注塑首件检验记录表
合集下载
注塑部塑胶件首件检验记录表

填 1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经品检人员判定合格后生产; 写 说 2、品检判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 明 3、适用范围:新开机、修模后开机、材料变更后开机、成形参数变更后开机。
日 期:
产品名称 申
产品编号
请 原料
颜色
单
位
开机首件
成形参数变更
项目 检验标准 1
2
塑胶件首件检验记录表
净重
毛重
修模首件
材料变更
实测值
3
4
5
6
7
编 号: 机台编号 生产模数
申请人 8 判定
实际装配
性能测试
成形条件
合格 结果
备注:
不合格重新调整
特采
检验员 核定
注 1、尺寸至少连测两模或以上; 意 2、外观检查核对表面光洁度、颜色、吸坑等; 事 3、结构检查,实际装配性能测试至少两模; 项 4、开机时必须有成形工艺卡、操作作业指导书。
日 期:
产品名称 申
产品编号
请 原料
颜色
单
位
开机首件
成形参数变更
项目 检验标准 1
2
塑胶件首件检验记录表
净重
毛重
修模首件
材料变更
实测值
3
4
5
6
7
编 号: 机台编号 生产模数
申请人 8 判定
实际装配
性能测试
成形条件
合格 结果
备注:
不合格重新调整
特采
检验员 核定
注 1、尺寸至少连测两模或以上; 意 2、外观检查核对表面光洁度、颜色、吸坑等; 事 3、结构检查,实际装配性能测试至少两模; 项 4、开机时必须有成形工艺卡、操作作业指导书。
注塑IPQC首件确认表

确认人 确认人
品质最终判定 □量产 □拒产
12 操作方法是否依SOP内容要求操作?
13 生产排程单内容确认
环 14 生产现场温湿度/洁净度(如有要求)是否符合要求
15 首件外观是否符合“检验规范”要求?
16 首件颜色是否与样品相符?
17 首件结构是否与样品相符?
18 包装材料和方法是否正确,是否有包装规范文件?
19 与配套机壳进行实配。缝隙,段差是否符合SIP要求。 样 品 20 折弯测试:折弯120度,折3次。无脆裂。(限机壳类产品)
3 机器设备、治工具状态是否正常?
4 机器设备、治工具有无定期的点检和保养? 机
5 成型条件是否在管控范围内?
6 模具设置温度与实际温度是否相符?
7 材料是否与BOM/生产通知单相符合?
料 8 烘料温度是否依照原料特性设定?
9 加料卡是否有及时认真的填写?
10 生产现场是否悬挂有SOP?
11 是否有ECN变更,并有效执行?(如有请备注) 法
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGSS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
确 21 试喷件是否OK并悬挂在机台? 认
料
号
生产部
品质部
□PASS □ □PASS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
□PANSGS □ □PANSGS □
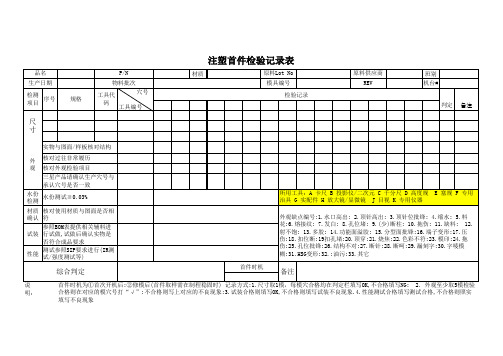
注塑首件检验记录表
备注
说 明:
首件时机为①首次开机后;②修模后(首件取样需在制程稳固时) 记录方式:1.尺寸取1模,每模穴合格均在判定栏填写OK,不合格填写NG; 2. 外观至少取5模检验 合格则在对应的模穴号打“√”;不合格则写上对应的不良现象;3.试装合格则填写OK,不合格则填写试装不良现象.4.性能测试合格填写测试合格,不合格则照实 填写不良现象
外观缺点编号:1.水口高出; 2.顶针高出; 3.顶针位批锋; 4.缩水; 5.料 花;6.熔接纹; 7.发白; 8.孔位堵; 9.(少)断柱; 10.拖伤; 11.缺料; 12. 射不饱; 13.多胶; 14.功能面溢胶; 15.分型面批锋;16.端子变形;17.压 伤;18.扣位断;19扣孔堵;20.顶穿;21.烧焦;22.色彩不符;23.模印;24.拖 伤;25.孔位批锋;26.结构不对;27.断针;28.断呵;29.漏刻字;30.字唛模 糊;31.HSG变形;32.;油污;33.其它
品名 生产日期
检测 项目
序号
尺 寸
规格
P/N
物料批次
工具代
穴号
码 工具编号
注塑首件检验记录表
材质
原料Lot No 模具编号
检验记录
原料供应商 REV
班别 机台#
判定 备注
实物与图面/样板核对结构
外 核对过往非常履历 观 核对外观检验项目
三星产品请确认生产穴号与 承认穴号是否一致
水份 检测
水份测试≦0.03%
材质 核对使用材质与图面是否相 确认 符
参照BOM表提供相关辅料进 试装 行试做,试做后确认实物是
否符合成品要求
性能
测试参照SIP要求进行(IR测 试/强度测试等)
综合判定
说 明:
首件时机为①首次开机后;②修模后(首件取样需在制程稳固时) 记录方式:1.尺寸取1模,每模穴合格均在判定栏填写OK,不合格填写NG; 2. 外观至少取5模检验 合格则在对应的模穴号打“√”;不合格则写上对应的不良现象;3.试装合格则填写OK,不合格则填写试装不良现象.4.性能测试合格填写测试合格,不合格则照实 填写不良现象
外观缺点编号:1.水口高出; 2.顶针高出; 3.顶针位批锋; 4.缩水; 5.料 花;6.熔接纹; 7.发白; 8.孔位堵; 9.(少)断柱; 10.拖伤; 11.缺料; 12. 射不饱; 13.多胶; 14.功能面溢胶; 15.分型面批锋;16.端子变形;17.压 伤;18.扣位断;19扣孔堵;20.顶穿;21.烧焦;22.色彩不符;23.模印;24.拖 伤;25.孔位批锋;26.结构不对;27.断针;28.断呵;29.漏刻字;30.字唛模 糊;31.HSG变形;32.;油污;33.其它
品名 生产日期
检测 项目
序号
尺 寸
规格
P/N
物料批次
工具代
穴号
码 工具编号
注塑首件检验记录表
材质
原料Lot No 模具编号
检验记录
原料供应商 REV
班别 机台#
判定 备注
实物与图面/样板核对结构
外 核对过往非常履历 观 核对外观检验项目
三星产品请确认生产穴号与 承认穴号是否一致
水份 检测
水份测试≦0.03%
材质 核对使用材质与图面是否相 确认 符
参照BOM表提供相关辅料进 试装 行试做,试做后确认实物是
否符合成品要求
性能
测试参照SIP要求进行(IR测 试/强度测试等)
综合判定
注塑 首检检验记录表
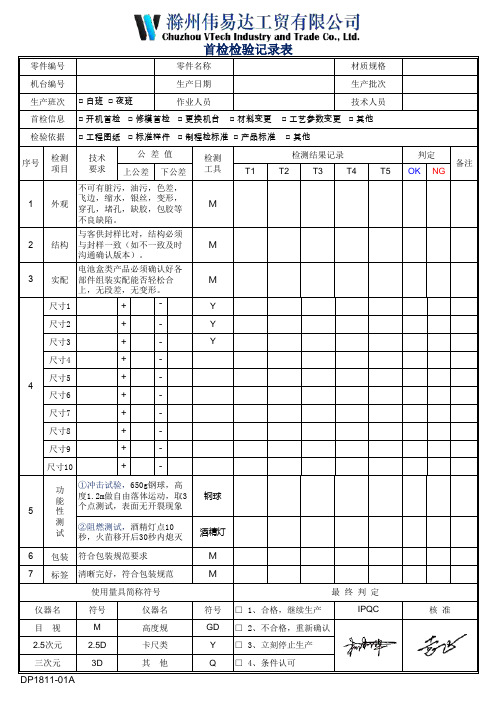
T1T2T3T4T5OK NG 1外观M 2结构M 3实配
M 尺寸1
+-Y 尺寸2
+-Y 尺寸3
+-Y 尺寸4+
-尺寸5+
-尺寸6+
-尺寸7+
-尺寸8+
-尺寸9+
-尺寸10
+-钢球酒精灯6包装
M 7标签M 符号符号
M GD
2.5D Y
3D Q □ 开机首检 □ 修模首检 □ 更换机台 □ 材料变更 □ 工艺参数变更 □ 其他与客供封样比对,结构必须
与封样一致(如不一致及时
沟通确认版本)。
检验依据
□ 工程图纸 □ 标准样件 □ 制程检标准 □ 产品标准 □ 其他首检信息
序号检测
项目DP1811-01A 目 视高度规2.5次元卡尺类三次元其 他
□ 2、不合格,重新确认□ 3、立刻停止生产□ 4、条件认可清晰完好,符合包装规范
仪器名仪器名IPQC 核 准使用量具简称符号最 终 判 定
□ 1、合格,继续生产45功
能
性
测
试
①冲击试验,650g钢球,高度1.2m做自由落体运动,取3个点测试,表面无开裂现象②阻燃测试,酒精灯点10秒,火苗移开后30秒内熄灭符合包装规范要求检测结果记录判定备注上公差下公差不可有脏污,油污,色差,飞边,缩水,银丝,变形,
穿孔,堵孔,缺胶,包胶等
不良缺陷。
电池盒类产品必须确认好各
部件组装实配能否轻松合
上,无段差,无变形。
技术要求公 差 值检测工具作业人员技术人员生产班次
□ 白班 □ 夜班首检检验记录表
零件编号
零件名称材质规格机台编号
生产日期生产批次。
注塑制程检验表

机显数:
8:00~10:00
10:00~12: 00
12:00~14:00
14:00~16: 00
16:00~18:00 18:00~20:30
出模数不准确
首件试生产 1次/天
重点尺寸1 (标准: 重点尺寸2 (标准: 重点尺寸3 (标准:
每一个模号试产1个,产品外观、尺寸是否正常。 是□
(外观要求:不可有披锋溢出、端子歪斜、变形等现象)
□让步接收
合计
江门市杰马科技有限公司
机台号:
Seemarket Technology Co., Ltd.
注塑制程检验表
日期:
IPQC:
审核:
产品名称:
材料规格:
生 1、产外批观次巡号拉:检查。 (检查频次:1次
检查组装 (检查数量 1啤)
首件检验
出模数: 入库单 号:
抽检检验记录,抽
样标准AQL Ⅱ,级
别:
数
量:
抽样
注数意量::每天产量与产品
数量误差要少于300个
检验项目 表面
检验标准
无颜色色差,哑光、顶白、黑 点 无不饱胶、缩水、变形
外观
无气泡、水纹、银纹、色纹
无油污、污物
披锋
无披锋、堵孔
其他
检验记录
不良数
判定
最终判定
□允收
□拒收
如判定拒收,请记录注塑产品的处理方式:
) ) )
否□
异常记录
判定
注意:1、注塑车间开机停机后要通知IPQC及时进行首检,检验合格后方可生产。 2、IPQC每天要检查初始生产的产品,观察是否出现少胶、粘模、披锋等不良现象。 3、检查外观合格后,即可通知生产员工,将产品放入蓝色待检筐中。
塑胶件首件检验记录表

塑胶件首件检验记录表
日 申 请 单 位 期: 产品编号 颜色 开机首件 成形参数变更 项目 检验标准 1 2 3 净重 毛重 修模首件 材料变更 实 测 值 4 5 6 机台编号 生产模数 申请人 7 8 判定 备注 编 号:
产品名称 原料
尺寸
检 验 单 位
外观
结 构
实际装配 性能测试 成形条件 结果 注 意 事 项 合格 备注: 不合格重新调整 特采 检验员 核 定
1、尺寸至少连测两模或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 3、结构检查,实际装配性能测试至少两模; 4、开机时必须有成形工艺卡、操作作业指导书。
填 1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经品检人员判定合格后生产; 写 2、品检判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 说 明 3、适用范围:新开机、修模后开机、材料变更后开机、成形参数变更后开机。
注塑首件检验记录表
日 期
原部
门
材端
申 子端
请 子端
单 位
子图 号送
检 □每日首
件 □
序 号 规格(mm)
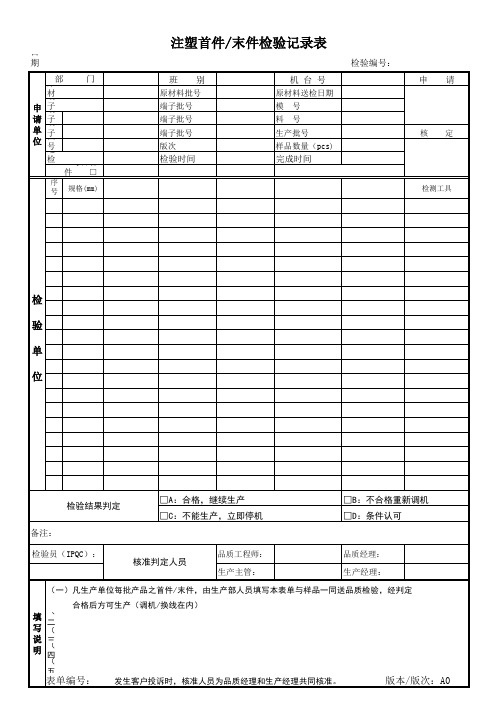
注塑首件/末件检验记录表
班别 原材料批号 端子批号 端子批号 端子批号 版次 检验时间
机台号 原材料送检日期 模号 料号 生产批号 样品数量(pcs) 完成时间
检验编号:
申请 核 定
检测工具
检 验 单 位
检验结果判定 备注:
□A:合格,继续生产 □C:不能生产,立即停机
□B:不合格重新调机 □D:条件认可
检验员(IPQC):
核准判定人员
品质工程师: 生产主管:
品质经理: 生产经理:
(一)凡生产单位每批产品之首件/末件,由生产部人员填写本表单与样品一同送品质检验,经判定
填 写
( 二 (
合格后方可生产(调机/换线在内)
说编号:
发生客户投诉时,核准人员为品质经理和生产经理共同核准。
版本/版次:A0
表单编号:
版本/版次:A0
原部
门
材端
申 子端
请 子端
单 位
子图 号送
检 □每日首
件 □
序 号 规格(mm)
注塑首件/末件检验记录表
班别 原材料批号 端子批号 端子批号 端子批号 版次 检验时间
机台号 原材料送检日期 模号 料号 生产批号 样品数量(pcs) 完成时间
检验编号:
申请 核 定
检测工具
检 验 单 位
检验结果判定 备注:
□A:合格,继续生产 □C:不能生产,立即停机
□B:不合格重新调机 □D:条件认可
检验员(IPQC):
核准判定人员
品质工程师: 生产主管:
品质经理: 生产经理:
(一)凡生产单位每批产品之首件/末件,由生产部人员填写本表单与样品一同送品质检验,经判定
填 写
( 二 (
合格后方可生产(调机/换线在内)
说编号:
发生客户投诉时,核准人员为品质经理和生产经理共同核准。
版本/版次:A0
表单编号:
版本/版次:A0
注塑首件检验记录表之欧阳引擎创编

欧阳引擎创编
2021.01.01
欧阳引擎创编
2021.01.01
明
2、检验员判定合格后从样品中随机挑选 1 个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
欧阳引擎创编
2021.01.01
1
实测值
2
3
4
5
判定
备注
检查记 录
尺寸 外观
说明:
□少孔 □开裂□变形□起皱、叠料 □孔毛刺 □飞边毛刺□划伤□压痕□拉痕□缺料□色差
总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意 事项
填写说
1、所有项目均需连续检查最少 5 件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好 5 个样件置于待检区,并通知 IPQC 检验员,检查判定合格后生产。
欧阳引擎创编
2021.01.01
欧阳引擎 (2021.01.01)
注塑首件检验记录表
编号:
五星塑业
产品名称
首件信 息
□开机首检
□修模首件
□生产参数变更 □材料变更
规格型号
□转产首件 □其他:
日期:
原料
机台编号
模号
检验依据
□工程图纸 □标准样件 □制程检验标 准 □产品标准 □其它
检验时间
时 分
项目
检验标准
注塑车间首件报表

□转色生产
写 自检
外观
结构
□颜色
□孔/合模线披锋
□与样品/板比对结构
□变形
□其它 □其它
判定结果 □OK □NG
检验类别 检验项目
检验结果
判定
原料
材质
透光度(T):□不透光 □透光 T=
/必要时填写 □OK □NG
辅助生产工艺:□冲压 □超声 □激光/镭射
□OK □NG
弯折测试:弯折30度,3次,产品无脆裂
管
脱伤
□OK □NG
部 填 写 结构
尺寸
对比样板 变形 缺胶 堵孔
可装配性 装配效果
测试项
长/mm 宽/mm
□OK □NG
□OK □NG
□OK □NG
□OK □NG
□易装配
□难装配
□装配不到位
□OK □NG
□组装良好 □组装过松 □组装过紧 □错位/缝隙 □OK □NG
NO.1
NO.2
NO.3
NO.4
□OK □NG
色差范围 △E: □0-1.0 □1.0-2.0 □2.0-3.0
□OK □NG
色差值记录 △E=
△L=
△a=
△b=
□OK □NG
光泽度 □光面
哑面: □粗纹 / □细纹
□OK □NG
披锋
□OK □NG
外观
模印 胶口
□OK □NG □OK □NG
流纹
品
缩水
□OK □NG □OK □NG
义乌市小鱼儿文化用品有限公司
注塑首件确认记录
XYE/QR/QA-011
首件时效状态 注
送检单位
□特急 送检人
注塑产品属性检验记录表

AC/RE(PCS)
抽样计划:S1 AQL=1.0
备注:
签名
表单编号:QP-17-01.2
4:00 ~6:00
6:00 ~8:00
确认
保存期限:3年
产品属性检验记录表(注塑)
版本号:A/0
检验类型:□在线检验
□返工再检
□滚动检验
□其他(说明):
日期/班次:
产品名称/型号
机台号: 产品编号
客户名称: 生产通知单号
整体外观: ①形状端正、饱满②无明显毛刺、黑点、缺料③字体图案
抽样计划: G-1 AQL=1.0
清晰、正确、完整,④无可见的螺纹残缺,⑤盖无明显翘
曲变形,⑥进胶点无明显凸起,⑦烧焦痕,⑧浇口毛刺/拉
丝,⑨无明显可见缩痕、流纹、水/锈痕⑩其他:
垫片牢固度: 盖口朝下快速反复敲击五次,垫片不松不脱
最终判定
XXXX包装有限公司
产品属性检验记录表(注塑)
版检本验号类:型A:/□0 在线检验
□返工再检
□滚动检验
□其他(说明):
日期/班次:
机台号:
客户名称:
产品名称/型号
产品编号
生产通知单号
缺陷描述
生产数量(PCS) 抽样数量(PCS)
抽样 方法
8:00 ~10:00
10:00 ~12:00
不良数(PCS)
12:00 ~2:00
2:00 ~4:00
完整性/管理/卫生:
AC/RE(PCS)
①无可见油污、污渍、异物,②1个或1个以上直径大于
0.5mm的黑点,③或者3个以上直径小于0.5mm黑点,④成
型不完整,⑤引起刮伤的破裂/变形,⑥回收标识/物料标识
注塑首件检验记录表

1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
检验依据工程图纸标准样件制程检验标产品标准其它检验时间检查记录项目检验标准实测值判定备注尺寸外观开裂变形起皱叠料孔毛刺飞边毛刺划伤压痕缺料色差说明
注塑首件检验记录表编号:五星塑业日:首件信息产品名称
规格型号
原料
机台编号
模号
□开机首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验依据
□工程图纸□标准样件□制程检验标准□产品标准□其它
检验时间
时
分
检查记录
项目
检验标准
实测值
判定
备注
1
2
3
4
5
尺寸
外观
□少孔□开裂□变形□起皱、叠料□孔毛刺□飞边毛刺□划伤□压痕□拉痕□缺料□色差
说明:
总结
最终判定结果
□合格□不合格
是否同意量产:□是□否
检验员签名:
注意事项
1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
填写说明
2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。
3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
检验依据工程图纸标准样件制程检验标产品标准其它检验时间检查记录项目检验标准实测值判定备注尺寸外观开裂变形起皱叠料孔毛刺飞边毛刺划伤压痕缺料色差说明
注塑首件检验记录表编号:五星塑业日:首件信息产品名称
规格型号
原料
机台编号
模号
□开机首检□修模首件□转产首件
□生产参数变更□材料变更□其他:
检验依据
□工程图纸□标准样件□制程检验标准□产品标准□其它
检验时间
时
分
检查记录
项目
检验标准
实测值
判定
备注
1
2
3
4
5
尺寸
外观
□少孔□开裂□变形□起皱、叠料□孔毛刺□飞边毛刺□划伤□压痕□拉痕□缺料□色差
说明:
总结
最终判定结果
□合格□不合格
是否同意量产:□是□否
检验员签名:
注意事项
1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
填写说明
注塑产品首件检验表

班组及机台 调机员 检验项目
组装上口
尺 组装下口
寸 规
组装左口
格 组 组装右口
装 气密性
标准值及描述
与 管 材 配 合 度
组装后不能有渗水、漏水
五金装配
与要求组装五金配件一致
内外表面
颜色
ห้องสมุดไป่ตู้
水口位(加工平整)
外 观
形变(缩水、变形)
缺胶(缺料)
脱皮、杂质、油污
边缘(披锋、毛刺)
标志
字唛
试验
跌落
班长及主管意见
与《管件外观检验标准》一致
产品字唛字母、数字完整清晰 与管件跌落执行标准一致
注塑车间管件产品首件检验表
日期 送检时间
检验值及描述
品检及主管意见
制造主管意见
1、需执行首件的产品:新开机产品;停机后开机产品;维修机台磨具及设备后开机产品;更换原料、配料、配方 品调试稳定后生产3-5PCS时送检2PCS。 2、由送检人员将需送检的产品数量及表单填写完整后交与组长执行首件检验。 3、从送检时间起半小时内完成首件检验并作实际检验记录后判定,品质人员在送检时间起1小时内完成首件检验
车间管件产品首件检验表
时分 检验值及描述
产品名称 产品规格 单项判定
检验人/时间
模具编号 生产模数 单项判定
确认人/时间
及设备后开机产品;更换原料、配料、配方、厂家后开机产品;超过24小时开机时间产品。开机产
件检验。 质人员在送检时间起1小时内完成首件检验判定。
组装上口
尺 组装下口
寸 规
组装左口
格 组 组装右口
装 气密性
标准值及描述
与 管 材 配 合 度
组装后不能有渗水、漏水
五金装配
与要求组装五金配件一致
内外表面
颜色
ห้องสมุดไป่ตู้
水口位(加工平整)
外 观
形变(缩水、变形)
缺胶(缺料)
脱皮、杂质、油污
边缘(披锋、毛刺)
标志
字唛
试验
跌落
班长及主管意见
与《管件外观检验标准》一致
产品字唛字母、数字完整清晰 与管件跌落执行标准一致
注塑车间管件产品首件检验表
日期 送检时间
检验值及描述
品检及主管意见
制造主管意见
1、需执行首件的产品:新开机产品;停机后开机产品;维修机台磨具及设备后开机产品;更换原料、配料、配方 品调试稳定后生产3-5PCS时送检2PCS。 2、由送检人员将需送检的产品数量及表单填写完整后交与组长执行首件检验。 3、从送检时间起半小时内完成首件检验并作实际检验记录后判定,品质人员在送检时间起1小时内完成首件检验
车间管件产品首件检验表
时分 检验值及描述
产品名称 产品规格 单项判定
检验人/时间
模具编号 生产模数 单项判定
确认人/时间
及设备后开机产品;更换原料、配料、配方、厂家后开机产品;超过24小时开机时间产品。开机产
件检验。 质人员在送检时间起1小时内完成首件检验判定。
注塑部自主检验记录表

2.容易起泡和翘曲变形之产品在开机前必做烘烤试验,正常量产后每4--6小时做1次烘烤测试;实 配每班做1次。
3.如产品外观和功能检验NG,由成型技术员通知品保一起追溯到具的体发生时段,对不良品做隔离 和标示。
4.不需要检验的项目或中途因故未生产的则在相应栏位划“○”。 5.产品尺寸检测由IPQC负责,其检验数据不列入该表单中。
16:00--18:00
18:00--20:00 20:00--22:00
组长:
成型技术员:
22:00--24:00
0:00--2:00
2:00--4:00
4:00--6:00
6:00--8:00
说明:1.成型技术员每2小时检查1次外观,检验OK则在相对应的栏位划“√”,NG则在相应栏位划“× ”,提出改善措施。
成型科长:
组长:
成型技术员:
机台编号: 品名:
检验项 目
时间段
注塑部自主检验记录表
料号: 外观检验
标准/实际穴数: / 功能检测
毛边
不饱 模
漏胶 多胶
断针
压伤 歪针 电镀 拉伤 歪PIN 不良
烘烤 实配
检测人
年月日 原料: 材料颜色:
问题描述及改善措施
8:00--10:00
ห้องสมุดไป่ตู้
10:00--12:00
12:00--14:00
14:00--16:00
3.如产品外观和功能检验NG,由成型技术员通知品保一起追溯到具的体发生时段,对不良品做隔离 和标示。
4.不需要检验的项目或中途因故未生产的则在相应栏位划“○”。 5.产品尺寸检测由IPQC负责,其检验数据不列入该表单中。
16:00--18:00
18:00--20:00 20:00--22:00
组长:
成型技术员:
22:00--24:00
0:00--2:00
2:00--4:00
4:00--6:00
6:00--8:00
说明:1.成型技术员每2小时检查1次外观,检验OK则在相对应的栏位划“√”,NG则在相应栏位划“× ”,提出改善措施。
成型科长:
组长:
成型技术员:
机台编号: 品名:
检验项 目
时间段
注塑部自主检验记录表
料号: 外观检验
标准/实际穴数: / 功能检测
毛边
不饱 模
漏胶 多胶
断针
压伤 歪针 电镀 拉伤 歪PIN 不良
烘烤 实配
检测人
年月日 原料: 材料颜色:
问题描述及改善措施
8:00--10:00
ห้องสมุดไป่ตู้
10:00--12:00
12:00--14:00
14:00--16:00
注塑首件检验记录表

外观缺陷编号:1.水口高出; 2.顶针高出; 3.顶针位批锋; 4.缩水; 5.料 花;6.熔接纹; 7.发白; 8.孔位堵; 9.(少)断柱; 10.拖伤; 11.缺料; 12. 射不饱; 13.多胶; 14.功能面溢胶; 15.分型面批锋;16.端子变形;17.压 伤;18.扣位断;19扣孔堵;20.顶穿;21.烧焦;22.颜色不符;23.模印;24.拖 伤;25.孔位批锋;26.结构不对;27.断针;28.断呵;29.漏刻字;30.字唛模 糊;31.HSG变形;32.;油污;33.其它
否符合成品要求
性能
测试参照SIP要求进行(IR测 试/强度测试等)
综合判定
注塑首件检验记录表
材质
原料Lot No
模具编号
检验记录
原料供应商 REV
班别 机台#
判定 备注
首件时机
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用 治具 G 实配件 H 放大镜/显微镜 J 目视 K 专用仪器
品名
P/N
生产日期
规格
工具代
穴号
码 工具编号
1
2
尺 寸
3
4
5
实物与图面/样板核对结构
外 核对过往异常履历 观 核对外观检验项目
三星产品请确认生产穴号与 承认穴号是否一致
水份 检测
水份测试≦0.03%
材质 核对使用材质与图面是否相 确认 符
参照BOM表提供相关辅料进 试装 行试做,试做后确认实物是
备注
说 明:
首件时机为①首次开机后;②修模后(首件取样需在制程稳定时) 记录方式:1.尺寸取1模,每模穴合格均在判定栏填写OK,不合格填写NG; 2. 外观至少取5模检验 合格则在对应的模穴号打“√”;不合格则写上对应的不良现象;3.试装合格则填写OK,不合格则填写试装不良现象.4.性能测试合格填写测试合格,不合格则如实 填写不良现象
否符合成品要求
性能
测试参照SIP要求进行(IR测 试/强度测试等)
综合判定
注塑首件检验记录表
材质
原料Lot No
模具编号
检验记录
原料供应商 REV
班别 机台#
判定 备注
首件时机
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用 治具 G 实配件 H 放大镜/显微镜 J 目视 K 专用仪器
品名
P/N
生产日期
规格
工具代
穴号
码 工具编号
1
2
尺 寸
3
4
5
实物与图面/样板核对结构
外 核对过往异常履历 观 核对外观检验项目
三星产品请确认生产穴号与 承认穴号是否一致
水份 检测
水份测试≦0.03%
材质 核对使用材质与图面是否相 确认 符
参照BOM表提供相关辅料进 试装 行试做,试做后确认实物是
备注
说 明:
首件时机为①首次开机后;②修模后(首件取样需在制程稳定时) 记录方式:1.尺寸取1模,每模穴合格均在判定栏填写OK,不合格填写NG; 2. 外观至少取5模检验 合格则在对应的模穴号打“√”;不合格则写上对应的不良现象;3.试装合格则填写OK,不合格则填写试装不良现象.4.性能测试合格填写测试合格,不合格则如实 填写不良现象
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
’.
.. 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。Fra bibliotek’.总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意 事项
填写说 明
1、所有项目均需连续检查最少 5 件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好 5 个样件置于待检区,并通知 IPQC 检验员,检查判定合格后生产。 2、检验员判定合格后从样品中随机挑选 1 个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
..
五星塑业
注塑首件检验记录表
编号: 日期:
首件 信息
产品名称
规格型号
□开机首检
□修模首件 □转产首件
□生产参数变更 □材料变更 □其他:
原料
机台编号
模号
□工程图纸 □标准样件 □制程检验标
检验依据
检验时间
准 □产品标准 □其它
时 分
项目
检验标准
1
实测值
2
3
4
判定 5
备注
检查 记录
尺寸 外观
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □飞边毛刺 □划伤 □压痕 □拉痕 □缺料 □色差 说明: