大小,然后去小归整。
设计好大小后,然后来设计模芯的厚度。
厚度的设计准则以模芯最低出开始算余量50以上。
因为底下通10水管,水管位置离产品模芯底面下来20—25距离,底下留余量为25—30,然后以分型面为定点基准,凑整数。
绿色为水管,红色,蓝色为点冷却。
一般模芯不是很厚的,如果中间没有孔位,可以直通,或环绕试。
如果无法通水管,那就采取点冷却。
一般在型腔的镶快出,凸起出,热聚处。
其深度离腔体最深出低20—30左右。
滑块的设计,皆如此产品的滑芯不是很大。
宽度方面一般滑座比滑芯大5一边,然后凑整数。
滑块高度的设计,首先确定此滑块是用油泵。
如油泵接头最大处为32,那我设置尾座面比接头高4,底下留9,这样尾座高度为45。
ug-模具设计流程图精选全文

分型的详细过程
·项目初始化
·设置模具坐标系(模具坐标系统的XC-YC平面必须定义在动模和定模接触面上,ZC轴正方向指向塑料熔体注入模具主流道的方向上)
·设置收缩率(由于塑料的热胀冷缩大于金属模具的热胀冷缩,所以冷却成型后的产品尺寸将会略小于模具型腔的相应尺寸,因此模具设计时模腔的尺寸要求略大于产品的相应尺寸以补
偿金属模具型腔与塑料熔体的热胀冷缩差异)
·定义模坯尺寸
·补破孔(当自动生成的曲面不适用时,人工创建自由曲面修补面)
·创建分型线
·编辑分型线(用过渡对象分割分型线
·创建分型面。
·创建型芯和行腔区域。
·创建型芯和行腔镶件。
图4-7说明了分型的详细流程。
图4-7 分型流程
在这一学年中,不仅在业务能力上,还是在教育教学上都有了一定的提高。
金无足赤,人无完人,在教学工作中难免有缺陷,例如,课堂语言平缓,语言不够生动,理论知识不够,教学经验不足,组织教学能力还有待提高。
在今后的工作中,我将更严格要求自己,努力工作,发扬优点,改正缺点。
冲压模具设计装配图.
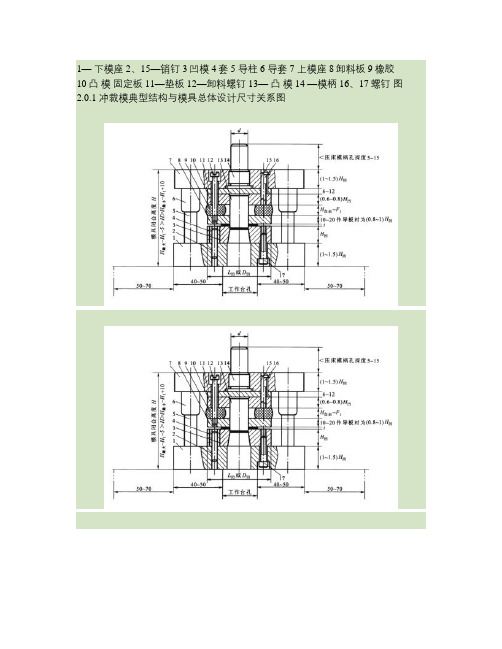
1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图复合模的基本结构1—凸模;2—凹模;3—上模固定板;4、16—垫板;5—上模座;6—模柄;7—推杆; 8—推块; 9—推销;10—推件块;11、18—活动档料销;12—固定挡料销;13—卸料板14—凸凹模;15—下模固定板;17—下模座;19—弹簧1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板 6-上模座;7-顶杆;8-弹簧;图3.4.2 L形件弯曲模 9、11-螺钉;10-可调定位板1.冲裁间隙过大时,断面将出现二次光亮带。
( ×)2.冲裁件的塑性差,则断面上毛面和塌角的比例大。
( ×)3.形状复杂的冲裁件,适于用凸、凹模分开加工。
( ×)4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。
( ×)5.整修时材料的变形过程与冲裁完全相同。
( ×)6.利用结构废料冲制冲件,也是合理排样的一种方法。
(∨)7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。
( ×)8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。
(∨)9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。
( ×)10.模具的压力中心就是冲压件的重心。
( ×)11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。
( ×)12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。
×13.凡是有凸凹模的模具就是复合模。
( ×)14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。
(数控模具设计)冲压模具图解精编
(数控模具设计)冲压模具
图解
冲压模具图例(示图)
常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(壹)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模
动触座级进模具装配图
动触座级进模具装配图二
接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图滚轴式送料切断、压弯级进模产品图二插销式送料压弯、切断级进模具装配图
定转子硬质合金级进模
双切口连续拉深模具装配图
整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图
汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(壹)
精密冲裁模(二)
精密冲裁模(三)
正装-倒装复合模
子冲片复合模模具装配图
磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图
液压胀形模产品图
通用切断模产品图
汽车前围外板拉深模
变薄-旋转变薄模具装配图
液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图卷圆模产品图压圈弯曲模模具装配图
螺旋弯曲模模具装配图
其它形状件弯曲模产品图。
模具设计PPT课件

2021/3/9
20
第三章 模具设计
抽取模具元件
❖ 创建完模具体积块后,可以从工件抽取它们 以产生模具元件
2021/3/9
21
第三章 模具设计
铸模
❖ 可以通过浇道、流道和浇口来模拟填充模具 型腔,从而创建铸模,如图所示分别是参照 零件和铸模,铸模的上面有浇注系统。
❖ 铸模可以用于检查前面设计的完整性和正确 性,如果出现不能生成铸模文件的现象,极 有可能是先前的模具设计有差错或者参照零 件有几何交错的现象,应当向前检查。
❖ 6. 提取模具体积块以生成模具元件。提取完毕后模具元件即 成为功能齐全的Pro/ENGINEER零件,它可在零件模式中调 出可在绘图中使用也可用Pro/NC进行加工
❖ 7. 创建表示已填充模具型腔的模制件系统将根据减去提取部 分后工件中剩余的体积块来自动创建模制件(铸模)
❖ 8. 定义模具开口的步骤在每步中检查与静态零件的干涉必要 时修改模具元件
❖ 对于塑料模具,浇注系统一般由主流道、分流道、 冷料井和浇口组成
❖ 浇注系统的设计方法 :使用【实体】特征中切割材
料方式来建立浇注系统,; 或直接利用模具特征中
的【流道】特征建立浇注系统,利用流道特征可以 快速创建标准流道。
2021/3/9
25
第三章 模具设计
侧浇口
❖ 侧浇口
2021/3/9
26
2021/3/9
4
第三章 模具设计
❖ 3.1.2 创建模具文件
2021/3/9
5
第三章 模具设计
3.2 加载参照模型
❖ 根据型腔数目的多少,模具可以分为单腔模 具和多腔模具
2021/3/9
6
第三章 模具设计
ProE复杂曲面建模实例
****大学机电学院
****专业课程设计总结报告
课程计算机辅助设计与制造
设计题目学生用台灯设计
学生姓名 **学号 0508*****
指导教师 ** 教授
起止日期 2012.6.6 — 2011.6.18
一、产品功能、结构介绍:
产品功能:照明
二、
三、
四、
五、
结构简介:产品如右图所示,由13个零件组
成,大部分零件对称。
产品由底座上盖、底座
下盖、按钮、支撑弹簧(包括一个弹簧、一个
螺旋铁片和带有螺纹的固定铁圈)、支撑套、
灯罩前盖、灯罩后盖、灯管、灯管插座、螺帽、
垫片、螺丝钉组成
二、产品材料清单:
三、产品组件及主要零件的设计过程
1.底座上盖的设计
用边界混合出半个曲面镜像后合并然后实体化
拉伸出体
然后用混合扫描出
复杂的曲面(体)
2.支撑弹簧的设计
3.灯罩前盖的设计
画出曲线投影 然后边界混合 加厚 剪切
画直线投影到表面后进行切口扫描
螺旋扫描
旋转 加厚 再螺旋扫描
边界混合 合并后实体化
4.支撑套的设计
剪切
拉伸后剪切然后加拔模斜度
先拉伸出一个体 然后再进行剪切 为抽壳做准备 抽壳
首先做一个旋转体
四、产品零件图
切割成上图形状后发布
几何
复制集合后做
出右图的面,合
并后加厚
五、课设总结
略
(注:可编辑下载,若有不当之处,请指正,谢谢!)。
最简易的帕累托图制作方法简介_图文
Minitab制作过程展示
Minitab制作过程展示
Minitab制作过程展示
实例
——进行要因的重点层面分析 将帕雷托图最重要的项目再分类(细分化),制作 第2个帕雷托图的重点项目以采取对策 例子:炫丽机能问题分析的帕雷托图。
帕雷托图的作图及使用
步骤4:制作直方图 1.配合各项目的数据(由大至小排序,但属于其他项
目则需排列至最后面,因为分析它没什么意义)。 2.各柱的宽度相同,柱与柱之间不要隔间隙。
步骤5:填入累积和曲线 1.一面看累积和纵轴的刻度,一面将各项目的累积
和,点在柱右端延长线上,拉一条线将这些点连成一线。 2.起点需通过原点(可选)。
帕累托图案例-Excel
如此就完成所谓的帕雷托图。 冲压车间制件问题分析
如例题所示: 依据帕累托原则(2080原则)识别出主要问题为毛刺、缺 边、磕碰问题。(需提出累积和超过80%的问题毛刺、缺边、磕 碰问题作进一步分析。)
帕累托图案例-Excel
第六步:用鼠标右键单击分类(X)轴,选择坐标轴格式,
将“刻度”选项中的“数值(Y)轴置于分类之间”选择符号去
掉;
分类(X)轴
起始点到0点
帕累托图案例-Excel
第七步:去除分类(X)轴、系列图示、绘图区底色变白、 柱图变宽、显示折线和柱图的值、Y轴最大刻度设置为数据 表的最大值(157)、次Y轴最大刻度调整至100%。
帕雷托图的作图及使用
步骤2:决定分类项目,收集数据资料 目的明确后,其次是决定分类项目,进行数据收
集(数据真实)。 如果只有2-3个项目的话,因为一眼即可看出那
个重要,所以不需要制作帕雷托图。 如例题所示:冲压车间某制件的问题分析中包含
毕业设计(论文)-啤酒开瓶器冲压模具设计与工艺分析【含全套CAD设计图纸】

1 绪论模具的发展是体现一个国家现代化水平高低的一个重要标志,就我国而言,经过了这几十年曲折的发展,模具行业也初具规模,随着信息产业的不断发展,模具的设计和制造也越来越趋近于国际化。
现在模具的计算机辅助设计和制造(CAD/CAM)技术的研究和应用。
采用模具CAD/CAM技术,还可提高模具质量,大大减少设计和制造人员的重复劳动,使设计者有可能把精力用在创新和开发上。
尤其是pro/E和UG等软件的应用更进一步推动了模具产业的发展。
电火花和线切割技术的广泛应用也对模具行业起到了飞越发展。
模具的标准化程度在国内外现在也比较明显,其大大的提高了它们的互换性。
加强了各个地区的合作。
对整个模具的行业水平的提高也起到了重要的作用。
改革开放以来,随着国民经济的高速发展,工业产品的品种和数量的不断增加,更新换代的不断加快,在现代制造业中,企业的生产一方面朝着多品种、小批量和多样式的方向发展,加快换型,采用柔性化加工,以适应不同用户的需要;另一方面朝着大批量,高效率生产的方向发展,以提高劳动生产率和生产规模来创造更多效益,生产上采取专用设备生产的方式。
模具,做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与零件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。
本设计是作为模具设计与制造专业毕业之前对所学专业知识的一次综合性运用,在设计过程中巩固和扩展自己所学的基本知识和专业知识。
综合运用所学的知识增强自己的技能分析和解决实际问题的能力,初步形成融技术,管理与一体的大工程意识,培养自己勇于探索的创新的创新精神和实践能力。
进一步训练和提高课题方案设计,资料查询,通过本次设计能够进一步深入的掌握冲压模具设计与制造技术。
无锥度轴套零件注射成型模具杰作

烟台大学塑料模具课程设计说明书设计题目无锥度轴套零件注射成型模具设计化院(系)高分子材料与工程专业班级化084-3 学号_200821507339设计人庄绪杰指导教师苏红军完成日期 2011年7月15日目录摘要 (3)设计流程简介 (3)1塑料的工艺性能 (4)2实物三维图 (5)3行腔数目 (6)4分型面位置的确定 (7)5注射机型号的确定 (8)6浇注系统的设计 (9)7成型零件的设计 (11)8模架的初选 (13)9冷却系统的设计 (14)10导向机构的设计 (17)11拉料杆的设计 (18)12推管的设计 (19)14排气系统的设计 (20)参考文献 (21)无锥度轴套零件注射成型模具设计摘要:本文是基于SolidWorks进行塑料模具设计。
使用SloidWorks软件设计出塑料三维实体,然后,将凹凸模板转换到AutoCAD中生成二维图,并进行尺寸标注。
再通过考虑其他因素选择注射机和设计导出柱等其他零件,最终设计出一副完整的塑料注射模具。
主要进行的设计过程包括:塑料制品原料的选择、分型面的设计、浇注系统、冷却系统、推出系统等。
关键词:SolidWorks PA66 分型面脱模机构模具冷却系统标注模架设计流程简介通过明确制品的几何形状和使用要求;计算出制品的使用要求;计算制品的体积,重量及确定成型总方案明确注射成型的型号和规格;检查制品的的工艺性,以确定制品的各个细小部分均符合注射成型的工艺条件。
确定以上参数后其设计塑料注射成型的介绍及设计方法:受热融化的原料由高压射入模腔,经冷却固化后得到成型产品的方法。
1塑料的工艺性能塑料在常温下是玻璃态,若加热则变为高弹态,进而变为粘流态,从而使其具有优良的可塑性。
通过分析选择和比较,最终选择的原料为PA66。
其性能如下:材料性质1.1 PA66的热性质:(1) 熔点(Tm) 熔点即结晶熔解时的温度,对结晶性高分子尼龙-66,显示清晰的熔点,根据采用的测试方法,熔点在259~267℃的范围内波动。
高难度注塑模具滑块的设计(含图)讲解
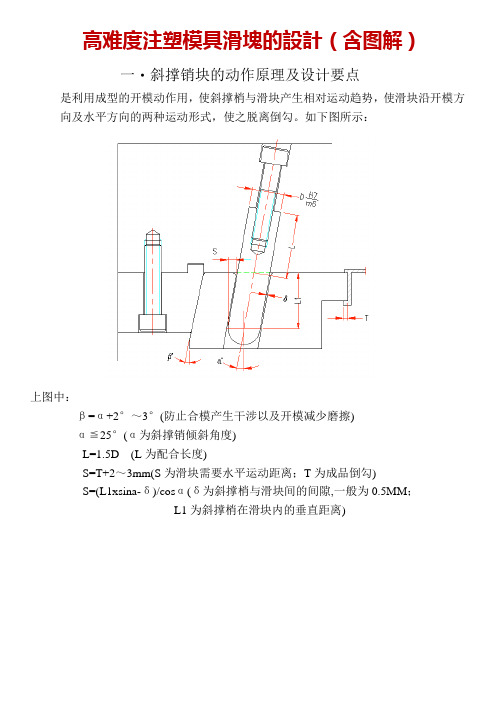
详细尺寸计算超级链接倾斜滑块计算
‧抽心力的计算及强度校核
1‧抽芯力的计算
由于塑料在模具冷却后,会产生收缩现象,
包括模仁型芯及其它机构零件(如斜梢.滑
块.入子等)因此,在设计滑块时要考虑到成
品对滑块的包紧力,受力状态图如右:
注:
F=F4*cosα-F3cosα=(F4-F3)*cosα
H=3√9PH/([σ]弯cosα) (cm)
当b=h时, W=H3/b]
H=3√(6ph/[σ]弯*cosα) (cm)
式中
h---拔块截面长边(cm)
b---拔块截面短边(cm
装配的顺畅,也可将其滑块座后模板部分全部挖通。
(4)双”T”槽的计算公式及注意事项:
如上图中
S3=H*tgγ;
(H为滑块下降的高度即小拉杆行程;γ为拨块角度)
S2=δ2*cosγ;
(δ2为拨块与滑块间隙,一般为0.5mm)
S=S3-S2=H*tgγ-δ2*cosγ=(H*sinγ-δ2)/cosγ;
2‧斜撑梢直径校核
斜撑梢直径要受到本身的倾斜角度、长度以及所需脱模距离的综合影响,因此,在设计过程中,几个参数需要相互调配得到最佳合理化.以确保滑块运动顺畅,具体计算公式如下:
注:图中P---斜销所受最大弯曲力
L---弯曲力距
P1---抽芯阻力
H---抽芯孔中心到A点的距离
α°---斜撑销倾斜角
P2---开模力
式中
F1-----塑料对型芯的包紧力(N)
F2---垂直于型芯表面的正压力(N)
μ---塑料对钢的摩擦系数,一般取0.2左右
而F1=CLF.
式中
沐浴露压盖注塑模设计

第一章前言1.1 模具工业的概况20世纪80年代开始,发达工业国家的模具工业已从机床工业中分离出来,并发展成为独立的工业部门,其产值已超过机床工业的产值。
改革开放以来,我国的模具工业发展也十分迅速。
近年来,每年都以15%的增长速度快速发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多科研机构和大专院校也开展了模具技术的研究与开发。
模具行业的快速发展是使我国成为世界超级制造大国的重要原因。
今后,我国要发展成为世界制造强国,仍将依赖于模具工业的快速发展,成为模具制造强国。
中国塑料模工业从起步到现在,历经了半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48"(约122CM)大屏幕彩电塑壳注射模具,6.5KG大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模方面,以能生产照相机塑料件模具,多形腔小模数齿轮模具及塑封模具。
经过多年的努力,在模具CAD/CAE/CAM技术,模具的电加工和数控加工技术,快速成型与快速制模技术,新型模具材料等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面作出了贡献。
尽管我国模具工业有了长足的进步,部分模具已达到国际先进水平,但无论是数量还是质量仍满足不了国内市场的需要,每年仍需进口10多亿美元的各类大型,精密,复杂模具。
与发达国家的模具工业相比,在模具技术上仍有不小的差距。
在讨论注塑模设计之前,先要对国内外的塑料模具工业的状况、塑料模具工业的发展方向有一个较清晰的了解,这也就使我们对本课题的意义有所了解。
首先要对模具有一个整体的认识。
模具是机械、汽车、电子、通讯、家电等工业产品的基础工艺装备之一。
作为工业基础,模具的质量、精度、寿命对其他工业的发展起着十分重要的作用,在国际上被称为“工业之母”,对国民经济发展起着不容质疑的作用。
模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”;美国工业界认为“模具工业是美国工业的基石”;德国则认为是所有工业中的“关键工业”;日本模具协会也认为“模具是促进社会繁荣富裕的动力”,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
帕珞模具有限公司于2005年起步于一家模具零件加工厂,总部设立在香港九龙长沙湾道72号昌明大厦,中国工厂以及事务所设立在广东省东莞市长安与寮步等地。
帕珞的事业内容有:精密塑胶模具设计与制造,单双物料注塑,模具配件生产以及上述产品的销售业务。
产品涉及:电子通讯,电动工具,家用电器,机械,移动电话,IT以及汽车工业等广泛领域。
我们的员工多为来自中国与日本的业界的资深人士,所以是一支纯粹的国际化精英团队。
帕珞模具有限公司的主要客户群为欧美日三大市场,对于海外市场我们具备丰富的经验和知识。
我们的特点是:快速成长企业,追求高精密的技术实力,对应能力突出,以及能够深刻理解各类客户的商业文化与产品需要。
帕珞的原则:经商与做人一道,日久见人心,多吃一点苦多动一分脑,把满意快乐永远带给客人。
帕珞于持不懈吸收学习先进理念,把握优势资源与信息,获得了持续成长。