产品质量巡检记录表
IPQC制程巡检程序(含表格)

IPQC制程巡检程序(IATF16949/ISO9001-2015)1.0目的规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2.0范围:适用于我司所有之半成品和成品制程的控制。
3.0术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品;绿色、蓝色盒子装合格品;绿色标签代表合格品;黄色盒子装待检品;黄色标签代表特采品。
4:权责:IPQC:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处。
PMC:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
5.0作业内容:5.1客户订单5.1.1PMC部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5PCS,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查OK后,填写好首件单,送检给品质部IPQC做首件确认检查。
5.3首件检验5.3.1IPQC收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
5.3.2首件确认OK后,IPQC签核首件样板,通知生产批量生产,并且把检验的数据详细如实的记录于<首件确认记录表>上,以便后序相关质量问题的追溯。
产品质量巡检表

结果说明
合格□ 不合格□
合格□ 不合格□
合格□ 不合格□
平整、光洁、无毛刺、锐边 合格□ 不合格□
合格□ 不合格□
产品名称 质检人员 检验数量 检验项目 槽钢厚度 下料规格 支架外观 内缘齿牙 镀锌厚术交底 编号:
受检人员
检验时间
2020年 月 日 点 分
标准要求
检验结果
结果说明
其他
合格□ 不合格□
其他
合格□ 不合格□
产品名称 质检人员 检验数量 检验项目 槽钢厚度 下料规格
孔距 板材外观 涂层厚度
涂层外观
其他 其他
桥架
技术交底 编号:
受检人员
检验时间
2020年 月 日 点 分
标准要求
检验结果
结果说明
合格□ 不合格□
合格□ 不合格□
合格□ 不合格□
平整、光洁、无毛刺、锐边 合格□ 不合格□
打
敲渣
大小渣去除彻底、无遗漏死角 合格□ 不合格□
磨
表面
无锐边、无毛刺、无焊渣 合格□ 不合格□
合格□ 不合格□
其 他
合格□ 不合格□
合格□ 不合格□
加工任务
检验项目
标准要求
检验结果
结果说明
下 规格尺寸 料 板材厚度
合格□ 不合格□ 合格□ 不合格□
冲
孔距
孔 孔大小
折
角度
弯 压
参数
型
外形
合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□ 合格□ 不合格□
焊
工艺
满焊□段焊□点焊□其他□ 合格□ 不合格□
接
外观
饱满、无虚焊、焊渣少、漏焊 合格□ 不合格□
车间装配巡检记录表

质量情况记录:
纠正预防措施:
制表:审核:
车间巡检记录表
表单编号:日期:
客户
产品名称
产品型号
巡查项目
巡查结果
1.检查生产装配是否按表生产装配,然后对其确认生产装配
2.生产员工是否按图纸、装配指导书作业,动作方式是否正确,工具等是否正确
3.物料标示、摆放是否正确、是否合理
车间巡检记录表
表单编号:日期查项目
巡查结果
1.检查生产装配是否按表生产装配,然后对确认生产装配
2.生产员工是否按图纸、装配指导书作业,动作方式是否正确,工具等是否正确
3.物料标示、摆放是否正确、是否合理
4.装配过程有无漏装螺丝、弹垫、套管等
5.装配机床产品内有无螺丝、弹垫、杂物等未清理干净,机床本体是否干净
6.产品装配、标识、配件是否正确
7.电器类配件认证是否正确与订单是否相符,是否符合安规要求
8.所有产品来料有无不良现象如:尺寸、划痕、变形、变色。
9.产品功能测试(电流、电压、功率、功能、指示灯、安装)有无异常
10.工作台、货架等应保持无灰尘、无油污
11.没有使用的工具是否归类于工具箱内,没有使用物料是否清理
10.工作台、货架等应保持无灰尘、无油污
11.没有使用的工具是否归类于工具箱内,没有使用物料是否清理
12.修理品、不良品应放置在生产线外并作好标识
质量情况记录:
纠正预防措施:
制表:审核:
4.装配过程有无漏装螺丝、弹垫、套管等
5.装配机床产品内有无螺丝、弹垫、杂物等未清理干净,机床本体是否干净
6.产品装配、标识、配件是否正确
7.电器类配件认证是否正确与订单是否相符,是否符合安规要求
IPQC巡检记录表

4H
改善情况
19 产品装箱时是否有漏装、混装、多装、标识错误等现象。
4H
20 有无特采物料在线使用,重点跟进时有无异常。
2H
21
物料、半成品摆放是否合理,不同的机型物料有无混合;换 机种生产时,不合格品和有无及时确认,出现混料错料是否及时挑选或换料 4H
IPQC巡检记录表
日期: 年 月 日
序号
巡检内容
频次
01
接触PCB及电子元器件的员工必须佩戴静电环,是否有进行静电环 检测
4H
02 员工是否有按要求佩戴厂牌,穿工衣、工鞋上班。
4H
03
作业指导书是否正确合理,相关文件是否受控,临时修改的受控文 件,修改人员是否签名。
4H
04
所加工物料是否与BOM单相符,不符项是否有ECN或相关文件 支持。
4H
29 工作台面、地上、仪器等是否干净
4H
30 良品和不良品是否有清晰标识、分开摆放
4H
31 待检、检验中、待灌胶等状态的产品有无挂状态牌
4H
32 各箱的标识与实物相符,且摆放整齐
4H
品质异常:
异常处理方法:
备注:IPQC需严格按要求进行巡检并填写记录;每次检查的量≧10PCS;若出现异常将不良现象标出,用“X”标示并写上处理方法,跟进记录,巡查时若无异常用“√”表示 。
23
各工序或质量控制点单项不良比率达10%以上要求开品质异常 单要求工程分析,并跟进改善效果。
每天
24 清洁烙铁头的海绵是否干净,持水适量
4H
25 锡炉的温度是否符合操作说明要求,是否点检
4H
26 物料盒是否明确标识物料规格且规格正确
每天
注塑车间工艺巡检记录表

巡检方法:每班检测两次,每次抽检一模
二.生产工艺记录: 料筒温度 实测温度 前后前 后
模具温度 动静
实测温度 动静
时间
注射
冷却
储料 固化
循环 周期
注射
保压
压力 储料
合模
机台号
备注
工艺 检验 方 法: 在做 首检 和巡 检的 同时 做好 工艺 检测
检验员:
每班检测三次
审 核:
注塑车间工艺巡检记录表车间巡检记录表车间质量巡检记录表注塑巡检记录表巡检记录表设备巡检记录表消防巡查巡检记录表机房巡检记录表巡检记录表格式安全巡检记录表
塑胶厂
年
月
一.首巡检记录: 产品名称
生产工艺.品质巡检记录表
生产
日
工
号:
规格型号
出模数
外观质量 规定尺寸
判断
实测尺寸 12345678n
判断
性能 备注
生产过程巡检记录表

年巡查检查岗位项目原料标识原料存储原料库 6S装卸现场.生产管理现场巡查指南编号: B/JD.HD501月日检查人:检查内容实际情况描述(合格或不合格描述)检查标准及处理1、标识是否正确(检查原料标识卡填写内容);1、原料标识卡填写内容与实际相符;2、换牌是否及时(保证在用与先进先出);2、原料标识牌与实际相符且符合先进先出;3、领用记录是否正确、完整(核对库存数);3、领用记录清晰、准确,库存数与实际相符;4、是否按先进先出原则使用(看入库时间);4、原料按先进先出原则使用;5、是否有不明物(有无未标识的物品)。
5、仓库内无不明(未标识)物品。
1、码放是否规则(检查分区货位、检查码放整齐度、1、原料分区码放,原料堆无倾斜;检查是否存在交叉污染的可能);2、粒料、粉料原料分开码放;2、防潮情况(查地面湿度和底层包质量;查屋面漏雨3、仓库不漏雨、不上潮;情况;根据天气查门窗关闭情况);4、阴雨天门窗关闭;3、保质期(查入库时间和保质时间;根据库存量和使5、原料在保质期内使用完;用量作存放质量评估);6、原料帐物相符;4、抽查原料实际库存与阿佳希报表的符合性。
7、各品种原料库存量不低于安全库存量。
5、原料库存量(在安全库存量内)1、办公室物品摆放(按办公区6S 标准核查);1、办公室符合集团办公区6S 标准;2、地面、门窗整洁度(按生产区6S 标准核查);2、仓库符合集团生产区6S标准;3、仓库墙壁、墙角、屋顶、原料堆上是否有蜘蛛网和积尘;1、现场次序(查车辆摆放、装卸顺序的规范性)1、车辆摆放有序,装卸顺序按到厂时间排列;2、安全情况(查司机、客户、装卸人员作业的规范性,2、无安全隐患,无安全事故;查是否有安全隐患);3、原料码放架板数量符合规定、码放锤直平3、卸车速度和原料码放(查码放数量、码放整齐度,整;观察到货车辆情况);4、叉车按程序保养到位,无带病工作;4、叉车(查保养情况;看工作状况;查方向、灯光、5、场地散落原料及时分类回收装袋;喇叭、刹车的完好性);6、装卸速度满足到货需要。
首末件检验巡检记录表
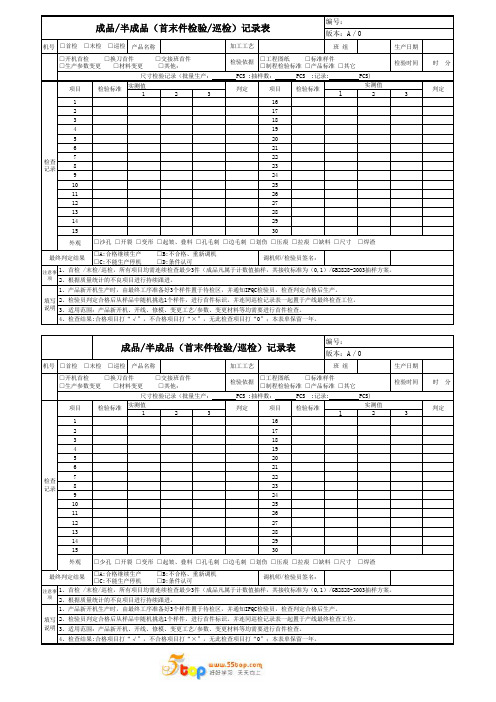
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
制程巡检记录表

制程巡检记录表【实用版】目录1.制程巡检记录表的概述2.制程巡检记录表的作用3.制程巡检记录表的填写要求4.制程巡检记录表的注意事项5.制程巡检记录表的实际应用案例正文一、制程巡检记录表的概述制程巡检记录表是制造业生产过程中用于记录各个环节巡检情况的表格,以便及时发现生产过程中的问题,保证产品质量和生产效率。
制程巡检记录表通常包括巡检人员、巡检时间、巡检工序、巡检结果、异常情况及处理等内容。
二、制程巡检记录表的作用1.及时发现问题:通过制程巡检记录表,可以及时发现生产过程中的问题,避免产品出现质量问题。
2.追溯问题根源:当出现质量问题时,可以通过查看制程巡检记录表,快速定位问题发生的环节,便于分析问题原因,采取相应的解决措施。
3.提高生产效率:对生产过程进行巡检,可以发现影响生产效率的问题,及时进行调整和优化,从而提高生产效率。
4.提升产品质量:通过制程巡检记录表,可以了解生产过程中产品的质量状况,为质量改进提供数据支持。
三、制程巡检记录表的填写要求1.巡检人员:填写负责巡检的员工名字或编号。
2.巡检时间:填写巡检开始和结束的时间。
3.巡检工序:填写本次巡检所涉及的生产工序。
4.巡检结果:填写巡检时发现的问题及问题程度,如正常、异常、严重等。
5.异常情况及处理:对于发现的异常情况,需要详细描述并记录采取的处理措施。
四、制程巡检记录表的注意事项1.及时填写:要求巡检人员在巡检过程中及时填写制程巡检记录表,以便及时发现和处理问题。
2.确保真实:填写的巡检记录表要真实反映生产过程的实际情况,不得篡改或伪造数据。
3.规范填写:填写制程巡检记录表时,要求字迹清晰、内容完整,以便后续查阅和分析。
五、制程巡检记录表的实际应用案例某家电制造企业,在生产过程中采用制程巡检记录表,对各个生产环节进行巡检。
第1页共1页。
IPQC记录报表

巡查结果
序号 巡查项目 主体装配
巡视时间
大车间(手脉 、流水线、散 件) 45
48T车间 70icon仓、 废品仓) 20
备注 COB 70 Nemicon车间 SBX、北京线 60 75
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
品质异常:要有相关备查项目:客户、订单号、产品名称型号、客户特殊要求等
纠正预防措施:
IPQC:
审核:
日期:
静电手腕带及其它静电防护是否良好;烙铁温度是否设置正 确,有无接地:离子风扇的使用范围是否在要求之内。 生产员工是否按作业、装配指导书作业,动作方式是否正确 物料标示、摆放是否正确、是否合理 主体装配手感测试,主体端面、止口跳动,铜帽高度是否与 SOP相符合 轴向径向的启动力矩、预压时间的确认 匀速转动编码器手感是否正常,是否有卡点与异响发生 手脉刻度线是否在范围内,手柄与零刻度线是否对齐 电动螺丝刀扭力测试(同各产品SOP) 编码器的接线是否正确 光栅的同心度、平整度是否在范围内(对应各产品SOP) 动静光栅间隙与位置确认(对应各产品SOP) 各编码器型号相对应的电缆线长度是否在范围内 各产品用相对应的定位工装检查线路板是否放正 编码器透镜、光栅、芯片、线路板的清洁情况。 抽查人工焊后PCB板有无锡孔,锡珠、锡渣及其它不良 各工位堆放PCB板方式是否正确(有无堆积、员工野蛮作 业) 焊接工序有无虚焊、漏焊等、电缆线、信号线破皮或刺破等 产品打胶是否按SOP;打胶后是否有少胶、多胶、漏打 产品的跳动、噪音测试是否在范围内。 各产品固定线路板、光源板与外壳的螺丝是否牢靠 COB打胶高度、位置、胶量的确认。银胶的胶量与溢出情况 金球推拉力、厚度与大小的确认 芯片位置、固晶推力的确认 工作台、测试架、治具、货架等应保持无灰尘、无油污 没有使用的工具、治具、是否归类于工具箱内 车间与仓库温湿度检查 各胶水有效期的情况 包装检验