AMADA G 语言简介
AMADA激光G代码讲解
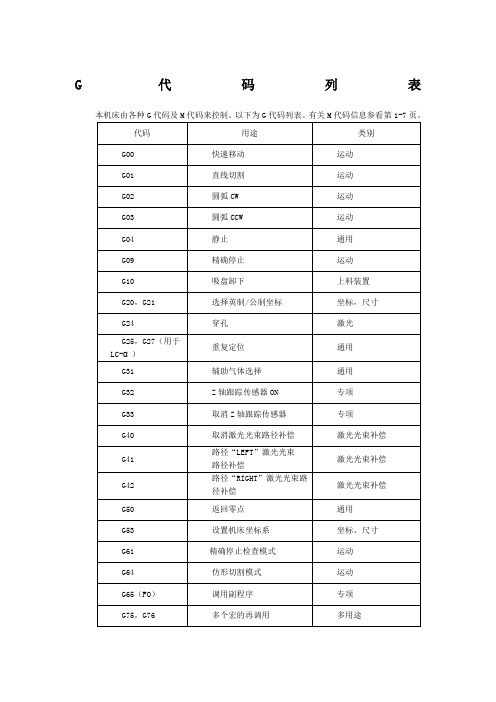
G代码列表本机床由各种G代码及M代码来控制。
以下为G代码列表。
有关M代码信息参看第1-7页。
代码用途类别G00 快速移动运动G01 直线切割运动G02 圆弧CW 运动G03 圆弧CCW 运动G04 静止通用G09 精确停止运动G10 吸盘卸下上料装置G20,G21 选择英制/公制坐标坐标,尺寸G24 穿孔激光G25,G27(用于LC-α)重复定位通用G31 辅助气体选择通用G32 Z轴跟踪传感器ON 专项G33 取消Z轴跟踪传感器专项G40 取消激光光束路径补偿激光光束补偿G41 路径“LEFT”激光光束路径补偿激光光束补偿G42 路径“RIGHT”激光光束路径补偿激光光束补偿G50 返回零点通用G53 设置机床坐标系坐标、尺寸G61 精确停止检查模式运动G64 仿形切割模式运动G65(FO)调用副程序专项G75,G76 多个宏的再调用多用途G77(LC-θ)测量探针的坐标旋转通用G90 绝对编程坐标,尺寸G91 增量编程坐标,尺寸G92 建立坐标系坐标,尺寸G93 原点偏移值坐标,尺寸G95 利用参数调用程序专项G96 模态程序调用专项G97 取消模态程序调用专项G98 多工件设置多用途G107 管子插补(用于可选择旋转台)专项G111 正方形/长方形孔G112 圆形/长圆形孔G113 单D/双D 孔G114 多边形孔G115 弧形切槽(半径端面)孔G116 弧形切槽(平端面)孔G120(LC-θ)测量探针坐标,尺寸G121,G122 HS加工角检测专项G126 螺栓排列(BHC)模板G128 对角线(LAA)模板G129 弧(ARC)模板G130 轴回零专项G136 网格排列X(GRD-X)模板G137 网格排列Y(GRD-Y)模板G140 OVS孔检测专项G141 OVS扩展功能专项G149 取消OVS 专项G150 定制比例/旋转专项G160(LC-θ)间隔弧插补运动G161 间隔角半径插入专项G162 取消间隔角半径专项G163 3D坐标转换专项G164 取消3D坐标转换专项G165 3D转换专项G166 取消3D转换专项G173 U-轴长度补偿专项M代码列表M代码用途类别M00 程序停止通用M代码M02 程序结束通用M代码M10,M11(LC-α)工件夹紧/松开专项M20-M29(LC-α)可检测材料厚度专项M30 结束程序并返回程序开始处通用M代码M33(LC-β/LC-α)吸盘装载/工件上料上下料装置M34(LC-β)板式卸料上下料装置M55(LC-β)取消镜像上下料装置M65(LC-α)储备功能上下料装置M80,M81(LC-α)工件槽开/关通用M代码M96 调用副程序通用M代码M97 结束副程序通用M代码M99(用于FO)结束副程序通用M代码M100 激光模式ON 激光M101 激光模式OFF 激光M102 材料指定激光M103 穿孔模式,启动切割模式激光M104 取消切割模式激光M150,M151,M152(FO) 队列代码通用M代码M180(LC-α)循环工件槽通用M代码M707,M772-M774 更换吸盘上下料装置M720,M721 传感器ON/OFF 激光M722,M723,M727 跟踪传感器校准激光M758 光束ON 激光M790,M791(LC-β)吸盘安装上下料装置M792,M793(LC-β)吸盘安装销子上下料装置机床布置图LC-α与LC-β机床为混合光路系统,可使板材沿X轴方向运动,而激光切割头沿Y轴方向运动。
G,M代码指令

8
6.G70: 空移(不沖孔)指令,目的為夾爪繞開刀盤,或使刀具繞 開部分難以加工的圖元等功用。G70只有在單行指定 才有用,可指定單坐標空移﹐但無同上行省略的特點. G72: 模式基准點Designation of pattern origin G72可與G90或G91同行共用, G72僅指示一個坐標(X.Y) 值,不空移也不沖孔,是為下個指令作模式加工的參考 點.說明:NCT刀具加工為單沖孔和模式沖孔(多個孔寫 成一個指令行)。
FINN POWER代碼簡介
2
第一讲: AMADA的G.M代碼索引
CNSBG -NWE彈性製造處教育訓練教材
3
G,M代碼索引
G代碼主要有﹕G06 G92 G90 G91 G50 G70 G27 G25 G72 G26 G28 G29 G36 G37 G66 G68 G69 G78 G79 G93 G98 G75 G76 G04
CNSBG -NWE彈性製造處教育訓練教材
7
4.G90: 指示坐標系為絕對坐標系,程序中默認為絕對坐標,
即無G90.G91說明時, 則為絕對坐標﹐它後面出現的 所有數值坐標均是相對於G98所給基準點的坐標.
G91: 相對坐標系, 以前一坐標為參考點設定坐標﹐即此坐
標是以前一坐標為零點而得出的X與Y坐標。 G90和G91都有同上行省略的特點.編程上我們常用的是G90 坐標系﹐所以在程式中﹐我們是看不到G90和G91這個代碼 的。 5.G50: 歸位至原點,回到NC的初期狀態。即程式結束并返回 至程式開始處,夾爪和工作台移回至原點﹐打擊頭歸 回原點.與M02或M2同等功用。
G28I25.J30.K6T203
當模式開始基准點也加工,則代碼為 G90X300.Y200.T203
AMADA数控冲床常用G代码

AMADA数控冲床常用G代码AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由差不多指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的差不多格式及基应用介绍如下.1.G92坐标设定(原点设定)格式G92X___ Y___材料自原点到冲头位置的距离,经历于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2.G90绝对坐标指令格式G90X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3.G91相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90显现之前, G91均可省略不写.4.G50回来原点指令使用G50指令,材料依G92指定的位置回来的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5.G70不冲孔指令格式G70X___ Y___材料仅位移,不冲孔.G70与G90或G91能够同时使用,且位置先后不阻碍其指定.G70的指令只在所属BLOCK内有效.例:G90X100.00Y100.00(有冲孔)G70G91X200.00(无冲孔)G90Y300.00(有冲孔)6.G27?G25自动移爪格式G27(或G25)X___(移动量)G27?G25指令是用来换板及加工范畴不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7.G04暂停(滞留状态)格式G04X___(时刻)在轴移动时,作预定时刻内暂停的机能.8. G72模式基准点指令格式G72X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具连续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范畴内指定,同角度的加工时,C指令为必重复指定.11. G26BLOT HOLE CIRCLE(BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式G26I r J±θK n T___(C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28LINE AT ANGLE(LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式G28I d J±θK n T___(C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式G28I r J±θP±ΔθK n T___(C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d 2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G3 7是以Y轴方向为优先加工指令,考虑到板料在运动中的稳固性,一样选用G 36.格式G36I±d1P n1J±d2K n2T___(C___ )G36I±d1P n1J±d2K n2T___(C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W 1×W2之模具,作长度为±d的连续冲孔指令.格式G66I e J±θP±W1Q±W2D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D. l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67I±e1J±e2P W1Q W2T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68I r J±θ1K±θ2P±ψQ d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98Xx0Yy0Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO 对应WOO,按照G98所设定之排列,令材料全部执行的指令.格式G75W___Q___ ……以X方向为优先级执行G76W___Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO经历机能,UOO与VOO为程序中数个BLOCK之经历OO则为不限次数之经历呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13加工终止指令加工终止之后单一行输入25. M510~M559冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的专门刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W 1×W2之模具,作长度为±d的连续冲孔指令.格式G66I e J±θP±W1Q±W2D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D. l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67I±e1J±e2P W1Q W2T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68I r J±θ1K±θ2P±ψQ d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98Xx0Yy0Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO 对应WOO,按照G98所设定之排列,令材料全部执行的指令.格式G75W___Q___ ……以X方向为优先级执行G76W___Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO经历机能,UOO与VOO为程序中数个BLOCK之经历OO则为不限次数之经历呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13加工终止指令加工终止之后单一行输入25. M510~M559冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護爱护保养1﹑清潔A﹔上面和下面的X軸導軌B﹔工作台面各部位及閑置的軸承C﹔前面和后面的Y軸導軌D﹔刀盤定位銷及定位孔E﹔上刀盤及沖頭F﹔下刀盤(務必清除碎片)2﹑潤滑油詳情查閱”潤滑油”部分的潤滑部分和举荐使用的油。
AMADA数控冲床常用G代码、M指令介绍、操作及保养

点击浏览更多图片芬兰X5数控冲床点击浏览更多图片C工位模具点击浏览更多图片AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27?G25 自动移爪格式G27(或G25) X___(移动量)G27?G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式G26 I r J±θ K n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式G28 I d J±θ K n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔∆θ,排列n个点的冲孔指令.格式G28 I r J±θ P±∆θ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±∆θ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令. 格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令. 格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護维护保养1﹑清潔A﹔上面和下面的X軸導軌B﹔工作台面各部位及閑置的軸承C﹔前面和后面的Y軸導軌D﹔刀盤定位銷及定位孔E﹔上刀盤及沖頭F﹔下刀盤(務必清除碎片)2﹑潤滑油詳情查閱”潤滑油”部分的潤滑部分和推荐使用的油。
埃塞俄比亚官方语言

埃塞俄比亚官方语言埃塞俄比亚是一个位于非洲东部的国家,它以其丰富的文化和多样性而闻名于世。
埃塞俄比亚拥有多种官方语言,这为这个国家增添了独特的魅力和优势。
在本文中,我将重点介绍埃塞俄比亚的官方语言以及其在国家发展和日常生活中的重要性。
埃塞俄比亚有超过80种不同的语言,其中包括一些亚非语系的语言。
然而,埃塞俄比亚的官方语言是阿姆哈拉语(Amharic),它是埃塞俄比亚最常用的语言。
阿姆哈拉语被认为是半官方语言,它在埃塞俄比亚的政府、教育、商业和媒体等领域得到广泛使用。
阿姆哈拉语是一种属于南非的闪米特语系的语言。
它拥有丰富的词汇和语法结构,可以用来进行复杂的交流和表达。
阿姆哈拉语的语法结构与英语等西方语言有一定的差异,但它却有着浓厚的文化内涵和历史背景。
许多埃塞俄比亚人以及世界各地的学者都对阿姆哈拉语的研究和学习感兴趣。
阿姆哈拉语的重要性不仅体现在埃塞俄比亚国内,也在国际范围内得到了广泛关注。
作为一种强大的沟通工具,阿姆哈拉语在国家发展中起到了重要的作用。
阿姆哈拉语作为官方语言,为埃塞俄比亚实现国内外的合作和交流提供了便利。
无论是政府间的外交交流还是商业活动,阿姆哈拉语都扮演着桥梁的角色,帮助不同国家和机构之间进行有效的对话和合作。
此外,阿姆哈拉语也在埃塞俄比亚社会的日常生活中发挥着重要的作用。
无论是在城市还是农村地区,人们都使用阿姆哈拉语进行交流和互动。
阿姆哈拉语是埃塞俄比亚文化和传统的重要组成部分,它赋予人们自豪感和归属感。
通过使用阿姆哈拉语,人们能够更好地传承和弘扬自己的文化,并与他人分享自己的价值观和信仰。
然而,尽管阿姆哈拉语在埃塞俄比亚中起着重要的作用,但我们不能忽视其他官方语言的存在和重要性。
除了阿姆哈拉语外,埃塞俄比亚还有多个官方语言,如奥罗莫语、索马里语、提格雷尼亚语等。
这些语言在包括教育、政府和媒体等领域也得到广泛使用,显示了埃塞俄比亚多元文化的特点。
总之,埃塞俄比亚的官方语言阿姆哈拉语在国家发展和日常生活中发挥着重要的作用。
AMADA数控冲床常用G代码

AMADA数控冲床常用G代码AMADA数控冲床常用G代码是数控冲床操作必备的代表性指令之一,使用G代码可以控制数控冲床执行不同的加工操作,从而实现各种形状、尺寸和结构的零件零散制造。
随着数字化和自动化程度的逐步提高,越来越多的数控冲床采用了各种不同的G代码,以满足不同的应用需求。
本文将重点介绍AMADA数控冲床常用的G代码。
G代码是一种计算机指令,用于编程控制数控冲床机床、编程实现工件的各种加工操作。
G代码可以被视为一种机器语言,可以利用G代码将生产和制造工作转化为机器操作。
下面是一些AMADA数控冲床常用的G代码:1. G00 - 快速定位模式:该指令可以将工件移动到指定位置时快速移动,不进行加工。
2. G01 - 直线插补模式:该指令将工件向指定位置缓慢移动,使冲头轨迹沿指定路径移动以进行加工。
3. G02 - 圆弧插补模式:该指令可以从一个点开始,沿着圆弧路径加工工件。
4. G03 - 圆弧插补模式:该指令使数控冲床从一个点开始按顺时针方向沿着圆弧路径加工工件。
5. G04 - 停止时间模式:该指令可以暂时停止工件的加工,直到指定的时间结束,然后再次恢复工件的加工。
6. G20 - 设置英制单位:该指令为程序中所有后续尺寸指令指定英制单位。
7. G21 - 设置公制单位:该指令为程序中所有后续长度指令指定公制单位。
8. G40 - 取消半径补偿:该指令会立即取消半径补偿,并将它设为退而不扣的状态。
9. G41 - 在圆弧加工中左侧刀具补偿:该指令使数控冲床在工具路径左侧增加一定的偏差量,使其能够在圆弧加工时更准确。
10. G42 - 在圆弧加工中右侧刀具补偿:该指令使数控冲床在工具路径右侧增加一定的偏差量,使其能够在圆弧加工时更准确。
11. G43 - 刀具长度补偿:该指令将刀具长度加入数值,使成品加工焊缝等短时更合适。
12. G49 - 取消刀具长度补偿:该指令该指令将刀具长度去掉,避免出现不合适的情况。
阿巴扎语简介(英语)
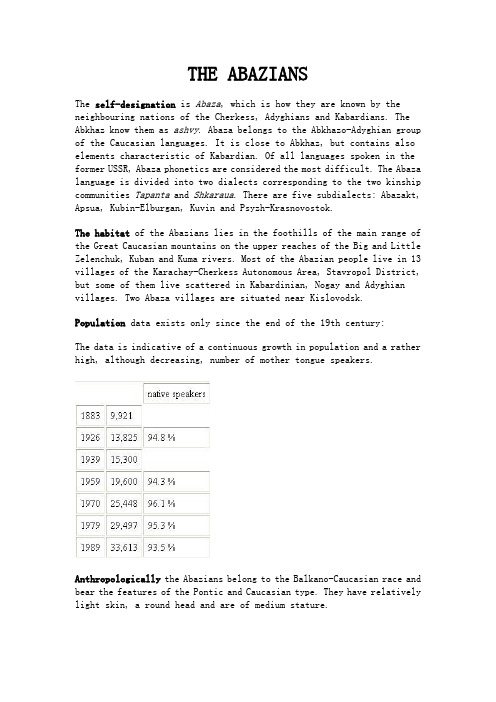
THE ABAZIANSThe self-designation is Abaza, which is how they are known by the neighbouring nations of the Cherkess, Adyghians and Kabardians. The Abkhaz know them as ashvy. Abaza belongs to the Abkhazo-Adyghian group of the Caucasian languages. It is close to Abkhaz, but contains also elements characteristic of Kabardian. Of all languages spoken in the former USSR, Abaza phonetics are considered the most difficult. The Abaza language is divided into two dialects corresponding to the two kinship communities Tapanta and Shkaraua. There are five subdialects: Abazakt, Apsua, Kubin-Elburgan, Kuvin and Psyzh-Krasnovostok.The habitat of the Abazians lies in the foothills of the main range of the Great Caucasian mountains on the upper reaches of the Big and Little Zelenchuk, Kuban and Kuma rivers. Most of the Abazian people live in 13 villages of the Karachay-Cherkess Autonomous Area, Stavropol District, but some of them live scattered in Kabardinian, Nogay and Adyghian villages. Two Abaza villages are situated near Kislovodsk.Population data exists only since the end of the 19th century:The data is indicative of a continuous growth in population and a rather high, although decreasing, number of mother tongue speakers.Anthropologically the Abazians belong to the Balkano-Caucasian race and bear the features of the Pontic and Caucasian type. They have relatively light skin, a round head and are of medium stature.The religion of the Abazians is Sunnite Islam, embraced in the 17th--18th centuries to replace Christianity. Yet both the earlier Christianity and the later Islam are heavily mixed with pagan customs and beliefs the influence of which can be observed even today.The ethnological development of the Abazian people resembles that of the Abkhaz people. Both peoples are descended from the proto-Abkhaz tribes who in the first millenium BC inhabited an area near the Black Sea (from the present-day Tuapse to Sukhumi). By the 8th century four different tribal groupings (Apsil, Abazg, Svanig, Misimian) had produced the Abkhaz and by the 8th--9th centuries the Abaza people. The central part in the development of the Abazians is considered to belong to the Abazgi tribe living in the northwestern part of Abkhazia from the Bsyb river to the present-day Tuapse. The territory remained home for the Abaza until the 13th century at which point there was a mass migration to the northern Caucasus. According to archaeologists, there are traces of movement in that direction dating back to the 8th century, yet the 13th--14th centuries witnessed the resettlement of the whole Tapanta tribe, to be followed by the Shkaraua tribe. 18th-century written records of the northern Caucasus already contain the names of all Abaza tribes. Part of the Shkaraua-Abaza people, however, remained to live on the coast of the Black Sea and were assimilated by the Abkhaz and Cherkess. Records from the 15th--16th century depict the Abaza as a strong and militant nation. Constant home troubles and hostilities lowered them to dependence on the Kabardian sovereigns in the 17th century. In the 18th--19th centuries the Abaza territory became an knot of discord in the imperial policies of Russia and Turkey. To subordinate the resistance of the Abaza people arms were used by both powers, yet the most popular way was the deportation of the people to territories under the conquerors' rule. As a result whole Abazian villages were resettled either to Turkey or to Russia. Although the victory belonged to Russia, the Abazians felt more akin with the losing party, which was also reflected in their extensive resettlement to Turkey. The emigration was accelerated by a government order of 1862 demanding that the Abaza people leave the area between the Labo and Belyi rivers and go either to Kuban or abroad. As a result of the massive exodus only 9,000 of the 50,000 people were remaining on the territory by 1880. Indirectly it has been concluded that the number of Abaza emigrants to Turkey was about 30,000--45,000. The Kuban lands given to the Abazians by the tsarist government were populated by 9,921 people, two thirds of whom belonged to the Tapanta people. The mass migration destroyed the traditional tribal division of the Abazians. Only four villages remained ethnically pure. The territories emptied of the Abaza people were filled by immigrants from Russia, mostly Slavs. This meant a radical change in the ethnic map of the region.The economic life of the Abazians was shaped by their environment. Before the 1860s when they lived in the mountains rich in pastures the main emphasis was laid on raising livestock. There were flocks of sheep and goats, and there were also some bigger horned animals. The Abaza were also famous for their herds of pedigree horses. The Tapanta who lived on flatter lands dealt more with field cultivation. The main crop was millet, ousted by maize in the 19th century. Free land being abundant the usual practice was to use one field 2--3 times after which a new plot was ploughed up.The joining of Kuban with Russia brought about a considerable increase in Slavic immigration. During 1867--1897 the Abazians found themselves living in the newly-created Batalpashinsk Area, the population of which was 69.3 % Russian. During the land reform carried out on the former Abaza territories the new settlers got more than two million acres of land. The Abaza were concentrated into communities that were given land on the same basis as the new settlers. The reform turned the Abaza economy topsy-turvy. Livestock-breeding as a means of livelihood was reduced to an irrelevant status as the pastures had passed into private hands and the rent had become prohibitive. Land tillage grew in popularity. In 1866 a pecuniary state tax was enacted which speeded up the development of financial and commercial relations in the village. The reform also changed the structure of the Abaza village. According to government standards one community had to contain at least 200 households and so several smaller villages were united. As a result kinship systems were destroyed and mixed villages appeared. Eight Abaza villages were formed: Kuvin, Loov-Kuban, Shakhgireyev, Kuma-Abazin, Loov-Zelenchuk, Dudarukov, Klychev and Biberdov. Of these only the first four were ethnically pure Abaza villages.History. On February 7, 1918, Soviet power was proclaimed in Batalpashinsk. This was followed by a civil war. There were Abaza soldiers fighting both in the Red Guards and the White Guards. Two White mounted regiments called Tapanta and Bashkhyag achieved considerable fame. The Abazians displayed no ambitions toward national independence. Although the major White troops were defeated by the 1920s, some of the White forces continued to be active in the region until 1930 when they were finally liquidated after a failed mutiny.Several administrative changes took place. The Abaza villages were divided between two new administrative units: the Karachay Autonomous Region and the Cherkess National Area. The Abaza were joined together as one administrative unit only on January 9, 1957, when theKarachay-Cherkess Autonomous Region was set up.In the middle of the 1920s several Abaza villages were renamed on ideological grounds as the former names alluded to sovereigns or nobles. Some new Abaza vilages emerged on the lands emptied during the ideological struggle and the extermination of the kulaks.The main changes in Abaza society over the past 70 years were effected by two Soviet-style campaigns: collectivization and cultural revolution. Collectivization aggravated the antagonism between different social layers. A solution was found in the deportation and execution of people unacceptable to the central authorities. The atmosphere of terror hastened the formation of kolkhozes.The aim of collectivization was the consolidation of the Soviet economic system while the ideological struggle was to be won by means of education and culture. The education available to an Abaza person before the advent of Soviet power was the village school or the mosque. Occasionally a luckier or brighter student could also enter secondary school. In 1918 the aim was set at secondary education delivered in the local vernacular. This, however, became possible only after 1923 when Talustan Tabulov created a Latin-based Abaza script. Vernacular education for the Abaza lasted for six years only. In 1938 the central government ordered that the Abaza literary language adopt the Cyrillic alphabet and Russian be made the official language of instruction (the Abaza language and literature were retained as subjects in the curriculum). In spite of that, there was in the Abaza cultural life: vernacular prose developed (Tabulov, Zhirov) and an Abaza theatre was established. In 1938 a newspaper was published in the Abaza language. On the other hand, the more advanced education system helped the central power to realize its ideological objectives.Imperial policy as well as the Pan-Slavic and Soviet propaganda have left an impact on both the everyday life and mentality of the Abaza people. Their clothing and household appliances reflect the advance of European culture. The mass produced factory goods certainly do not bear the imprint of a centuries-long tradition. Homes can be built only according to one of three standardized designs approved by the state. The traditional villages where households were situated haphazardly and sometimes quite far apart have been replaced by Russian-style gridded villages. Religion is retreating before Soviet ideology. Of the traditional rites and customs those connected with funerals seem to display the most resistance. The identity and unity of the Abaza people may soon be endangered by two tendencies that have emerged during the past two decades, notably the growing number of mixed marriages and urbanization. In 1979 people living in towns made up 21 % of all Abazians against the near zero figure of the turn of the century.。
阿拉伯语基础知识

阿拉伯语基础知识阿拉伯语是世界上最广泛使用的语言之一,众所周知,世界上约有近21个国家的官方语言是阿拉伯语,同时也是伊斯兰教的圣经——古兰经的语言。
古兰经是阿拉伯语文化的根基之一,因此,学习阿拉伯语的重要性显而易见。
本文将介绍阿拉伯语基础知识,包括阿拉伯语的音、形、义和文化背景等方面的内容。
一、阿拉伯语的音系统阿拉伯语是一种辅音和元音都很多的语言,且它的发音跟英语等其他语言的发音和语调都很不同。
阿拉伯语的语音体系由28个辅音和3个重音(长短音)组成,而且在阿拉伯语中一些音可以通过变化而形成新的音,例如和能组成,和能组成。
此外,阿拉伯语中还有5个元音,它们是 a,i,u,ā,ī,ū。
例如,单词“ بتك” 中的“ ك” (k)和“ ب” (b)是辅音,而单词中的“ ا” (a)是元音。
二、阿拉伯语的形态变化阿拉伯语的形态变化是非常复杂的,这也是阿拉伯语词法上的一大特点。
阿拉伯语中的变形主要包括名词、动词和形容词。
名词和形容词的变形取决于它们所处的位置,包括主语、宾语或与其他词语之间的关系。
而动词的变形则取决于时态、语态和人称等因素。
在阿拉伯语中,名词、动词与形容词的变形均需要掌握,否则非常容易产生歧义和误解。
例如,阿拉伯语中的“باتك”可以表示“写作者”,“书写者”或“作者”的意思,这取决于名词的位置和句子的语境。
因此,在学习阿拉伯语时,必须仔细地学习它的语法和词汇,才能够掌握变形和语言规则。
三、阿拉伯语的语义阿拉伯语是一种非常丰富的语言,它有着复杂的语法规则和形态变化。
同时,阿拉伯语中的很多词汇可能有着不同的含义和用法,这需要学习者有一定的语感和知识储备才能够正确地理解它们的意义。
例如,阿拉伯语中的“ رس”可以表示“秘密”、“神秘”、“隐秘”、“暗示”等不同含义,需要根据具体的语境来理解它的意思。
此外,在阿拉伯语中,很多单词都有着一些常用的词缀,例如“لا”等。
这些词缀可以改变单词的意义和语法,因此,、“ك”“م”、在学习阿拉伯语词汇时,需要特别注意这些缀语的使用。
数控冲床G代码

结束插入直线G00插入直线的取消指令这个指令结束后,返回通常的轴移动指令插入直线指令是在任意角度进行槽加工的指令请勿在其他场合使用此指令开始插入直线G01G01F_F:传送速度开始插入直线顺着传送速度F,进行插入直线的轴移动"G01"是在取消"G00"时的有效模式.插入直线指令是在任意角度进行槽加工的指令.请勿在其他场合使用此指令.F地址不可省略"G01"与"G00"之间不可使用T/C指令暂停G04G04X_X:暂停时间具有在机械的轴移动时暂时停止的功能停止时间是在X地址范围内的“秒单位”里设定必须做为单独的模块指令夹爪定位指令G05G05I_J_K_I:夹爪1的位置(100.00<=I<=1480.00)J:夹爪2的位置(350.00<=J<=1730.00)夹爪1and夹爪2间隔(>=250.00)K:夹爪移动时的处理选择K0:材料设定K1:回避死区(同G25)K2:回避死区(同G27)请勿在G5前输入装载指令材料设定(板厚/材质代码)G06G06A_B_A:板厚.B:材质序号0:SPC(钢)1:SUS(不锈钢)2:AL(铝)请在程序开始使用"G06"模块指令性当"G06"没有设定材料,将自动设为板厚. 6.3mm/材质0:SPC(钢)卸载指令G10G10X_X:材料X方向尺寸附加L-UL的材料卸载指令输入材料的X轴方向尺寸取出材料指令G10G10X_Y_Q_M_X:材料X尺寸Y:材料Y尺寸Q:吸附近方法(0:缓冲器/1:电磁/2:缓冲器+电磁/3:夹爪)M:卸载类型前后装置类型在卸载,卸载种类可以松下的情况下指令骨架及宏接合点加工薄板加工指令G10G10X_Y_M_X:材料X尺寸Y:材料Y尺寸M:骨架制品面板积聚指令以下情况可:1)L/UL类型卸载2)卸载类型为"Tsukata"或"Ookuma".取出指令G18X_Y_I_J_P_K_P_Q_M_T_C_X:X方向冲切基准点Y:Y方向冲切基准点I:冲孔(路径)最终座标X开始到TK左端为止的距离XJ:TK吸附范围K:冲孔(路径)最终座标Y开始到TK基准位置为止的距离Y P:集积序号Q:吸附近方法(0:缓冲器,1:电磁,2:缓冲器+电磁)M:吸附列取消M代码T:模具序号C:AI角特殊G代码:G18直线距离(LAD):G22自动移位II G25G25X_X:移动距离G25在更换夹子的时候,夹爪往Y轴方向退后一点的位置这个指令在材料端的间隙的情况下有效G25实行时的Y轴偏移由NC自动进行修正必须以单独的模式进行指令BHC G26G26I_J_K_T_C_I:圆半径J:开始角度K:个数T:模具序号C:AI角任意数等分圆周,并加工各个点的模式自动移位1G27G27X_X:移动距离进行材料夹爪.必须以单独的模式进行指令冲直线排列孔(LAA)G28G28I_J_K_T_C_I:间隔J:角K:个数T:模具序号C:AI角直线上多个等角度冲孔的加工模式。
cnckad g代码说明[特辑]
![cnckad g代码说明[特辑]](https://img.taocdn.com/s3/m/9a924e4725c52cc58ad6be1b.png)
cnckad g代码说明[特辑]cnckad g代码说明AMADA数控冲床G代码、M代码说明FPC剪切冲床2010-06-20 22:46:33| 分类: 数控学习 | 标签: |字号大中小订阅AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示: N___ G___ G___ X___,___ T___ C___ M 其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式 G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式 G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不太阳城代理写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91. 相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式 G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效. 例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27?G25 自动移爪格式 G27(或G25) X___(移动量)G27?G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式 G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式 G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72. l G72与G90或G91同时使用,且那一个先写都相同 l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令. l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于?360?的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC) 以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式 G26 I r J?θ K n T___ (C___ ) I=圆的半径r.输入正值J=冲孔起始点与X轴之夹?θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式 G28 I d J?θ K n T___ (C___ ) I=间隔?d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度?θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧 (ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式 G28 I r J?θ P?Δθ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度?θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为?Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式 G36 I?d1 P n1 J?d2 K n2 T___ (C___ )G36 I?d1 P n1 J?d2 K n2 T___ (C___ )I=间隔?d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点) J=间隔?d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ?的方向上,以W1×W2之模具,作长度为?d的连续冲孔指令. 格式 G66 I e J?θ P?W1 Q?W2 D?d T___ I=连续冲孔加工之长度eJ=角度?θ.反时针为(+)时针为(,) P=模具边长?W1(J方向的模具尺寸) Q=模具边?W2(与J成90?方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写. D=对加工长度作补正之值?d(d=0时,D项可省略) l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I 长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令. 格式 G67 I?e1 J?e2 P W1 Q W2 T___ I=X轴方向冲孔长度?e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度?e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式 G68 I r J?θ1 K?θ2 P?ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度?θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度?θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径?ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm) l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J?θ P?ψ Q d T___ 此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式. 格式 G69 I e J?θ P?ψ Q d T___ I=蚕食执行的长度,为模式起点至模式终点的长度J=角度?θ,反时针为正,顺时针为负 P=模具直径?ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J?θ1 K?θ2 P?ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度?θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度?θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径?ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d?t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式. 格式 G79 I e J?θ1 P?ψ Q d D t T____ I=蚕食执行的长度,为模式起点至模式终点的长度 J=角度?θ1,反时针为正,顺时针为负 P=模具直径?ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d?t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Kny x0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应 Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令. 在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令. 注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ?的方向上,以W1×W2之模具,作长度为?d的连续冲孔指令. 格式 G66 I e J?θ P?W1 Q?W2 D?d T___ I=连续冲孔加工之长度eJ=角度?加油车θ.反时针为(+)时针为(,) P=模具边长?W1(J方向的模具尺寸) Q=模具边?W2(与J成90?方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写. D=对加工长度作补正之值?d(d=0时,D项可省略) l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I 长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式 G67 I?e1 J?e2 P W1 Q W2 T___ I=X轴方向冲孔长度?e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度?e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式 G68 I r J?θ1 K?θ2 P?ψ Q d T___I=圆的半径r,输入正值(但I<5700mm) J=加工起始点自X轴算起之角度?θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度?θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径?ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm) l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J?θ P?ψ Q d T___ 此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直ψ模具,间隔d来蚕食的加工模式. 径格式 G69 I e J?θ P?ψ Q d T___ I=蚕食执行的长度,为模式起点至模式终点的长度 J=角度?θ,反时针为正,顺时针为负 P=模具直径?ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J?θ1 K?θ2 P?ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度?θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度?θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径?ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d?t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式. 格式 G79 I e J?θ1 P?ψ Q d D t T____ I=蚕食执行的长度,为模式起点至模式终点的长度 J=角度?θ1,反时针为正,顺时针为负 P=模具直径?ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d?t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Kny x0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应 Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令. 在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護维护保养1)清潔A,上面和下面的X軸導軌B,工作台面各部位及閑置的軸承C,前面和后面的Y軸導軌D,刀盤定位銷及定位孔E,上刀盤及沖頭F,下刀盤(務必清除碎片)2)潤滑油詳情查閱”潤滑油”部分的潤滑部分和推荐使用的油。
阿姆哈拉语 埃塞俄比亚的官方语言
阿姆哈拉语埃塞俄比亚的官方语言1. 阿姆哈拉语简介阿姆哈拉语是埃塞俄比亚的官方语言,也是非洲最古老的语言之一。
它是一种印欧语系的语言,主要由阿姆哈拉族的语言构成,但也包括其他少数民族的语言。
它的拼写和发音都有一定的规则,其中包括双元音,单元音,拉丁字母,以及一些特殊字母。
阿姆哈拉语也有一定的文法规则,包括词性,句子结构,以及语义等。
它被广泛使用于埃塞俄比亚,也是该国最重要的语言。
:2. 埃塞俄比亚的官方语言埃塞俄比亚的官方语言是阿姆哈拉语,它是一种印度-雅利安语言,也是非洲大陆上最广泛使用的语言之一。
阿姆哈拉语在埃塞俄比亚被广泛使用,其他语言也被使用,包括英语、意大利语和西班牙语。
除此之外,还有一些少数民族语言,如塔瓦语、索马里语、塔布语和恩加语,这些语言也被使用。
3. 阿姆哈拉语的使用范围阿姆哈拉语是埃塞俄比亚的官方语言,主要在埃塞俄比亚的东部和西部地区使用。
它也是苏丹的官方语言,在苏丹的许多地区都有使用。
此外,阿姆哈拉语也在索马里、也门、埃及、摩洛哥、突尼斯和利比亚等国家的少数民族中使用。
埃塞俄比亚的语言多样性使其成为一个多元文化的国家。
阿姆哈拉语是埃塞俄比亚的官方语言,但它并不是唯一的语言。
埃塞俄比亚的其他语言包括了苏瓦语、苏瓦罗语、塔纳语、索马里语、阿苏语、拉贾斯坦语、比斯拉马语、科萨语、赫雷索托语、哈瓦语、瓦西里语和苏美尔语。
这些语言都是埃塞俄比亚社会的重要组成部分,也是埃塞俄比亚历史和文化的象征。
阿姆哈拉语是埃塞俄比亚最古老的官方语言,起源于古代印度梵文。
它最初是由古埃塞俄比亚人使用的,并在第一个埃塞俄比亚帝国的建立后,成为官方语言。
它的发展受到了古希腊语和古埃及语的影响,并在公元4世纪时,它的文字也得到了古希腊语的影响。
随着埃塞俄比亚帝国的扩张,阿姆哈拉语也得到了更多的发展和普及。
它的发展受到了古希腊语、古埃及语、古罗马语、古阿拉伯语、古波斯语和古英语等语言的影响。
在公元7世纪时,它的文字也得到了古希腊语的影响,并在公元10世纪时,它的文字也得到了古阿拉伯语的影响。
AMADA报警与处理
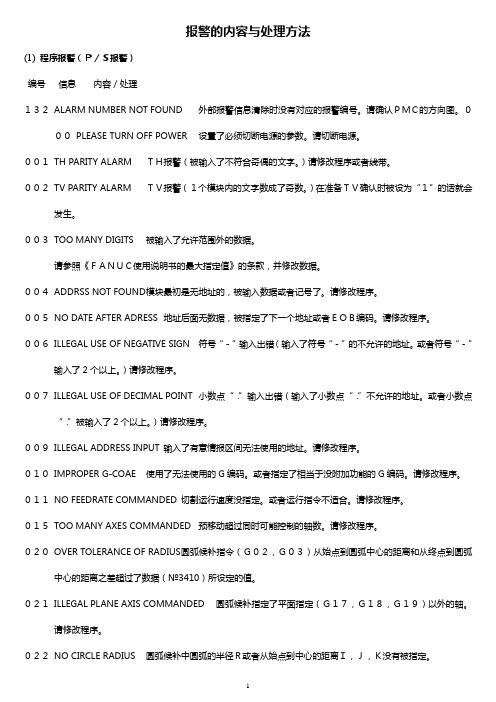
报警的内容与处理方法(1) 程序报警(P/S报警)编号信息内容/处理132ALARM NUMBER NOT FOUND 外部报警信息清除时没有对应的报警编号。
请确认PMC的方向图。
000PLEASE TURN OFF POWER 设置了必须切断电源的参数。
请切断电源。
001TH PARITY ALARM TH报警(被输入了不符合奇偶的文字。
)请修改程序或者线带。
002TV PARITY ALARM TV报警(1个模块内的文字数成了奇数。
)在准备TV确认时被设为“1”的话就会发生。
003TOO MANY DIGITS 被输入了允许范围外的数据。
请参照《FANUC使用说明书的最大指定值》的条款,并修改数据。
004ADDRSS NOT FOUND 模块最初是无地址的,被输入数据或者记号了。
请修改程序。
005NO DATE AFTER ADRESS 地址后面无数据,被指定了下一个地址或者EOB编码。
请修改程序。
006ILLEGAL USE OF NEGATIVE SIGN 符号“-”输入出错(输入了符号“-”的不允许的地址。
或者符号“-”输入了2个以上。
)请修改程序。
007ILLEGAL USE OF DECIMAL POINT 小数点“.”输入出错(输入了小数点“.”不允许的地址。
或者小数点“.”被输入了2个以上。
)请修改程序。
009ILLEGAL ADDRESS INPUT 输入了有意情报区间无法使用的地址。
请修改程序。
010IMPROPER G-COAE 使用了无法使用的G编码。
或者指定了相当于没附加功能的G编码。
请修改程序。
011NO FEEDRATE COMMANDED 切割运行速度没指定。
或者运行指令不适合。
请修改程序。
015TOO MANY AXES COMMANDED 预移动超过同时可能控制的轴数。
请修改程序。
020OVER TOLERANCE OF RADIUS 圆弧候补指令(G02,G03)从始点到圆弧中心的距离和从终点到圆弧中心的距离之差超过了数据(№3410)所设定的值。
amada激光切割G代码说明
AMADA激光切割G代码说明定位G00X_Y_Z_E_X:X-坐标值 Z:Z-坐标值直线移动G01X_Y_Z_A_S_F_P_Q_E_X-坐标值 F:加工速度Y:Y-坐标值 P:脉冲频率Z:Z-坐标值 Q:脉冲负载率A:角度 E:切削条件S:输出Y:Y-坐标值 E:切割条件顺时针圆弧G02X_Y_Z_I_J_R_A_S_F_P_Q_E_X:终点 X-坐标值Y:终点 Y-坐标值Z:终点 Z-坐标值I:从起点到圆弧中心X方向的距离J:从起点到圆弧中心Y方向的距离R:圆弧半径A:角度 P:脉冲频率S:输出 Q:脉冲负载率F:加工速度 E:切削条件逆时针圆弧G03X_Y_Z_I_J_R_A_S_F_P_Q_E_X:终点 X-坐标值Y:终点 Y-坐标值Z:终点 Z-坐标值I:从起点到圆弧中心X方向的距离J:从起点到圆弧中心Y方向的距离R:圆弧半径A:角度 P:脉冲频率S:输出 Q:脉冲负载率F:加工速度 E:切削条件闭锁时间G04X_X:时间(单位=秒)自动再定位装置G05I_J_K_I:夹具1移动位置 K:设定原料命令J:夹具2移动位置精确停止检查G09卸载G10X_X:原料X轴方向的大小原料执行命令G10X_Y_Q_M_X:原料尺寸XY:原料尺寸YQ:真空方法(0:Pad/1:电器/2:Pad+电器/3:夹具)M:卸载器类型在自动取出装置内部的Tandem设备类型, 在三菱(松下)环境下自动取出装置类型可自动取出命令G18X_Y_I_J_P_K_P_Q_M_X:图样终点 X 坐标Y:图样终点 Y 坐标I:从冲切(路径)最终坐标到TK 左端的距离XJ:TK 的真空范围K:Y Distance from Punch(Path)Last Coordinate Y to TK Std. PositionP:搁板编号Q:真空方式 (0:Pad/ 1:电器/ 2:Pad+电器/ 3:夹具)M:M-code of Cancel VacuumRow穿孔命令G24S_P_Q_R_L_S:激光输出 R:穿孔时间P:脉冲频率 L:穿孔执行/存储Q:脉冲负载率自动再定位2G25X_(Y_)X:移动距离 X Y:移动距离Y自动再定位1G27X_(Y_)X:移动距离 X Y:移动距离Y输入偏移量G30P_R_P:偏移编号 R:偏移量辅助气体选择G31I_J_P_Q_R_T_I:用于穿孔的辅助气体选择J:用于穿孔的气流选择P:辅助气体选择Q:气流选择 T:气压R:气体精馏时间Z-轴模拟模式G32P_L_P:基本再定位 L:Z轴模拟模式存储取消 Z-轴模拟模式G33跳过功能G38X_Y_Z_F_X:X-坐标值 Z:Z-坐标值Y:Y-坐标值 F:速度取消切割路径补偿G40切割路径补偿到路径左侧G41D_D:更正编号切割路径补偿到路径右侧G42D_D:更正编号TK 执行G48X_Y_I_J_A_B_S_Q_K_R_M_X:最终切割 X 坐标 S:排样图样Y:最终切割 Y 坐标 Q:真空方式I:TK 基准点 X 坐标 K:真空图J:TK 基准点 X 坐标 R:取消一排真空图样A:产品基准点 X 坐标 M:搁板箱编号的M代码B:产品基准点 Y 坐标返回原点G50精确停止检查模式G61有效的自动倒角/重G62连续切割模式G64多件加工XG75W_Q_W:宏编号 Q:加工起始位置多件加工YG76W_Q_W:宏编号 Q:加工起始位置选择绝对值编程G90选择相对值编程G91建立坐标系G92X_Y_Z_X:X-坐标值 Z:Z-坐标值Y:Y-坐标值原值偏置G93X_Y_Z_X:X偏置值 Z:板厚偏置Y:Y偏置值多件加工 - 原点设定G98X_Y_I_J_P_K_D_ZX:基准点 X-坐标值 P:X轴方向量Y:基准点 Y-坐标值 K:Y轴方向量I:X轴方向间隔 D:校正值J:Y轴方向间隔圆柱补偿G107A_A:角度SQ/RE/RR/角RG111X_Y_I_J_K_Q_R_C_H_A_M_X:孔中心 X-坐标值 R:角RY:孔中心 Y-坐标值 C:角CI:长度H:微连接宽度J:宽度A:穿孔有/无K:角度M:终值设定Q:隐归线长度RO/OBG112X_Y_I_J_K_Q_H_A_M_X:孔中心 X-坐标值 Q:隐归线长度Y:孔中心 Y-坐标值 H:微连接宽度I:长度 A:穿孔有/无J:宽度 M:终值设定K:角度SD/DDG113X_Y_I_J_K_Q_H_A_M_X:孔中心 X-坐标值 Z Q:隐归线长Y:孔中心 Y-坐标值 H:微连接宽度I:长度 A:穿孔有/无J:宽度 M:终值设定K:角度直角三角形G114X_Y_I_J_Q_K_R_C_H_A_M_X:孔中心 X-坐标值 R:角RY:孔中心 Y-坐标值 C:角CI:内圆半径 H:微连接宽度J:角度值 A:穿孔有/无Q:隐归线长度 M:终值设定K:角度弧形槽G115X_Y_I_J_Q_K_R_H_A_M_X:孔中心 X-坐标值 K:角度Y:孔中心 Y-坐标值 R:圆弧半径。
赛俩目阿语教程
赛俩目阿语教程
1. 介绍阿语的基本知识
2. 阿语的数字和基本算术运算
3. 学习阿语的日常用语和问候语
4. 认识阿语的字母和拼音系统
5. 学习阿语的基础语法规则
6. 阿语的动词变位和时态使用
7. 学习阿语的名词和形容词
8. 阿语的常用短语和表达方式
9. 阿语的时间和日期表达
10. 阿语的家庭成员和亲属关系
11. 学习阿语的食物和饮料词汇
12. 阿语的购物和交流方式
13. 学习阿语的旅行和交通用语
14. 阿语的身体部位和健康表达
15. 阿语的天气和季节词汇
16. 学习阿语的职业和工作场所词汇
17. 阿语的教育和学术词汇
18. 阿语的娱乐和文化表达方式
19. 学习阿语的电子产品和科技词汇
20. 阿语的环境保护和自然风景词汇。
比斯拉马语字母表

比斯拉马语字母表一、字母表简介比斯拉马语字母表是用于书写比斯拉马语的字母系统。
比斯拉马语是一种人造语言,旨在作为全球通用语言,其字母表基于拉丁字母,同时也借鉴了其他语言的一些元素。
二、字母表构成比斯拉马语的字母表包括26个字母和一些特殊符号。
这些字母分别是:A、B、C、D、E、F、G、H、I、J、K、L、M、N、O、P、Q、R、S、T、U、V、W、X、Y和Z。
三、元音字母比斯拉马语的元音字母包括五个:A、E、I、O和U。
这些元音字母在拼写中起着重要作用,因为它们可以独立成音节。
四、辅音字母除了元音字母外,比斯拉马语字母表还包括其他21个辅音字母。
这些辅音字母包括:B、C、D、F、G、H、J、K、L、M、N、P、Q、R、S、T、V、W、X和Y。
五、字母发音比斯拉马语的字母发音相对简单,元音字母通常发其各自的基本音,而辅音字母的发音则根据其所在的音节和上下文而定。
六、特殊符号比斯拉马语字母表还包括一些特殊符号,如重音符号和长音符号。
这些符号用于指示元音的发音方式,以确保正确的发音。
七、拼写规则比斯拉马语的拼写规则相对直观,遵循拉丁字母的常规拼写方式。
元音字母在单音节词中通常发其基本音,而在多音节词中则根据上下文进行发音。
辅音字母的发音则取决于其所在的音节和上下文。
八、词汇拼写在比斯拉马语的词汇拼写中,通常遵循以下规则:保留原始语言的拼写;尽可能使用简单和常见的拼写;使用标准化的拼写形式;避免使用不常见的缩写和术语;遵循一致的拼写风格和规则。
九、句子拼写在比斯拉马语的句子拼写中,通常遵循以下规则:标点符号的使用要一致;逗号、句号和分号等标点符号应放在空格之后;引号的使用要一致;大写字母的使用要规范;避免使用不常见的缩写和术语;遵循一致的语法规则和拼写风格。
Amada折弯机操作说明书
A m a d a折弯机操作说明书(总11页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--Amada折弯机操作说明本操作规程规定了数控折弯机的操作方法及参数设定、工艺要求、使用安全注意事项及日常维护与保养。
适用于本公司AMADA数控折弯机的操作。
2、操作方法开机操作内容:钥匙插入电源ON/OFF开关,转到ON位置动作状况:电源接通所有指示灯(LED)依序闪亮,最后只有“手动模式”的LED 亮灯。
CRT表示:初始画面为手动模式的“原点设定画面”,显示“请按复归按钮”。
操作内容:按原点复归按钮。
动作状况:全轴原点复归。
CRT表示:显示“请启动油压马达”。
操作内容:按油压马达“ON”按钮。
动作状况:机械本体的油压马达启动。
操作内容:选择“行程选择开关”为脚踏。
动作状况:行程选择前——LED闪灯;行程选择后——LED亮灯。
CRT表示:显示“请转动转轮使D轴移动到安全位置”。
操作内容:“转轮向左转动使D轴向+方向移动。
动作状况:转轮LED闪灯。
双V槽下模安装安装双V槽下模时请使用后方之V槽(操作者的相反侧)。
双V槽专用下模座安装在下部台面上,下部台面的夹板上紧。
注意:1)下模座和下模的尺寸各有不同。
2)使用几个下模座时,各个下模座间隔约5mm。
3)双V槽下模专用下模座是有方向性的,有阶差的部位请安装在后方(操作者的相反方向),因为万一模具有崩裂现象也较安全。
固定下模座的螺栓放松。
使用的V槽朝后,将下模由下模座的上部前方滑进插入。
此时大略调整使用的V槽中心线。
固定下模的螺栓不要完全上紧,待上模装好,模具压力中心调整后再上紧。
上模的安装将上模沿V槽滑进插入至需要的位置。
中间板上的夹板螺栓轻轻上紧。
模具压力中心调整操作内容:踩踏“上升脚踏开关”动作状况:下部台面上升到上限位置停止。
CRT表示:显示“请转动转轮,使它对正原点设定压力”。
操作内容:转轮向右转动。
动作状况:加压到规定的压力值为止。
零基础系统学习阿姆哈拉语-字母篇
-----------------------冷门小语种吧----------------------------21 种冷门小语种系统教学+知识传播+互动+外教(母语为这些语言)
ቾ [čo] 发音请参考 čo ነ [nä] 发音请参考 nä ኑ [nu] 发音请参考 nu ኒ [ni] 发音请参考 ni ና [na] 发音请参考 na ኔ [ne] 发音请参考 ne ን [nə] 发音请参考 nə ኖ [no] 发音请参考 no ኘ [ñä] 发音请参考 ñä ኙ [ñu]
-----------------------冷门小语种吧----------------------------21 种冷门小语种系统教学+知识传播+互动+外教(母语为这些语言)
发音请参考 hu ሂ [hi] 发音请参考 hi ሒ [hi] 发音请参考 hi ኂ [hi] 发音请参考 hi ሄ [he] 发音请参考 he ሔ [he] 发音请参考 he ኄ [he] 发音请参考 he ህ [hə] 发音请参考 hə ሕ [hə] 发音请参考 hə ኅ [hə] 发音请参考 hə
-----------------------冷门小语种吧----------------------------21 种冷门小语种系统教学+知识传播+互动+外教(母语为这些语言)
ቢ [bi] 发音请参考 bi ባ [ba] 发音请参考 ba ቤ [be] 发音请参考 be ብ [bə] 发音请参考 bə ቦ [bo] 发音请参考 bo ተ [tä] 发音请参考 tä ቱ [tu] 发音请参考 tu ቲ [ti] 发音请参考 ti ታ [ta] 发音请参考 ta ቴ [te]
各语言介绍
大英袖珍百科中文版)马拉雅拉姆语[Malayalam Language]语言与传播属达罗毗荼诸语言,使用人口逾3,400万,主要分布在印度喀拉拉邦。
马拉雅拉姆语和泰米尔语关系密切,这两支语言估计约于10世纪时才各自独立出去。
马拉雅拉姆语最早的文学作品产生于13世纪。
如同其他主要的达罗毗荼诸语言,该语中有很多反映不同种姓和宗教的地域方言、社会方言,并有明显不同的正式和非正式用法。
一般认为使用马拉雅拉姆语的人,其读写能力高于使用其他印度语言的人。
阿尔巴尼亚语[Albanian language]语言与传播一种印欧语系语言(参阅印欧诸语言[Indo-European languages])。
操该种语言的大约有500万~600万人,主要居住在阿尔巴尼亚、塞尔维亚的科索沃、马其顿西部等地区,另有人散居在意大利南部、西西里岛以及希腊南部的一些村庄。
阿尔巴尼亚语有两种主要方言:通行于北部(包括科索沃和马其顿)的盖格方言,和通行于南部的托斯克方言。
阿尔巴尼亚语言为惟一现存的印欧语系分支,其古罗马巴尔干语的根据已不可考。
最早文献可溯至公元15世纪。
确定阿尔巴尼亚语为印欧诸语言的独立语族。
其语法范畴跟其他欧洲语言很相似。
阿尔巴尼亚语于1909年采用拉丁字母。
其核心词汇是本土的,但在历史演进过程中有许多借词来自希腊语、拉丁语、巴尔干罗马尼亚语(参阅罗马尼亚语[Romanian])、斯拉夫诸语言(Slavic languages)和土耳其语(Turkish language)。
阿非利堪斯语[Afrikaans language]语言与传播南非共和国语言,由欧洲殖民者后裔、操科伊桑语土著,以及荷兰好望角殖民地的非洲和亚洲奴隶根据17世纪的荷兰语发展而来。
在发音上,语法简化和词汇方面和标准的荷兰语相异。
非洲南部以此语言为第一语言者众多,约有600万人,包括阿非利堪人和不同种族混居的民族均有使用。
其余数百万人将阿非利堪斯语当作第2或第3语言使用,在纳米比亚还有约15万人使用。
阿拉伯语的语法基本概述
阿拉伯语的语法基本概述阿拉伯语的语法基本概述导语:阿拉伯语是阿拉伯民族的母语,每天在世界任何一个角落都能听到用阿拉伯语诵读大赞辞“真主安拉至大”的同一声音。
下面YJBYS店铺讲解阿拉伯语的语法基本概述,欢迎参考!有一种流行的说法:阿拉伯人善用舌,希腊人善用脑、中国人善用手。
阿拉伯人是极富于用口头表达思想感情的,大家熟悉的阿拉伯文学巨著《一千零一夜》就是最好的说明。
它最初是口头文学,后经许多民间艺人、文人学士几百年的收集、提炼加工而成。
整个故事的形式就是用阿拉伯口语表达的:山德鲁兹的聪明、辛巴达的勇敢、阿拉丁的智慧,加上阿拉伯人的性格豪放及肢体语言相结合,使阿拉伯语富有很强的表达感染力,至今阿拉伯语还有“夜聊”(ةرهس)的这一专用词。
学习阿拉伯语的人都知道,有一本大型阿语词典就被称为《阿拉伯人之舌》。
阿语没有元音字母,元音是通过给辅音字母标符号称为“动符”的方法体现。
顾名思义,阿语是一种充满活力,富有动感的`语言。
学习时抓住这一特点,不断进行大量口腔运动。
阿拉伯语辅音音位唇音齿间音舌尖音咽化舌尖音舌面音舌根音小舌音咽音喉音塞音清 t t k q ʔ塞音浊 b d d dʒ¹擦音清 f θ s s ̴ʃħ h擦音浊ð z ð̴ɣʕ鼻音 m n边音 l颤音 r半元音 w j[l]在神的名字中(/ʔallaːh/)读作[l̴]阿拉伯文字是一种音位文字,4世纪由闪语族西支的音节文字发展而来,自右而左横写。
共有28个辅音字母,除其中有3个可兼起元音作用外,无专作元音用的字母,可在字母上方、下方加符号表示,但这些符号通常是省略,只在初级启蒙书中和《古兰经》版本中出现。
阿语28个字母发音部位,很有动感,声音响亮。
语音的特点是:(1)喉音、顶音和咝字音多。
(2)有长音和短音的区别。
(3)有叠音。
(4)冠غ,另外有带“哨”音和ع词的不同读法。
特别是六个喉音字母احخص等,另有“舌颤音”或称“舌弹音”ر,“嘶”音的字母,如:س发音时由于舌头在口腔多次快速弹动,将音发出,形成欢快悦耳的节奏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5
K:冲孔个数(不包括路径原点) 注:d 值 θ 值输入如下: d 200mm 200.00 θ 45°30′ 45.5 θ 45° 45.00
最终冲裁点 最终冲孔
路径原点
初始冲孔
G72 X300. Y200. G28 I25. J30. K6 T217 X 300 Y 200 G72 则 “T217” X300.Y200. I25 变为 I-25,则 G29 圆 G29 I J Ir G72 “r” J±θ1 为 值 转 180°(210°)
d1 d2 TOOO TOOO
别为间
n1
n2
±d
— X
值 — 负值
J: 间 K Y
±d
+Y Y
— 值 — 负值
7
?10 路径原点 (350,410)
T217
最终冲裁点
最终冲裁点
G72 X 350, Y 410 G36 I 50. P3 J-20. K5 G72 , “T217” G66 G66 G72 It
K: P:
冲裁圆弧角度± θ2 使用冲模直径φ
当φ为正值时,冲裁的是外侧 当φ为负值时,冲裁的是内侧 Q: 冲裁间距 d (必须为正值) 加工板厚<d D: 加工板厚 t
11
路径终点 最终冲裁点
初始冲裁原点
φ30 T342
路径原点 (600,530)
G72 X600. Y530. G78 I300. J25. K110. P-30. Q6. D4.5 T342 当 G72 被省略,T342 上提一行, X 600, Y530 处被冲孔 当 P=0 时,蚕食加工轨迹即圆心连线到路径原点距离为 r .
Q:
最终冲裁点 路径终点
φ25 初始冲裁点 路径原点 (300,120)
T342
12
G72 X300. Y120. G69 I180. J30. P25. Q6. D4.5 T342 若省略 G72,则“T342 ”上提一行,接于“X300.Y200.”之后,并且在路径原点冲孔. 当“P”=0,则冲裁路径中心线变成路径原点与路径终点的连线. 当加工板厚超过 4mm 时,须使用 G28 或 G79 命令.
矩形孔 矩形孔
X 长度 ± e1 Y 长度 ± e2
+X X +X X 值)
---- 值 ----负值 ---- 值 ----负值
P: 仅
宽
W (仅为
:
路径原点 (560,370)
初始冲裁点
最终冲裁点
G 72 X 560, Y 370 G 67 I–560. J–370. P 20. T315 若省略 G72 , 则 “T315 ”上提一行,接于 X560, Y370 后,并且在起始原点处冲孔. 使用 M00 或 M01 ,可在使用 G67 后,将废料取出
半径 “ r ” 正值. 起始角度 ± θ1 蚕食冲裁角度 ± θ2
逆时针----正值 顺时针----负值 逆时针----正值 顺时针----负值
冲模直径 ±φ +φ值:冲圆弧外边 -φ值:冲圆弧内边 Q: 连续冲裁,间距只可用正值. (最大值不能超过 8mm) 注: 最大蚕食冲裁板厚为 3.2mm.
J30. P15. K6 Y120 须 “T217” 变为顺时针
T217 处
J±θ
为
K±n
r 为
TOOO
为圆
± θ 角开始,在 360°圆周上等分
冲裁 n I:
J:
动 圆
开
“r” — 正值 逆时针—正值 顺时针—负值 逆时针—正值 顺时针—负值
6-?10 初始冲裁点
K:
冲孔个数
最终冲裁点 路径原点 (300,250)
数控转塔式冲床程序
G-CODE(G 代码)
说 明
天田国际贸易(深圳)有限公司 钣金CE部
作成: 易理群
1
NC
G M T N O
G-CODE
每 M
的基本功能代码
G 码 码 预备 码
NC
G-CODE
基本命令
开 围 围
G92 X ______ Y______ G92-----X ------X Y ------Y
4 3 2
2
G91
X_____Y______ 对 标 对 G90 标 标 输 G91 时 该 标 G91, 复 G90 绝对 标 X, Y 标 输 “G 90” 1 G 90 X100. Y100. 绝对 标 (2) G91 X200. Y0 . ( 对 标) (3) X0 . Y100. ( 对 标) (4) X100. Y100. ( 对 标) (5) G 90 X500. Y400. 绝对 标
角度 θ
逆时针方向—正值 顺时针方向—负值
P:
冲头直径±φ 当φ值为正值时,蚕食路径在直线左侧 当φ值为负值时,蚕食路径在直线右侧
10
Q: 蚕食间距 注: 蚕食加工的最在加工板厚为 3.2mm.
最终冲裁点 路径终点
φ25 初始冲裁点 路径原点 (300,120)
T342
G72 X300. Y120. G69 I180. J30. P25. Q6. T342 若省略 G72,则“T342 ”上提一行,接于“X300.Y200.”之后,并且在路径原点冲孔. 当“P”=0,则冲裁路径中心线变成路径原点与路径终点的连线. 当加工板厚超过 4mm 时,须使用 G28 或 G79 命令. ★ G78 圆弧冲孔
P±φ Qd Dt TOOO 以当前点或 G72 指定点为中心,用直径为φ的冲模从 θ2 角开始,以 d 为冲裁间距冲裁一 段半径为 r,角度为 θ1 的圆弧.
G78 Ir I: J:
J ± θ1
k ± θ2
加工半径 r (必须为正值) 开始冲裁角± θ1 逆时针方向—正值 顺时针方向—负值 逆时针方向—正值 顺时针方向—负值
当加工板厚大于 4.0mm 时, 必须使用 G29(ARC)或 G78 命令. 如果蚕食冲裁完后留有废料,最好将起始点定为 90° 或 45°,并且输入 M00 或 M01 停止. ★ G69 直线蚕食冲裁
G69 Ie J ±θ P±φ Qd TOOO 以当前点或 G72 指定点为路径原点,用直径为φ的圆形冲模以间距 d 冲裁长为 e 角度为 θ 的路径。 I: 冲裁长度 e (初始冲裁点与最终冲裁点的连线距离) J:
对
X, Y 值
5 4 3 2
X_____ Y______ 动 X___Y___ 标 NO PUNCHING G70 动 应 X___Y___值 G90 X100. Y100. T228 ( ) G70 G91 X200. ( ) G 90 X300. Y300. ( ) G27 X_____ 动换 长 过 围 动换 过 换 过 G27 X500 (1) 压 压 (2) 夹 开 3 夹 对 2.4mm
T217
G72 X350, Y410 G37 I50. P3. J-20. K5 X350, Y410 , 处 .
T217
J±θ
标 为 ,
P ±W1
为 W1
Q±W2 D±d W2
执
TOOOO 长 t 2d ,
为± θ 的冲裁.
I: 冲裁长度 J: θ P: 模具长度±W1 Q: 宽 ±W2 D: 补偿值±d d=0, D±d W1 W2 为 W1 W2
逆时针: ( J (
正值 ) J
)
须 , Q±W2 :
.
8
路径终点 最终冲裁点
当"P"为负值时
0. 15
初始冲裁点
路径原点 (350,210)
G72 X350. Y210. G66 I120. J45. P100. Q5. D0.15 T237 若省略 G72, T361 上提一行接于 X350 ,Y210 后,在坐标值处加工一孔. I 值至少应大于 1.5 倍 P 若 D0.5 变为 D-0.15,那么, I 值则会短 2X0.15=0.3mm ★ G67 正方形冲裁 G67 I± e1 J± e2 Pw TOOO 以当前点或 G72 指定点为起始点,用 W 宽的正方形模具冲裁一个 X 长度为 e1,Y 长度为 e2 的矩形孔. I: J:
G72 G26 G72, G36 G37 X 优 Y 优
X 300. Y 250. I80. J60. K6 T217 “T217”应 X 300 , Y 250 阵 阵 I ±d1 I ±d1 X 开 Y 开 +X 为 Pn1 Pn1 X, Y J ±d2 Kn2 J ±d2 Kn2
G72 G 36 G 37 G36 G37 I: 间 P X
M00 M00 G04 复运转
G 92
X___ Y___ Y42. Y42. Y42. M00(
)
4
M 01 T 该 代码。 例:
选择 M00, 调 码 选择 G 92 G 90 G 91 G 90
“OPT STOP ”键为“ON(开启)” 态时 录在机床转塔中的模具,如果同样的模具连续使用,不用重复输入 T
路径终点 最终冲裁点
初始冲裁原点
φ30 T342
路径原点 (600,530)
G72 X 600 Y 530 G68 I 300 J30 K 110 P –30. Q 6 T 342 当 G72 被省略,T342 上提一行, X 600, Y530 处被冲孔 当 P=0 时,蚕食加工轨迹即圆心连线到路径原点距离为 r .
★ G79
直线冲孔
G79 Ie J ±θ P±φ Qd Dt TOOO 以当前点或 G72 指定点为路径原点,用直径为φ的冲模按间距 d 冲裁一长度为 e, 角度为 θ 的直
线路径.
I: J:
冲裁长度 e (初始冲裁点与最终冲裁点的连线距离) 角度 θ