08注塑件签样测试表
塑料注塑模具验收标准和表格
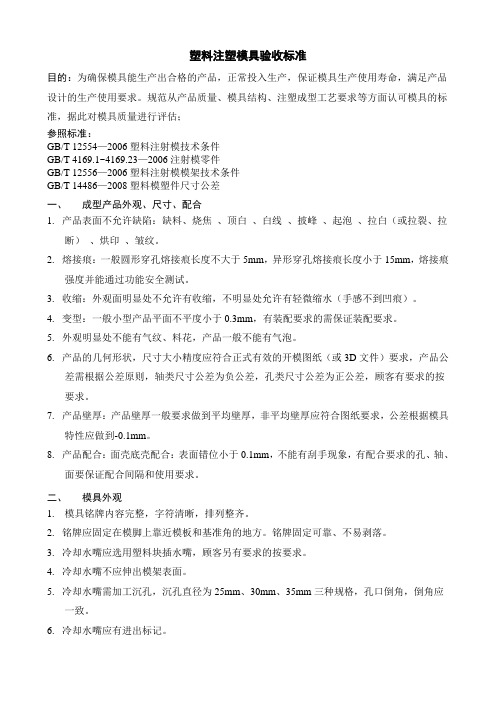
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
注塑件通用检验标准及表格

1. 装配时不能出现组装困难、胶件破裂或装配后影响功能的情 况; 2. 装配的成品做安全测试时不能有安全问题发生产。
紧配管位钉位在开合三次以上,钉子不能断裂失去功能。
螺丝柱打螺丝测试,在达到如下扭力情况下,不能出现螺丝打 不进、螺丝打滑、螺丝柱爆裂、螺丝头孔柱爆裂的情况: M2.0自攻螺丝 , 扭力≥ 2.0kgf.cm ; M2.3自攻螺丝 , 扭力≥ 2.5kgf.cm ; M2.6自攻螺丝 , 扭力≥ 3.0kgf.cm ; M3.0自攻螺丝 , 扭力≥ 4.0kgf.cm ; 紧配轴孔在打入相配铁轴时不能撑爆,另外,打入轮轴的车轮 必须能承受 90N拉力不脱开。 拆装力度 0.8 ~1.5KG,500次后仍能达 0.5KG以上
1. 不能影响装配和功能。 2. 组装后产品外露部分,对比签办,不可高出或凹陷大于 0.3mm 。 组装成品后外露部分,缺陷 5.9E不可明显可视。
组装成品后外露部分,缺陷 5.9E不可明显可视。
组装成品后外露部分,缺陷 5.9E不可明显可视。
目测、试装、量具
目测、试装、量具 试装、目测 试装、目测 试装、目测
试装、目测
试装、目测
试装、目测
扭力计
试装、目测、拉力计 试装,拉力计 试验、目测 试验、试装 试验、试装
第 2页 共3页 版本 :1
标准说明: 1. 以上标准规定的是检验要求,而缺陷分类和抽样标准由品管部制定。 2. 具体产品如无特别规定,则按通用标准执行。 3. 以上标准执行出现异议时,可向工程部寻求确认和极限签办。
喷印电镀后,注塑件上的注塑缺陷, 5.9E不可明显可视。
说明:凡是后工序需电镀或喷印注塑件,均不能使用可影响喷印电镀效果的脱模剂和清洁剂。
注塑试验设计表(DOE)

1 2 3 4 5 6 7 8 9 均值1 均值2 均值3 极差
1(55) 1(55) 1(55) 2(65) 2(65) 2(65) 3(75) 3(75) 3(75) 162 170 155 15
编制/日期:于长萍 /2010.10.28
核心小组成员:陈建、褚大鹏、罗琼、葛红霞
ห้องสมุดไป่ตู้
000034/035000/001注塑工艺参数试验设计(DOE)记录
实验结果 (评分) 4 8 3 10 10 8 4 6 8
1 2 3
1 2 3 4 5 6 7 8 9 均值1 均值2 均值3 极差
11(190-220)1(0-15) 11(190-220) 2(15-30) 11(190-220) 3(35-50) 2(230-260) 1(0-15) 2(230-260) 2(15-30) 2(230-260) 3(35-50) 3(270-300) 1(0-15) 3(270-300) 2(15-30) 3(270-300) 3(35-50) 5 9.3 6 4.3 6 8.6 6.3 2.3
编制/日期:于长萍 /2010.10.28
核心小组成员:陈建、褚大鹏、罗琼、葛红霞
由以上试验可知均值1、均值2、均值3之间的差异 只反映了A的三个水平间差异,因为这三组试验条 件除了因子A的水平差异外,因子B比A极差小一 点,因子C和因D是因找不到2列的正交试验表所 以先择4列的正交试验表,C、D两列没有因子是 控列,所以可以通过比较这三个平均值的大小看A 的水平好坏。从这三个数据可知因子4的二水平最 好,因为其指标均值最大。这种比较方法称为“综 合比较"。同一理因子B二水平最好,所以容胶温度 (230-260)和胶量射出速度(15-30)r/min为最佳.
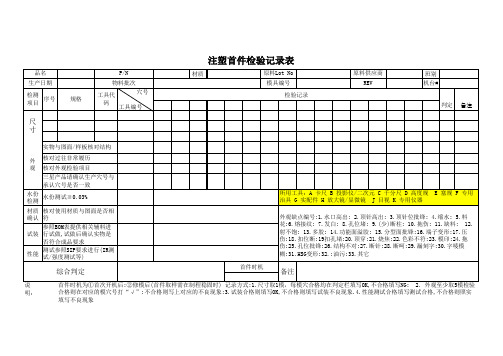
注塑首件检验记录表
说 明:
首件时机为①首次开机后;②修模后(首件取样需在制程稳固时) 记录方式:1.尺寸取1模,每模穴合格均在判定栏填写OK,不合格填写NG; 2. 外观至少取5模检验 合格则在对应的模穴号打“√”;不合格则写上对应的不良现象;3.试装合格则填写OK,不合格则填写试装不良现象.4.性能测试合格填写测试合格,不合格则照实 填写不良现象
外观缺点编号:1.水口高出; 2.顶针高出; 3.顶针位批锋; 4.缩水; 5.料 花;6.熔接纹; 7.发白; 8.孔位堵; 9.(少)断柱; 10.拖伤; 11.缺料; 12. 射不饱; 13.多胶; 14.功能面溢胶; 15.分型面批锋;16.端子变形;17.压 伤;18.扣位断;19扣孔堵;20.顶穿;21.烧焦;22.色彩不符;23.模印;24.拖 伤;25.孔位批锋;26.结构不对;27.断针;28.断呵;29.漏刻字;30.字唛模 糊;31.HSG变形;32.;油污;33.其它
品名 生产日期
检测 项目
序号
尺 寸
规格
P/N
物料批次
工具代
穴号
码 工具编号
注塑首件检验记录表
材质
原料Lot No 模具编号
检验记录
原料供应商 REV
班别 机台#
判定 备注
实物与图面/样板核对结构
外 核对过往非常履历 观 核对外观检验项目
三星产品请确认生产穴号与 承认穴号是否一致
水份 检测
水份测试≦0.03%
材质 核对使用材质与图面是否相 确认 符
参照BOM表提供相关辅料进 试装 行试做,试做后确认实物是
否符合成品要求
性能
测试参照SIP要求进行(IR测 试/强度测试等)
综合判定
注塑首件检验记录表
原部
门
材端
申 子端
请 子端
单 位
子图 号送
检 □每日首
件 □
序 号 规格(mm)
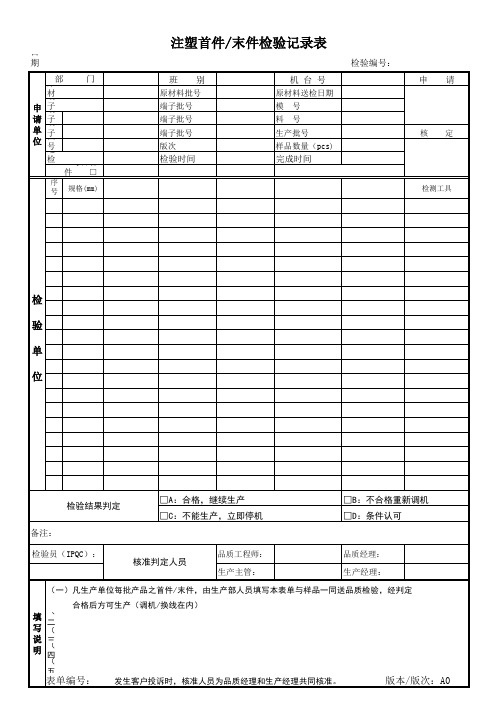
注塑首件/末件检验记录表
班别 原材料批号 端子批号 端子批号 端子批号 版次 检验时间
机台号 原材料送检日期 模号 料号 生产批号 样品数量(pcs) 完成时间
检验编号:
申请 核 定
检测工具
检 验 单 位
检验结果判定 备注:
□A:合格,继续生产 □C:不能生产,立即停机
□B:不合格重新调机 □D:条件认可
检验员(IPQC):
核准判定人员
品质工程师: 生产主管:
品质经理: 生产经理:
(一)凡生产单位每批产品之首件/末件,由生产部人员填写本表单与样品一同送品质检验,经判定
填 写
( 二 (
合格后方可生产(调机/换线在内)
说编号:
发生客户投诉时,核准人员为品质经理和生产经理共同核准。
版本/版次:A0
表单编号:
版本/版次:A0
注塑产品抽样检验记录表汇编
码
Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re Ac Re
A
2
01
B
3
01
C
5
01
D
8
01
12
E
13
01
1223
F
20
01
122334
G
32
01
12233456
H
50
01
1223345678
样
本
样
接 受 质 量 限(AQL)
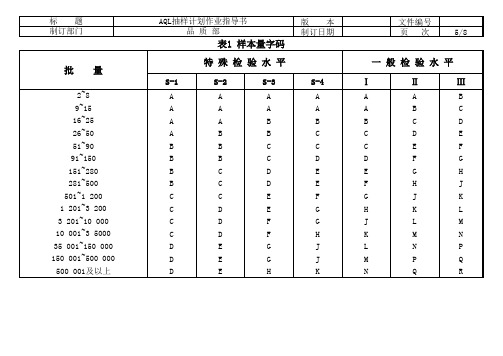
标题
AQL抽样计划作业指导书
版本
文件编号
制订部门
品质部
制订日期
页次
2/8
5.作业细则 5.1 抽检方案依据:接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2 样本的抽选:检验箱/包数规定。
5.2.1 一般物料,检查员对于来料少于5箱/包则每箱/包随机抽取相同数量的样本进行检验; 5箱/包或超过5箱/包至少开启1/4箱/包数(总
标题 制订部门
AQL抽样计划作业指导书 品质部
版本 制订日期
文件编号 页 次 6/8
表2-A 正常检验一次抽样方案(主表)
样
本
样
接 受 质 量 限(AQL)
量
本
字
量
0.010 0.015 0.025 0.040 0.065 0.10 0.15 0.25 0.40 0.65
1.0
1.5
2.5
4.0
6.5
注塑件样品签板表

资料编号 样品名称 存放部门 编制签板 B.产品对照图
零件标准样品签板封样
样品编号 材质名称
图样提供
封样日期:
图样编号 规格型号 使用部门 技术控制
工艺编号 品牌
C.注意事项及易产生的缺陷
D.说明 1.为更好的做好产品质量工作.把不良品抹杀在生产源头;提升团队检验素质, 做到生产中操作工有样对照自己检。检验员有标准对照首件和巡检检验,特制订本确定样品 2.样品的存放在各个生产车间指定区域存放所需样品。 3.流程为每生产该产品时按目录清单找样品提供给员工参照自检,到产品生产完成放回指定位置 4.由;产品目录清单/签板产品/样品箱/存放区/标签/透明保护尼龙袋组成。 5.样品由 品质部保
技术开发部:
品质部:
总经理批准:ຫໍສະໝຸດ
注塑产品外观检验标准

判定标准缺陷类别按键顶部及透明镜片A 类数量B 类数量C 类披锋不允许不允许0.1 1 0.15 夹水纹(熔接痕)不允许0.15×10 1 0.15×10 2 0.15×10混色不允许0.15×10 1 0.15×10 2 0.15×10刮花不允许不允许5×0.1 2 5×0.1缩水不允许不允许见限度 2 见限度污点/异色点缺料不允许不允许每个≤0.20不允许2每个≤0.20不允许3每个≤0.25不允许烧焦不允许不允许不允许不允许表面蚀纹错不允许不允许不允许不允许水口印不允许不允许参考样板参考样板顶白不允许不允许不允许不允许色差不允许接受条件按客户限度刮手不允许底壳大于面壳不允许面壳大于底壳,最大不得超过0.2mm以上表格中未注单位均为mm ,QI中有明确要求的按QI执行一、披锋:A. 外观上以看不出飞边,并且手摸时不刮手为准;B. 孔位及装配位置披锋,以不影响装配为准;二、缩水:第一观测面:从90℃、60℃、45℃观看无明显缩水痕,如在柱位、骨位背面之缩水,以30CM距离观看(90℃)不明显,且触摸无严重凹陷感为准。
三、黑点:A. 第一测量面:小于0.5MM,每面不超过5点,不可3点集中,分隔 5CM--10CM;B. 第二测量面:小于0.7MM,每面不超过5点,分隔5CM--10CM;C. 第三测量面:小于1.0MM,每面不超过5点,分隔5CM。
四、混色:A. 第一测量面:制品边沿,颜色与制品对比反差小,可接收1点且小于3MM,制品中间,颜色与制品反差小,可接受1点且小于1MM;B. 第二测量面:制品边沿,颜色与制品对比反差小,可接收1点且小于5MM,制品中间颜色与制品反差小,可接受1点且小于3MM;颜色与制品反差大时(参考黑点要求);C. 第三测量面:根据制品的不同位置要求相应放松,考虑是否暴露。
五、烧焦:参考混色要求,制品内部螺丝柱位烧焦不应影响装配及制品强度;六、划伤:A. 第一测量面:长度<2CM,宽<0.1MM,且不可凹陷,限2条,间隔 10CM;B. 第二测量面:长度<3CM,宽<1MM,且不可凹陷,限2条,间隔10CM;C. 第三测量面:长度<5CM,宽<1MM,且不可凹陷,限2条。
注塑产品首件检验表

组装上口
尺 组装下口
寸 规
组装左口
格 组 组装右口
装 气密性
标准值及描述
与 管 材 配 合 度
组装后不能有渗水、漏水
五金装配
与要求组装五金配件一致
内外表面
颜色
ห้องสมุดไป่ตู้
水口位(加工平整)
外 观
形变(缩水、变形)
缺胶(缺料)
脱皮、杂质、油污
边缘(披锋、毛刺)
标志
字唛
试验
跌落
班长及主管意见
与《管件外观检验标准》一致
产品字唛字母、数字完整清晰 与管件跌落执行标准一致
注塑车间管件产品首件检验表
日期 送检时间
检验值及描述
品检及主管意见
制造主管意见
1、需执行首件的产品:新开机产品;停机后开机产品;维修机台磨具及设备后开机产品;更换原料、配料、配方 品调试稳定后生产3-5PCS时送检2PCS。 2、由送检人员将需送检的产品数量及表单填写完整后交与组长执行首件检验。 3、从送检时间起半小时内完成首件检验并作实际检验记录后判定,品质人员在送检时间起1小时内完成首件检验
车间管件产品首件检验表
时分 检验值及描述
产品名称 产品规格 单项判定
检验人/时间
模具编号 生产模数 单项判定
确认人/时间
及设备后开机产品;更换原料、配料、配方、厂家后开机产品;超过24小时开机时间产品。开机产
件检验。 质人员在送检时间起1小时内完成首件检验判定。
注塑首件检验记录表
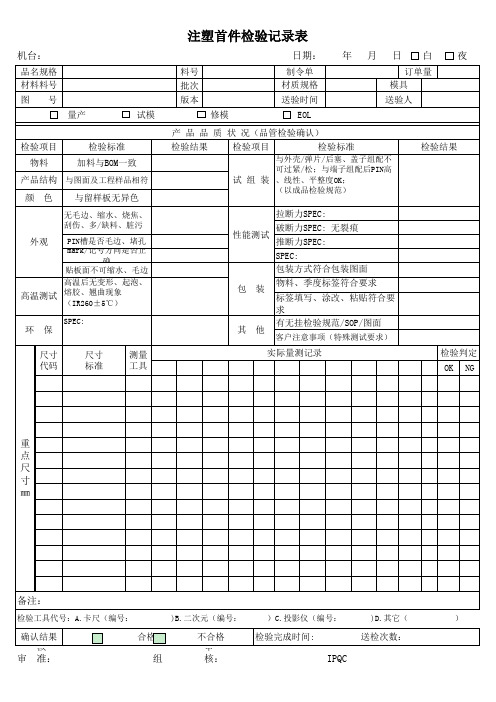
检验工具代号:A.卡尺(编号:
)B.二次元(编号:
)C.投影仪(编号:
)D.其它(
)
确认结果 核
审 准:
合格 组
不合格 审 核:
检验完成时间:
送检次数:
IPQC
机台:
品名规格 材料准 加料与BOM一致
产品结构 与图面及工程样品相符
颜 色 与留样板无异色
无毛边、缩水、烧焦、 刮伤、多/缺料、脏污
外观
PIN槽是否毛边、堵孔 mark/记号方向是否正
确 贴板面不可缩水、毛边
高温后无变形、起泡、
高温测试 熔胶、翘曲现象
(IR260±5℃)
(以成品检验规范)
检验结果
拉断力SPEC:
破断力SPEC: 无裂痕 性能测试
推断力SPEC:
SPEC: 包装方式符合包装图面
包 装 物料、季度标签符合要求 标签填写、涂改、粘贴符合要 求 有无挂检验规范/SOP/图面
其他
客户注意事项(特殊测试要求)
实际量测记录
检验判定 OK NG
重 点 尺 寸 ㎜
备注:
SPEC:
环保
尺寸 代码
尺寸 标准
测量 工具
注塑首件检验记录表
料号 批次 版本
修模
日期: 年 月 日 白 夜
制令单 材质规格
订单量 模具
送验时间
送验人
EOL
产 品 品 质 状 况(品管检验确认)
检验结果
检验项目
检验标准
与外壳/弹片/后塞、盖子组配不 可过紧/松;与端子组配后PIN高
试 组 装 、线性、平整度OK;
注塑作业准备验证表

分 类
验证项目
班次
人员是否就位(操作工、辅助工、装配工) 人 生产指令是否明确(计划数量、零件状态)
作业技能是否得到培训(或之前已培训) 设备是否已经点检并确认完好 辅助设备是否准备就位并完好 机 模具名称是否与生产指令单符合 模具是否安装到位(水、电、气连接畅通) 原料名称是否与生产指令单符合 需要干燥的材料是否提前预烘 料 嵌件、装配件是否准备 包装物资是否已准备 作业文件是否准备(作业指导书、包装规范) 工艺文件是否准备(工艺参数卡) 法 样件是否准备(首件、样件) 生产工具是否准备(含校型工装) 注塑机6S是否符合要求 工位周边6S是否符合要求 环 操作台6S是否符合要求 工位照明是否充分
注塑作业准备验证表
年 月 设备编号:
号机 (请填写生产的具体日期和班次号)
确认人
说 1、“√”表示”外面画上“○”如“ ” ,表示得到处理。
注塑首件检验记录表

2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
检验依据工程图纸标准样件制程检验标产品标准其它检验时间检查记录项目检验标准实测值判定备注尺寸外观开裂变形起皱叠料孔毛刺飞边毛刺划伤压痕缺料色差说明
注塑首件检验记录表编号:五星塑业日:首件信息产品名称
规格型号
原料
机台编号
模号
□开机首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验依据
□工程图纸□标准样件□制程检验标准□产品标准□其它
检验时间
时
分
检查记录
项目
检验标准
实测值
判定
备注
1
2
3
4
5
尺寸
外观
□少孔□开裂□变形□起皱、叠料□孔毛刺□飞边毛刺□划伤□压痕□拉痕□缺料□色差
说明:
总结
最终判定结果
□合格□不合格
是否同意量产:□是□否
检验员签名:
注意事项
1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
填写说明
注塑件通用检验标准及表格
第2页 共3页
版本:1
2.具体产品如无特别规定,则按通用标准执行。 3.以上标准执行出现异议时,可向工程部寻求确认和极限签办。
第3页 共3页
版本:1
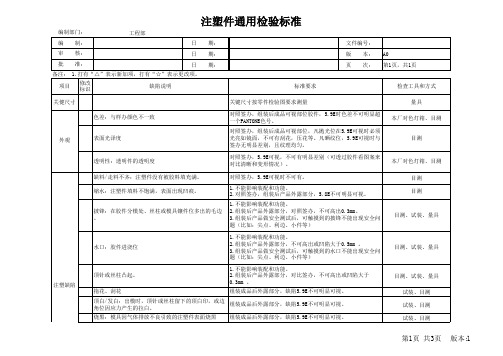
注塑件通用检验标准
编制部门: 编 审 批 制: 核: 准: 工程部 日 日 日 期: 期: 期: 文件编号: 版 页 本: 次: A0 第1页,共1页
备注: 1.打有“△”表示新加项,打有“☆”表示更改项。 修改 项目 缺陷说明 标识 关健尺寸 色差:与样办颜色不一致
标准要求 关键尺寸按零件检验图要求测量 对照签办,组装后成品可视部位胶件,5.9E时色差不可明显 超一个PANTONE色号。 对照签办,组装后成品可视部位,凡抛光位在5.9E可视时必 须光亮如镜面,不可有刮花,压花等。凡晒纹位,5.9E可视 时与签办无明显差别,且纹理均匀。 对照签办,5.9E可视,不可有明显差别(可透过胶件看图案 来对比清晰和变形情况)。 对照签办,5.9E可视时不可有。 1.不能影响装配和功能。 2.对照签办,组装后产品外露部分,5.8E不可明显可视。 1.不能影响装配和功能。 2.组装后产品外露部分,对照签办,不可高出0.3mm。 3.组装后产品做安全测试后,可触摸到的披锋不能出现安全 问题(比如:尖点、利边、小件等) 1.不能影响装配和功能。 2.组装后产品外露部分,不可高出或凹陷大于0.5mm 。 3.组装后产品做安全测试后,可触摸到的水口不能出现安全 问题(比如:尖点、利边、小件等) 1.不能影响装配和功能。 2.组装后产品外露部分,对比签办,不可高出或凹陷大于 0.3mm 。 组装成品后外露部分,缺陷5.9E不可明显可视。
目测、试装、量具 试装、目测 试装、目测 试装、目测 试装、目测
顶白/发白:出模时,顶针或丝柱留下的顶白印,或边 组装成品后外露部分,缺陷5.9E不可明显可视。 角位因应力产生的拉白。 烧黑:模具因气体排放不良引致的注塑件表面烧黑 水纹、气纹:因原料未烘干或模具排气不好导致的 组装成品后外露部分,缺陷5.9E不可明显可视。 组装成品后外露部分,缺陷5.9E不可明显可视。
注塑成型首件检验记录表格格式

10
5
10
5
10
综合判定
检验员
检验时间
注:1、首检的抽检数每型腔5-10只,仅作一次记录。 2、合格打 “√” ,不合格填写实测值。
5
10
5
10
5
10
5
10
型腔5检验结果
型腔6检验结果
型腔7检验结果
型腔8检验结果
1
6
1
6
1
6
1
6
2
7
2
7
2
7
2
7
3
8
3
8
3
8
3
8
4
9
4
9
4
9
4
9
5
10
5
10
5
10
5
10
型腔9检验结果
型腔10检验结果
型腔11检验结果
型腔12检验结果
1
6
1
6
1
6
1
6
2
7
2
7
2
7
2
7
3
8
3
8
3
8
3
8
4
9
4
9
4
9
4
9
5
10
注塑成型首件检验记录表格格式
注塑成型首件检验记录
生产车间
产品名称
规格型号
合同号
生产材料
抽检数
生产日期
检
验
项
目
外观检验标准
检验结果
外观综合判定
主要尺寸
检
验
结
果
型腔1检验结果
注塑件首件检验记录表

4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
注塑首件检验记录表
编号:001 版本:A/0
零件号
首件 信息 □开机首检
□生产参数变更
Hale Waihona Puke 产品名称□修模首件 □转产首件 □材料变更 □其他:
项目
检验标准
1
2
原料
机台编号
生产日期
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 检验时间
它
时 分
实测值
3
4
5
判定
备注
检查 尺寸 记录
外观
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □飞边毛刺 □划伤 □压痕 □拉痕 □缺料 □色差
总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
注塑首件检验记录表
总结
最终判定结果
□合格□不合格
是否同意量产:□是□否
检验员签名:
注意事项
1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
填写说明
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
注塑首件检验记录表ຫໍສະໝຸດ 编号:五星塑业日期:
首件信息
产品名称
规格型号
原料
机台编号
模号
□开机首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验依据
□工程图纸□标准样件□制程检验标准□产品标准□其它
检验时间
时
分
检查记录
项目
检验标准
实测值
判定
备注
1
2
3
4
5
尺寸
外观
□少孔□开裂□变形□起皱、叠料□孔毛刺□飞边毛刺□划伤□压痕□拉痕□缺料□色差
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。