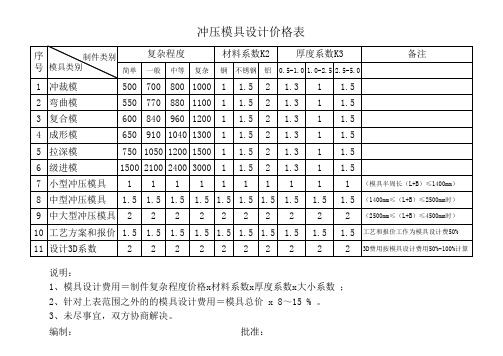
冲压模具造价表
冲压模具成本分析表(模板)

备 料/hr
钻床加工/hr
磨床加工/hr
精密加工
¥19,152.5 50 12 600
外导向 模具 元件
单 价/个 数 量 金 额
5%材料损耗、人工浪费以及其他费用支出
核 准:
审 核:
制 表:
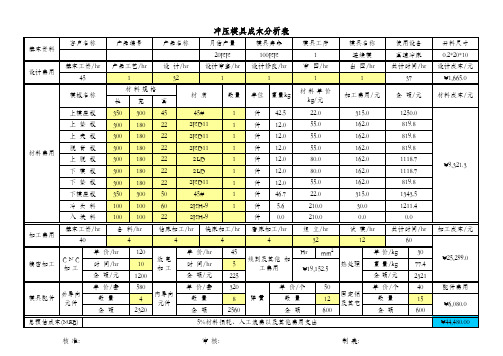
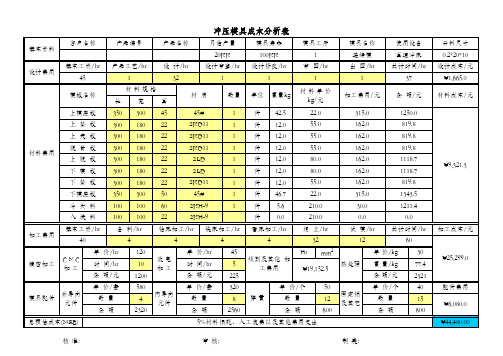
开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
¥9,321.3
加工成本/元
¥25,299.0
配件费用 ¥6,080.0 ¥44,480.00
冲压模具成本分析表
基本资料 设计费用 客户名称 基本工资/hr 45 模板名称 上模座板 上 垫 板 上 夹 板 材料费用 脱 背 板 上 脱 板 下 模 板 下 垫 板 下模座板 冲 头 料 入 块 料 加工费用 基本工资/hr 40 CNC 加工 单 价/hr 时 间/hr 金 额/元 单 价/套 数 量 金 额 长 350 300 300 300 300 300 300 350 100 100 4 120 10 1200 580 4 2320 放电 加工 产品编号 产品工艺/hr 1 材料规格 宽 300 180 180 180 180 180 180 300 100 100 高 45 22 22 22 22 22 22 50 60 22 4 单 价/hr 时 间/hr 金 额/元 单 价/套 数 量 金 额 产品名称 设 计/hr 32 材 质 45# SKD11 SKD11 SKD11 SLD SLD SKD11 45# SKH-9 SKH-9 铣床加工/hr 4 45 5 225 320 8 2560 弹簧 月估产量 20KK 设计审查/hr 1 数量 1 1 1 1 1 1 1 1 1 单位 件 件 件 件 件 件 件 件 件 件 4 线割及其他 加 工费用 Hr 模具寿命 100KK 设计修改/hr 1 重量kg 42.5 12.0 12.0 12.0 12.0 12.0 12.0 46.7 5.6 0.0 模具工序 1 审 图/hr 1 材料单价 kg/元 22.0 55.0 55.0 55.0 80.0 80.0 55.0 22.0 210.0 210.0 组 立/hr 32 mm2 热处理 模具名称 连续模 出 图/hr 1 加工费用/元 315.0 162.0 162.0 162.0 162.0 162.0 162.0 315.0 30.0 0.0 试 模/hr 12 单 价/kg 重 量/kg 金 额/元 固定销 及其它 单 价/个 数 量 金 额 使用设备 高速冲床 共计时间/hr 37 金 额/元 1250.0 819.8 819.8 819.8 1118.7 1118.7 819.8 1343.5 1211.4 0.0 共计时间/hr 60 30 77.4 2321 40 15 600 配件费用 ¥6,080.0 ¥44,480.00 ¥25,299.0 加工成本/元 ¥9,321.3 开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
冲压模具设计价格表
3 复合模
600 840 960 1200 1 1.5 2 1.3 1 1.5
ቤተ መጻሕፍቲ ባይዱ
4 成形模
650 910 1040 1300 1 1.5 2 1.3 1 1.5
5 拉深模
750 1050 1200 1500 1 1.5 2 1.3 1 1.5
6 级进模
1500 2100 2400 3000 1 1.5 2 1.3 1 1.5
10 工艺方案和报价 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 工艺和报价工作为模具设计费50%
11 设计3D系数
2 2 2 2222 2
2
2 3D费用按模具设计费用50%-100%计算
说明:
1、模具设计费用=制件复杂程度价格x材料系数x厚度系数x大小系数 ;
2、针对上表范围之外的的模具设计费用=模具总价 x 8~15 % 。
冲压模具设计价格表
序
制件类别
复杂程度
材料系数K2
厚度系数K3
号 模具类别
简单 一般 中等 复杂 钢 不锈钢 铝 0.5-1.0 1.0-2.5 2.5-5.0
备注
1 冲裁模
500 700 800 1000 1 1.5 2 1.3 1 1.5
2 弯曲模
550 770 880 1100 1 1.5 2 1.3 1 1.5
3、未尽事宜,双方协商解决。
编制:
批准:
7 小型冲压模具 1 1 1 1 1 1 1 1
1
1 (模具半周长(L+B)≤1400mm)
8 中型冲压模具 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 (1400mm≤(L+B)≤2500mm时)
冲压模具成本分析表
加工成本/元 ¥25,299.0 配件费用 ¥6,080.0 ¥44,480.00
核 准:
审 核:
制 表:
300 180 22
SKD11
1
件 12.0
55.0
材料费用
上脱板
300 180 22
SLD
1
件 12.0
80.0
162.0 162.0
819.8 1118.7
下模板
300 180 22
SLD
1
件 12.0
80.0
162.0
1118.7
下垫板
300 180 22
SKD11
1
件 12.0
55.0
162.0
金 额/元 2321
单 价/套
580
单 价/套
320
单 价/个
50
单 价/个
40
模具配件
外导向 元件
数量
4
内导向 元件
数量
8 弹簧
数量
12
固定销 及其它
数量
15
金额
2320
金额
2560
金额
600
金额
600
总预估成本(MRB)
5%材料损耗、人工浪费以及其他费用支出
开料尺寸 0.2*20*10 设计成本/元 ¥1,665.0 材料成本/元
材质
数量
单位 重量kg
材料单价 kg/元
加工费用/元
金 额/元
上模座板
350 300 45
45#
1
件 42.5
22.0
315.0
1250.0
上垫板
300 180 22
冲压模具价格估算方法2(教育知识)

教书育人
1
汽车钣金件模具按照所针对市场 的不同,模具承制商按维修件 模具和主机件模具两种结构设 计,制造。两者主要的差别在 模架和结构。维修件模具结构 简单,模架强度低;主机件模 具则结构相对复杂,模架强度高。
教书育人
2
维修件模具与主机件模具
教书育人
3
两种结构的模架强度明显有差别
教书育人
15
模具价格
综合以上我们可以知道模具由估价到报价, 由报价到合同价格;由合同价格到结算价 格,才形成真正实际的模具价格
教书育人
16
目前车身钣件生产
教书育人
17
国外车身钣件制造-连续模
教书育人
18
国外热成型工艺
教书育人
19
谢谢!
教书育人
20
• 模具的报价工作是非常重要的,也是非常繁琐的计算,这个工作一般会资深的模具设 计工程师来完成。因为模具的成本和报价计算将很大程度上影响公司利润及是否能接 到订单,如果报价太高,则容易失去客户,而太低,则可能影响公司的利润。也有可 能为客户在新项目阶段,做为成本预算依据使用。
合同签定10%技术设计,验泡沫型后20%铸造) 予验收合格 40%,(提供合格样件,本厂模具
予验收合格)
终验收合格 20%,(主机厂模具终验收合格, 出件不超过50件)
质保金 10%,(半年或一年后付,或冲压 一定数量后付,扣除部分质量维修)
教书育人
11
模具的报价策略和结算方式
模具的报价与结算是模具估价后的延续和结果。从 模具的估价到模具的报价,只是第一步,而模具 的最终目的,是通过模具制造交付使用后的结算, 形成最终模具的结算价。在这个过程里,人们总 是希望,模具估价=模具价格=模具结算价。而在 实际操作中,这四个价并不完全相等,有可能出 现波动误差值。这就是以下所要讨论的问题。当 模具估价后,需要进行适当处理,整理成模具的 报价,为签定模具加工合同做依据。通过反复洽 谈商讨,最后形成双方均认可的模具价格,签订
冲压件报价表

详细的有:材料费、表面处理费、配件费和企业内部的成本系数。 系数是针对产品加工难易程度和客户质量要求来定的。
具体加工件报价:冲压一个位置:0.2 折弯一刀:1.0 钻孔攻丝:0.2 喷涂每平方:12.0 喷漆每平方:20.0
③冲压费:按吨位来计算。(0.8-1)元/60吨,1.2元/80吨
④夹具费
⑤机加工费用
⑥表面处理费用:i 氧化 0.6元/分米 ;ii 喷漆;iii 丝印;iv 喷涂;v 表面镀锌。
毛利控制在20-30%之间就可以了.
这个好像是没有统一公式的,但不同地方、不同行业、不同的客户有不同的报价。
1234567890ABCDEFGHIJKLMNabcdefghijklmn!@#$%^&&*()_+.一三五七九贰肆陆扒拾,。青玉案元夕东风夜放花千树更吹落星如雨宝马雕车香满路凤箫声动玉壶光转一夜鱼龙已结束,如果下载本文需要使用
4、 折旧费:厂房、设备等2.8元 5、 电费:2.1元 6、 制造费:2.5元 7、 运费:2.3元 8、 销售三包费:2.7元 9、 财务、管理费用:9.3元 10、 税金(按4%计算):6.93元 11、 模具待摊费(参照单排顶盖):三序模具总投资45.4万元,按2万件摊销完毕计算,每件顶盖的待摊费为22.7元,平均每公斤成品散件待摊费为1.9元。 12、以上各项费用合计:155.01元(按成品顶盖12 kg计算,平均12.92元/kg), 以上核算是建立在2004年3月23日签订技术协议时,当时市场行情基础上,最近由于材料的不断上涨(现ST16/0.9mm为6340-6350元/吨),现在每公斤产品仅材料就上涨0.5元,所以现在平均价钱至少应为13.4元/kg 以上。 费用由以下几个部分组成: 材料费=材料重量*单价 冲压费=冲床吨位*冲压次数 模具费_,_ 人工 副件费用 合理损耗 运输费 包装费 合理利润 五金件的报价,一是看你有多大的批量,二是看他的技术要求,三是看时间要求,四是材料、包装等,报价中一般包含:模具费、人工工时费、材料费、设备及固定资产折旧、大修费、管理费、包装运输费、工厂利润、税金等,
中、大型冲压模具价格的估算
制作:刘航
10
模 具 专 业
模 具 价 格 估 算
5.制件精度因素系数 K d 2 (见表 6-3)
料厚/mm
制件公差等级
≤3 >3~10 ≤3 >3~10 ≤3 >3~10
ITl0 ITll ITll ITl2 IT12 ITl3
车种 卡车
轿车
制件类别
内覆盖件 外覆盖件 骨架连接件 梁类件 内覆盖件 外覆盖件 骨架连接件 梁类件
尺寸 公差 /mm
>80~120
>120~180 >180~250 >250~315 >315~400 >400~500
>500
0.140
0.160 0.185 0.210 0.230 0.250 0.280
公差等级
IT11 0.060 0.075 0.090 0.110 0.130 0.160 0.190
1.40~2.40
0.70
O.60
根据用户所使用
<2.40
O.90
<1.40
0.80
双动拉延模
1.40~2.40
0.95
模
<2.40
1.10
具
<1.40
0.80
价
单动拉延模
1.40~2.40
O.95
格
<2.40
1.10
估
<1.40
0.65
算
修边冲孔模
1.40~2.40
0.80
O.60
设备的闭合高度
0.60
验收,则冲压件之间需要组装或焊装,此时产品设计、模具设计和模具制
造等方面的误差均会显现,进而需要检测相关冲压件,分析误差产生部位,
确定模具返修方案。这一过程需要增加调试费用,其增加幅度为有关冲压
冲压模具成本分析表模板.xls
磨床加工/hr 4
组 立/hr 32
试 模/hr 12
共计时间/hr 60
单 价/hr
120
单 价/hr
45
Hr mm2
单 价/kg
30
精密加工
CNC 加工
时 间/hr
放电 10 加 工
时 间/hr
5
线割及其他 加 工费用
¥19,152.5
热处理
重 量/kg
77.4
金 额/元 1200
金 额/元
225
材质
数量
单位 重量kg
材料单价 kg/元
加工费用/元
金 额/元
上模座板
350 300 45
45#
1
件 42.5
22.0
315.0
1250.0
上垫板
300 180 22
SKD11
1
件 12.0
55.0
162.0
819.8
上夹板
300 180 22
SKD11
1
件 12.0
55.0
162.0
819.8
脱背板
819.8
下模座板
350 300 50
45#
1
件 46.7
22.0
315.0
1343.5
冲头料
100 100 60
SKH-9
1
件 5.6
210.0
30.0
1211.4
入块料
100 100 22
SKH-9
件 0.0
210.0
0.0
0.0
基本工资/hr 加工费用
40
备 料/hr 4
钻床加工/hr 4
冲压模具成本分析表(模板)资料讲解

300 180 22
SKD11
1
件 12.0
55.0
材料费用
上脱板
300 180 22
SLD
1
件 12.0
80.0
162.0 162.0
819.8 1118.7
下模板
300 180 22
SLD
1
件 12.0
80.0
162.0
1118.7
Байду номын сангаас
下垫板
300 180 22
SKD11
1
件 12.0
55.0
162.0
材质
数量
单位 重量kg
材料单价 kg/元
加工费用/元
金 额/元
上模座板
350 300 45
45#
1
件 42.5
22.0
315.0
1250.0
上垫板
300 180 22
SKD11
1
件 12.0
55.0
162.0
819.8
上夹板
300 180 22
SKD11
1
件 12.0
55.0
162.0
819.8
脱背板
金 额/元 2321
单 价/套
580
单 价/套
320
单 价/个
50
单 价/个
40
模具配件
外导向 元件
数量
4
内导向 元件
数量
8 弹簧
数量
12
固定销 及其它
数量
15
金额
2320
金额
2560
金额
600
金额
600
冲压模具报价简介

1.材料费:进口材料一般用于凹模、凸模并且需要热处理。
热处理硬料价格为:
2.热处理费用:a. 普通热处理:一般用于材料较大、要求也较低的零件,价格也较便宜,
11元/ 公斤
b. 真空热处理:一般用于材料较小、要求也较高的零件,价格也较贵,不
易变形。
3. 线割费用:一般按面积计算:快丝价格0.0045---0.005元/ 平方毫米左右,凹模、凸
模、脱料板等常用,固定板有时也用,
慢丝价格一般为0.02元/平方毫米
计算公式:面积=周长*高度周长可以查看3d图档,一般为估计值。
4. 标准件费用:A弹簧类:颜色分为绿色、棕色:这两种颜色通常比较大力,红色其次,
黄色再次,蓝色最小。
B:导柱、导套类价格
C:螺丝类
5. 人工费用:A. 师傅类的工资一般250元/天
B. 试模费用(主要指冲床使用费)
C. 试模材料
D. 钻孔费用
E. 设计费用、管理费
6. 利润:(1+2+3+4+5)*30%或40% 即可得出利润。
冲压模具成本计算表软件xls

维修费70%
¥673.28
¥0.00 ¥0.00 ¥0.00 ¥0.00
管理费15%
电火花
¥0.00 ¥0.00
其它费用
376.2233547 752.4467094 752.4467094
601.957368
225.7340128
备注:1、所有红色部分为可修改参数,黑色部分可自动计算,不要更改
220 200 20 8.17 Cr12 ¥15.00
割冲头入子料板 160 140 32 6.40 Cr12 ¥15.00
空心板
220 200 20 8.17 45# ¥9.00
上夹 板
220 200 20 8.17 45# ¥9.00
下夹板 上模座 下模座 垫脚
220 200
320 260
320 260
具成本计算表
模板加工 工时*工资
¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
总价
¥304.90 ¥212.51 ¥212.51 ¥269.96 ¥212.51 ¥212.51 ¥166.51 ¥73.56 ¥73.56 ¥73.56 ¥336.09 ¥396.11 ¥0.00 ¥4,514.68
2、模具类型不一样,不需要之模板,请将其长、宽、高的值设为0 3、模具线割加工精度不一样,慢丝费用=总材料费X7倍,快丝=总材料费X2.5-3.5倍 4、A3刚材料价9元,45#材料价11元,CR12材料价15元,SKD11材料价22元.热处理价12元,线割10/2000
另外:模具快速估价=(6--10)X材料费
冲压件价格核价标准库

模具价格备注:
注1:模芯材料一般选用国产SKD11(Cr12MoV),光板料,单价为30.00元/公斤,含热处理费(约8.00元/公斤 注2:模板材料一般选用A3钢,光板料,单价为8.00元/公斤。 注3:线切割费为0.005~0.006元/MM2。源自7 包装 、运 输等8
9
管理 总 税 利润 价
冲压模具价格核算标准表
1 材料 型号 3 按开料尺寸计 原材料价 算材料重量 格 (含损耗) 2 4 材料单价(不含 税) 加工费 5 6 表面处 理费用
注2:钢铁行情,/广东金属网。 注3:计算开料尺寸材料重量 注4:计算开料尺寸材料价格 注5:冲压费2T~16T:0.08元,20T~35T:0.12元,40T~63T:0.15元,80T~125T:0.30元,200T~300T:0.50 注6:产品热处理费:10.00元/公斤,喷普通户外粉20元/平方,户内粉16元/平方,特殊粉另外计算. 注7:包装及运输费,依据实际而定. 注8:毛利按税前总价的8-15%计算。
模具工时估价表

98 105 110 113 107 126 135 131
126 130 138 143 134 157 169 161
185 190 199 202 194 221 235 228
278 285 298 303 291 326 344 335
369 373 388 391 380 418 418 418
①产品尺寸系数K1 产品的大小决定了模具的加工量,成型大尺寸产品的 模具型腔加工时去除的材料必然多,工时就必然多,用产 品尺寸系数K1来修正基点工时。 求出以产品外形尺寸(即模具型腔表面尺寸)与分型 面组成的产品包络体积(也可看作型腔体积),以该体积 乘以调整系数K11,再除以基准产品的包络体积,得到的 即是产品尺寸系数K1。即:
Mc1=[Ga1(1+d1)+U1]*(0.2~0.25)/(1-0.2~0.25)
式(1-12)
3.技术开发费系数d1(设计费系数)的确定 小型冲压模具设计费系数d1,依据设计难易程度、工作量 多少,分三种情况选取,其值列于表9中。
表9 技术开发费系数d1
设计分 类 审核模具图样 依冲件图设计 依冲件样品设计
落 料 模
固定卸料工 件下漏 弹压卸料工 件下漏 固定卸料工 件下顶 弹压卸料工 件下顶 凹模倒装工 件下打 平均工时
37 41 43 47 43
39
40 43 46 50 46
45 49 53 56 53
56 60 65 68 65
68 72 76 81 76
98 105 110 114 110
125 131 138 143 138
φ63
φ80
φ100
φ125
φ160
φ200
冲模报价表

板厚
板寬
上鎖板 下鎖板 上模座 下模座
母模墊板
上夾板
上脫墊板
內脫 公 母模 下折塊
入塊鋼料
母模板 鑲件料 下墊板 下夾板
下打板
上模腳 下模腳 核準
1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 3 1 4
35 40 25
260 260 200
570 570 470
30 30
200 50
470 470
20 20 35
220 180 100
600 300 300
模料 模料單價 模板重量 板料成本 費用名稱 A3 $8.00 0.00 Kg $0.00 模料費用 A3 $8.00 0.00 Kg $0.0 熱處理費用 A3 $8.00 57.70 Kg $461.6 五金配件 A3 $8.00 65.94 Kg $527.5 NC加工 A3 $8.00 0.00 Kg $0.0 電火花加工 A3 $8.00 20.72 Kg $165.8 線割費 45# $9.00 0.00 Kg $0.0 加工系數 40% D2 $35.00 4.97 Kg $174.1 備注 D2 $35.00 7.91 Kg $276.9 模座類型 D2 $35.00 15.07 Kg $527.5 線割類型 D2 $35.00 0.00 Kg $0.0 D2 $35.00 0.00 Kg $0.0 D2 $35.00 0.00 Kg $0.0 熱處理板 A3 $8.00 20.72 Kg $165.8 27.96kg A3 $8.00 0.00 Kg $0.0 A3 $8.00 25.43 Kg $203.5 A3 $8.00 0.00 Kg $0.0 A3 $8.00 32.97 Kg $263.8 TOTAL: 審核 承辦人
小型冲压模具价格估算

Z x 0 /mm
模 具 价 格 估 算
K x 21
圆形件
非圆形件 O.30
制作:刘航
12
模 具 专 业
5)自制铸铁标准底板模架的因素工时 N x 2 由于表 5-l 中所列举的各类模具的基点工时均不含模架制造工时,所以当自制铸铁标准模架时需增 加一部分相应的工时,即自制铸铁标准底板模架的因素工时 N2,其计算公式如下:
10
模 具 相对于两套同类型、同结构、同规格的冲裁模而言,它们的基点工时是完全相同的,但它们冲裁的周长 专 却不一定相等,那么它们的制造总工时 T x 也不一定相等,这时就要引入冲裁件周长因素工时 N 。表 4-l 业
x1
4)冲裁件周长因素工时 N x1
中关于各规格冲裁模的基点工时,均是以冲裁某一固定的周长为基础条件而设定的。 这里,将这一固定周长 称作周长基数。 因此,在冲裁实际周长大于周长基数时,均要予以修正。 因素工时 N x1 的计算公式见式(5-3) 所示:
制作:刘航
8
模 具 专 业
3)基点工时修正系数 K x 20
表 5-1 小型冲压模具的制造基点工时 Tx 0
模 具 类 型 模具结构 或冲件形状 63× 50(ф 63) 80× 63(ф 80) 100× 80(ф 100) 125× 100(ф 125) 凹模周界/mm 160× 125(ф 160) 200× 160(ф 200)
59
制作:刘航
9
模 具 专 业
V形 弯 曲 模 拉 延 模 矩形拉延 平均值 Tx 0 U形 平均值 Tx 0 圆形落料拉延
27 41 34 40 57 49
3l 43 37 4l 62 50
35 48 43 43 68 56
冲压模具成本分析表

(B) 加工費用
小時/公斤 单价 加工费
材料費用總計 (A) :
0
( C ) 設計費用
項目 1. 零件設計 2.2D模具設計 3.3D模具設計 0 費用 零件名稱 1.导柱 2.优立胶及弹簧 3.其它 備用零件總計 (D) :
(D) 備用零件
數量 費用 備註
設計費用總計(C) :
0
(E)試模費用
項目 试模人工运费 风险修改 其他 試模費用總計 (E) : 0 小時 成本估價 費用
冲压模具成本分析表
工装名称: 品名: 模具供應商: 日期:
模具規格
模具尺寸 气顶系統 外觀面處理 □标准冲头 □备用配件 □互換鑲件 □是 □否 配套设备 □40T 钻床 □油压机 □其他 模穴數 1
(A) 材料費用
項目 1.模架 2.凸模 3.凹模 4.其它模块 材質 45# Cr12 Cr12 45# 重量(KG) 单价 材料费 程序 C加工 2.放電加工 3.線切割加工 4.銑床加工 5.研磨加工 6.熱處理 7.鑽孔加工 8.車床加工 9.拋光 10.咬花 11.其他 0 加工費用總計 (B) :
(F)管銷費用(5%)
項目 一般管銷 運費 其他 管銷費用總計 (F) : 0 費用 0 備註
(G)利潤(10%)
0
(H)營業稅
0
模具費用總計: 0
注:工装总重量由于加工跟设计变动材料做好后会略有出入
冲压零件报价表
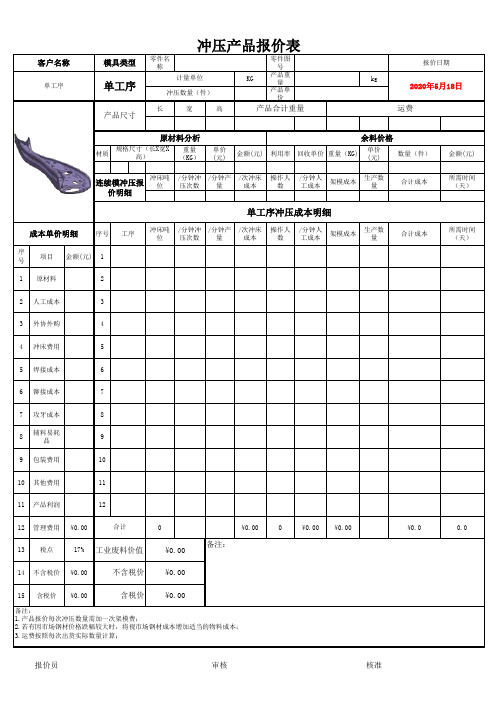
零件名称
零件图号KG
产品重量kg
产品单价
长
宽
高
材质
重量(KG)单价(元)金额(元)
利用率
回收单价重量(KG)
单价(元)
数量(件)
金额(元)
冲床吨位
/分钟冲压次数
/分钟产量
/次冲床成本操作人数/分钟人工成本
架模成本生产数量合计成本
所需时间(天)
序号冲床吨位
/分钟冲压次数
/分钟产量
/次冲床成本
操作人数
/分钟人工成本
架模成本生产数量
合计成本
所需时间(天)
序号项目金额(元)
11原材料22人工成本33外协外购44冲床费用55焊接成本66铆接成本77攻牙成本88辅料易耗
品99包装费用1010其他费用1111产品利润12
12管理费用¥0.000
¥0.00
¥0.00
¥0.00
¥0.0
0.0
13税点17%14不含税价¥0.0015
含税价
¥0.00报价员审核核准
备注:
1.产品报价每次冲压数量需加一次架模费;
2.若有因市场钢材价格跌幅较大时,将视市场钢材成本增加适当的物料成本;
3.运费按照每次出货实际数量计算;
合计
工业废料价值
¥0.00备注:
不含税价¥0.00含税价
¥0.00
成本单价明细
工序
产品尺寸
产品合计重量
运费
原材料分析
余料价格
规格尺寸(长X宽X
高)
连续模冲压报价明细
单工序冲压成本明细
单工序
单工序
计量单位2013年3月31日冲压数量(件)客户名称
模具类型
报价日期。