基于图像处理的单张纸胶印机对角线套准及自动控制系统
单张纸胶印机套印不准原因浅析
着造纸机运行方 向作长边裁 断的纸称之为竖丝纸 , 相反 , 裁断 的纸在造纸机幅面方 向为长边则称为横丝纸。 通俗的说 , 纤维 本身的长度方 向就是我们所说 的纵丝绺 ,而纤维与纤维 间隙
纸牙 台上稳纸 的时刻 ;前规 凸轮 的最低 点与滚 子接触 时则 是
前规抬 的最高的位置 。也就是说前规抬起 的早 晚靠调 节前规 凸轮来实现 。 前规抬起时间必须是递纸牙 在牙 台上闭牙之后 ,
不许在闭牙前 , 否则将影响在牙 台上的稳纸造成套 印不准 。 如
不同及印版拉伸变形也会影响套 印, 由于图文是复制在 P s版 面上 , 印版绷紧在印版滚筒上 时 , P S版被弯 曲 , 版里 面部分被 压缩 , 外面部分被拉伸 , 使图形有所伸长 。因此 P s版越厚 , 图 形尺寸伸长越大。
摘
பைடு நூலகம்景德 镇
3 3 3 0 0 1 )
要: 对单张纸胶 印机 来说 , 套印的准确性是第一位的 , 套印不准不仅影响印品的质量 , 而且浪 费很 严重。 影响单
张纸胶 印机套 准的 因素很 多, 文章 对胶 印套 印不 准的几方 面原 因做些归纳浅析。
关键词 : 胶 印机 ; 套印不准 ; 印刷
s i s .
Ke y wo r d s : o f s e t ma c h i n e ; mi s r e g i s t e r ; p r i n t i n g
的致密度 、 质地的均匀性 、 伸缩率 以及纸裁的好坏等对套印也
1 原稿及印版原 因
胶 印制版是用感光制底 片 、 拼版、 晒版 、 P s版 冲显 。因此 照相 摄影 的误差 , 因温湿度底片或 软片伸缩 误差 , 拼版 、 晒版 产生 的误差 , 均会 影响后序套印。 目前市场使用 的 C T P制版技 术 就可 大大 减 少这 方面 的因素 。 因为 C T P版 ( C o m p u t e r t o p l a t e ) 是指从计算机 直接 到印版 , 即“ 脱机直接制版” 。 这一技术 免去 了胶片这一 中间媒介 , 使文字 、 图像 直接转 变成数字 , 避
胶印机操作与维护课件
调整飞达头前后位置,使压 纸脚压住纸张8~12mm
减小分纸吹风的风量
调整压纸脚的高低,使挡纸 板高于纸堆表面5~8mm
更换分纸毛刷及分纸弹簧片, 按照要求进行调节
通过风量调节阀来进行, 一般控制在纸堆最上面的 2~3张纸刚能和毛刷相接 触为宜。
胶印机操作与维护课件
内部 高度 外部 高度
洋葱纸(透气性 字典纸,轻克度 轻克度纸,标签 标签纸,铜版纸
胶印机操作与维护课件
第四节 输纸故障及排除方法
空张
压纸脚压纸过大,压纸脚踏在吸起来的纸上
分纸吹气不能有效吹开纸张,压脚吹风不 能使纸张有效分离
吸嘴吸不起纸张或吸纸时出现颤动,吸嘴 距离纸面太远
纸堆过低,挡纸板阻碍纸张传送
调整飞达头前后位置,使压 纸脚压住纸张8~12mm
调节各吹气元件的吹风压力, 检修气路或更换气泵
纸张)
纸,标签纸
纸,铜版纸 卡纸(100-200
(40-100克)
(30-100克)
(70-130克)
克)
A
A
A
C
卡纸(重于200 克)
D
3mm
3mm
3mm
3mm
3mm
毛刷B
毛刷B
毛刷B
毛刷B
毛刷B
0mm
0mm
0mm
0mm
0mm
胶印机操作与维护课件
歪张
纸张在一侧下纸有阻碍,两侧纸堆高低不 一致
有一侧吸嘴吸纸不利落,两侧递纸吸嘴高 低不一致
概述
对于单张纸印刷机而言,套准精度取决于 以下因素,即
①纸张在输纸板前端的定位精度; ②纸张的交接精度,也称递纸精度 ; ③检测精度。 套准装置主要包括三个部分,即规矩部件、
自动控制论文题目选题参考
自动控制论文题目一、最新自动控制论文选题参考1、基于PLC的种子包衣机自动控制系统设计与实现2、无线数据传输在节水灌溉自动控制中的应用3、自动控制在污水处理中的应用4、基于SCADA的无功电压自动控制系统5、高炉热风炉全自动控制专家系统6、智能交通系统及其车辆自动控制技术7、智能温室自动控制系统的设计与应用8、基于PLC的煤矿主排水泵自动控制系统设计9、列车运行自动控制(ATO)算法的研究10、自动变速器(十一)——变速器的自动控制系统(下)11、自动控制技术——汽车动力学稳定性控制系统研究现状及发展趋势12、循环流化床锅炉热工自动控制系统13、温室节点式渗灌自动控制系统设计与实现14、SBR法计算机自动控制系统的研究15、主动式自动控制烤房研制与试验报告16、盾构机自动控制技术现状与展望17、自动控制中的矩阵理论18、高炉热风炉全自动控制专家系统19、自动变速器(九)——变速器的自动控制系统(上)20、楼宇自动控制网络通信协议BACnet实现模型的研究二、自动控制论文题目大全1、冷连轧板形自动控制2、冷连轧机张力自动控制系统3、复卷机张力自动控制系统4、"自动控制原理"课程讲授的几个要点5、变电站电压无功综合自动控制的实现与探讨6、自动变速器(十)——变速器的自动控制系统(中)7、自动控制原理立体化教学新体系的探索与实践8、论间歇式活性污泥法的自动控制9、用于水果实时分级系统的同步跟踪自动控制装置10、《自动控制原理》课程的教学改革与实践11、DCS自动控制系统软件体系的设计与实现12、Proteus软件在自动控制系统仿真中的应用13、烧结生产自动控制新技术(上)14、电力传动与自动控制系统15、活性污泥法污水处理过程自动控制的研究现状16、模糊参数自整定PID控制技术在推土机自动控制系统中的应用17、烧结生产自动控制新技术(下)18、波浪能独立稳定发电自动控制系统19、鱼雷自动控制系统20、自动控制原理课程体系结构和教学方法探讨三、热门自动控制专业论文题目推荐1、基于组态王的锅炉自动控制系统2、火电厂各机组间负荷调度实时优化自动控制系统的研究3、温室小气候要素的计算机自动控制效果分析4、Matlab在自动控制原理实验中的应用5、倒立摆与自动控制技术研究6、基于PLC和力控组态软件的沼气生产自动控制系统7、基于激光导航的果园拖拉机自动控制系统8、灌溉明渠自动控制设计方法研究9、废水处理中pH值的PLC自动控制系统10、污水处理厂溶解氧自动控制系统的运行优化11、联合收割机自动控制研究现状与展望12、柑橘园水肥一体化滴灌自动控制装置的研制13、农业车辆导航系统中自动控制技术的研究进展14、下游常水位水力自动控制渠道运行动态过程及数学模型的研究15、智能型变电站电压、无功综合自动控制装置16、现代电网自动控制系统及其应用17、基于专家智能的循环流化床锅炉自动控制系统18、大型变压器风冷却系统的自动控制19、MATLAB在自动控制理论实验中的应用20、智能大功率电弧炉自动控制系统四、关于自动控制毕业论文题目1、基于ANN的变电站电压和无功综合自动控制2、变电站电压无功综合自动控制问题探讨3、温室计算机分布式自动控制系统的开发4、电压无功自动控制软件及其应用5、汽车离合器局部恒转速起步自动控制研究6、基于全自动控制显微镜的自动聚焦算法研究7、节水灌溉自动控制系统的研究8、自动控制理论发展综述9、遗传算法在自动控制领域中的应用综述10、自动控制技术——间歇过程的统计建模与在线监测11、自动垂直钻井工具的设计及自动控制方法12、冷连轧厚度自动控制13、循环流化床锅炉热工自动控制系统与展望14、稀土串级萃取分离过程的自动控制系统15、稀土萃取分离过程自动控制研究现状及发展趋势16、自动控制原理教学改革与实践17、MATLAB语言与自动控制系统设计18、变风量空调系统的自动控制19、蒸发冷却空调系统自动控制方案的探讨20、温室的自动控制设计及实现五、比较好写的自动控制论文题目1、烤烟烘烤智能化自动控制系统的设计与应用研究2、灌溉施肥自动控制系统的研究与开发3、工厂化蔬菜生产成套装备及自动控制系统的研究4、基于图像处理的单张纸胶印机对角线套准及自动控制系统5、基于HMI和PLC的立体车库自动控制系统6、自动控制在污水处理中的应用7、混凝剂加注量的自动控制新方法8、自动控制原理双语教学改革的实践与探讨9、联合收获机梳脱台高度自动控制系统的设计10、基于太阳能的微灌系统恒压供水自动控制装置研制11、基于LabVIEW的自动控制原理虚拟实验系统12、"自动控制原理"课程的教学研究与实践13、计算机自动控制的条件性位置偏爱实验系统14、“水迷宫”自动控制仪的研制及在神经药理研究中的应用15、建立开放式自动控制实验中心的探讨16、从IFAC′96世界大会看自动控制发展的若干动向17、废水中和处理pH值自动控制系统18、"自动控制原理"课程的探究性教学实践19、梳脱式联合收获机脱粒输送装置自动控制系统20、工厂化水产养殖水体的pH值在线自动控制系统。
B3和B2规格单张纸胶印机新进展
B3和B2规格单张纸胶印机新进展德累斯顿附近的拉德博伊尔工厂,是高宝单张纸胶印技术创新的先锋,向全球商业、包装和书刊印刷商们供应最先进的单张纸胶印机系列产品,纸张幅面从360×520mm至1,500×2,050mm(19 1/4×27英寸至59×80 3/4英寸),并新添了许多独特功能。
我们还提供大量其他制造商不能提供的,以用户为导向的选购装置来支持多种功能。
在使用复合油墨系统(UV和普通)进行联机上光领域和环保印刷技术的开发领域,高宝的拉德博伊尔工厂都走在了前列。
Genius 52Genius52是为流行的B3幅面设计的—款结构紧凑的无水胶印机,立足中、短版印刷市场,可提供四色、五色的机型。
简便的单人操作、基本功能的自动化、高速的活件更换、开机废页数量少、适用于高质量印刷的无鬼影、无墨键供墨装置和处理多种承印物的能力,这一切证明了Genius52是真正的多面天才。
利必达74另一种用于B2幅面尺寸系列的顶级产品是利必达74,最大印刷速度是18,000张小时,可配置2至10色。
该机特点包括双倍径压印滚筒和传纸滚筒,这种滚筒的曲率半径大,使得纸张、纸板或塑料等承印物能够平稳运行。
其它特点还包括自动换版、不停机连续给纸和收纸装置、Densitronic S闭环密度计量法和光谱测量法、压印滚筒和橡皮布的清洗装置、以及可集成在JDF工作流程中以便于操作的先进的控制技术。
可为利必达74提供各种选购的附加装置(例如可自动转换的翻转装置、上光装置、打孔器或打号码装置、Corona静电消除器等),以满足用户的特殊需要。
利必达74 GTM利必达74G是世界上首台配备有我们的Gravuflow无墨键供墨系统专利机组式印刷机。
它为短版活件的商业印刷商、包装印刷商和塑料或膜片印刷商提供了一种高效的生产工具,使得他们能够以低档的价格获得高档的印刷质量,在业界独领风骚。
少于10张的开机废页意味着该机即使在对昂贵的承印物进行极少数量的活件印刷时,也可获得经济效益。
景德740E660E系列单张纸多色胶印机介绍参数操作指南
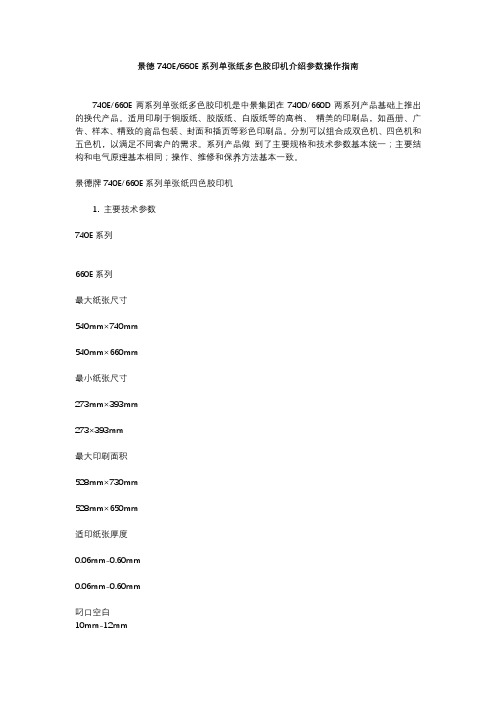
景德740E/660E系列单张纸多色胶印机介绍参数操作指南740E/660E两系列单张纸多色胶印机是中景集团在740D/660D两系列产品基础上推出的换代产品。
适用印刷于铜版纸、胶版纸、白版纸等的高档、精美的印刷品,如画册、广告、样本、精致的商品包装、封面和插页等彩色印刷品。
分别可以组合成双色机、四色机和五色机,以满足不同客户的需求。
系列产品做到了主要规格和技术参数基本统一;主要结构和电气原理基本相同;操作、维修和保养方法基本一致。
景德牌740E/660E系列单张纸四色胶印机1. 主要技术参数740E系列660E系列最大纸张尺寸540mm×740mm540mm×660mm最小纸张尺寸273mm×393mm273×393mm最大印刷面积528mm×730mm528mm×650mm适印纸张厚度0.06mm-0.60mm0.06mm-0.60mm叼口空白10mm-12mm10mm-12mm 印版尺寸755mm×677mm 675mm×677mm 印版厚度0.3mm0.3mm橡皮布尺寸760mm×740mm 680mm×740mm 橡皮布厚度1.9mm1.9mm给纸堆最大高度940mm940mm收纸堆最大高度780mm780mm最高机器速度12000张/小时12000张/小时机器的印刷速度应依据印刷厂的环境温度、湿度,使用的油墨和纸张及所要求的印刷质量而定。
2. 机器的主要构成:* 输纸机:一台* 印刷机组:第一、二印刷单元一组第三、四印刷单元一组印刷单元采取二组一体,精度保证,减少了拼装中精度失真问题。
机器根据国产钢铸件情况,全部得到加强和加实,总重量比同类型机重出近50%,而体积不增,抗拉、抗震、抗扭、耐磨性好,稳定性强,更适合商业印刷。
* 收纸机组:一台* 电气控制装置:一套* 主传动系统:一套印版滚筒直径:橡皮滚筒直径:压印滚筒直径:传纸滚筒直径=1:1:2:2。
印刷机控制系统简介

③ 更换控制。橡皮布自动洗涤、墨辊自动洗涤、滚筒压力 遥控调节、输纸机与收纸机自动调节、前规侧规自动调节、 自动装版、质量控制等;
④ 提高利用率控制。维修诊断、自动集中润滑、预防性维 修等。
三、CP2000控制系统
采样后在一个高分辨率的彩色显示屏上显示,任何印刷 图像的错误信息会立即清晰地被显示出来,印刷工便能 及时准确地采取措施纠正
容易监测到直径0.3mm瑕疵,在0.8mm×0.8mm的区域中 也可以检查到由于墨皮蹭脏而引起的不小于D = 0.1的 局部密度偏差。
② 标准样张
当印刷机调定完成,操作工得到满意的印张之后,CPC23系统 将对此印张的后续印张测量数据进行自动采集运算,得出标 准比较值,作为以后印张图像监测和色彩控制的基准。
印刷色差在印刷过程中可以被及时发现,而且CPC23系统可以 通过其显示屏显示颜色变化的趋势,印刷工可以立即采取相 应的修正措施。该系统软件还有控制动作的记忆功能,从而 保证在整个印刷过程中准确及时地校正色差,最大限度地保 障印刷质量的稳定性,提高成品率。
(6)图像控制系统CPC24
该系统不仅能测量信号条,而且可以测量整个印张, 可以保证不同批次的印刷品的颜色的一致性。(脱 机)
进行控制实现墨量的调节 对套准电机进行控制实现多色印刷的套
准。
(2) CPC1-02
增加了盒式磁带装置、光笔、墨膜厚度分布存贮器和处理机 等。使用光笔在墨量显示器上划过,就可以把当前的墨膜厚 度分布情况以数据形式记录并存贮到存贮器当中,需要时只 需调出就可直接使用。
盒式磁带可调用印版阅读装置提供的预调数据
加快了作业准备时间和生产时间;同时加 速了定单方面的信息数据。
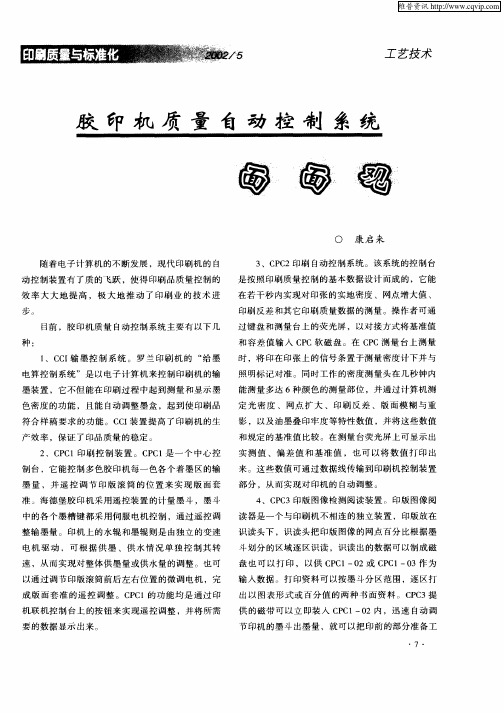
胶印机质量自动控制系统面面观
斗 划分 的区域 逐 区识 读 ,识 读 出 的数据 可 以制 成 磁 盘 也 可 以打 印 ,以供 C C 0 P 1— 2或 C C1 3作 为 P —0
输 入数 据 。打 印 资料 可 以按 墨 斗分 区范 围 ,逐 区打 出以 图 表形 式 或 百分 值 的两 种 书 面 资 料 。C C P 3提 供 的磁带 可 以立 即装 入 C C 0 P 1— 2内 ,迅 速 自动 调 节 印机 的墨斗 出墨量 ,就 可 以把 印前 的部 分 准备 工
的规 矩接 口和 电源组 成 。使 用规 矩 线 阅读 器 可在 正 反 双 面 印多 至 6色 印刷 时测 量规 矩 。将 带 有 照 明放 大 镜 的规 矩 阅读 器对 准 C C规 矩 线 ,按 一 下 键 即 P 可测 量规 矩偏 差情 况 。滚筒 圆周 和 侧 向规 矩移 动 量 通 过 规矩 阅读 器 的显 示 窗显 示 出来 ,通 过 规矩 调 节 电机 调整 印机 的规矩 。另外 ,为 了校 正 由速度 变 化 而 引起 的规矩 变 化 ,或根 据 手动 微 调校 正 的情 况 ,
维普资讯
l f ■f
I 艺 技 术
胶 印 机 质 量 自 动 控 制 系 统
。
灞
O 康 启 来
随着 电子 计算 机 的不 断 发 展 ,现代 印刷 机 的 自 3 P 2印 刷 自动 控制 系 统 。该 系统 的控 制 台 、C C 是 按 照 印刷质 量 控制 的基本 数 据设 计 而成 的 ,它 能
性 卡 片上 的信 息 输 入 到 P C—I 置 里 ,通 过 它 即 Q 装 能把 印刷 机 预调 到 最 佳状 态 ,从 而缩 短 了印刷 预 备 工 作 时 间 ,使 印 刷 质量 的数 据控 制 简 捷 了 。P S装 S 置 的 主要 特 点是 能把 晒好 的 印版 放在 ቤተ መጻሕፍቲ ባይዱ 装 置 中 ,根 据 监视 屏 的 显示 ,把 印机 的种 类 、墨色 和 纸张 种 类
自动控制系统论文题目选题参考
自动控制系统论文题目一、最新自动控制系统论文选题参考1、Proteus软件在自动控制系统仿真中的应用2、模糊参数自整定PID控制技术在推土机自动控制系统中的应用3、电力传动与自动控制系统4、波浪能独立稳定发电自动控制系统5、火电厂各机组间负荷调度实时优化自动控制系统的研究6、鱼雷自动控制系统7、废水处理中pH值的PLC自动控制系统8、基于PLC和力控组态软件的沼气生产自动控制系统9、基于激光导航的果园拖拉机自动控制系统10、智能大功率电弧炉自动控制系统11、污水处理厂溶解氧自动控制系统的运行优化12、基于专家智能的循环流化床锅炉自动控制系统13、基于图像处理的单张纸胶印机对角线套准及自动控制系统14、灌溉施肥自动控制系统的研究与开发15、基于HMI和PLC的立体车库自动控制系统16、烤烟烘烤智能化自动控制系统的设计与应用研究17、现代电网自动控制系统及其应用18、工厂化蔬菜生产成套装备及自动控制系统的研究19、工厂化水产养殖水体的pH值在线自动控制系统20、废水中和处理pH值自动控制系统二、自动控制系统论文题目大全1、联合收获机梳脱台高度自动控制系统的设计2、木材干燥全自动控制系统的研制3、动态设定型板形板厚自动控制系统4、可编程控制器在配料自动控制系统中的应用5、梳脱式联合收获机脱粒输送装置自动控制系统6、基于GSM短信和无线高频通信的灌溉自动控制系统7、汽油机爆震自动控制系统研究8、我国暖通空调自动控制系统的现状与发展9、基于单片机和模糊控制的水温自动控制系统10、PLC在运料小车自动控制系统中的应用11、工厂化蔬菜生产成套装备及自动控制系统的研究12、焦炉加热自动控制系统评述与应用13、基于因特网的远程家居自动控制系统研制14、PLC自动控制系统可靠性研究15、宽带钢冷轧机板形自动控制系统模型16、300MW机组锅炉给水自动控制系统分析与改进17、液压挖掘机自动控制系统的设计和实现18、自动控制系统故障诊断技术的发展与展望19、污水处理厂自动控制系统综述20、矿井主排水泵自动控制系统研究三、热门自动控制系统专业论文题目推荐1、煤矿井下排水自动控制系统的研究与开发2、煤矿井下主排水自动控制系统的应用3、具有GPRS远程通讯的换热站自动控制系统研究设计4、基于GPRS和WEB的温室远程自动控制系统设计与实现5、井眼轨道自动控制系统设计的几个基本问题6、半导体激光器自动控制系统设计7、应用PLC构成的隧道照明自动控制系统8、模糊控制在轧机厚度自动控制系统中的应用9、基于PLC的煤矿压风机自动控制系统10、中厚板辊底式热处理炉自动控制系统设计与应用11、基于工控机的日光温室灌溉自动控制系统的开发12、轧机液压厚度自动控制系统试验技术及设备研究13、600MW超临界直流锅炉自动控制系统的特点及控制方案14、全连续冷连轧机自动控制系统的设计与实现15、实时施肥灌溉自动控制系统的研制16、具有远程监控功能的换热站自动控制系统17、拖拉机队列自动控制系统18、拖拉机液压悬挂机构自动控制系统19、绕线机步进驱动自动控制系统20、跳汰机自动控制系统中自动给煤的研究与实践四、关于自动控制系统毕业论文题目1、温室计算机分布式自动控制系统的开发2、节水灌溉自动控制系统的研究3、循环流化床锅炉热工自动控制系统与展望4、稀土串级萃取分离过程的自动控制系统5、温室自动控制系统的试验研究6、MATLAB语言与自动控制系统设计7、基于PLC的种子包衣机自动控制系统设计与实现8、基于单片机的温室自动控制系统设计9、基于SCADA的无功电压自动控制系统10、智能温室自动控制系统的设计与应用11、基于PLC的煤矿主排水泵自动控制系统设计12、循环流化床锅炉热工自动控制系统13、自动变速器(十一)——变速器的自动控制系统(下)14、温室节点式渗灌自动控制系统设计与实现15、SBR法计算机自动控制系统的研究16、复卷机张力自动控制系统17、自动变速器(九)——变速器的自动控制系统(上)18、冷连轧机张力自动控制系统19、DCS自动控制系统软件体系的设计与实现20、自动变速器(十)——变速器的自动控制系统(中)五、比较好写的自动控制系统论文题目1、温室自动控制系统的初步设计2、太阳能热水器自动控制系统的设计3、种子丸化机自动控制系统4、塑料盒封口机自动控制系统设计5、青贮玉米收获机打捆装置自动控制系统设计6、自动控制系统数字仿真7、自动控制系统在污水处理中的应用8、基于WebAccess自动控制系统研究与实现9、具有农业专家功能的温室自动控制系统10、SCR烟气脱硝自动控制系统及其在三河电厂的应用11、溢流染色机自动控制系统的改造12、井眼轨道自动控制系统设计的几个基本问题13、基于模糊PID的花椒烘房温度自动控制系统14、梳脱台高度自动控制系统建模与计算机仿真15、电气传动自动控制系统优化设计方法研究16、人工神经网络在自动控制系统中的应用17、温室环境自动控制系统的研究18、旋流-静态微泡浮选柱液位自动控制系统设计19、对PLC自动控制系统的可靠性问题与其设计方案的探究20、优化火电厂自动控制系统的重要性及对策。
单张纸胶印机的对角线套准
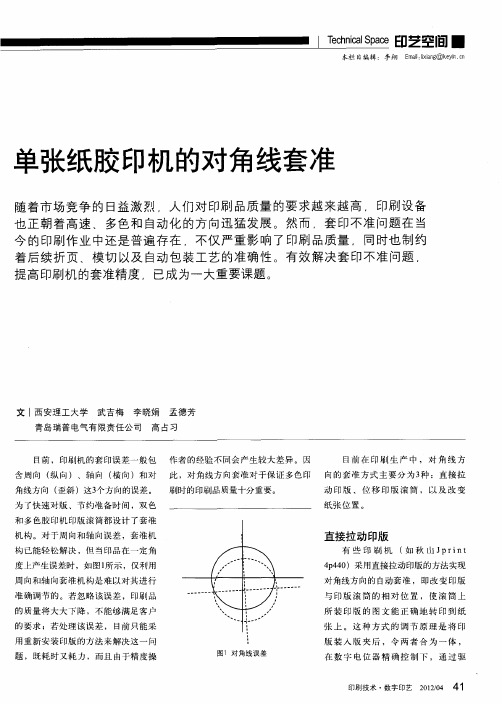
滚筒 ,通 过 调 节 偏 心套 使 印 版 滚 筒产 其 采 用 较 成 熟 的 控 制 系 统 , 易 于 实 均 匀 ,从而影 响 印刷 品质量 。
也 会 大 幅 提 高 ,所 以此 方 法并 未 在 印 端 就 会 出现 微 量 的位 移 ,从 而达 到 对 版 滚筒 的小 得 多 ,且 墨辊 、水 辊 是 分
刷 机上普 遍使用 。 角线 套准 的 目的 。
散 在 印版 滚 筒 上 ,所 以 当偏 心 套 带 动
这 种 套 准 机 构参 照周 向和 轴 向 套 版 滚 筒移 动 时 ,印 版 滚 筒 与着 墨 辊 、
有 些 印 刷 机 ( 秋 山 J i t 如 r n P
r
构 已能 轻 松 解 决 ,但 当 印 品在 一 定 角
度上 产生 误差 时 ,如 图 1 所示 ,仅 利用
440 p 4 )采 用直接 拉 动印 版的 方法 实现 对 角线方 向的 自动套 准 ,即 改 变 印版
周 向和 轴 向套 准机 构 是 难 以 对其 进 行
准确 调 节 的 。若 忽 略该 误 差 ,印 刷 品 的 质量 将 大 大 下 降 ,不 能 够 满 足 客 户 的要 求 ;若 处 理该 误 差 , 目前 只 能采
一 …
一
V
…
…
L一 一 一
l , ,
一 一
I \
、 \
、 ~
与 印版滚 筒 的相对 位 置 ,使滚 筒 上
简 单 ;但这 种 方 法 对 机 器 的技 术 要 求
在 图 3 ,我 们 采 用 螺 旋 传 动 机 滚筒 与 着 墨 辊 、 着水 辊 之 间的 压 力也 中
较 高 ( 电 机 与执 行 机 构 的安 装 、 电 构 ,利 用 螺杆 和 螺 母 组 成 的 螺旋 副 将 会有 所 变 化 。 印版 滚 筒 和 橡 皮 滚 筒 的 如 源 信 号 与控 制信 号 的 输 入 等 ) , 另外 回转 运 动 变 为直 线 运 动 。电 机带 动 齿 直径 相 差 不 大 ,且 对 角调 节 量 较 小 ,
单张纸胶印机印刷单页用纸量与纸款计算
单张纸胶印机印刷单页用纸量与纸款计算胶印机纸张在印务公司印刷计价工作中,纸张的费用在印刷品成本中占相当大的比重,用纸量与纸款计算显得尤为重要。
单页包括普通单页(宣传页、楼市广告、商品价目单、邮发广告等)和特殊单页(书刊、杂志的封面和插页等)。
根据多年的印刷计价教学实践,结合印务公司计价实际,下面谈谈单张纸胶印机印刷单页用纸量与纸款计算。
1 用纸量计算单张纸胶印机印刷单页的实际工作中,用纸量包括通过实际印刷成品数计算出来的用纸量(理论用纸量),还要考虑印刷过程中调整套准、水墨平衡、色彩、印刷压力等浪费的一小部分纸张,以及在印后加工中调试设备而浪费的一部分纸张。
因而,用纸量=理论用纸量+加放量。
1)理论用纸量(单位:令)理论用纸量就是根据实际印刷成品数计算出来的用纸量,而不是实际印刷过程中的用纸量。
理论用纸量=单页数量/ (单页开数500)2)加放量在实际印刷生产过程中,因调整套准、水墨平衡、色彩、印刷压力等还要浪费一小部分纸张,以及在印后加工中调试设备而浪费一部分单页(插页、封面等)。
因而,加放总量=印刷加放量+装订加放量。
①印刷加放量印刷加放量=(每版印数印刷加放率印版数) / (上机纸张开数500)印刷加放率:?每块印版不足3000印,每版加放约30~50张纸(与上机用纸幅面相同);?每块印版超过3000印,每版加放率约为5~10,量大酌减,但不能低于3000印以下的加放量。
[next]②装订加放量装订加放量=(册数装订加放率每册单页数) / (单页开数500)装订加放率:?单页装订加放率一般为5~15,量大酌减;?起装数2000册,不足2000册以2000册计。
关于印刷加放率、装订加放率的具体数值,不同地区、不同印务公司会根据本地区、本单位的实际情况设置。
普通单页(宣传页、楼市广告、商品价目单、邮发广告等)只考虑印刷过程中浪费的纸张;特殊单页(书刊、杂志的封面和插页等)既要考虑印刷过程中浪费的纸张,又要考虑装订过程浪费的单页。
单张纸胶印机输纸系统
间歇式和连续式输纸方式比较 (纸张的输送距离、速度和定位时间的长短等)
咬纸位置
间歇式 咬口部位
连续式 拖梢部位
输纸速度
快
慢
定位精度 时间短、不稳定 时间长、稳定
效率
低
高
前景
渐淘汰
广泛应用
15
3、按纸堆在纸台堆放的形式分: 1) 圆堆堆放式
2) 平放堆放式
16
四、气动式输纸机
1、工艺过程 2、组 成 3、输纸机传动系统 4、纸张的分离机构 5、输送机构 6、给纸堆的自动升降机构 7、控制及安全装置
17
1、气动式输纸机的工艺过程
吹松纸堆上部的十几张纸 从吹松的纸张中分离出最上面的一张纸 压纸脚压住未被分离的纸张 向前输送己分离出来的单张纸 齐平纸堆上的纸张 继续向前输送单张纸到前规处进行定位
18
2、气动式输纸机的组成
1) 纸张的分离机构(分纸头或分离头) 2) 纸张输送机构 3) 输纸台的升降机构 4) 齐纸块机构 5) 纸张控制机构 6)气泵和气路系统
19
1) 纸张的分离机构(分纸头或分离头) 主要完成输纸工艺过程中的松纸、分纸、 压纸、递纸四个动作。 它由松纸吹嘴机构、分纸吸嘴机构、压纸吹嘴 机构和递纸吸嘴机构组成。(四大吸嘴)
20
2) 纸张输送机构 它把分纸头分离出来的单张纸继续输送到 前规处进行定位。它由送纸辊、输送带和 输纸板等组成。(接纸、送纸)
不能产生蹭脏现象; 6、当出现双张、纸张歪斜或残纸等故障时,
要有可靠的自动停机的安全装置; 7、机器结构简单,便于操作、调整和维修.
5
平台式气动给纸部件布置示意图
1-后挡纸板;2-松纸吹嘴;3-压纸吹嘴;4-分纸吹嘴;5-送纸吸嘴 6-前挡纸板;7-送纸压轮;8-> S2
单张纸胶印机双张检测控制装置的发展探讨
接收 电路 、同步 电路 识 别电路 、执行 电路组 成。
6 今 日印刷 6
2 1. 01 2 1
图6超 声 波检 测 装 置
检测装置如 图6 所示 ,电压 电传感受器探头 向纸张 内发射 一个超声波脉> 信 中
号 .超声波在纸张 中传播 到达纸张底面时 ,由于纸张和 空气 的介质不同 .产 生强烈的反射底波 。反射底波信号 由接收 电路接 收 ,送 到识 别 电路 .算出始
这 种控 制 器具 有体 积 小 质量 轻 、使 用方 便 、不
这种 固定式双滚轮双张控制器与前一种摆动式相 比 灵敏、可靠、容易调节 .结构也比较简单 ,故在
现代 高 速 E ̄机 上 的 使 用得 到 了重现 ,如海 德堡 胶 印 p, J
机和国产的高速输纸机都利用这种控制器。
污损图等特点,对颜色的敏感性强 ,在彩色印刷中有
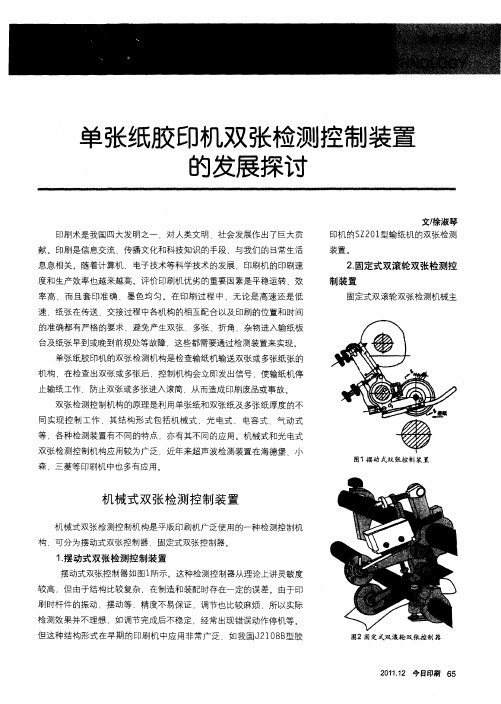
止输纸工作 .防止双张或多张进入滚筒 从而造成印刷废品或事故。 双张检测控制机构的原理是利用单张纸和双张纸及 多张纸厚度的不
同实现控制工作 .其结构形式包括机械式 、光 电式 ,电容式 气动式 等 .各种检测装置有不同的特点 ,亦有其不 同的应用。机械式和光 电式 双张检测控制机构应用较为广泛 .近年来超声波检测装置在海德堡 、小 森 、三菱等印刷机中也多有应用。
要由双张控制轮 ,检测轮 、微动开关和调节装置等组
现检测工作 的 。图3 示为光 电式 双张检测控 制装 所 置示意图 主要 由发射器 、接收器 、电子线路和 电 流继 电器组成 。通常光源即发射器 ,安装在纸张的
上 方 .光 电元 件 即 接 收 器 安 装 在 纸 张 的 下 方 。通 过
电容式双张检测装置利 用 电容器的 电容量随通 过极板间 的纸张数量不 同而变化的原理进行工作
小森37英寸单张纸胶印机产品新添丽色龙G37P八色机
次 在公众 面前亮 相 ,并将参 展7月26日开幕 的IGAS 2018(日本 东京 国际印刷展 览会 ),在展 会上拟 定 进 行现场 实机演 示 。较 以往 的4O英 寸机 型相 比,f4Ii 色龙G37系列能够显著减少初期 安装成本和操作成 本
(富士施 乐 )
62 行业信息
讳翮 走’ ຫໍສະໝຸດ 小 淼37英 寸单张 纸胶印栅产品
新添丽 色龙637PJ\色机
日前 ,小森 公司 将推 出可 以一次 过纸 完成双 面 印刷 、附带 翻转机 构的丽 色龙G37PJ\色机 。丽色 龙 G37P采 用紧凑 型的机 身设计 ,即使 用户 的厂房 空间 有限 ,也无 需担忧没 有 足够 场地 安放 机器 。丽色龙 G37P可 以安 装近 年来 在印刷 时必不可 少的高感度 Uv 干 燥装置H—UV、H—UV L(LED)、PQA—S(印刷质量 检 测 装 置 ) 、具 备 印 版 自动 套 准 功 能 的 PDC-SX (分 光 式色调 控制装置一SX型)等 各式各样的选配件 ,是 可 以更好地节 省人力、实现 高产能的新标 准机型。
早 在2004年 ,富 士施 乐便率 先推 出MPs打 印管 理服 务 ,为企业 优化 文印环 境 、改善工作 流程 、提 升 工 作 效 率 、 降低 能耗 和 成 本 。如 : 日本知 名企
业 札幌控 股 在采 用富 士施 乐MPS打 印管理 服务 后 , 共 减少 33.8%的数 字 多功 能机和 打 印机 、文 印能 耗 降低62%(相当于 I I 459 kW·h)、二 氧化 碳排放 减少 5.73 t。富士施 乐积极推 广打印管理服务 ,通 过为包 括札 幌控股 等众 多企业提 供采 用节 能型再 制造设 备 的打 印管理服 务,将 日本文 印设备总数减少23%。而 在2015和2016财年 ,文件打 印量减 少约8亿页 。这 意 味着二氧化碳 的排放 量减少 i0 040 t。囝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
# .(/0 ! E643675 # # #
.(/0 ; &63,675(F6 # # # # .(/0 = C2/,6 7+,7*,+5(2/
# 46/()564 741))# # # # 46/()564 741)) # # !" =# 对角线套印误差的调节
!" ;# 测量标记的图像处理 数字图像处理实际上是利用计算机 ( 或数字技术) 对图像 信息进行加工处理, 以改善图像质量、 压缩图像数据或从图像 数据中获取更多信息。 !" ;" $# 图像滤波处理 由于各种因素影响, 所拍摄的图片会出现各种各样的噪 声, 如高斯噪声、 椒盐噪声及随机噪声等, 从而带来很多困难, 对图像的识别与处理具有直接的影响。因此对采集的图像需 进行滤波处理。图像滤波要求能去除图像以外的噪声, 同时又 要保持图像的细节。当噪声的发生模型预先知道的时候, 如果 针对这种噪声模型设计滤波, 就能够有效的消除噪声。但是, 通常的噪声产生的机理是未知的, 而且即使知道了产生的机
本文链接:/Periodical_bzgc200502018.aspx
[/] 差 。
#! 影响套印精度的主要原因分析
影响单张纸胶印机套准的原因很多, 可以说, 没有任何一 台胶印机没有套印误差问题。一般来讲, 构成印张上套印精度 的主要因素有 因; 纸张方面: 由纸张吸湿变形等引起的原因; 操作方面:由润版液的控制、 橡皮布和印版的安装等引起 收稿日期: /$$% ! #$ ! /+
由步进电机接收自动检测套印误差系统输出的控制信号, 带动设计的传动机构, 推动印版滚筒运动, 使其中心线与橡皮
图 $# 套准控制系统的构成
滚筒的中心线由平行转变为空间交叉, 从而使印版和橡皮布轴 向上各点在周向的相对位移不等, 由此实现对角线方向的自动 套准, 如图 B 所示。
.(/0 $ %123(/*4+5(12 13 46/()564 712541, )8)569 # # 由于 %%& 图像传感器能实现信息的获取、 转换和视觉功 能的扩展, 能给出直观、 真实、 多层次的内容丰富的可视图像信 息, 已经广泛应用于各种工业检测和自动控制系统。文中由于 对角线方向产生的误差较小, 所以测量标记的偏转角度也很 小, 因此要选用分辨率较高 %%& 图像传感器 ( %%& 图像传感 器: $ : ; 寸 <=> ? =@> 像 素 A0 = ? A0 = !9 : 像 素, 黑 白, !B< 灰
[;] 度) 。
图 B# 对角线调节系统的构成
(/0 B %123(/*4+5(12 13 G(+/12+, +GH*)5(2/ )8)569 # # 一般要使滚筒产生移动, 比较常用的方法, 是通过转动滚 筒两侧轴端的偏心套来调节印版滚筒, 而文中只调节单侧印版 滚筒, 即一端固定不动 ( 传动面) , 而另一侧 ( 操作面) 在轴端安 装一个专用的对角线调节偏心套。由于一端固定, 另一端偏心 套转动带动印版滚筒产生横向移动, 此时印版滚筒与橡皮滚筒 的中心线由平行变成空间交叉, 从而实现了对角线方向的套 准。但这时会产生 ! 个问题: 印版滚筒与橡皮滚筒之间压力会 有所变化; 印版滚筒与着墨辊之间的压力会有所变化。 对于印版滚筒与橡皮滚筒之间的压力变化, 由于对角线调 节的调节量本身较小, 且印版滚筒与橡皮滚筒的直径相差不 大, 所以它们之间的压力变化微乎其微, 可以忽略不计; 然而着 墨辊的直径比橡皮滚筒小的多, 且分散在印版滚筒上, 因此当 印版滚筒发生对角移动时, 印版滚筒与着墨辊之间的压力会产 生较大的变化。因此在偏心套与着墨辊之间设计一连杆机构, 使着墨辊与印版滚筒一起移动, 就可解决其之间压力变化的问 题。 综上所述, 文中采用的图像处理方法可以非常简单的检测 到对角线方向的套印误差, 相对于光电传感检测技术, 它的优 点在于不会出现信号盲区现象, 且操作容易, 算法极为简单。
[=] 理, 有时也不能对此有效地进行数学上的模型化 。在这样的
场合, 可采用根据噪声所具有的一般性质进行噪声消除的平滑 化的方法。此处采用中值滤波的方法, 能够有效的减少图像中 的噪声。 !" ;" !# 图像识别 首先先对理想状态下的测量标记进行识别, 计算出其横线 ( 或纵线) 的像素个数 C, 如图 ! 所示。然后对处理过的图像进 行分析, 当出现对角线方向的误差时, 测量标记会产生小角度 的旋转, 如图 ; 所示。但其横线 ( 或纵线) 的长度不会发生变 化, 也就是说此时图像中的横线 ( 或纵线) 的像素值也不会发 生变化, 等于 C。最后, 将其横线 ( 或纵线) 往水平方向 ( 或垂 直) 进行投影, 这时其像素个数会发生变化, 此时通过编程计 算出实际横线 ( 或纵线) 的像素个数 D, 除以理想状态下的横线 ( 或纵线) 的像素个数 C, 再对其求余弦值, 即可求出偏转角 度, 如图 = 所示。
参考文献(4条) 1.冯昌伦 胶印机的使用与调节 2002 2.蒋斌.颜钢锋 凹版印刷机自动套色系统的控制方法与实现[期刊论文]-包装工程 2000(06) 3.王庆有 图像传感器应用技术 2003 4.何斌.马天予 Visual C++ 数字图像处理(第二版) 2002
引证文献(7条) 1.李小东.陈路.龚修端 基于数字图像处理的印刷品图像清晰度检测算法研究[期刊论文]-包装工程 2009(1) 2.王梅.李克天.赵荣丽 印刷自动套准偏差检测软件的主要技术问题分析[期刊论文]-包装工程 2008(12) 3.于丽杰.李德胜.王跃宗 离线彩色套印误差检测系统[期刊论文]-北京工业大学学报 2008(5) 4.陈路.李小东 基于数字图像处理的文字印刷质量检测算法研究[期刊论文]-包装工程 2007(10) 5.马连峰.张秋菊 基于机器视觉的彩色套印检测技术研究[期刊论文]-包装工程 2007(9) 6.王梅.赵荣丽.李克天 印刷自动套准标记识别方法的研究[期刊论文]-包装工程 2007(8) 7.陈路.李小东 基于数字图像处理的印刷品网点面积率检测研究[期刊论文]-包装工程 2005(6)
包装工程! QDCRDSOTS UTSOTUUVOTS W=AK /. T=) / /$$*
基于图像处理的单张纸胶印机对角线套准及自动控制系统
张海燕,赵 博
( 西安理工大学, ! 西安! "#$$%& )
[摘要] ! 介绍一种基于图像处理的单张纸胶印机的对角线方向套准及自动控制系统, 对印版的 测量标记进行图像识别和分析, 得到与产品图像质量相关的参数, 并利用测量标记产生的误差, 通过 步进电机对印版滚筒进行调节, 达到理想的印刷效果。 关键词: 对角线;图像处理;自动套准 中图分类号: ’(&$#) % ;’(&$*) +! 文献标识码: ,! 文章编号: #$$# - +*.+ ( /$$* ) $/ - $$*$ - $/
!"#$%&#’ ()$"*+), #&- ./+%0#+"1 2%&+,%’ 34*+)0 5#*)- %& 60#$) 7,%1)**"&$ 8%, +9) 39))+! 8)- :88*)+ 7,)**
!"#$% "&’! (&),!"#* +,
( 12345 652789:2;< => ’8?@5=A=B<,12345 "#$$%& ,C@254) .;*+,#1+:D E24B=54A 98B2:;89 45E 4F;=G4;2? ?=5;9=A :<:;8G H4:8E =5 2G4B8 I9=?8::25B >=9 ;@8 :@88; >8E =>>:8; I98:: J4: 25;9=EF?8EK 6:25B ;@2: G8;@=E ;= 98?=B52L8 45E 454A<L8 2G4B8 => ;@8 G84:F925B G49M => IA4;8,:=G8 98A4;8E I494G8;89: ;= 874AF4;8 ;@8 NF4A2;< => I98::8E I9=EF?; J898 =H;4258EK O5 =9E89 ;= =H;425 ;@8 I89>8?; I98::8E I9=EF?;, ;@8 899=9 => ;@8 G84:F925B G49M J4: F:8E ;= 98?;2>< ;@8 IA4;8 ?<A25E89 ;@9=FB@ ;@8 :;8I! :897= G=;=9K <)4 =%,-*:P24B=54A;OG4B8 I9=?8::25B;DF;=G4;2? 98B2:;89 ! ! 在市场竞争日益激烈的今天, 人们对印刷品的要求愈来愈 高。印刷商也要不断地满足客户的新要求, 即要满足越来越多 色彩的高难度和高品质的印刷品, 又要降低印刷价格及交货时 间。因此对印刷生产线的自动化程度及对印版装置的精度也 提出了更高的要求。 单张纸胶印机套印的准确性是检验机器和印刷品质量的 重要标志, 如果套印不准, 就不可能进行多色印刷工作, 因为它 不仅影响着高质量印刷层次、 画面清晰度和精细度、 产品档次, 而且对后续的模切、 折页乃至自动包装工艺的准确性都起着极 其重要的作用。现今印刷机正向多色、 高效、 自动化的方向发 展, 因此, 在当代印刷领域中自动检测与控制套准误差显得尤 为重要。 的原因; 机械方面: 由输纸机构、 传动部分机械磨损和套准调节机 构等引起的原因。
参 考 文 献 [ $ ]# 冯昌伦0 胶印机的使用与调节 [ I] 0 北京: 印刷工业出版社, !>>!0 [ ! ]# 蒋斌, 颜钢锋0 凹版印刷机自动套色系统的控制方 法 与 实 现 [ J] 0 包装工程, !>>> , !$ (<) [ ; ]# 王庆有0 图像传感器应用技术 [ I] 0 北京:电子工业出版社, !>>;0 [ = ]# 何斌, 马天予, 等0 ’()*+, % - - 数字图像处理 ( 第二版) [ I] 0 北京:人民邮电出版社, !>>!