OQC出货检验单
OQC出货检验程序(含表格)

OQC出货检验程序(含表格)OQC出货检验程序(ISO9001-2015)1.0⽬的:为确保⽣产线所⽣产的成品品质符合客户品质要求,对整个出货检验过程进⾏有效的管理,特制定本程序.2.0范围:适⽤于汕头市万晖实业有限公司所有产品出货品质检验作业.3.0职责:3.1OQC:出货品质检验、品质判定、状态标识、异常反馈与跟踪、检验结果记录。
3.2QE:制定或修订出货品质检验标准、异常原因分析、异常跟踪及作业指导。
3.3⽣产部:出货待检通知、不合格批的重⼯作业、不合格品处理.3.4仓库:成品⼊库管理、库存超保质期成品再检通知。
3.5业务部:成品特采申请、重⼯作业安排.4.0定义⽆5.0作业内容5.1⼊库成品待检通知⽣产部⼊库待检的成品必须是经FQC全检并判定合格(需贴合格标识)的产品,⼊库前需核对⼊库数量与检验数量是否相符,最后将待检之成品移⼊成品仓库指定的出货待检区域。
然后开⽴《出货待检通知单》通知OQC进⾏出货检验。
5.3出货品质检验作业5.3.1检验依据OQC检验时依据《成品检验规范》、《产品检验标准书》、⼯程样办等对产品进⾏品质检验和判定,抽样作业时按照MIL-STD-105E普通Ⅱ级抽样,合格质量允收⽔准(AQL):致命缺陷(CRI):0、主要缺陷(MAJ):0.65、次要缺陷(MIN):1.5,若客户有特别要求按照客户要求的允收⽔准进⾏抽样作业,具体参照《抽样检验计划》执⾏.5.3.2检验项⽬检验项⽬包括:外观/尺⼨/结构/特性/包装/标识等项⽬,具体检验项⽬参照《成品检验规范》中规定检验项⽬进⾏检验.5.3.3OQC出货检验作业时应按照抽样计划规定的抽检数量从待检批中的不同部位、不同箱号的箱⼦中抽取指定数量进⾏检验,尽量减少不量流⼊客户端.检验完成后需在《出货待检通知单》上进⾏品质判定,然后将《出货待检通知单》归还⽣产部.5.3.4正常情况出货检验需在6个⼯作⼩时内完成,急出货情形需在2个⼯作⼩时内完成检验.检验结果是否合格都需真实且详细的记录于《OQC成品检查报告》上,以便追溯和统计分析.5.3.5经OQC检验合格批次,由⽣产部门填写《成品⼊仓单》办理⼊库.5.4检验状态标识检验合格在标签上盖PASS印章,不合格贴红⾊REJECT标签,特采使⽤贴黄⾊特采使⽤标签.挑选或加⼯使⽤则贴挑选/加⼯使⽤标签.具体参考《产品标识与追溯性控制程序》.5.5品质异常反馈及处理经抽检判不合格批次,需在产品外箱上贴上红⾊的不合格(REJECT)标签,并将判定结果记录于《成品待检通知单》上并归还仓库,同时OQC开⽴《出货检验异常报告》给OQC组长确认/主管审核/经理核准,然后由业务/PMC/⽣产/品质/⼯程等相关单位会签评审.最终由(副)总经理批准,不合格批的处理⽅式按(副)总经理批准意见执⾏,会签完后将此单给责任单位进⾏原因分析和制定改善对策,⾄于检验发现之不合格品的处理⽅式参照《不合格品的控制程序》执⾏.5.6特采放⾏作业5.6.1经OQC检验不合格批产品,经公司(副)总经理批准决定特采使⽤的,由业务开⽴《特采申请单》并附上《出货检验异常报告》给品质部/⼯程部/⽣产部/PMC等相关单位会签评审,由公司(副)总经理批准执⾏,最后由OQC将不合格标签撕下,在标签上盖PASS印章,若是经客户同意特采使⽤需在外箱贴特采使⽤标识.5.7不合格批重⼯再检判重⼯的不合格批,OQC需对重⼯过程进⾏跟踪(包括重⼯项⽬是否与反馈之项⽬相符,重⼯之数量是否与判退的数量相符等内容),重⼯后⽣产部必须重新报验此批,并在《出货待检通知单》上注明”已重⼯”字样.重⼯再检OQC必须再次填写《OQC成品检查报告》,报告上需详细注明为”重⼯再检”字样,并详细记录《出货检验异常报告》编号和其他相关信息,以便于追溯.5.8库存成品再检所有库存成品超过保存期限,仓库必须重新提报给OQC重检和判定.重检后原标识需更换,若重检判不合格,需开⽴《出货检验异常报告》给相关单位会签评审,不合格批的处理参照5.5/5.6/5.7执⾏,不合格品参照《不合格品控制程序》执⾏.5.9控制计划的传递和执⾏5.9.1在新产品投产之前,由品质经理针对此项产品的特殊特性内容,对检查员进⾏培训,要求品管员严格按特殊特性的内容执⾏检查。
【质量】OQC出货检验作业指导书,实例
【质量】OQC出货检验作业指导书,实例!导读OQC即英文OutgoingQuality Control,中文意思为成品出厂检验/出货品质稽核/出货品质检验/ 出货品质管制。
成品出厂前必须进行出厂检验,才能达到产品出厂零缺陷、客户满意零投诉的目标。
其检验项目包括:成品包装检验:包装是否牢固、是否符合运输要求等。
成品标识检验:商标批号是否正确。
成品外观检验:外观是否破顺、开裂、划伤等。
成品功能性能检验。
批量合格则放行,不合格应及时返工或返修,直至检验合格。
OQC主要针对出货品的包装状态、防撞材料、产品识别/安全标示、配件(Accessory Kits)、使用手册/ 保证书、附加软体光碟、产品性能检测报告、外箱标签等,做一全面性的查核确认,以确保客户收货时和约定内容符合一致,以完全达标的方式出货。
OQC阶段的品检着重是「抽样检查」,当然,对高单价或高品级的产品,在OQC阶段对产品的整体状况(主体产品本身、配件、使用手册& 保证书、标示标签、包装等)再次进行全检(100% 全数检验)亦有其必要性。
OQC作业指导书1.目的:规范出货检验作业,确保产品正常出货,满足客户要求。
2.范围:出货产品的检验。
3.工作职责PMC:依据客户需求通知相关人员做好出货准备和派车;OQC:依据PMC的出货排程和产品标准进行检验;我们延伸一下,对职责进行了展开,供大家参考。
OQC岗位职责一:1、根据检验标准、样品、图纸或客户要求之标准进行成品及出货检验,对产成品进仓品质及出货的产品品质负责;2、根据客户要求或产品需要而需性能测试的产品,抽样交理性测试员,并跟进检验结果;3、负责将外观、尺寸、实配检验结果与性能测试结果结合填写在《成品检验报告单》与《OQC出货检验报告单》上;4、产成品进仓后,需监督仓库对仓存条件、化学反应及有效库存期限的控制,提前做好预防工作。
对库存产品的质量鉴定负责;5、负责周、月统计报告与分析,并确保其准确性与上交及时性;6、保持各部门的良好沟通;7、负责监督及维护现场7S执行情况;8、承接上级交给临时任务。
OQC出货检验控制程序

文件制修订记录1、总则1.1目的本公司为加强产品品质管制,确保出货品质稳定,特制定本程序。
1.2.适用范围凡本公司生产完成之后的产品,在出货前的品质管制,悉依本程序执行1.3.权责单位1.3.1品管部负责本规定制定、修改、废止之起草工作。
1.3.2总经理负责本规定制定、修改、废止之核准。
2、出货检验规定2.1.成品入库检验成品入库前,依《最终检验规定》采取逐批检验入库方,每一订单的成品可以以一批或数批的方式交验入库。
2.2.成品出货检验同一订单(生产指令单)的成品入库完成后,在出货之前,应进行成品出货检验。
检验方式如下:2.2.1由客户派员或客户指定验货机构人员对产品进行出货检验;2.2.2客户授权由本公司品管部派员作出货检验;2.2.3上述两种情况以外的产品,本公司视同(2)款的情形,由品管部派员作出货检验。
2.3.客户验货配合2.3.1业务部提前联络客户验货人员到本公司验货;2.3.2品管部协助客户做抽样及检验工作;2.3.3由客户出示检验报告,品管部存档并汇总。
2.4.合格出货客户或本公司品管部出货检验判定合格的产品,可以办理出货手续。
2.5.拒收返工2.5.1客户或品管部出货检验判定不合格(拒收)的产品,由品管部填写《不合格通知单》通知相关部门;2.5.2品管部、生产部联合制定返工的对策,其中:2.5.2.1品管部主导返工的对策和返工的作业流程;2.5.2.2生产部负责返工作业必要时,因返工时间较长,由生产部做计划调度按排2.5.3返工后,生产车间视同其他成品,依交验逐批经FQC最终检验入库。
2.5.4待整个订单批(生产指令批)返工并检验合格入库,再由客户验货人呀或品管部人员进行复检。
2.5.5品管部负追踪后续生产的预防改善对策。
2.6.特采出货2.6.1特采申请下列情形,业务部,生产部可提特采申请:2.6.1.1产品缺陷轻微,不致影响使用特性和销售;2.6.1.2出货时间紧迫;2.6.1.3其他特殊状况。
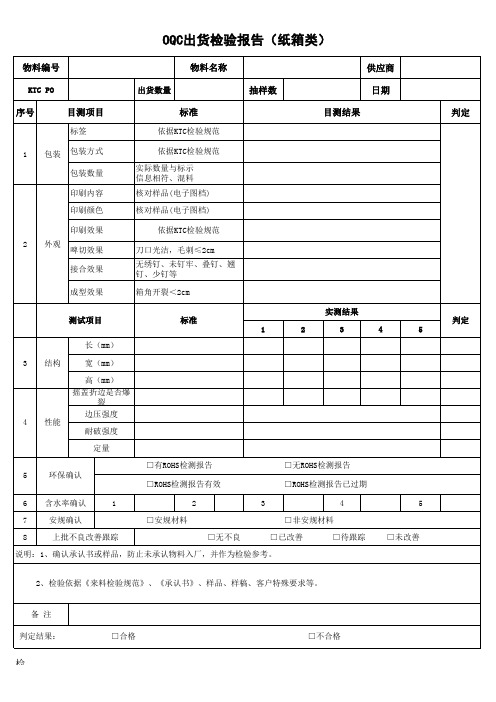
OQC出货检验报告(纸箱类)
5 6 7 8ຫໍສະໝຸດ 环保确认 □ROHS检测报告有效 含水率确认 安规确认 上批不良改善跟踪 1 □安规材料 2
说明:1、确认承认书或样品,防止未承认物料入厂,并作为检验参考。 2、检验依据《来料检验规范》、《承认书》、样品、样稿、客户特殊要求等。
备 注 判定结果: □合格 □不合格
检验员:
审核:
OQC出货检验报告(纸箱类)
物料编号
KTC PO 出货数量
物料名称 抽样数 标准
依据KTC检验规范 依据KTC检验规范 实际数量与标示 信息相符、混料 核对样品(电子图档) 核对样品(电子图档) 依据KTC检验规范 刀口光洁,毛刺≤2cm 无绣钉、未钉牢、叠钉、翘 钉、少钉等 箱角开裂<2cm 实测结果 测试项目 长(mm) 标准 1 2 3
供应商 日期 目测结果 判定
序号
目测项目
标签
1
包装
包装方式 包装数量 印刷内容 印刷颜色 印刷效果
2
外观
啤切效果 接合效果 成型效果
判定 4 5
3
结构
宽(mm) 高(mm) 摇盖折边是否爆 裂 边压强度
4
性能 耐破强度 定量 □有ROHS检测报告 □无ROHS检测报告 □ROHS检测报告已过期 3 □非安规材料 □无不良 □已改善 □待跟踪 □未改善 4 5
OQC-出货检验报告单
1
2
3
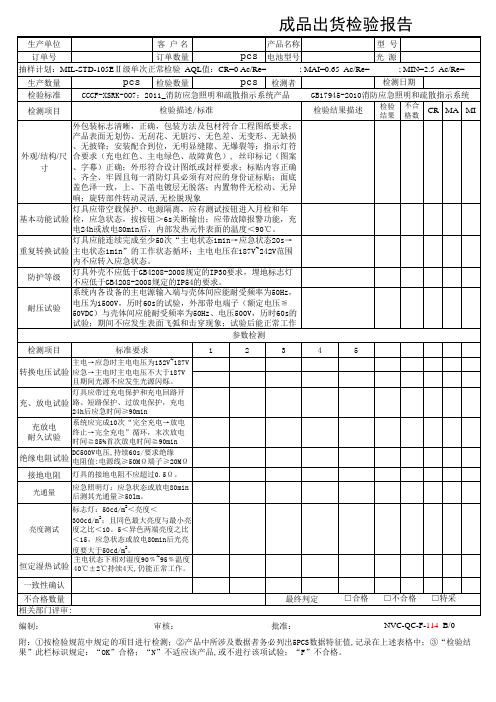
Hale Waihona Puke 45转换电压试验 应急→主电时主电电压不大于187V
且期间光源不应发生光源闪烁。 灯具应带过充电保护和充电回路开 充、放电试验 路、短路保护、过放电保护,充电 24h后应急时间≥90min 系统应完成10次“完全充电→放电 充放电 终止→完全充电”循环,末次放电 耐久试验 时间≧85%首次放电时间≧90min DC500V电压,持续60s/要求绝缘 绝缘电阻试验 电阻值:电源线≥50MΩ 端子≥20MΩ
一致性确认 不合格数量 相关部门评审: 编制: 审核: 最终判定 批准: □合格 □不合格 □特采
NVC-QC-F-114 B/0
附:①按检验规范中规定的项目进行检测;②产品中所涉及数据者务必列出5PCS数据特征值,记录在上述表格中;③“检验结 果”此栏标识规定:“OK”合格;“N”不适应该产品,或不进行该项试验;“F”不合格。
生产单位产品名称订单号电池型号生产数量检验数量检测者检测日期检验标准检测项目检验结果描述crmami基本功能试验重复转换试验防护等级耐压试验参数检测检测项目标准要求转换电压试验充放电试验绝缘电阻试验接地电阻光通量亮度测试恒定湿热试验一致性确认不合格数量最终判定编制
成品出货检验报告
产品名 客 户名 生产单位 型 号 称 pcs 电池型 订单号 订单数量 光 源 号 抽样计划:MIL-STD-105EⅡ级单次正常检验 AQL值:CR=0 Ac/Re= ; MAI=0.65 Ac/Re= ; MIN=2.5 Ac/Re= 生产数量 检验标准 检测项目
pcs 检测者 检验数量 CCCF-XSRK-OO7:2011_消防应急照明和疏散指示系统产品
检验描述/标准
OQC出货检验报告[空白模板]
![OQC出货检验报告[空白模板]](https://img.taocdn.com/s3/m/f2896f6c71fe910ef02df8d5.png)
跌落试验
户
平整度检验
绝缘测试
震动耐磨测试
钢球冲击测试
环 功能测试
其他
境 高底温测试
盐雾测试
测 恒温恒湿测试
人工汗测试
试 冷热冲击测试
耐化装品测试
HSF检测
其他
HSF 检查物料是否有HSF标识
检查测试报告是否检验HSF合格
5MIE变更说明
本批产品检验结论:
□合格
□不合格
X不X合- 格处理方式: □返修 XXX-
素壳检验:充填不足、射胶不足、多胶、溢胶、缩水、
气纹、融合线明显、顶高、水口加工不平、削伤、缺边
外 、拖花、沙眼、麻点、底材颜色不对、卷边、模印、走 观 胶不齐等透 验 色、漆点、纤维丝、油皮、表面不流平、积油、粗糙、
漆裂等不良现象
螺母:爆柱、偏位、生锈、螺母型号、通规不通、止规 不止、螺母用量
□特采
版□本选:用 V02
□报废
□其他 记录保管期限:五年
检验员:
检验日期:
审核:
审核日期:
Mi: 结果判定
第 一 联 / 白 品 质
结果判定
测试项目 标准要求 检测数量/工具 结果
测试项目
标准要求 检测数量/工具 结果
耐磨测试
弯折测试
第
硬度测试
熔接线强度测试
二
常 油漆百格测试 规 油漆酒精测试
扣位/胶薄强度 螺母扭力测试
联 / 兰
测 丝印字体百格
螺母拉力测试
交
试 丝印字体耐磨
拉拔测试
客
丝印字体酒精
OQC出货检验报告
本单编号:
本单编号:
部品种类:【 】素壳【 】喷油壳【 】塑胶小料【 】电镀件【 】其它
出货检验SOP

编制审核批准
文件编号项目名称产品名称制定日期文件版本
工序名称
前工序
后工序
出货
设备/工具
型号数量/用量
卡尺
/1版本内容理由
更改人
针规
/
1
A00
检验作业
初版
表单编号:
SCS-EDS-07 V01
HSF要求:所有物料符合HSF要求生产
深圳市联华懿盛实业有限公司
出货检验作业指导书
1、室内温度:20-28摄氏度
2、亮度:800-1200LUX
对OQC检验人员的检验作业水平及流程进行归规范,提高OQC检验作业水平,控制出货不良不流到客户端,提高品质。
1、半成品检验
2、成品检验
1、出货检验对产品的包装外观、产品数量进行确认,确认无误后进行内部检查;
2、检验按批次检验,每批次检验如果是多套,产品至少要检验一整套/一整模;
3 、当产品有尺寸有 尺寸要求时按照SIP检验要求检验一整套。
日期
作业手法及步骤
检验范围
出货检验
使用设备/工具
作业环境
工程变更记录
SCS-EDS-07 V01
出货检验/目的要求
A00
检验
生产
生产
物料收料
品质检验
OK
出货
NG
品质工程复
判
OK
出货
NG
开据异常报告
生产部退货
特采
MRB 评
出货。
OQC出货检验作业指导书
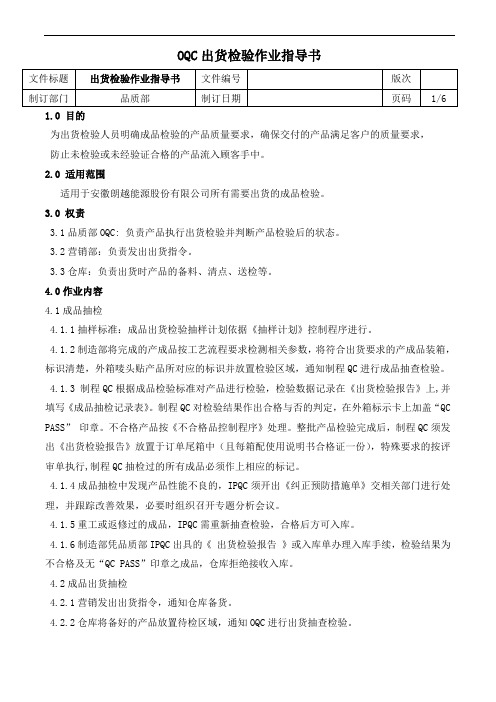
OQC出货检验作业指导书1.0 目的为出货检验人员明确成品检验的产品质量要求,确保交付的产品满足客户的质量要求,防止未检验或未经验证合格的产品流入顾客手中。
2.0 适用范围适用于安徽朗越能源股份有限公司所有需要出货的成品检验。
3.0 权责3.1品质部OQC: 负责产品执行出货检验并判断产品检验后的状态。
3.2营销部:负责发出出货指令。
3.3仓库:负责出货时产品的备料、清点、送检等。
4.0作业内容4.1成品抽检4.1.1抽样标准:成品出货检验抽样计划依据《抽样计划》控制程序进行。
4.1.2制造部将完成的产成品按工艺流程要求检测相关参数,将符合出货要求的产成品装箱,标识清楚,外箱唛头贴产品所对应的标识并放置检验区域,通知制程QC进行成品抽查检验。
4.1.3 制程QC根据成品检验标准对产品进行检验,检验数据记录在《出货检验报告》上,并填写《成品抽检记录表》。
制程QC对检验结果作出合格与否的判定,在外箱标示卡上加盖“QC PASS”印章。
不合格产品按《不合格品控制程序》处理。
整批产品检验完成后,制程QC须发出《出货检验报告》放置于订单尾箱中(且每箱配使用说明书合格证一份),特殊要求的按评审单执行,制程QC抽检过的所有成品必须作上相应的标记。
4.1.4成品抽检中发现产品性能不良的,IPQC须开出《纠正预防措施单》交相关部门进行处理,并跟踪改善效果,必要时组织召开专题分析会议。
4.1.5重工或返修过的成品,IPQC需重新抽查检验,合格后方可入库。
4.1.6制造部凭品质部IPQC出具的《出货检验报告》或入库单办理入库手续,检验结果为不合格及无“QC PASS”印章之成品,仓库拒绝接收入库。
4.2成品出货抽检4.2.1营销发出出货指令,通知仓库备货。
4.2.2仓库将备好的产品放置待检区域,通知OQC进行出货抽查检验。
4.2.3 OQC接到出货通知后,对仓库提供提供的货物依据仓库签字后的送货单执行抽查检验工作。
4.2.4检验内容参见项目5.0出货检验标准;判断标准按研发技术要求、工艺、图纸。
(完整)OQC出货检验报告

AC RE AC REAC RE清洁色质划伤压印批锋变形龟裂冲反配置标示1.扭 力:标准值测 量 数 值2.推拉力:标准值 最终判定结论: 合格出货 特采 返工 其它样品sample item (测试工具:扭矩仪) 样品sample item (测试工具:推拉力计)三判 定备 注5..样品sample item (测试工具: )(其它客户要求)(环保测试见SGS报告)判 定备 注功能Function/可靠性测试Reliability testing判 定备 注判 定备 注degreeofhardness样品sample item (测试工具:硬度计)测 量 记 录Survey value4.硬度:标准值Oxidized test 测 量 记 录Survey value样品sample item (电镀测试工具:盐水喷雾试验机)3.氧化测试:标准时数Survey valuepush-pull effort测 量 数 值Survey value sorsion判 定备 注寸量尺Defect QTY不良数物料名称Description标准尺寸测出货数量ShippingQTY 抽样数量SamplingQTY一外观Appearance/包装Packing (结构/装配)MIL-STD-105E IISampection item允收/拒收数量CR=0抽样标准AQLMA=MI=Ac/Re QTY 编号:XKWI-OQC-001客户 NO 备 注次要主要P.O NO.OQC INSPECTION REPORT日期/Date:出 货 检 验 报 告CUSTOMER NO 客户 P/N CUSTOMER P/N备 注判 定生产批LOT N O 订单号检查项目二规格SFT /尺寸dim (以下:主要尺寸数据记录) 测量工具:卡尺.千分尺包装方式判 定。
出货检验规范模板

1.尾数箱和不满箱产品必须开箱确认实物、数量是否与标签一致;
2.若客户有要求依据客户要求作业;
6、参考文件:
6.1《产品的监视和测量控制程序》
6.2《不合格品控制程序》
6.3《产品标识与可追溯性程序》
版次
修订记录
制定
审核
批准
A
新版本
xxxxx精密制造
文件名称
出货检验规范
文件编号
YPCZ-ZL-005
页数
1
2
1
为避免不良品流入客户手中,确保零缺陷出货。
2
本公司所有产品出货检验。
3
3.1OQC检验员:根据有效的SIP及有关产品的判定、接受标准进行出货检验,记录检验数据及结果,将检验报告放入出货产品的箱内并标识清楚。
3.2QC组长:管理和指导检验员的检验工作,必要时对产品的品质作出判断;
OQC检验
OQC按以下要求进行检验和判定
5.2计划员根据客户出货要求填写《出货通知单》送仓管备货;
5.3仓管员根据计划员提供的出货通知单提前一天备货及调整尾数,填写产品批次和数量交由OQC检验;
5.4OQC根据以下检验内容对出货批进行检查,检验结果记录在《出货检验记录》上。如客户另有表单,依客户表单进行填写并按客户要求随货送给客户;
3.3QE/QA主管:作好SIP和有关外观判断的标准,为检验员提供检验方法和判断标准并培训检验员,指导检验员对问题品的判断和处理,批准拒收批及处理。
3.4仓管员:负责待出货产品的整理、备货、送检、调整尾数。
4
N/A
5
5.1
出货通知单
计划员将出货日期、产品编号、客户名称写出
仓管员备货
仓管员按出货通知单备货、填写产品批次和数量
OQC 成品出货检验标准 (参考模板)
文件名称
XX 市 XX 商务有限公司 OQC 成品出货检验作业办法
6.3<<不合格品的控制程序>> 6.4<<质量记录控制程序>> 6.5<<重工作业办法>> 7.表单: 7.2. <<OQC Inspection Report>>
3.定义: 3.1 OQC : Open Box Audit. 开箱检验 3.2 CPAR: Corrective & Preventive Action Request 矫正和预防行动请求
4.权责: 4.1制造部: 根据生产计划负责产ห้องสมุดไป่ตู้的制造.送检及不合格品的重工﹒ 4.2工程部: 不合格品的分析﹐重工流程的编排以及功能不良品的返修﹒ 4.3品保部: 成品检验的执行及结果记录﹐改善效果的跟踪﹒ 4.4计划部: 负责生产/出货计划的通知﹐和重工时间的安排﹒
文件名称
XX 市 XX 商务有限公司 OQC 成品出货检验作业办法
编号
页数 版本 制/修订日期
XXX-QRA-19021
1of 3 3
1.目的: 1.1.对产品成品质量进行检验﹐确保产品的质量满足公司和顾客规定的要求﹐预防不合 格品流出和出货.
2.范围: 2.1适用于本公司电动滑板车系列及产品成品检验 ﹒
5.作业程序: 5.1.计划部在顾客要求出货前至少前三天通知OBA检验. 5.2.制造部根据生产计划将生产好的成品运至“成品待验区”. 5.3.OQC依公司规定或顾客要求之抽样计划对待验成品进行抽样检验.抽样计划 5.4.OQC依产品的检验规范对产品进行全面检查,检查项目包括: 1). 外观检验. 2). 安全测试(含导通测试,阻阬测试,绝缘耐压测试.骑行测试) 3). 功能测试. 4). 包装检验. 5.5.OQC检验合格的产品, 在<<成品状态表>>中相应位置盖蓝色“QA PASS”印章(附件二) 及检验日期,且检验员签名,并将检验结果记录在<<OBC检验报告>>中. 5.6.OQC检验发现不合格品时, 由质量工程师初步审核﹐确认无误后OQC主管根据AQL标准 决定如何处理﹕ 1). 如经顾客同意特采之产品﹐OBA将此类产品视为“合格品”处理. 2). 如确定不良后需重工﹐则对该Lot判退﹐由OQC在<<成品状态表>>中相应位置盖红 色 “QA Reject”印章﹐并开出CPAR交工程、制造确认﹐并开出<<重工通知单>> ﹐依<<重工作业办法>>处理﹐由制造部进行重工﹐重工后之产品由OQC重验﹐直 到合格为止. 5.7.工程部针对OQC发出的CPAR进行原因分析, 组织相关部门采取矫正预防措施,杜绝类似 问题再次发生.OQC对矫正和预防措施的有效性进行跟踪. 5.8.只有经OQC检验合格的产品﹐制造部才能开“成品入库单”入库. 5.9.OQC在检验过程中的所有记录﹐依“质量记录控制程序”处理. 5.10 OQC检验作业流程 (附件一)
OQC出厂外观检查表(范本)

CR MA MI最终判定:特殊要求备注:合格 □ 不合格 □OQC签字/日期:审核:成品配件包装标志完整正确机身标签与外箱标签内容一致,警示标签合格、合格证、易碎贴等完整齐备牢靠性产品在箱内固定牢靠、配件无晃动、不会产生相互撞击、整箱使用扎带捆绑牢固;其他配件配件不存在漏装、少装、装错,配件有包装固定或捆扎;配件集中摆放,不四散,整体统一包装,提供对应清单。
配件包装配件包装、捆扎、固定方式一致,摆放位置统一完整性产品按客户配置要求 ,包装箱内清洁不可少件或有多余物;裸机有单独装袋。
标签标签位置粘贴统一,位置一致条码机身条码信息是否与外箱标签相符合;Logo LOGO标签是否正确、无歪斜、破损;悬空接头接头是否松动、破损、氧化;内部是否有异物漏油、油污产品是否存在漏油、有油污的地方警示标签警告标签是否有正确、无漏贴、破碎、字迹模糊;机罩/外壳检查机罩螺丝是否扭紧和漏打螺丝,机罩有无刮伤、缩水、破损、色差;线材/接线接头是否保护,接头无松动、脏污、破损,线体无脏污和刮伤;螺丝螺丝是否紧锁和漏打,同部位螺丝是否使用一致,螺丝表面是否滑牙、花牙,颜色是否一致。
扭力测试符合要求。
不合格A面外观无脏污、划伤、异物,手指印等其他面有感刮伤,破损、歪斜、松脱等五金结构主体有无生锈,脱漆,存在尖锐的角货边;检验结果检验项目检查标准AQL值严重:CRI=0重:MAJ=1轻微:MIN=2允收/接收数0/10/11/2出货数量:检验数量:抽样标准:GB/T2828.1-2012单次抽样Ⅱ级检验标准检验方式:XXXX股份有限公司客户:产品型号: OQC出厂外观检查表表单编号:XX-XX-XXX全检抽检。
OQC出货检验规范
全检 全检 全检 全检 全检 全检
5.5 栈板打托
目视
1.按照计划部门提供的《出货名细》来仔细核对打托产品的 料号、数量及标识等需符合要求;
2.经OQC、仓管和出货文员三方核对无误后在计划部门的明 细上签名;
全检 全检
5.6 外销产品包装
目视
1.外销产品包装必须按照计划部门部门的《出货名细》要 求,如不符合要求需及时要求制造部门整改;
2.对于外销产品出货的箱数,一定要与计划部门提供的《出 货名细》中的箱数一致,如有不符,需立即提出并通知出货 文员,同时暂停出货;
全检 全检
5.7 其他
目视
如有其它特殊要求的,根据特殊要求执行。
6.0 验收报告:[成品出货检查报告];
全检
6.1 在OQC人员参照计划部门提供的《出货名细》等资料对以上各项进行检验后,如实填写《成品出货检查报告 》,仓管人员收到检验合格的《成品出货检查报告》后安排出货处理,该《成品出货检查报告》由仓库保存。
XXXXXXXXXX
OQC出货检验规范
文件编号
OQC-00X
版本
A
页码/总页数
1/1
1.0 目的:确保出货产品符合客货品质控制; 3.0 职责:仓管人员备好出货的成品;
OQC人员按照计划部门提供的《出货名细》对成品的外箱、唛头、标签、打托外观等进行确认及核对; 4.0 抽样标准:C=0抽样计划; 5.0 检验项目及检验基准:
核准 日期
制作 日期
1.外箱标签的要求,按照计划部门提供的出货名细来仔细核 对外箱标签的料号、订单号码、数量等需符合要求;
2.有尾数的外箱上必须要贴有黄底黑字的尾数箱标签;
1.根据客户要求,参照附件《客户出货要求一览表》,对出 货产品确认是否需要附有出货报告等要求;
OQC出货检验

十一、OQC出货检验
OQC:Outgoing quality control出货品质控制
OQC作业由QA派员验货,履行的这项职责是出货品质的保证,而与它关系最密切的部门是仓库。
(一般出口产品要求较多)
出货检验的步骤
☐销售部根据成品出货日期,提前三天通知QA派员验货
☐QA在正式验货前一小时,通知仓库进行验货准备
☐仓库根据验货通知内容将待检品运送到“待检区”
☐QA员针对待检货品,准备相应资料及样板
出货检验的内容
☐根据客户或成品出货要求,检验项目不同,一般可包括:
1.产品包装和标示检查
2.外观检查
3.尺寸检验
4.特性检验
5.寿命试验
产品包装和标示检查内容
☐产品的包装方式、包装数量、包装材料的使用
☐单箱装数是否符合要求。
☐标识纸的粘贴位置、书写内容、外箱的填写是否规范。
☐纸箱外包装是否有品检“PASSED”章。
验货结果判定与处置
☐在允许产品外箱盖“QAPASSED”章。
☐对拒收产品挂“待处理”牌,仓库不得擅自移动。
☐QA开出“异常处理单”通知生产部进行补数、返工、返修。
☐对严重不合格品由QA开出“报废申请单”,经批准后交由仓库送到废品区处理。
结语
☐三年企业靠运气、五年企业靠老板智慧、十年企业靠管理、二十年企业靠文化☐管理就是制度、规范、执行
☐质量是企业的命脉
☐落实管理制度,才是永续企业命脉不二法宝。
OQC成品出货检验报告

判定
光斑 包装 外箱 光 彩盒 字体 包装 标识 机身与 防 振 居中 配 盒是 标内 外盒编 合 退 特 强 印刷 是否 是否 字体 号是否 水 动 光圈 件 否配 容正 格 回 采 度 效果 清晰 整齐 清晰 一致 光晕 对 确
检验员:审核:批准:来自OQC成品出货检验报告
销售单号 送检单位 送检日期 检验日期 AQL: MA=0 功能检验
光杯无 划伤、 无灰尘
合格批次 MI=1.5 包装检验 标识
NG批次
抽样标准:依MIL-STD-105E II Level 外观检验 机型 颜色
镜片 出货 抽检 不良 防水 无划 批量 数 数量 筒体 表面 表面 圈涂 松紧 LED 伤、 颜色 清洁 划伤 程度 居中 无灰 油 尘
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
是否符合RoHS标准: 检验规范 3
上公差 下公差
44通44.2止
外观 外包装 标签 其它检查项
产品无锈斑、压痕、压伤、变形及其它不良 纸箱无破损、皱褶、印刷不良;纸箱型号符合要求 标签所有内容符合规范要求;张贴位置正确
A:千分尺 检测仪器代 G:百分表 号 M:CMM 判定结果 其它说明 检验员
B:卡尺 H:高度尺 N:硬度仪
C:投仪 I:棒芯
D:拉压力测力仪 E:扭力测力仪 J:目测 K:角度尺 R:焊锡试验
F:塞尺 L:2.5D S:检具
P:粗糙度仪 Q:盐雾试验机 不合格,需返工处理; ) 复核 磨头
合格,可以出货; 热处理
不合格,申请特采出货 发黑 日期 其它:
电镀(镀种: 日期
xxxxxxxxxx有限公司
出
客户名称 客户订单号 抽样标准 实际抽查数 检测结果 材质规格 检查依据 检验项目 规格值 客户图纸 包装规范 1 2
货
产品名称 出货日期
检
验
单
图号/版号 出货数量
NO:
PCS
按ANSI/ASQ Z1.4-2003单次抽样计划,外观:按一般检查水准Ⅱ,允收水准为轻微缺陷AQL=0.4, 严重缺陷C=0;尺寸及性能:每批抽检5PCS,允收水准为C=0 外观 外观不良数 PCS PCS 尺寸 尺寸不良数 PCS PCS 性能 性能不良数 是 其它: 4 5 判定 检测仪器 PCS PCS 否