纺纱摇架牵伸罗拉压力测试的研讨
细纱牵伸及压力棒弹性上销的探讨和实践
R P V adRV tps r t gt h o g.Ihls ht h lcsi si i a av ul b eue yaot g lrer e ag 2 , 2 e dai cnl y t od a ti pae p nn C ob i s erdcdb dp n “ag o r ue n y o fn e f o t n n n g n o y i l g
能采用 7g lm定量的粗纱 。 /O
关键词: 纺纱 ; 环锭纺纱; 牵伸 ; 压力棒
中圉分类号 : S 0 . 1 T 14 3 文献标识 码:B 文章编号 : 0 12 4 (0 6 0 — 12 0 10 - 4 2 0 ) 50 1-3 0
S u y a d p a t eo p n i g d atn n t p e p i g p ft ep e s r a t d n r ci fs in n r fig a d i u p r s rn i o h r su eb r c s n
薛金 山
( 上海 申达 ( 集团 ) 限公 司 , 有 上海 2 0 3 ) 00 0
摘
பைடு நூலகம்
要: 叙述 了细纱 “ 二大二小” RP V型 、: 、2 、 R V型牵 工艺 的特点 , 认为平 面牵 伸采用 “ 二太二 小” 工艺可 明显减少 细节 , 特 别适用纺针织纱 和机织经纱 , 机织纬纱应采用 “ 二大一小” 工艺 , 口隔距应适当放大 ; 2 钳 RV工艺综合 了 RP和 V型牵 2 伸特点 , 成纱质量达到乌斯特 5%水平 ;2 RV型工艺结 合压力棒弹性上销后 , 成纱质量 远好于鸟斯 特公 报 5 %水平 , 且
“ 二大-d ” R P工艺 、 - , 、 V型牵伸工艺和 R V工艺等 ,
四罗拉紧密纺V型牵伸纺纱实践
维集聚区 , 使得纤维在平行 、 紧密的状态下实现加捻 , 是环锭 纺纱 技术 领 域 的重 要 改 革 ¨ J 。 同时 , 为 了进 一 步改善成纱质量 , V型牵伸已经被广泛采 用。本文对
紧密纺 采用 气 动 摇 架 V 型 牵伸 对 成 纱 质 量 的影 响进
无衰退且锭差小 , 可无级调节 , 集体加压卸压, 操作方
t o d i s c u s s t h e p e r f o r ma n c e s a n d p r o p e r t i e s o f t h e f o u r — r o l l e r c o mp a c t s p i n n i n g f r a me u s i n g V t y p e d r a f t a n d t o c o mp a r e i t w i t h l i n e a r — t y p e
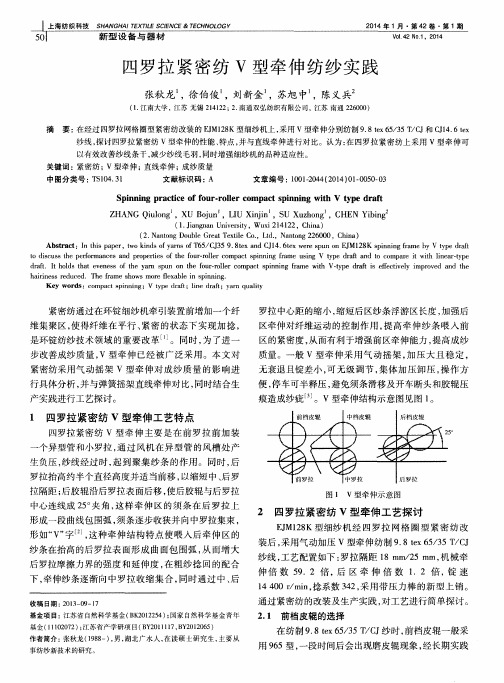
便, 停 车可半 释压 , 避免 须条 滑移 及开 车断 头和胶 辊 压 痕 造成 纱疵 。V型牵 伸结 构示 意 图见 图 1 。
四罗拉 紧密 纺 V型牵 伸 纺 纱 实 践
张秋龙 , 徐 伯俊 , 刘新金’ ,苏旭 中 ,陈义兵
( 1 . 江南大学 ,江苏 无锡 2 1 4 1 2 2; 2 . 南通双弘纺织有限公 司 , 江苏 南通 2 2 6 0 0 0 )
摘 要 : 在经 过四罗拉 网格 圈型 紧密纺改装 的 E J Ml 2 8 K型细纱机上 , 采用 V型牵 伸分 别纺 制 9 . 8 t e x 6 5 / 3 5 T / C J 和C J 1 4 . 6 t e x 纱线 , 探 讨四罗拉紧密纺 V型牵伸 的性能 、 特点 , 并与直线牵伸进 行对 比。认 为: 在 四罗 拉紧 密纺上采用 V型牵伸 可
棉纺环锭细纱机牵伸下罗拉的选用和维护
关
键
词: 环锭 细纱机 ; 牵伸 下 罗拉 ; 械 波 ; 机 安装 ; 洗 ; 清 粗糙 度 ; 量 质
纺 Ac Te tl 器 e s i x _ 织 c 材 es e s or
V I3 N . o.7 O 3
M ay 2 0 01
● 生 产 实 践
棉 纺 环 锭 细纱 机 牵伸 下 罗拉 的选 用 和 维 护
张 贵
( 纬 纺机 山 西经 纬 纺 机 专 件 有 限 公 司 , 经 山西 晋 中 000) 3 6 1
也要求 控制在 一定 的范 围 内 。所 , 罗拉 制 造 企业
必 须不断研 发 、 制造 高精度产 品 , 以满足 飞速发 展 的 市 场需求 。
l 罗拉 机 械 波 产 生 的 原 因 及 消 除 方 法
1 1 罗 拉 机 械 波 现 象 产 生 的 原 因 ( 表 1 . 见 ) 1 2 消 除 方 法 .
第3 7卷
第 3期
纺 织 器 材
21 0 0年 5月
T x _ c s res e tl Ac es o i e
罗拉 , 纺纱 条 干 , 、 节 , 结 , 粗 细 棉 锭差 均显 著 改善 。
超 高精 无机 械波 罗拉 。
1 2 3 应合 理安装 、 整 、 .. 调 清洗 罗拉 。 1 2 4 应合 理选用 罗拉 轴承 。 ..
1 2 1 罗 拉制造 的核 心是 如 何 更好 地 改 善齿 部 与 ..
应用新型牵伸器材改善纺纱质量的实践
应用新型牵伸器材改善纺纱质量的实践
牵伸器是纺织加工的一部分,一般它的主要任务是改善纱线在凝聚态和横向伸张方面的质量和纱线质量。
随着面料生产质量的提高,延伸性和纺纱质量也受到了越来越大的关注。
如何提高牵伸器材料的性能和纺纱质量,以制做出优质的面料,已成为行业问题。
因此,延伸性和纱线的性能的改善,已成为纺织加工中的一个研究热点。
最近,我们应用新型牵伸器材改善了纺纱质量。
新牵伸器材具有自然弹性、高精度、少把纱经过拉伸,有助于减少纱线损耗,增加显微结构光泽、均匀度等质量指标,对改善纱缕结构有很大帮助,用以制作优质面料有重要意义。
本实践中,我们使用了新型牵伸器,而不是传统的滚筒。
通过对针织半成品的拉伸,研究了新牵伸器的影响,发现长度的改变较小,形状的改变也很小,这说明新牵伸器能有效减少纱线损耗。
此外,通过改变导线的张力大小,我们还发现新牵伸器可以有效控制纱线的变形、抗拉性能和光泽度,从而改善纱线的质量和纺纱质量。
实践表明,新牵伸器材可以有效改善纱线和纺纱质量。
它能减少纱线损耗,优化纱缕结构,使纱线能够达到优质的纺织品要求,对改善面料质量具有重要价值。
此外,新牵伸器还具有自然弹性和高精度,能有效控制纱线的变形,减少张力,从而改善纱精度。
总之,应用新型的牵伸器材可以有效提高纱线和纺纱质量,从而制作出优质的面料。
它的优越性能有利于更高效和更低损耗的纺织加工,对改善纺纱质量具有重要意义。
减小细纱机罗拉隔距,提高纺纱质量水平

YANG a —a LIQi— in Z Xio y n, u xa g, HANG —h n Des a
( rh s otn Mi .2Gr u ro ain, a y n 2 0 C ia No twetC t l No o pC p rt Xin a g71 0 0, hn ) o l o o Ab t a t: mp e e sv n l ssi d o t e e fc fr w a e il t mp. h m iiy, p r to n q i me t s r c Co r h n ie a ay i sma e t h fe to a m t ra , e 一 u dt o eaina de up n c n to I e a e n g me t i e u r d f r ls ee t a gh s i i g q a iy r ga d n a ma e il o dii n. ntgr t d ma a e n s r q ie o e s d f c nd hi p nn n u lt e r i g r w tra , e ui q pme o dii p o e s op r to k l,e ntc n ton, r c s , e a i n s il t mp. h 一 umi iy a uc dt nd s h. Ke o d y W r s:r t r s i ni g; p r di pi i g d fc ; q i me t p o e s;pi n ng q l y o o p n n s o a cs nn n e e t e u p n ; r c s s n i uai t
表 1 纺 C l . e 试 验 结果成 纱条 干水 平 4 5txW
Ca s fa d Cau i n ag n tSpo a c Spinig De ec n Ro or u e o n to ais r di n n f t i t Spinig Pr u to n n od c i n
浅谈棉纺机械牵伸加压的几种新方式

浅 谈 棉 纺 机 械 牵伸 加压 的 几 种新 方式
段 玲梅 ( 纬纺 织机械 股份 公 司 山西 榆次 0 0 0 经 3 6 6)
[ 要】 绍 了几种 加压 方 式 , 摘 介 分析 了各 自的特 点 , 出 提 要根 据 实际情 况来采 用合理 的 结构 。 【 关键 词】 压 , 加 罗拉 , 皮辊 [ 图分类 号] S 0 . 中 T l31
图1
值, 皮辊所受 的加压 力也是 中问值 。 当改 变六角块
的位置 时 , 弹簧 的压缩 量会 随之 改变 ,皮 辊所 受
1 皮辊 2 纤维 3 棉 罗拉
为 了实 现加 压 的 目的 , 我们 采用 一些 机 构来 实 现 ,下 面就 几 种 常见 的加 压 方 式做 简单 的论
的加压力 也会改 变 。这种 结构代 表 了一 般弹簧 加 压的基本 原理 。 根据实 际情况 的要求 , 皮辊所要 求 的力 也 不 同 ,通 过 计算 可 以确定 弹簧 的k x。 和
罗拉做 主动运转 , 它主要靠机械传动 , 而皮辊做 被 动转 动 , 纤维 在 罗拉 和皮 辊 中间运 动 , 图 1 棉 见 所示 , 为了保 证棉 纤 维在 运动 过程 中不 受 到意 外
破 坏 , 辊 在 运转 过 程 中不 能 发 生 丢 转 , 皮 因此要
对 皮辊施 加 一定 的力 量 , 们称 为加压 。 我
环境 中工 作 也 不 会 磨 损 . 疲 劳性 能 好 : 动 态 耐 在
用非常广泛 。 各种控制方式 的比较具体数据可以
见下 表 。
项目 机械式 气动式 液 匮式 电气 电子
工况 中气囊 式 气缸 耐 疲 劳性 也很 好 , 它们 不 因为
牵伸器材在“重定量、大牵伸”中的应用实践

移, 使后 上罗 拉和后 下 罗拉 中心连 线与 前 、 中罗拉 水
平 连线成 2 。 8 的夹 角 。从而使 后 区形 成一 个 曲 5~2 。 线牵 伸 区 , 这样 可 使 中 、 罗 拉 隔距 缩 小 , 般 可缩 后 一
小 到 4 0mm, 中后 罗拉 的握持 距 离仍 保 持 5 而 8mm
维普资讯
第 3 4卷 增 刊 2 0 年 8月 07
纺 织 器 材
Te tl c s is x i Ac es or e e
牵伸 器 材 在 “ 定量 、 牵伸 ’ 重 大 ’ 中的应 用 实践
马幸巧 , 海燕 , 周 宋 强 , 巧 利 , 君 红 赵 廉
碳纤 尼龙 上 销 、 R 一 6 W C 9 3型 双 层 不 处 理 低 硬 度 胶 辊 、 下胶 圈 分 别 为 WRA MD 0型 和 WR 一 1 0 上 — 6 A 8 1 型 。在 同等 配棉成 分 的情况 下 , 8 8rx粗纱 纺 C 用 6 e 1 . e 8 2rx纱 和 C 2 . e 9 2rx纱 , 纱 条 干及 千 米 疵 点 成
选用 了 F 0 A5 7型 细 纱 机 , 用 三 罗 拉 双 胶 圈 V 型 采
牵 伸型式 , 动摇 架 加 压 。其 特 点 是 把后 罗拉 中心 气
提 高 1 . 3 后 上 罗 拉 沿 后 下 罗 拉 表 面 向 后 偏 ቤተ መጻሕፍቲ ባይዱ2 5im, 3 .
1 粗 纱
传统 的纺 纱理 念 认 为 , 纺 细 号纱 , 质 纱 , 要 优 必 须 采用“ 定量 , 牵 伸 , 加压 , 车速 ” 轻 小 重 低 的工 艺路 线 。随着 科技 的进步 , 纺纱 器 材行业 的高速发 展 , 依 托优 质器材 的支 持 , 采用“ 粗纱 重定量 , 纱大 牵伸 ” 细 的工艺路线 , 已经 成 功 的纺 出 了高 质 量 的纱 线 。前 纺重 定量 , 首先 要 解决 的 问题 是 加 压 。重 定量 必 须 要 重加压 , 以保 证须 条 在 牵 伸过 程 中不 出 现 分层 现 象 。其次是 牵伸 胶辊 的 弹性 要 好 , 好 选 用低 硬 度 最 高 弹性 胶辊 , 保证 对须 条 的控制 , 同时 要保 证和 下罗 拉有 足够 的摩擦 力 , 其 同步运转 。此 外 , 使 对粗 纱下 销刚度 , 罗拉 强度 , 抗扭 性能 提 出了较 高 的要 求 。 在进 行考 察 、 证 后 , 用 HY 9 论 选 4 1型 电脑 粗 纱 机, 它是新 一代 高 速粗 纱 机 , 有 纺 纱 质 量 高 、 具 可靠
新型细纱牵伸元件与成纱质量的关系
新型细纱牵伸元件与成纱质量的关系v型牵伸纺纱的原理是v型牵伸把后罗拉中心提高12.5毫米,后胶辊沿后下罗拉表面向后偏移,使后胶辊和后下罗拉中心连线与前中下罗拉连线成25°~28°的夹角,从而使后区形成一个曲线牵伸区,增强并扩展了后钳口处摩擦力界,大大加强了对须条握持和对浮游纤维运动的有效控制。
同时有利于提高纤维伸直度,较普通牵伸提高约3.55个百分点,改善了纱条结构,提高了成纱质量。
在此,笔者结合一系列生产试验,就新型v型牵伸元件配置对成纱质量的影响进行分析,探讨提高成纱质量的有效途径。
合理选用优良的胶辊、胶圈国产低硬、高弹、不处理胶辊的使用对提高成纱条干水平的效果已被人们所认识,但胶辊、胶圈本身的特性质量,使用厂制作、维护保养质量,直径大小、硬度搭配,对使用好胶辊、胶圈有着重大影响。
为此,我们做了以下方面的试验对比,以提高成纱条干均匀度。
首先,我们选用了低硬、高弹、微处理胶辊。
微处理、低硬、高弹胶辊在技术性能上的核心是其具有优异的回弹性与圆周硬度的均匀性,保证了握持力均匀。
同时,其表面具有一定涩性,增强了握持力。
为此,我们选用安徽潜山byc-2170微处理、低硬、高弹胶辊与无锡二橡胶wrc-965不处理、低硬、高弹胶辊进行试验对比。
从试验数据可见,在同等工艺条件下,byc-2170胶辊比wrc-965胶辊的成纱条干好,管间变异系数小,成纱粗、细节,棉结相对减少。
因为v型牵伸气动加压的实际压力,都要比弹簧摇架的压力大(20n~30n),而胶辊硬度弹性的选择必须考虑加压状态和连续运转的实质性。
在低硬、高弹条件下byc-2170胶辊比wrc-965胶辊的硬度高3度,回转时其瞬间弹性复原能力增强,保证了摩擦力界分布的均匀性,以及握持面握持力的稳定性。
所以,byc-2170胶辊的成纱水平比wrc-965胶辊好。
但使用byc-2170胶辊时一定要注重精磨和表面处理质量,否则其优异的成纱性能不能充分发挥,并且上车周期不长易绕花。
纺纱牵伸控制对成纱质量影响的研究

~
变速是牵 伸工艺 的特 性 , 而使 牵伸 运 动过 程 中在 从 每根纤维上 的作用 力 不尽 相 同 , 成 纤维 移距 偏 差 造 差 异率过大 , 纱 CV值恶 化 , 值 变 大 。我们 知 成 C 道, 牵伸力 与握 持力 、 引导力 和控制力在 牵伸过程 中 是极 为重要 的四个作 用 力 , 其摩 擦 力界 和 附加 摩擦 力界 的分布 以及 四种作 用力 的变 化则是控 制成纱 质 量指标 的关 键 。
表 I 摇 架 压 力 改 进 前 后 纺 6 / 5T R 1 . 5 3 / 8 4
tx纱 质 量 对 比 e
据棉 纺紧牵伸 理论 , 在牵 伸 区中 , 绝大 多数纤维在 某
一
截 面积上 由后 罗拉 速 度 瞬时 转 为前 罗拉 速 度 , 而 从 表 1 表 3可 知 : ~ 通过 在 平 面牵 伸后 区采用
一
致性 和稳定性在 一定程度 上影 响纤维 间摩擦 抱 合 力的一 致性 和 稳 定性 , 是 影响 成 纱质量 的 也
个 重 要 因素 。
一
关 键 词 : 伸 过 程 ; 距 偏 差 ; 用 力 ; 纱 质 量 ; 致 性 ; 定 性 ; 制 措 施 牵 移 作 成 一 稳 控
中 图 分 类 号 : 1 3 8 4 TS 0 . 1 文献标 识码 : B 文 章 编 号 : 0 19 3 ( 0 0 0 — 0 8 0 1 0 —6 4 2 1 )20 4 —3
次 改变速度 , 而每 次变速 的时 间极 为短暂 , 却引起 但
对四罗拉超大牵伸装置的分析

图1四罗拉超 大 牵伸 装置
图2超 大 牵伸 装置 实物 图
内 。 1.2.2加捻卷 绕装置 采用 超大 牵伸后 ,要 获取较 高 的机械 和纺纱 效
率 ,纱线 的输 出速度 必然 比传统 的环锭 纺纱速度 有 较 大 提 高 ,锭 子 转速 将达 到 20000 r/mlnI甚 至 更 高 。因此 ,卷绕 装置 中的专件需 要选配 高速 易保 养 锭 子 、 钢 领 、钢 丝 圈和 锭 带 等 。
2=1.25nI; /1 3=4n 2=4× 1.25nl=5nl;
n4=50n =50 ×5n1=250n】
该 装 置 的 控 制 部 分 已经 采 用 模 块 化 设 计 ,而 且 四根 罗拉的转速 之 间 已经产 生关联 。 因此 ,我们在 纺纱 实验时 ,只需根 据纺纱 支数 的工艺参 数和 纺纱 的效 率来决定前 、 中、中后和后 罗拉 的速度 。
1.2装置 设计
该 装置 的 四个伺服 电机 分Y ̄- SE动前 罗拉 、中罗 拉 、 中后 罗拉和后 罗拉 。 四罗拉 牵伸 的隔距 分配 : 前 中42~44;中后45~55;后 后62~66。 该 装置 为 双 皮 圈式板 簧 摇架 加压 。 其设 计 方案如 图1所 示 , 实 物 如 图 2所 示 。
T e纺xti织le c服lot装hing 科 技
对 四 罗 拉 超 大 牵 伸 装 置 的 分 析
◎ 严 绪 东 王 耀 明 (同和 纺 织机 械 制 造有 限公 司 ,江 苏 常 州 21 3025)
摘 要 :本 文针 对 四 罗拉超 大 牵伸 装置 的设计 特 点 ,利 用伺服 电机控 制各 牵仲 罗拉 牵伸倍数 ,从 理 论上分 析 了影 响超 大牵伸 纺纱质量 的一 些 因素。 通 过试 纺重定量 粗纱 ,本文认 为利 用超 大 牵仲 纺纱 可以减 少设 备投 资 ,降低 生产成 本 ,减 少厂房 占地
更新细纱机牵伸部件提高成纱条干水平

普 通罗拉 普通罗拉
1. 63 1. 43
9 5
7 5
2 :
20 1
30 1
25 7
9 6
2 8
无机械波罗拉 1 . 60
结论 : 采用尼龙上销较铁板上销条干水平 可提高 01—. 个百分点 , .8 2 03 常发性纱疵也有所改善。 22 下销 我们选用黑龙江肇东生产 的新型下销进 .
维普资讯
《 陕西纺织》
2 6 ( 第7期) 0. 总 1 03
更 新 细 纱机 牵伸 部件 提 高 成 纱 条干 水 平
王万录
O 前言
随着品种结构的不断调整 ,J s 以上品种 占细 c6 及 O
王 芳侠
利于减少上胶圈内层表面同上销表面的“ 粘附” 作用及 运转中的打顿和颤动现象, 有利于胶圈的弹性发挥及
18 m, . m ( 原普通销为 15 平面部分宽 5 m 原普通上 .) m (
销 8 m ;2 宽度 2m 。总高度 2 . m m )() 4m 62 m与普通下 5 销 相 同。
表3
品种
0 口6 o
新 型下 销纺 纱试 验
下 销 条干
1. 51 1. 46 1. 53 1 . 49
行 试验
1 5 8
7 0 4 8
9 3 6 6
无机构波罗拉 1 . 39
结论 : 使用无机构波罗拉成纱条干 C %值可 降低 V 03_ . 百 分点 , . 04个 - 常发 性纱 疵 明 显 改善 , 其 是 尤
C4 细节改善较大 , J 0 下降 4 %。 7
、
以其加工精度高 , 成纱条干好 , 无机械波等优点誉满全 国, 我们选用在 F 56 A 0 进行试验( 见表 1。 )
罗拉压力对纱线性能影响研究

罗拉压力对纱线性能影响研究作者:苗新,常涛来源:《轻纺工业与技术》 2015年第3期苗新,常涛(济南工程职业技术学院,山东济南250200)【摘要】实验以16tex普梳纱为样品,实测不同的罗拉压力下纱线性能的变化,分析纱线的断裂强力、条干等指标,比较每组纱线的质量,从而找出最优的罗拉压力配置。
【关键词】纱线;罗拉压力;强力;纱线条干Doi:10.3969/j.issn.2095-0101.2015.03.009中图分类号: TS104 文献标识码: A 文章编号: 2095-0101(2015)03-0027-02收稿日期:2015-04-20基金项目:本论文为济南工程职业技术学院2014年大学生科技创新项目(65)阶段性研究成果。
作者简介:苗新,女,济南工程职业技术学院工业设计与贸易系本科在读学生,主要从事现代纺织技术研究。
在纺织机械中,罗拉纱线牵伸装置被广泛地应用于纱线的牵伸,常规使用的加压装置又分为气动式加压和弹簧加压式,罗拉加压直接影响到牵伸的顺利进行,并影响到纱线条干均匀度、强力等性能。
1罗拉牵伸细纱机基本上都由喂入机构、牵伸机构、加捻和卷绕机构组成。
细纱机牵伸机构由几对牵伸罗拉组成,一般为皮圈式牵伸,可以有下长上短皮圈式、双短皮圈式等,每对罗拉的下罗拉为钢制沟槽罗拉,沿细纱机全长配置,装在罗拉座的轴承座内。
中、后罗拉轴承座可沿罗拉座滑槽移动,以调节前、中和中、后下罗拉间的距离。
这个距离称为罗拉隔距,是细纱机的主要工艺参数之一,可根据纤维长度和加压等条件调节。
如果采用中间开周向凹槽的中上罗拉,使中皮圈罗拉只起控制而不起握持纤维的作用,纤维便在中罗拉钳口下滑溜,实际上3对罗拉仅构成一个牵伸区。
罗拉加压值也是细纱机主要工艺参数之一,现代牵伸机构常采用弹簧或气体静压摇架加压。
加压时,把手柄揿下,借助于锁紧机构的作用,实现对罗拉加压;卸压时,把手柄抬起,使整只摇架连同皮辊、上皮圈和上皮圈销一起掀起。
罗拉压力对纱线性能影响研究

罗拉压力对纱线性能影响研究摘要本文从罗拉压力对纱线性能的影响角度出发,分析了罗拉压力的变化对纱线尺寸稳定性和纤维强度等性能的影响。
在试验过程中,我们通过对不同罗拉压力下的纱线进行测量和分析,验证了罗拉压力对纱线强度和伸长率的影响,结果表明罗拉压力的增加对纱线性能具有一定的影响。
该结果有助于纺纱工程师更好地了解罗拉压力在纱线生产中的重要性。
背景介绍纺织品在我们日常生活中扮演着重要的角色,但是人们很少关注到这些纺织品的生产过程,以及生产中所需要考虑的各种因素。
纺织品的生产过程中,罗拉压力作为一个重要的参数,直接影响着纱线的性能。
由于纱线尺寸规格和纤维质量的差异,不同的罗拉压力对同一种纱线所产生的影响是不同的。
因此,了解罗拉压力对纱线性能的影响,探究其变化机理,对于纺织品生产工程师来说是非常重要的。
验证罗拉压力对纱线尺寸稳定性的影响实验设计本次试验中,我们选取了直径为0.3mm的纤维,使用九号轻织口,调整纱线速度为800m/min,罗拉径向压力分别为5N、10N、15N,根据罗拉径向压力的不同,记录下相应的纱线尺寸。
实验结果及分析经过测量和分析得到的结果如下表所示:罗拉径向压力/N 纱线直径/mm5 0.29810 0.30115 0.303由上表数据可知,随着罗拉径向压力的增加,纱线的直径也随之增加。
当罗拉径向压力为5N时,纱线的直径最小,约为0.298mm。
而罗拉径向压力为10N和15N时,纱线的直径分别为0.301mm和0.303mm,均大于罗拉径向压力为5N时的纱线直径。
从本次试验结果中可以发现:罗拉径向压力会对纱线的尺寸稳定性产生影响。
在纱线生产过程中,我们需要根据不同的罗拉径向压力要求,来进行罗拉设计和调整,以确保纱线的尺寸稳定性达到最优。
验证罗拉压力对纱线强度和伸长率的影响实验设计在本次试验中,我们选取了直径为0.3mm的聚酯纤维,使用九号轻织口,调整纱线速度为800m/min,罗拉径向压力分别为5N、10N、15N,制备相应的纱线样品。
从生产角度看环锭细纱机牵伸装置的技术研发

从生产角度看环锭细纱机牵伸装置的技术研发背景介绍环锭细纱机是纺织行业中常用的设备之一,它可以将棉、毛、麻等各种纤维原材料转化为质量高、大小均匀的细纱。
牵伸装置是环锭细纱机的核心部件之一,它可以调整细纱的线密度、强度和扭度等物理特性,从而得到满足市场需求的高品质细纱。
本文将从生产角度出发,探讨环锭细纱机牵伸装置的技术研发,包括其原理、优劣势以及研发方向。
牵伸装置的原理牵伸装置的原理是通过在细纱传递时的一系列拉伸、张力调整等动作来调整细纱的物理特性。
具体而言,牵伸装置包含一个辊组和加热器,细纱在经过辊组时进行拉伸和纵向压缩,同时通过加热器中的热风对细纱进行热定型处理,从而得到需要的线密度、强度和扭度等特性。
牵伸装置的原理非常精妙,需要配合各种传感器和控制系统,才能完成对细纱物理特性的精细调整。
因此,在环锭细纱机的生产中,牵伸装置技术的研发和应用非常关键。
牵伸装置的优劣势与其他细纱机相比,环锭细纱机具有牵伸装置技术研发难度大、成本高等特点。
但是,在实际生产中,环锭细纱机牵伸装置的优势也是不容忽视的。
优势1. 高生产效率环锭细纱机的牵伸装置采用先进的物理原理和控制技术,可以实现高速稳定的细纱生产。
相比于其他机器,环锭细纱机可以在短时间内生产出更多的高品质细纱。
2. 质量可控通过牵伸装置的精细调整,环锭细纱机可以得到线密度、强度和扭度等物理特性更加稳定的细纱。
这在纺织品生产中十分重要,因为不同细纱的特性会直接影响到成品的质量和成本。
3. 减少损失相比于其他机器,环锭细纱机的牵伸装置在调整细纱物理特性时,所需的原材料和能源成本更低。
这也意味着,在生产过程中产生的损耗更少,生产成本更低。
劣势1. 技术门槛高相比于其他细纱机,环锭细纱机的牵伸装置技术门槛较高,需要配合各种传感器和控制系统,才能实现对细纱物理特性的精细调整。
这也导致了生产成本较高。
2. 维护难度大环锭细纱机的牵伸装置需要定期进行维护和保养,而维护的难度也较大。
棉纺环锭细纱机牵伸下罗拉的选用和维护

棉纺环锭细纱机牵伸下罗拉的选用和维护
张贵
【期刊名称】《纺织器材》
【年(卷),期】2010(037)003
【摘要】为防止在罗拉纺纱过程中出现5 mm以上机械波,并控制5 mm以内机械波,分析了罗拉机械波产生的原因及消除方法;详细介绍了经纬环锭细纱机三大系列牵伸下罗拉的技术特征、应用效果以及罗拉的清洗方法.指出环锭细纱机牵伸下罗拉对于整机性能的发挥起着非常重要的作用:①罗拉机械波与其安装、调整、清洗、轴承压配不当以及其自身材质、表面质量、齿型误差等有关;②今后的发展方向是针对不同纺纱工艺,制造、选用不同要求的罗拉;③罗拉产品质量最终取决于制造企业的设计、工艺技术、设备及质量体系水平等.
【总页数】3页(P10-11,64)
【作者】张贵
【作者单位】经纬纺机,山西经纬纺机专件有限公司,山西,晋中,030601
【正文语种】中文
【中图分类】TS103.81+2
【相关文献】
1.经纬棉纺环锭细纱机牵伸下罗拉 [J], 张贵
2.棉纺环锭细纱机的牵伸加压机构 [J], 秦贞俊
3.国产棉纺环锭细纱机及罗拉、牵伸摇架的发展 [J], 唐文辉
4.浅谈棉纺环锭细纱机牵伸罗拉 [J], 张贵
5.棉纺环锭细纱机牵伸工艺的探讨 [J], 倪宗连
因版权原因,仅展示原文概要,查看原文内容请购买。
纺纱系统牵伸合理分配的讨论

纺纱系统牵伸合理分配的讨论徐昊(江苏省无锡庆丰股份有限公司)摘要:为了合理确定纺纱系统的牵伸倍数,从合理选定生条定量、合理运用并合原理、合理运用先进的牵伸机构三个方面详细阐述了牵伸的分配细则,认为合理选定生条定量是确立纺纱系统牵伸分配的基础,在传统纺纱工艺理论的基础上,应根据装备技术条件的变化合理配置各工序的牵伸倍数。
关键词:牵伸倍数;牵伸分配;生条定量;并合;牵伸机构中图分类号:TSl04.1+4 文献标识码:A 文章编号:1001—7415(2006)10-0044-04 Discussion of Reasonable Draft Distribution of Spinning SystemXu Min(Wuxi Qingfeng Stock Co.,Ltd.,Jiangsu)Abstract To get reasonable draft multiple of spinning system.distribution principle of draft were discussedthrough three aspects,those are choosing reasonable sliver weight per 5 in.using drawing principle reasonably and usingadvanced draft mechanism.The result shows that choosing reasonable sliver weight per 5 m is the base of draft distribution for spinning system,on the base of traditional spinning prinmple,draft muhiple should be chosen according to the equipments condition.Key Words Draft Multiple,Draft Distribution,Sliver Weight Per 5 m,Drawing,Draft Mechanism纺纱生产系统牵伸分配,就是为生产某品种,纺纱系统如何合理分布牵伸,发挥各工序装备技术经济性,以实现产量供应和产品质量的最优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘 要 : 对 纺 纱 罗拉 压 力 测 试 的 重 要 性 , 出摇 架 加 压 压 力 测 试 的 要 求 。 综 合 介 绍 了摇 架 加 压 测 针 提 试 仪 的 现 状 及 其 特 点 , 摇 架使 用 中 弹 簧 检 测 、 体 加 压 检 测 、 态检 测 , 罗拉 直 径 对加 压 的影 就 整 动 上 响 , 拟 胶 辊 测 试 , 压 报 警 等 问 题 做 了研 讨 , 出整 体加 压 检 测 的 必要 性 及 机 上 、 下摇 架 压 力 模 超 提 机
3 罗拉 加 压 测试 仪 现 状 分 析
有关 罗拉 压 力测 试仪 的国外报 导 极少 , 国产 的
主要 有 三 种 类 型 。 3 1 简 易 罗 拉 加 压 测 试 仪 . 如 图 1 示 , 仪 器 采 用 一 档 ( 只 ) 定 直 径 所 该 二 一
使 用的摇架 定期或 随机检测 压力 . 以减小差异 . 确保
产品质量 。
的胶 辊代表 原用胶 辊 , 在机 上 由 弹簧式 压 力 表 直 放
接测 得罗拉 压力 。
罗拉 牵伸 机 构最早 采 用重 锤直 接加 压 , 后用 杠
杆 加 压 , 拉 压 力 可 用 重 锤 或 杠 杆 直 接 计 算 。 改 用 罗
弹簧 、 气压加 压后 , 罗拉 加 压 无法 直接 和 方便 知 晓 ,
维普资讯
第 3 卷 第 期 j l
20 0 8年 7月
纺 织 器 材
Te tl c s re x i Ac es o i s e
纺 纱摇 架 牵伸 罗拉 压 力测试 的研 讨
吕德根 刘 荣清。 ,
(. 1上海 光 望 达 数 字 仪 器仪 表 有 限 公 司 , 海 上 2 l1 ;. 纺 手册 编写 组 . 海 0 34 2 棉 上 20 9 ) 0 0 2
T t纺 器 材 res ex i 织 c s o i l Ac e s e
V I 5 N . O. O 4 3
J I 2 08 u. 0
它 的 缺 点 是 固定 的胶 辊 直 径 不 能 反 映 实 用 胶 辊
直径 的压 力 。 由于使 用机械 式接 触测量 和弹簧 压力 表 , 灵敏 度 较 差 , 介 绍 最 小 分 度 值 为 5N。此 其 据 外 , 次检测 都需把 原胶辊搬 上搬 下 , 列测试 工作 每 单 效率 较 低 , 已 很 少 使 用 。 优 点 是 结 构 简 单 , 现 有 F Y— 型 、 J I Ⅱ型 、 Ⅲ型 3种 型 号 , 分 别测 试 细纱 、 可 粗 纱和并 条机 的罗拉压 力 。
3 2 机 下 电 子 摇 架 加 压 测 试 仪 .
或记录 , 以便于追 踪检修 。 2 5 测试 时 间快 , . 工作效 率高 , 机时 间短 。 停
使质量 指标 c 加 大的主要 因素 , 成纱 疵批 次 和 , 造
锭 间 质 量 的 不 一 致 。一 批 纱 中 只要 有 一 只锭 子 加 压 太 小 , 会 造 成 用 户 对 该 批 纱 的质 量 不 能 接 受 ; 就 罗拉 加 压 太 大也 会 造 成 物 耗 和 能 耗 加 大 , 至 产 生 罗 拉 甚 扭振, 同样 会 造 成 条 干 不 良 、 疵 增 加 。 纱 据 此 , 架 制 造 厂 首 先 应 对 出 厂 摇 架 的 上 罗 拉 摇 压 力 进 行 严 格 检 测 , 到 一 定 的 要 求 。 棉 纺 厂 应 对 达
压 力 过 小 或 过 大 的 锭 子 往 往 很 难 发 现 , 别 是 压 力 特
较低 的锭子 常成为 生 产隐 患 , 产 生 条干 不 良和纱 是
疵 的根源 。
因此 , 发一种 能方便 、 研 正确测试 整体摇 架罗拉 加 压的仪器 , 是摇架 制造厂 、 使用厂 的迫切需 要 。
拉的加 压力 。
2 2 压力测试 数据一 致性好 , 定可靠 。 . 稳
罗拉 加 压 的 压 力是 纺 纱 牵 伸 主要 工 艺 参 数 之
一
2 3 适 应性强 。能适 合 纺纱 厂和 摇架 制造 厂 罗拉 .
压力 的检测 ; 适 用纺纱 工艺凋 整后的检 测 、 能 日常运
。
它 对 纺 纱 产 品 的 线 密 度 、 干 、 力 、 量 的 变 条 强 重
测试仪 的使 用范 围。
关
键
词: 架; 摇 罗拉 ; 辊 ; 体 加 压 ; 力检 测 ; 器 胶 整 压 仪
中 图分 类 号 : 1 3 1 TS 0 . l 4
文 献 标 识 码 : B
文章 编 号 : ∞ 1 6 4 2 0 ) 40 1 -4 l 3 (0 8 0 —0 90 9
1 牵伸 罗拉 压 力测 试 的 重 要性
纺纱机 的并条 、 卷 、 条 精梳 、 粗纱 、 纱罗拉 牵伸 细 机构 已广泛采 用螺旋 圆柱 弹簧 加 压 、 动 加 压或 板 气
簧弹 簧加压 。
2 罗拉 加 压 测试 仪 的设 计 要 求
2 1 测 试 方 便 , 敏 度 高 , 真 实 反 应 三 列 摇 架 罗 . 灵 能
收 稿 日期 : 0 7 l 9 2 0 ~2 l
作者简介 : 吕德 根 ( 9 3 ) 男 , 师 , 要 从 事 计 量 测 1 3一 。 技 主
试 方 面 的研 究 。
图 1 简 易 式 罗 拉 压 力 测 试 仪
维普资讯
【2 】 ・ 0 0 3 0・
异和纱疵 都有很 大 的影 响 , 尤其 对 条干 和纱 疵 的关
联最 大。少数 压力较 低 的纱 锭 , 形成 纱疵 和纱锭 是
间 质 量 变 异 和 波 动 的 主要 原 因 。 罗 拉 压 力 的 变 异 是
行 和平装 、 检修 后的加 压检测 。
2 4 发 现 压 力 异 常 的 锭 子 , 按 预 置 报 警 即 时 报 警 . 能