丸剂批生产记录整理顺序
制丸(蜜丸)岗位操作规程

主讲人:
目的:规范制丸(蜜丸)岗位操作规程, 确保生产质量和工艺要求。 范围:制丸(蜜丸)的生产操作过程。
责任:岗位操作人员、维修人员、车间 主任、QA监控员。
主要内容:
一、生产前准备(5点)
1、制丸(蜜丸)岗位人员操作前,仔细阅读生产指令及相关工 艺参数,明确工作内容。 2、生产操作人员按照更衣程序进行更衣,进入合药间、大蜜丸 制丸间、晾丸间。
5、检查设备,确认“清洁合格”、“设备完好”、符合工艺要 求,备用。
二、操作程序(3点)
1、炼蜜:
(1)领料:按照批生产指令领取蜂蜜。 (2)操作:将蜂蜜置于炼蜜锅内,开通蒸汽,加热使之沸腾,并不停搅拌 ,使水分蒸发,直至炼至指令要求的标准。
2、合坨、制丸:
(1)配料:按照批生产指令领取药材混合粉、炼蜜等辅料。
(5)将生产现物料清理记录及时交由车间主任,进行物料平衡。 (6)物料平衡符合要求,QA监督员复核,签名。若物料平衡有异常情况, 按《偏差管理规程》处理。
2、清洁
(1)生产工作完毕后,按《设备清洁操作规程》进行清洁。 (2)将工器具器按《洁净区工器具清洁操作规程》清洁干净,放入指定区域 。
3、操作间按《洁净区厂房清洁操作规程》清洁干净。
4、不同产品品种、规格生产操作不得在同一操作间同时进行。 5、外观应圆整均匀、色泽一致,蜜丸应细腻滋润、软硬适中。 6、丸重及重量差异符合内控质量标准,9g:±4%
四、生产记录
操作人员及时填写《批生产记录》。 操作结束,将本岗位《批生产记录》交由工艺员、车间主任审核 。
五、清场(6点)
制丸(蜜丸)操作结束,操作人员按《清场管理规程》清理 工作现场。 1、清理物料
(2)合坨操作:取称量后的炼蜜、药材混合粉按比例加入混合机,按《双动 力混合机操作规程》操作,搅拌至规定时间,倒出物料,放置于坨斗内。 (3)制丸操作:将药坨置制丸机料斗中均匀下料,按《YUJ-22B全自动速控 制丸机操作规程》操作,调好丸重, 随时称量,并剔除异形不合格蜜丸,将畸 形丸或大小不均匀的丸粒返回制丸工序重新制丸,将合格大蜜丸收于药盘, 放入推车。
药品批生产记录填写要求
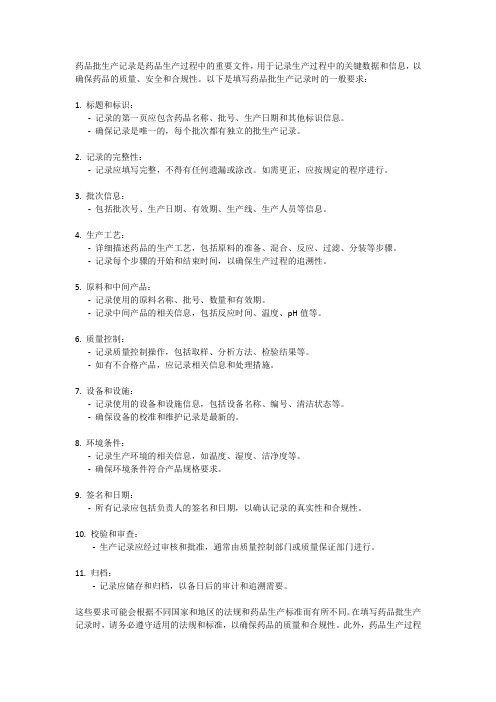
药品批生产记录是药品生产过程中的重要文件,用于记录生产过程中的关键数据和信息,以确保药品的质量、安全和合规性。
以下是填写药品批生产记录时的一般要求:1. 标题和标识:-记录的第一页应包含药品名称、批号、生产日期和其他标识信息。
-确保记录是唯一的,每个批次都有独立的批生产记录。
2. 记录的完整性:-记录应填写完整,不得有任何遗漏或涂改。
如需更正,应按规定的程序进行。
3. 批次信息:-包括批次号、生产日期、有效期、生产线、生产人员等信息。
4. 生产工艺:-详细描述药品的生产工艺,包括原料的准备、混合、反应、过滤、分装等步骤。
-记录每个步骤的开始和结束时间,以确保生产过程的追溯性。
5. 原料和中间产品:-记录使用的原料名称、批号、数量和有效期。
-记录中间产品的相关信息,包括反应时间、温度、pH值等。
6. 质量控制:-记录质量控制操作,包括取样、分析方法、检验结果等。
-如有不合格产品,应记录相关信息和处理措施。
7. 设备和设施:-记录使用的设备和设施信息,包括设备名称、编号、清洁状态等。
-确保设备的校准和维护记录是最新的。
8. 环境条件:-记录生产环境的相关信息,如温度、湿度、洁净度等。
-确保环境条件符合产品规格要求。
9. 签名和日期:-所有记录应包括负责人的签名和日期,以确认记录的真实性和合规性。
10. 校验和审查:-生产记录应经过审核和批准,通常由质量控制部门或质量保证部门进行。
11. 归档:-记录应储存和归档,以备日后的审计和追溯需要。
这些要求可能会根据不同国家和地区的法规和药品生产标准而有所不同。
在填写药品批生产记录时,请务必遵守适用的法规和标准,以确保药品的质量和合规性。
此外,药品生产过程中还应遵守好制药规范(Good Manufacturing Practices,GMP)等相关规定。
浓缩丸制丸、创光、干燥岗位清场标准操作规程
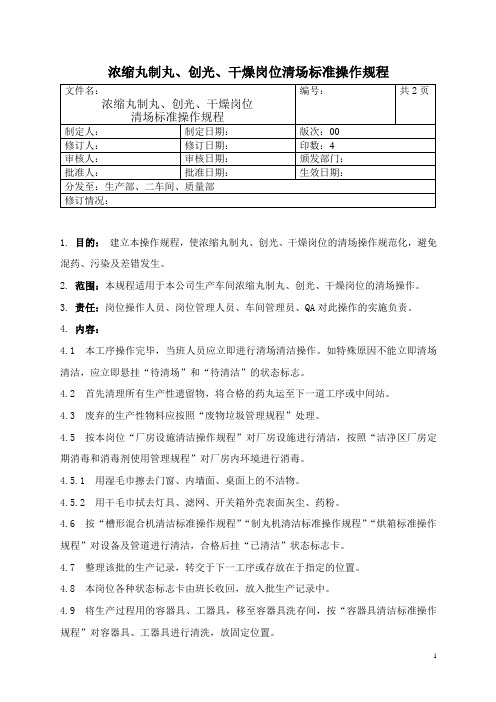
浓缩丸制丸、创光、干燥岗位清场标准操作规程1. 目的:建立本操作规程,使浓缩丸制丸、创光、干燥岗位的清场操作规范化,避免混药、污染及差错发生。
2. 范围:本规程适用于本公司生产车间浓缩丸制丸、创光、干燥岗位的清场操作。
3. 责任:岗位操作人员、岗位管理人员、车间管理员、QA对此操作的实施负责。
4. 内容:4.1 本工序操作完毕,当班人员应立即进行清场清洁操作。
如特殊原因不能立即清场清洁,应立即悬挂“待清场”和“待清洁”的状态标志。
4.2 首先清理所有生产性遗留物,将合格的药丸运至下一道工序或中间站。
4.3 废弃的生产性物料应按照“废物垃圾管理规程”处理。
4.5 按本岗位“厂房设施清洁操作规程”对厂房设施进行清洁,按照“洁净区厂房定期消毒和消毒剂使用管理规程”对厂房内环境进行消毒。
4.5.1 用湿毛巾擦去门窗、内墙面、桌面上的不洁物。
4.5.2 用干毛巾拭去灯具、滤网、开关箱外壳表面灰尘、药粉。
4.6 按“槽形混合机清洁标准操作规程”“制丸机清洁标准操作规程”“烘箱标准操作规程”对设备及管道进行清洁,合格后挂“已清洁”状态标志卡。
4.7 整理该批的生产记录,转交于下一工序或存放在于指定的位置。
4.8 本岗位各种状态标志卡由班长收回,放入批生产记录中。
4.9 将生产过程用的容器具、工器具,移至容器具洗存间,按“容器具清洁标准操作规程”对容器具、工器具进行清洗,放固定位置。
4.10 用扫把扫去地面上的废纸屑、残留物及污物,用拖把擦去地面上污物。
4.11 工作完毕后,把使用的扫把、毛巾、拖把送往本区“洁具洗存间”,按“卫生洁具清洁标准操作规程”进行洗涤、清洁保存。
4.12 清场、清洁结果请班组长和QA人员检查。
4.12.1 所有清场、清洁、检查过程详细记录4.12.2 清场结束填写整粒岗位的清场记录(正副本)。
由QA人员或授权人检查合格后由清场人及检查人在清场记录上签名。
4.12.3 合坨岗位的清场记录(正本)归入本批产品的批包装记录。
丸剂制备工艺操作
(二) 丸剂质量检查工
1. 工种定义:丸剂质量检查工是指从事丸剂生产全 过 程的各工序质量控制点的现场监督利I对规定的质量指标 进
行检查、判定的人员。
2. 适用范围:制剂全过程的质量监督(工艺管理、 QA)
第一节 丸剂制备工艺操作
(三)常用丸剂生产设备 中药丸剂的制备方法有泛制法 和塑制法,泛制法如同“滚雪球”, 塑制法如同“搓汤丸”。蜜丸和蜡 丸常用塑制法制造,水丸、水蜜丸、 糊丸、浓缩丸可用泛制法或塑制法 制造。
(6) 工作结束或更换品种时应及时做好清洁卫生并 按 有关SOP进行清场工作,认真填写相应记录;做到岗位 生
产状态标识、设备所处状态标识、清洁状态标识清晰明 了。
>第二节丸剂制备工艺
2.丸剂制备岗位操作法 (1)生产前准备 ① 操作人员按30万级洁净区要求进行更衣、消毒、 进
入丸剂制备操作间。 ② 检查操作间、工具、容器、设备等是否有清场合 格
温度低、干燥物体受热均匀等优点,能满足水分和崩 解的 要求,是丸剂理想的干燥设备。
TL 丸剂制备工艺操作 第二节
三、实训设备
YUJ-16A全A动速控中药制丸机
(一)丸剂制备岗位职责及岗位操作法
K岗位职责 (1) 严格执行《丸剂制备岗位操作法》、《丸剂生 产
设备标准操作规程》。
(2) 负责丸剂所用设备的安全使用及日常保养,防 止
物料:工序:I-!
检验:
入
注:虚线框内代表30万级或以上洁净生产区域
_• t第一节概述 *
粉蚱、过褅
_7j
刖湿剂、粘合剂—.钏丸
十燥,怙押
<21 T 22^~I抛光、包衣
• t第二节丸剂制备工艺操作
丸剂生产过程现场监控记录

丸剂生产过程现场监控记录年月监控结果日期监控内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31洁净区配料岗位1.开工前检查符合规定。
2.按批生产指令领料,操作正确。
3.操作符合岗位SOP。
4.及时填写记录。
5.粉碎前后有对筛网完好性和目数进行确认。
6.配料完毕、物料交接后有清场。
7.生产前、中、后状态标识符合要求。
制粒总混岗位1.开工前检查符合规定。
2.配浆、制粒工艺参数符合要求,颗粒色泽均匀、正常。
3.检查振荡筛筛网目数及完好性。
4.及时填写记录。
5.操作符合岗位SOP。
6.总混时间、转速满足要求。
7. 前、中、后状态标识正确。
工序完毕后有清场。
胶囊充填岗位监控结果日期监控内容 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311.开工前检查符合规定。
2.按批包装指令领料。
3.装量、外观质量符合要求。
4.前、中、后状态标识正确,操作符合岗位SOP 。
5.及时填写记录。
6.生产完毕有清场,并符合要求。
铝塑泡罩岗位 1.开工前检查符合规定。
2.工艺参数应符合要求。
3.外观质量符合要求。
4.前、中、后状态标识正确,操作符合岗位SOP 。
5.及时填写记录。
6.生产完毕有清场,并符合要求。
外包装岗位1.开工前检查符合规定。
2.操作人员到位,着装卫生符合要求。
3.环境卫生符合要求。
4.按批包装指令领取包装材料。
5.包装材料和标准样张一致。
监控结果 日期 监控内容 1 2 345678910 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 一般区外包装岗位 6.小盒、纸箱打码正确。
7.按岗位SOP操作。
大蜜丸批生产记录
大蜜丸批生产记录
产品名称:
规格:计划批量:批号:
宁夏六盘山药业有限公司
批生产指令
批生产指令
批生产指令
备料称量记录
粉碎岗位清场记录
粉碎总混岗位生产记录
粉碎岗位清场记录
总混岗位清场记录
总混岗位清场记录
湿热灭菌岗位清场记
湿热灭菌岗位生产记录
湿热灭菌岗位清场记录
炼密岗位清场记录
炼蜜岗位生产记录
炼密岗位清场记录
合坨岗位清场记录
合坨岗位批生产记录
合坨岗位清场记录
制丸岗位清场记录
大蜜丸制丸、晾丸岗位生产记录
填写说明:合格打“√”,不合格打“×”。
附1根据蜜丸生产工艺规程开始设定每30分钟进行一次检查,每次检查10丸至20丸。
规格()丸重差异。
操作人:复核人:现场QA:
附1根据蜜丸生产工艺规程开始设定每30分钟进行一次检查,每次检查10丸至20丸。
规格()丸重差异。
操作人:复核人:现场QA:
制丸岗位清场记录
中间体检验报告单粘贴处
批包装指令
丸剂内包岗位清场记录
大蜜丸内包装生产记录
丸剂内包岗位清场记录
外包岗位清场记录
外包装生产记录
外包岗位清场记录。
批生产、批包装记录执行流程
批生产&批包装记录执行流程责任人: 张川日期: 2002-3-21版本: 3.0流程描述1.批记录依据生产工艺规程、GMP进行编制,包括批生产记录和批包装记录两部分。
2.生产计划主管根据周生产计划填写批记录批号、指令号、发放日期,交储运部按物料编码、标准量、入库序号准确备料。
3.按生产计划时间发至生产车间,生产车间按批记录中生产参数、质检要求、时间记录点等,依生产工序流程顺序记录。
批产品入库后,车间主管、QA审核批记录,交QC复核,附入库成品检验结果,交质保部经理审核签名,将合格产品批号通知储运部,等待发货。
相关岗位职责分工生产部:计划主管、生产主管、带班长、工序负责人储运部:仓管、备料工质保部:经理、QC、QA流程详述1.批记录依据生产工艺规程、GMP要求及实际控制进行编制,包括批生产记录和批包装记录两部分。
批记录下发由生产计划管理根据周生产计划排期。
填写批记录批号、指令号、发放日期、批号台帐,提前1-3天分别将批生产记录和批包装记录下发给储运部备料员,备料员则根据周生产计划及物料编码、标准量、物料入库序号及时备好材料待发车间。
2.根据生产周计划排期,仓库和生产车间在指定地点和共识时间领发料。
3.生产车间在接收批记录、物料时,工序负责人应核对产品名称、批号、物料名称及数量、重量,确认无误后方可接受,并按批记录中工艺参数、质量检验要求、生产时间记录点、物料损耗及平衡等信息,及时组织生产,并将相关数据按要求填入批记录,批记录随工序流转。
整批生产包装入库后,批记录由车间主管(或带班长)审核,并转交质保部现场QA审核,QA审核结束交QC。
4.QC将接收到的批记录进行核对整理,附上完整的检验记录及成品报告单、产品质量证书,及时交质保部经理审核。
并签发产品质量证书。
根据质保部产品质量证书签发结果,将合格证、报告单、质量证书各一份及时通知储运部发货。
5.质保部负责将批记录的全部资料进行整理,并存放在产品档案室。
丸剂生产工艺设计规程

丸剂生产工艺设计规程丸剂是一种常见的药物剂型,它具有剂量准确、服用方便、易于保存等优点,被广泛应用于中药和西药制剂中。
为了保证丸剂的质量和安全性,丸剂生产工艺设计非常重要。
下面是丸剂生产工艺设计的规程,详细介绍丸剂的制备过程和注意事项。
一、丸剂的制备过程1.原料准备:根据配方,准备好各种原料,包括药材、辅料和溶剂等。
2.粉碎和筛选:将药材进行粉碎,并通过筛网进行筛选,以获得均匀细微的粉末。
3.配伍:将粉碎和筛选好的药材按照配方比例混合。
4.预处理:对混合好的药材进行预处理,包括烘烤、蒸馏、浸泡等,以提取和激活药效成分。
5.药材粉碎和筛选:将经过预处理的药材再次进行粉碎和筛选,以确保细粉质量。
6.配粉:将经过预处理和粉碎筛选的药材进行配方粉碎,以获得均匀的配方混合物。
7.湿混合:将配粉后的药材与辅料、溶剂等进行湿混合,形成胶团。
8.制球:将胶团按规定的丸剂大小进行制球,确保丸剂的均匀性。
9.干燥:将制球好的丸剂进行干燥,以除去多余的水分,提高丸剂的稳定性。
10.表面处理:对干燥后的丸剂进行表面处理,以提高丸剂的外观质量。
11.包装和贮存:将处理好的丸剂进行包装,并在适当的条件下贮存,以保持丸剂的质量和稳定性。
二、丸剂生产工艺设计的注意事项1.原料选择:选用质量优良、符合标准和规定的药材和辅料。
2.工艺流程:设计合理的工艺流程,确保各个工艺环节的顺序和操作方法正确。
3.设备选择:选择适合丸剂生产工艺的设备和仪器,确保制备过程的准确性和稳定性。
4.质量控制:建立质量控制体系,对原料、加工过程和成品进行严格的质量检验和监控。
5.卫生安全:制定严格的卫生措施和操作规程,确保生产过程的卫生和安全。
6.保存贮存:制备好的丸剂应储存于干燥、避光、通风、无异味的环境中,防止变质和受潮。
7.文件记录:对丸剂生产过程进行详细的记录,包括原料采购、加工过程、质量检验等,以便追溯和复查。
通过严格按照丸剂生产工艺设计规程进行制备,可以确保丸剂的质量和安全性。
批生产记录书写规范
01
完善条款 提出生产批记录的填写要求。
02
第一百七十五条 批生产记录的内容应当包括: (一)产品名称、规格、批号; (二)生产以及中间工序开始、结束的日期和时间; (三)每一生产工序的负责人签名; (四)生产步骤操作人员的签名;必要时,还应当有操作(如称量)复核人员的签名; (五)每一原辅料的批号和(或)检验控制号以及实际称量的数量(包括投入的回收或返工处理产品的批号及数量); (六)相关生产操作或活动、工艺参数及控制范围,以及所用主要生产设备的编号; (七)中间控制结果的记录以及操作人员的签名; (八)不同生产工序所得产量及必要时的物料平衡计算; (九)对特殊问题或异常事件的记录,包括对偏离工艺规程的偏差情况的详细说明或调查报告,并经签字批准。
完善条款 在98版规范第七十二条基础,根据对生产质量追溯性管理要求,批生产记录内容增加:如物料的信息、生产关键操作、工艺参数及控制范围、设备编号、偏差处理等记录内容。
第五节 批包装记录
点击此处添加正文,文字是您思想的提炼,为了演示发布的良好效果,请言简意赅的阐述您的观点。点击此处添加正文,文字是您思想的提炼,为了演示发布的良好效果,请言简意赅的阐述您的观点。
什么是批生产记录
一个批次的待包装品或成品的所有生产记录,批生产记录能提供该产品的生产历史,以及与质量有关的情况。 对于每一种产品都应准备批生产记录,它应该包括跟每一批产品有关的完整的信息。批生产记录应在发行之前被检验,以确保它是一个正确的版本、一个对适当的主要产品说明的清晰再现。
批生产记录应包括
01
02
新增条款 根据包装生产的特点,如有企业设置批包装批号时,明确对批包装批号编制的控制要求。 强调对包装批包装记录的控制要求。
第一百七十八条 批包装记录应当有待包装产品的批号、数量以及成品的批号和计划数量。原版空白的批包装记录的审核、批准、复制和发放的要求与原版空白的批生产记录相同。
批生产记录书写规范

新版GMP对记录要求
第178条 批包装记录应当有待包装产品的批 号 、数量以及成品的批号和计划数量。原版 空白的批包装记录的审核、批准、复制和发 放的要求与原版空白的批生产记录相同 。 第179条 包装过程中,在每项进行操作时应 当及时记录,操作结束后,应当由包装操作 人员确认并签注姓名和日期 。
新版GMP对记录要求
第171 条 每批产品均应当有相应的批生产记录, 可追溯该批产品的生产历史以及与质量有关的情况。 第 172 条 批生产记录应当依据现行批准的工艺规程 的相关内容制定。记录的设计应当避免填写差错。 批生产记录的每一页应当标注产品的名称、规格和 批号。
第173条 原版空白的批生产记录应当经生产管理负 责人和质量管理负责人审核和批准。批生产记录的 复制和发放应当均按照操作规程进行控制并有记录, 每批产品的生产只能发放一份原版空白批生产记录 的复制件。
案例(新版GPM常见缺陷)
1、批生产记录部分内容不全。部分记录填写数据的空格不 够。记录未及时填写(第159条);
2、过滤器完整性试验仪器打印的记录、高效液相色谱 、红 外光谱等图谱未标明样品或产品的批号和记录设备的信息、 操作人员的签名和期日第(601条) ;
3、记录的更改不符合规定,原始记录未作为重新誊写记录 的附保件(第存611条);
原始记录的填写
3、记录表格应按内容填写齐全、数据完整, 不准留有空格,如无内容可填写,应用“/”或 者“-”或者“以下空白”
原始记录的填写
4、内容与前项相同时应重复填写,不得用 “---”或“同上”或“ ,, ”等简写方式表示。 5、记录日期的书写 : 日期书写格式:例如2018年12月9日。
应按“2018年12月09日”或“2018.12.09” 的样式进行书写
药品GMP生产记录批记录管理控制程序
ABC药品有限公司药品生产质量管理体系生产管理文件2020年最新版编制: 日期:审核: 日期:批准: 日期:发放范围:公司各部门2020年01月01日生效目录序号内容页码1目的 (3)2 适用范围 (3)3职责 (3)4 内容 (3)文件更改履历 (6)1 目的建立生产记录及批生产记录的编制、填写、审核与保管的规定,使之起到监控、追溯质量全过程的作用。
2 范围生产车间岗位记录和批生产记录的管理。
3 责任生产部、技术部、质管部及各生产车间。
4 内容4.1 生产记录的编制4.1.1 生产记录指一切与生产有关的原始记录、报告单、台帐、凭证和片。
包括物料管理记录、生产技术管理记录、质量管理记录、设备管理记录、销售管理记录和人员管理记录等。
4.1.2 岗位操作记录应根据工艺程序、操作要点、技术参数和管理要求等内容设计并编号。
4.1.3 批生产记录是指该批药品生产工序全过程(包括检验)的完整记录。
可将有关岗位生产原始记录、检验报告单等汇总组合而成。
批生产记录具有质量的可追踪性。
4.1.4 所有见风使舵操作记录、生产记录的设计均由车间根据工艺要求提出,经技术、质监审核,主管副总经理批准后方可印刷使用,并留样存档。
4.1.5 为便于装订保存,生产记录应采用16开纸或16开纸的倍数印刷,如8开、32开等。
4.1.6 洁净区使用的生产记录应采有用不掉纤维的纸张。
4.2 生产记录的填写,生产记录必须由操作人本人填写,填写生产记录应符合下列要求:4.2.1 内容真实,数据可靠,计算准确,真实反映生产的实际情况,严禁弄虚作假、仿造数据。
4.2.2 记录要及时,不得提前记录,也不得将原始数据和内容先记在纸片上或其它地方,再抄写到生产记录上或将原始数据和内容先记在心里,再凭记忆写到生产记录上。
4.2.3 按表格内容填写,内容完整,不得留有空格,如果该项无内容填写时,一律以“/”表示,内容与上项内容相同时,应重复抄写,不得用“…”表示或“同上”表示。
批生产记录标准管理规程
目的:明确批生产记录的规范填写及严格保管制度,加强其过期记录的销毁。
范围:批生产记录及批包装记录。
责任人:班组长及岗位操作人员、车间技术员、车间主任、质量部经理、QA质监员。
内容:1.药品的生产全过程应有完整的记录,岗位操作记录应根据工艺规程、操作要点和技术参数等内容。
2.每批产品必须要有批生产记录。
3.批生产记录由生产指令,相关岗位生产原始记录,清场记录,清场合格证,偏差处理情况,检验报告单等汇总组成,具有质量可追踪性。
4.发放、填写4.1生产部按生产计划将批记录与其他生产文件一起,发放给车间。
4.2车间在根据生产指令下达车间生产通知单的同时,将该产品的有关岗位生产原始记录发放给各工序。
4.3各工序班组长将生产记录下发至各操作工,由岗位操作人员分段填写。
4.4生产记录的填写。
4.4.1内容真实,记录及时。
4.4.2字迹清晰,用中性笔填写。
4.4.3不得撕毁或涂改,需要更改时,不用涂改液,应在更正的字上划一斜线,在旁边重先写上正确的字。
4.4.4填写齐全、不留空格,如无内容填写,要用“—”线暂用,内容与上项相同的,应重新抄写,不得简写。
4.4.5品名不得简写。
4.4.6与其他岗位、班组或车间有关的操作记录应有一致性、连惯性。
4.4.7操作者、复核者均应签名,不得简写。
5.收集、审核5.1操作人员在生产操作完成后,须在当天将批记录和各种生产凭证交班组长复核,并经车间技术员汇总审查后,由车间技术员交车间主任审核签字,车间主任必须对记录中出现的偏差异常等情况及时调查,做出解释或评估,并签字、注明日期。
5.2车间主任必须在该批产品完工后一周内,将批记录送交质量部审核存档。
5.6质量部授权人对该批产品进行评价,做出放行与否的判断,并将结果连同成品报告单及时反馈给车间。
6.保存:全部批记录在进行审核后,按批归档,存放于质量部,保存至产品有效期后一年。
7.复制7.1生产指令、批生产记录,批包装指令及批包装记录由生产部门主管人员(或生产车间主管人员)复制。
批生产记录检查的标准操作程序
上海标准文件
标题:批生产记录检查的标准操作程序
分发部门:总经理室、质量技术部、生产制造部、行政部(存档)
批生产记录检查的标准操作程序
1 目的
明确批生产记录检查的标准操作程序。
2 范围
公司批生产记录(包括包装记录)。
3 责任
生产制造部负责人、车间主管、班组长及岗位操作人员、质量技术部QA主管、QA检查员、QC主管。
4 内容
4.1 每批产品必须要有批生产记录。
4.2 批生产记录内容,格式由生产制造部负责制订,质量技术部负责审核,由主管生产的副总经理批准后下发。
4.3 记录的要求:
4.4 批生产记录应字迹清晰、内容真实、数据完整、并由操作人与复核人签名。
记录应保持整洁,不得撕毁与任意涂改,更改时,在更改处签名,并使原数据仍可辩认。
4.5 记录应完整填写,不得缺项,遗漏。
4.6 不得用铅书填写记录,需用钢笔或碳素笔。
4.7 记录不得未行操作即填写结果,或在操作后,靠回忆追记。
4.8 凡需经检验的中间体,一般需待检验结果得出后,车间主管凭合格证,方可批准下一工序操作。
2/2 批生产记录检查的标准操作程序QA-O-007 4.9 记录应按要求经复核与审核,在生产结束后,一日内由车间交生产制造部负责人,由生产制造部负责人审核,并签署审核意见后,在生产结束后三个工作日内交质量技术部负责人。
质量技术部负责人应在接到记录后的一个工作日内,完成对记录的审核工作,并签署成品能否放行的意见。
(13)批生产记录、批包装记录管理规程
1.目的:建立生产记录的编制、填写、审核和保管的规程。
2.范围:一切与生产有关的原始记录、报告单、台帐、凭证。
3.责任:生产部、质量部、供储部、销售部、各生产车间。
4.内容:4.1.编制生产记录的要求:4.1.1.每批药品均应有相应的批生产记录,可追溯该批药品的生产历史以及与质量有关的情况。
4.1.2.批生产记录应依据现行批准的工艺规程的相关内容制定。
记录的设计应避免填写差错。
批生产记录的每一页应标注药品的名称、规格和生产批号。
4.1.3.原版空白的批生产记录应经过生产管理负责人和质量管理负责人的审核和批准,并签注姓名和日期。
批生产记录的复制和发放均应按照批准的书面程序进行控制并记录,每批药品的生产只能发放一份原版空白批生产记录的复制件。
4.1.4.生产开始前应进行检查,确保设备和工作场所没有上批遗留的产品、文件或与本批产品生产无关的物料,设备处于已清洁及待用状态。
检查情况应有记录。
4.1.5.在生产过程中,每项操作进行时应及时记录,操作结束后,应由生产操作负责人确认并签注姓名和日期。
4.2.批生产记录的内容应包括:4.2.1.产品名称、规格、生产批号;4.2.2.生产以及中间工序开始、结束的日期和时间;4.2.3. 每一生产工序的负责人签字;4.2.4.生产步骤操作人员的签名,必要时,还应有操作(如称量)复核人员的签名;4.2.5.每一原辅料的批号以及实际称量的数量(包括投入的,回收或返工处理产品的批号及数量)4.2.6.所有相关生产操作或活动、工艺参数及控制范围,以及所用主要生产设备的编号;4.2.7.中间控制和所得的结果的记录以及操作人员的签名;4.2.8.不同生产工序的产量及必要的物料平衡计算;4.2.9特殊问题的记录,包括对偏离生产工艺规程的偏差情况的详细说明或调查报告,并经签字批准。
4.3.编制批包装记录的要求:4.3.1.每批产品或每批产品中部分产品的包装,都应有相应的批包装记录,可追溯该批药品的包装操作以及与质量有关的情况。
34-批生产记录和原始记录管理制度 制药企业GMP管理文件 产品批号的制定及管理制度

1. 主题内容与适用范围1.1 主题内容本制度规定了批生产记录和原始记录的设计或编制、填写、整理汇编等内容。
1.2 适用范围本制度适用于药品生产过程中的批生产记录和原始记录以及与生产有关的管理人员和生产人员。
2. 工作内容和要求2.1 批生产记录和原始记录是生产、技术、质量和经济活动情况的直接反映,是企业班组管理的重要内容和基础工作。
2.2 每批药品应有生产记录,包括该批产品制造和检验的全部情况。
2.3 原始记录由车间技术主任或车间技术员组织生产车间的工段或工序员,根据工艺程序,操作要点和技术参数等内容设计(统一为16开纸)。
2.4 批生产记录由车间技术员负责,根据《GMP实施指南》的格式,原始记录内容,以及原料药和制剂各自生产特点进行设计。
2.5 设计好的原始记录、批生产记录由车间主任审核、签字;生产技术科科长审定、签字,经主管副厂长批准后付印。
2.6 所有签字和原始记录设计资料由车间存档,批生产记录的设计资料由生产技术科存档。
2.7 原始记录由岗位操作人员填写,岗位负责人、岗位技术员审核并签字。
2.8 批生产记录由岗位技术员分段填写,车间技术员汇总,车间技术主任审核并签字。
2.9 原始记录要及时填写,数据完整,内容真实,字迹清晰,不得用铅笔填写。
2.10 不得撕毁或任意涂改,确实需要更改时,应划去后在旁边重写,在更改处签名,不得用刀或橡皮改正。
2.11 按表格内容填写,不得有空格,如无内容填时一律用“-”表示。
内容与上项相同的应重复抄写,不得用“〃”或“同上”表示。
2.12 品名不得简写。
2.13 与其他岗位、班组或车间有关的原始记录,应做到一致性、连续性。
2.14 操作者、复核者均应填写全姓名,不得只写姓氏。
2.15 填写日期一律横写,如7月1日,不得写成1/7或7/1。
2.16 生产记录复核时,必须按每批原始记录串联复核,不得前后矛盾,必须将记录内容与工艺规程对照复核。
上下工序、成品记录中的数量、质量、批号、桶号必须一致、正确。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
丸剂批生产记录内容顺序
一、真空干燥工序
1.批生产记录封面
2.生产指令
3.物料领用记录
4.开工前清场合格证正本或上批清场合格证副本
5.配料干燥生产操作记录
6.清场记录
7.清场合格证正本
二、粉碎工序
1.开工前清场合格证正本或上批清场合格证副本
2.配料干燥生产操作记录
3.清场记录
4.清场合格证正本
三、配料制丸工序
1.批生产记录封面
2.生产指令
3.物料领用记录
4.开工前清场合格证正本或上批清场合格证副本
5.配料生产操作记录
6.清场记录
7.清场合格证正本
8.半成品检验报告书
四、沸腾干燥工序
1.开工前清场合格证正本或上批清场合格证副本
2.干燥生产操作记录
3.清场记录
4.清场合格证正本
五、分装工序
1.开工前清场合格证正本或上批清场合格证副本
2.分装生产操作记录
3.清场记录
4.清场合格证正本
六、包装工序
1.批包装生产指令
2.物料领用记录
3.开工前清场合格证正本或上批清场合格证副本
4.包装生产操作记录(含小盒、标签、说明书)
5.拼箱记录
6.清场记录
7.清场合格证正本
8.批生产记录汇总表
9.成品检验报告书
10.成品放行审核表。