基于CAE 的注塑模具结构优化设计
基于CAE技术的注塑模浇口优化设计
浇 口指 分 流道 末 端 与模 腔 人 口之 间狭 窄 短 小 的
一
段通 道【 它 Βιβλιοθήκη 功 能是 : 塑料 熔体 加快 流速 注入 模 】 】 , 使
腔 内 , 有序 地填 充满 型腔 , 对补缩 具有 控制 作 用 。 并 且
在注 塑成 型工 艺及 模具设 计 中 , 口位置 是一个 很 重 浇 要 的设 计 变量 , 与塑料 性 能 、 件形 状尺 寸 、 具结 它 塑 模
缺 陷 是 网格 质 量 低 下 的
主要 原 因 , 因此 划 分 网格 后 需 要 进 行 网 格 统 计 [, 3 ] 图 1浇口优化设计流程
构 、 射 工艺 等 因素有关 。不合理 的浇 口位 置将 会 导 注 致塑件产生缺料 、 体破 脆 、 接痕 、 孔 、 熔 熔 缩 白斑 、 烧 焦 、 曲等 一 系列质 量缺 陷 , 翘 甚至 直接 产生废 品 ; 因此 正 确选 择 浇 口位 置 , 是提 高 塑件质 量 的重要 环节 浇 V位置 设计 应遵 循 下列 准则 翻 1 I : )应 保证 制 品 的完全
2 浇 口位 置 的 预 分 析 和 工 艺 参 数 的 设 定 . 2
注不 满等现象 ;)应设 置在较 厚 的部 位 ,使 熔体 由厚 3
MP 提供 的分 析类 型有多种 ,但作 为产 品的初步 I
壁处流向薄壁 区, 保证熔体 的充分充填; ) 4 应保证各
充填 ; )应保证 熔体 流动时可 以将模 具 中的气 体推 到 2 分 型 面处 或 能够 有 效 地排 气 , 防止 裹 气 发 生 , 证 型 保 腔 中 的空气 得到 充分 的释 放 , 以避 免产 生气 穴 、 斑 、 烧
基于CAE技术的注塑模具高效率设计方法

2 基于C E技术 的塑料模具设计流程 A
基 于CAE 技 术 的 塑 料 模 具 设 计 流 程 如 图 1 所 示 , 和传 统 的模 具设 计 流程 不 同 ,这 种 设 计 生 产
收 稿 日期 :2 1-1 - 8 0 0 2 2
作者简介 :任玉珠 ( 9 2一),女 , 副教授,研究方 向为机械制造 。 16
率 ,保 证 了 产 品 质 量 ,降 低 了 模 具 的 设 计 成 本 , 因此 此项研 究具 有广 阔 的研 究 前景 和开 发 空 间 。
中 的应 力分 布 、分 子 和纤 维 取 向分 布 、制 品的 收
缩 和 翘 曲变 形 等情 况 ,从 而 使 设 计 者 能 够 模 拟 调 整 工 艺 参 数 ,优 化 工 艺 规 程 ,尽 早 发 现 并 解 决 绝 大 数 问 题 ,及 时修 改 制 品 和模 具 结 构 设 计 ,而 不 是 等 到 试 模 以 后再 返 修 模 具 , 计 阶 段 以最 小 的 在设 花 费 、 最 短 的 时 间优 化 设 计 ,缩 短 开 发 周期 ,提 高 设 计效 率 、保证 模具 设计 质量 。
第3 卷 3
第3 期
2 1- ( ) [3] 0 1 3 上 17
务l 匐 似
单 元节 点 上 的 场 变 量 值 此 时 得 到 的基 本 方程 是一 用 如 图 3所 示 注 塑 产 品手 机 外 壳 来 演 示 基 于
C AE的注 塑模具设 计过 程 。
最 好
个代数 程组 ,而不是原来描述真实连 续开发 周期 ,优化注塑模 具设计质量 ,提 高模 具设 计效率 ,降低产 A
品生 产成本。
关键词 :注塑模 具 ;设计 ;C lfo AE Mod lw 中图分 类号 :T 1 2 H 6 文献标识码 :A 文章编号 :1 0 — 14 21 ) ( 一O 7 3 9 0 ( 0 3 上) 1 —0 0 3 1 3
基于cae分析的塑件产品注射成型浇注系统优化设计
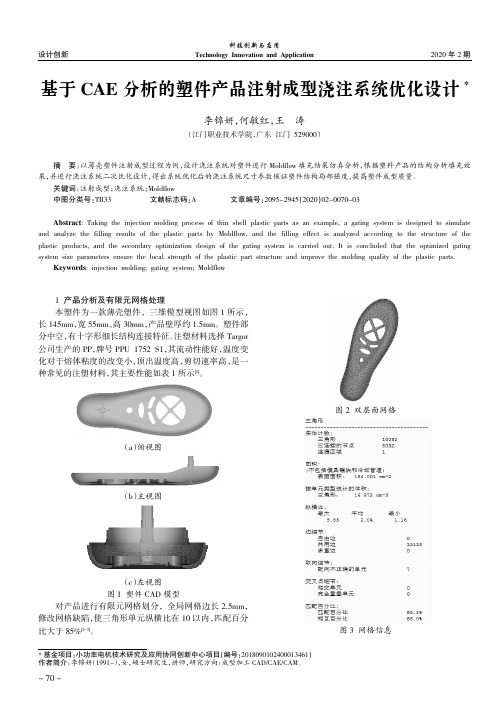
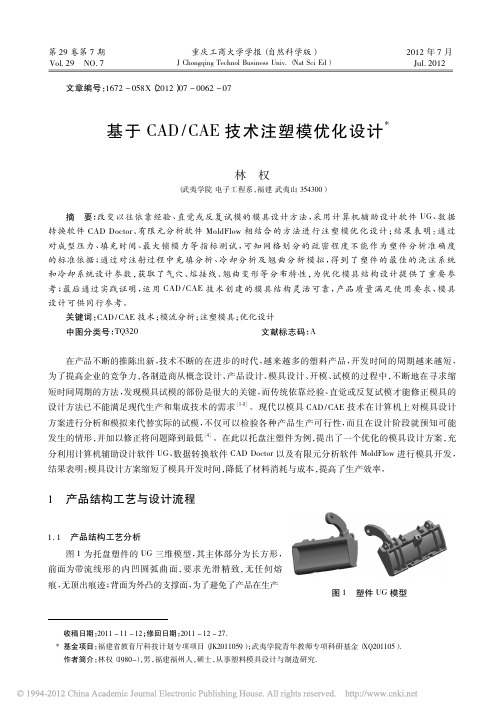
2020年2期设计创新科技创新与应用Technology Innovation andApplication基于CAE 分析的塑件产品注射成型浇注系统优化设计*李锦妍,何敏红,王涛(江门职业技术学院,广东江门529000)1产品分析及有限元网格处理本塑件为一款薄壳塑件,三维模型视图如图1所示,长145mm ,宽55mm ,高30mm ,产品壁厚约1.5mm 。
塑件部分中空,有十字形细长结构连接特征。
注塑材料选择Targor 公司生产的PP ,牌号PPU 1752S1,其流动性能好,温度变化对于熔体粘度的改变小,顶出温度高,剪切速率高,是一种常见的注塑材料,其主要性能如表1所示[1]。
(a )俯视图(b )主视图(c )左视图图1塑件CAD 模型对产品进行有限元网格划分,全局网格边长2.5mm ,修改网格缺陷,使三角形单元纵横比在10以内,匹配百分比大于85%[2-3]。
图2双层面网格图3网格信息摘要:以薄壳塑件注射成型过程为例,设计浇注系统对塑件进行Moldflow 填充结果仿真分析,根据塑料产品的结构分析填充效果,并进行浇注系统二次优化设计,得出系统优化后的浇注系统尺寸参数保证塑件结构局部强度,提高塑件成型质量。
关键词:注射成型;浇注系统;Moldflow中图分类号:TB33文献标志码:A文章编号:2095-2945(2020)02-0070-03Abstract :Taking the injection molding process of thin shell plastic parts as an example,a gating system is designed to simulateand analyze the filling results of the plastic parts by Moldflow,and the filling effect is analyzed according to the structure of the plastic products,and the secondary optimization design of the gating system is carried out.It is concluded that the optimized gating system size parameters ensure the local strength of the plastic part structure and improve the molding quality of the plastic parts.Keywords :injection molding;gating system;Moldflow*基金项目:小功率电机技术研究及应用协同创新中心项目(编号:2018090102400013461)作者简介:李锦妍(1991-),女,硕士研究生,讲师,研究方向:成型加工CAD/CAE/CAM。
基于CAE的塑料件模具设计方案选择
技术平台件进行支持,而系统也应该对这些软件进行远程技术的支持。
第六,既然是与云服务相结合,系统与云服务平台的连接要更加紧密以及数据传输通道的畅通,加强云服务这个“中转站”与各个服务器节点的连接保证,而且其协议都应该具备各自的独特性。
通过以上条件,保证网络结构的整体性以及完整性,使得远程计算机网络数据访问以及用户使用的有效性和快速性。
3 系统设置在远程计算机网络系统的整体构架方面,服务器仍然是其设置的主要方向以及重要的部分。
一般性的是利用安装NT系统,以及相关的数据库和及时更新的补丁程序来完成。
其中包括远程访问服务器启动与设置、添加远程访问用户设置、数据库设置三个方面。
在应用了云服务技术的支持下,对于服务器启动与设置方面可以不进行相关的设置,服务器即为云服务平台。
在用户设置和数据库设置方面,可以通过云服务平台提供的用户关系设置上更改相关的用户信息和权限设置。
数据库则应用云服务平台所提供的数据库,需要进行设置的同以往的一样进行协议和权限的设置,保证数据的安全。
4 工作站的设置在工作站的设置上与RAS服务中所应用到的工作站设置一样,利用普通的MODEM通过RS-232电缆实现实线连接,连接串口COM1或者是COM2以并且通过相关的软件进行系统的操控。
工作站当中可以使用内线电话进行RAS服务器的拨入功能,同样在云服务器的支持下也可以通过云服务器进行指令传输实现登入,并且要保证数据库和客户端的服务都处于相对应的状态下。
登录流程可以划分为登入请求-口令检测-信任。
云服务器主要的仍然是在登入请求上做出了改变,其他的基本没有变化。
利用了云服务支持下,可以省去拨号部分,通过网络云进行连接,完全可以不用拨号就实现服务器与服务器之间的连接,大大地减少了以往的RAS服务器连接中的流程,使得整个连接程序更为简单和省时。
5 结论通过对当今云服务技术的支持研究,以及以前的远程计算机网络系统所应用到的RAS服务连接方式相结合,形成一个更加完善和流程渠道不同的远程计算机网络系统。
基于CAE的模具设计与制造优化
基于CAE的模具设计与制造优化一、引言模具是工业生产中不可缺少的工具。
模具的设计和制造对于工业生产效率和产品质量至关重要。
目前,随着计算机辅助工程(CAE)技术的发展,基于CAE的模具设计和制造优化已成为模具制造行业的热点研究领域。
二、CAE技术在模具设计中的应用1. 模具结构设计的CAE优化通过CAE软件进行模具结构分析,可得到模具在受力状态下的应力和变形情况,通过优化结构设计,减小应力集中区域,改进受力均匀性,提高模具强度,并在加工过程中减小变形,减少加工工序调整次数,降低生产成本。
2. 模具流道系统的CAE优化对于注塑成型等模具,注塑流道是其关键部件之一。
通过CAE 技术对模具的注塑流道系统进行优化,可以优化模具的冷却性能,改善成型品质,增加模具的寿命。
3. 模具温度场的CAE优化模具在使用过程中,由于温度的变化会导致模具材质的热胀冷缩,从而影响模具的准确性和寿命。
通过CAE技术分析模具的温度场,在模具的设计和制造过程中,可以优化模具的冷却方式和材质,提高模具的使用寿命。
三、CAE技术在模具制造中的应用1. 模具加工程序的CAE优化通过CAE技术对模具加工过程进行模拟,可以确定最佳的加工方案,减少加工误差、降低加工难度和成本。
同时,可以在制造过程中识别潜在的表面缺陷,优化加工路径,提高制造效率和产品质量。
2. 模具材料力学性能的CAE优化通过应用CAE技术对模具材料的力学性能进行分析和优化,可以选择最佳的材料,提高模具的使用寿命和耐磨性。
3. 模具表面加工的CAE优化当前,高档产品和新型材料的制造越来越复杂,需要更为精细的表面加工。
通过CAE技术分析表面加工的过程,优化表面加工的方法和质量要求,提高制造效率和产品质量。
四、结论CAE技术在模具设计和制造领域中展现出强大的优化功能,能够在很大程度上提高模具制造的效率和质量,降低成本。
未来,基于CAE的模具设计和制造技术将会得到更加广泛的应用和发展。
基于CAE技术的注塑模具高效率设计方法
基于CAE技术的注塑模具高效率设计方法newmakerCAE系统的核心思想是结构的离散化,即将实际结构离散为有限数目的规则单元组合体。
实际结构的物理性能可以通过对离散体进行分析,得出满足工程精度的近似结果来替代对实际结构的分析,这样可以解决很多实际工程需要解决而理论分析又无法解决的复杂问题。
把CAE理论应用于塑料模具的设计,预测模具结构及注射工艺参数对制品外现和性能的影响,有目的地修正设计方案和工艺条件,克服因为经验少而造成的不良后果,进而优化注塑模具结构设计。
实践证明此项研究明显的缩短了设计周期,提高了设计效率,保证了产品质量,降低了模具的设计成本,因此此项研究具有广阔的研究前景和开发空间。
1 传统注塑模具设计流程传统注塑模具设计流程是典型的串行路线,在正式生产前,由设计人员凭经验与直觉设计模具,模具装配完毕后,需要通过试模才能发现问题。
发现问题后从概念设计、产品设计、模具设计、模具制造到试模进行调整,之后才能进行模具生产。
设计、调整及模具质量很大程度取决于设计人员的经验。
此方案设计周期长,模具质量不稳定,产品质量难以保证。
2 基于CAE技术的塑料模具设计流程基于CAE技术的塑料模具设计流程如图2所示,和传统的模具设计流程不同,这种设计生产流程是典型的并行路线。
基于CAE技术模具设计流程利用CAE分析软件,可以在模具制造之前,先在计算机上对整个注塑成型过程进行模拟分析,准确预测熔体的填充、保压、冷却以及制品中的应力分布、分子和纤维取向分布、制品的收缩和翘曲变形等情况,从而使设计者能够模拟调整工艺参数,优化工艺规程,尽早发现并解决绝大教问题,及时修改制品和模具结构设计,而不是等到试模以后再返修模具,在设计阶段以最小的花费、最短的时间优化设计,缩短开发周期,提高设计效率、保证模具设计质量。
3 注塑模具CAE基本结构及设计过程3.1 注塑模具CAE基本结构基本过程是将一个形状复杂的连续体的求解区域分解为有限的形状简单的子区域,即将一个连续体简化为由有限个单元组合的等效组合体:通过将连续体离散化,把求解连续体的场变量(应力、位移、压力和温度等)问题简化为求解有限的单元节点上的场变量值此时得到的基本方程是一个代数方程组,而不是原来描述真实连续体场变量的微分方程组。
基于CAE技术的注塑模具设计

基于CAE技术的注塑模具设计Moldflow 软件可以模拟整个注塑过程,指导模具设计,并可优化塑料制品结构设计。
Moldflow软件技术可以提供基本的热塑性注塑成型分析功能外,以及许多新的注塑成型工艺分析。
近年来,Moldflow 软件在家电、汽车、电子通信、化工及日用品等领域都等到了广泛的应用。
下面我们以Moldflow 为例,来介绍注塑成型 CAE 软件的主要应用分析功能模块。
(一)进行产品优化产品优化顾问是快速检查塑料零件设计的生产能力的理想工具。
用户可以获得有关修改壁厚、浇口位置、材料或几何体的快速反溃分析结果和详细的设计建议可以用于最合理的零件壁厚和浇口位置,并可用于识别和消除装饰等问题,如熔接痕、气穴和缩水。
(二)进行产品的填充和保压分析填充和保压分析是所有 CAE 软件中最基本的分析功能,可以模拟注塑成型工程的填充和保压阶段。
它的分析输出结果包括填充时间、温度、压力、锁模力、剪切速率/应力、气穴和熔接痕等,有助于选择浇口位置、确定浇口数量和优化浇注系统,并可预测熔接位置、最终填充位置/排气位置,以及填充时间、压力和温度分布,确定和潜在的塑料制品质量缺陷。
(三)进行产品的曲俏分析翘曲变形分析是在设计阶段完成制品尺寸的预测,并可预测制品的使用性能,验证模具结构和注塑工艺参数是否合理。
它的主要分析输出结果包括变形量和应力等,可帮助用户找出翘曲变形成因,提高制品的尺寸精度,为用户提供有用的参考数据,并优化制品的结构参数。
二、利用CAE技术进行模具注塑的应用现状利用CAE进行模具注塑,在国外已经有着非常悠久的应用历史,在上个世纪50年代,美国研究学者通过数值计算的方法。
将聚合物不断的优化和设计,改善了注塑工艺。
到了上个世纪80年代,CAE注塑技术已经比较成熟,由于有限元法和边界元法的出现,使得CAE在注塑模具领域有着非常广泛的应用。
澳大利亚,美国以及德国分别研发了相应的软件,进行CAE的注塑工作。
基于CAD_CAE技术注塑模优化设计
第29卷第7期Vol.29NO.7重庆工商大学学报(自然科学版)J Chongqing Technol Business Univ.(Nat Sci Ed )2012年7月Jul.2012文章编号:1672-058X (2012)07-0062-07基于CAD /CAE 技术注塑模优化设计*林权(武夷学院电子工程系,福建武夷山354300)收稿日期:2011-11-12;修回日期:2011-12-27.*基金项目:福建省教育厅科技计划专项项目(JK2011059);武夷学院青年教师专项科研基金(XQ201105).作者简介:林权(1980-),男,福建福州人,硕士,从事塑料模具设计与制造研究.摘要:改变以往依靠经验、直觉或反复试模的模具设计方法,采用计算机辅助设计软件UG 、数据转换软件CAD Doctor 、有限元分析软件MoldFlow 相结合的方法进行注塑模优化设计;结果表明:通过对成型压力、填充时间、最大锁模力等指标测试,可知网格划分的疏密程度不能作为塑件分析准确度的标准依据;通过对注射过程中充填分析、冷却分析及翘曲分析模拟,得到了塑件的最佳的浇注系统和冷却系统设计参数,获取了气穴、熔接线、翘曲变形等分布特性,为优化模具结构设计提供了重要参考;最后通过实践证明,运用CAD /CAE 技术创建的模具结构灵活可靠,产品质量满足使用要求,模具设计可供同行参考。
关键词:CAD /CAE 技术;模流分析;注塑模具;优化设计中图分类号:TQ320文献标志码:A在产品不断的推陈出新,技术不断的在进步的时代,越来越多的塑料产品,开发时间的周期越来越短,为了提高企业的竞争力,各制造商从概念设计、产品设计、模具设计、开模、试模的过程中,不断地在寻求缩短时间周期的方法,发现模具试模的部份是很大的关键,而传统依靠经验、直觉或反复试模才能修正模具的设计方法已不能满足现代生产和集成技术的需求[1-3]。
现代以模具CAD /CAE 技术在计算机上对模具设计方案进行分析和模拟来代替实际的试模,不仅可以检验各种产品生产可行性,而且在设计阶段就预知可能发生的情形,并加以修正将问题降到最低[4]。
基于cae注射成型工艺参数的优化

基于cae注射成型工艺参数的优化注射成型工艺参数的优化是制造业中的重要领域之一、通过优化注射成型工艺参数,可以提高产品质量、降低生产成本和提高工艺效率。
本文将从优化工艺参数的背景、方法和实施过程等方面进行详细介绍。
一、背景注射成型是一种常用的塑料成型方法,广泛应用于塑料制品的生产。
在注射成型过程中,工艺参数的设置对产品的质量具有重要影响。
例如,熔融温度、压力和注射速度等参数会影响产品的尺寸、密度和表面质量等性能。
因此,通过优化这些工艺参数,可以提高产品的质量和性能。
二、方法1.正交试验法正交试验法是一种常用的多因素多水平试验方法。
通过正交试验,可以在有限的试验次数内,全面地探索多个工艺参数对产品性能的影响。
在正交试验中,选择适当的工艺参数和水平,并根据试验结果进行统计分析,得出最优的工艺参数组合。
2.基于数值模拟的优化数值模拟是一种有效的工艺参数优化方法。
通过建立注射成型过程的数值模型,可以模拟和预测工艺参数对产品性能的影响。
通过对模型进行参数化,可以进行多次仿真试验,以寻求最优的工艺参数组合。
数值模拟优化方法具有高效、准确和成本低廉的特点,逐渐成为优化注射成型工艺参数的重要手段。
三、实施过程优化注射成型工艺参数的实施过程可以分为以下几个步骤:1.确定优化目标在优化过程中,需要确定具体的优化目标,例如提高产品质量、降低生产成本或提高生产效率等。
2.选择优化方法根据具体情况,选择合适的优化方法。
正交试验法适用于需要全面了解工艺参数对产品性能影响的情况。
而基于数值模拟的优化方法适用于需要高效、准确预测工艺参数对产品性能影响的情况。
3.设计试验方案或建立数值模型如果选择正交试验法,需要设计试验方案,确定各个工艺参数的水平组合。
如果选择基于数值模拟的优化方法,需要建立注射成型过程的数值模型,并进行参数化。
4.进行试验或仿真根据设计的试验方案,进行实际试验或进行数值仿真。
记录试验数据或仿真结果。
5.数据分析和优化结果通过统计分析试验数据或仿真结果,得出工艺参数和产品性能之间的关系。
基于CAD/CAE技术辅助塑胶产品模具优化设计

Plastic Products Mold Optimization Design Based on CAD/CAE Technology Assistant 作者: 何靓[1] 林权[1] 陈杰[1] 吴雄飞[1] 邓小明[1] 陈桂梅[2]
作者机构: [1]武夷学院机电工程学院 [2]武夷学院生态与资源工程学院,福建武夷山
354300
出版物刊名: 宜春学院学报
页码: 54-58页
年卷期: 2014年 第6期
主题词: CAD CAE技术 模流分析 注塑模设计 优化设计
摘要:通常塑胶模具的设计或注塑成型工艺参数的设置,都依靠设计者的经验或进行试误,但对于高质量要求的塑件,常常无法适当决定.在此以鼠标注塑模为例,通过PROE建模修正,再结合正交试验法利用Mold flow软件的模流分析,获取最佳成型工艺参数以及产品成型特性,然后基于CAD/CAE技术进行注塑模具的结构优化设计,实践证明该方案可行,为其他类似产品开发设计提供参考.。
浅谈基于CAE的注塑模具结构优化设计

浅谈基于CAE的注塑模具结构优化设计摘要:为进一步缩短模具研发周期,管控模具成本,切实提升模具的实用性,使其满足经济发展与社会生活的需求。
相关企业在研发以及生产环节,逐步转换思路,投入大量资源,进行技术升级,以技术优化模具产业的优化。
文章以CAE技术作为研究框架,从多个角度出发,探讨注塑模具结构优化的基本方法,旨在为后续相关实践活动的开展提供方向性引导。
关键词:注塑模具;CAE技术;结构优化;技术方案前言作为技术密集型产业,模具工业在日常研发、设计、生产以及评估过程中,需要CAD技术、CAE技术以及CAM技术的深度参与,在相关专业技术的支持下,降低模具研发以及生产难度,缩短模具研发与优化周期,减少了成本投入,对于模具产业的发展产生了深远影响。
CAE技术在模具工业中的应用,改变了传统了模具研发体系以及优化方式,促进了模具工业的现代化、可视化与智能化。
为进一步发挥CAE技术在注塑模具中的作用,实现模具结构的合理优化,文章在对CAE技术进行整体性分析的基础上,结合过往有益经验,系统梳理CAE技术框架下注塑模具结构优化的基本方法,着眼于相关案例,进行技术规律的总结,以期为CAE技术应用以及注塑模具结构优化活动的进行创造条件。
1.CAE技术概述对CAE技术的整体性梳理,有助于技术人员对该项技术的机理、重要性形成正确的认知,并在这一过程中,逐步明确CAE技术相关应用要求,在很大程度上,确保了CAE技术在注塑模具结构优化中科学高效应用。
CAE技术作为一种高效的分析方法,其在计算机平台之上,快速完成对复杂工业产品结构强度、产品刚度、稳定性、动力响应以及热传导性等相关参数的科学计算以及整体分析,是现阶段较为成熟的分析机制[1]。
随着技术的发展,CAE技术日益成熟,现阶段CAE技术大致上可以划分为两类,一类为专用CAE技术软件,主要针对于特定类型的建筑工程或者工业产品,用于分析、预测以及优化性能;另一类为通用CAE技术软件,主要服务于一般类型建筑工程以及工业产品,对其进行分析、预测以及优化。
基于cae注射成型工艺参数的优化
基于cae注射成型工艺参数的优化
以下是基于CAE注射成型工艺参数的优化步骤:
1.建立三维模型。
首先,需要建立产品的三维CAD模型,并将其转化为三维有限元模型,包括产品形状、材质、尺寸和壁厚等。
2.网格划分。
根据三维有限元模型进行网格划分,以便实现流体、热传递和应力分析。
3.物理参数定义。
定义材料物理参数,如熔融密度、流动性、粘度、导热系数等。
4.模拟分析。
通过数值模拟软件进行注射成型过程的分析,根据模拟结果获取了充模、充模时间、压力大小等参数。
5.参数优化。
根据模拟结果,对注射成型参数进行优化,以获得更好的流动和填充
效果。
优化的参数包括注射压力、注射速率、注射时间、模具温度等。
6.模拟验证。
对优化后的参数进行模拟验证,并比较模拟结果和实际产品质量,以
确认注射成型工艺参数的优化是否正确。
通过以上步骤,基于CAE注射成型工艺参数的优化可以显著提高产品的质量,并降低成本和制造周期。
基于注塑模具CAE技术的浇注系统和冷却系统优化方案设计
中文摘要基于注塑模具CAE技术的浇注系统和冷却系统优化方案设计本文使用Moldflow软件,以水煲为研究对象,对其注塑模具的浇注系统和冷却系统进行优化模拟分析,从而选择最佳成型工艺方案。
本文介绍了MPI(Moldflow Plastics Insight)6.1的使用方法,对注塑过程中的浇注系统设计、冷却水路创建、最佳浇口位置确定等进行研究。
文中根据不同浇注系统的类型来分析水煲制件成型过程中充填时间、熔接痕位置和气穴位置等各种缺陷,从而确定水煲最佳浇注系统。
同时还根据冷却水路的布置和冷却参数的变化对水煲成型时熔体充填、流动和冷却过程的影响,确定最佳冷却系统方案。
最后运用正交试验工艺参数的优化分析方法,做进一步优化,确定最优成型工艺参数和成型方案。
本文中不仅熟悉计算机辅助软件MPI的使用方法,了解现代化生产工艺和要求,了解不同塑料特性和成型条件,而且对于塑料模的浇注系统和冷却系统有了进一步的认知。
其次,利用CAE技术对模具设计的优化,可避免模具在传统生产中出现的气孔、缩孔、充填不足等缺陷,提高产品的质量,更多情况下降低成本,改善了生产商的经济效益。
关键词:浇注系统;冷却系统;CAE;模拟分析毕业设计说明书(论文)外文摘要Title Design Of Gating System And The Cooling System Based OnThe Technology Of Injection Mold CAEAbstract:This paper use Moldflow software to research the gating system of injection mould and cooling system optimization and simulation analysis for select the best molding process.This paper introduces the use of the MPI (Moldflow Plastics Insight) 6.1, the gating system of injection molding process design, cooling water to create, and the optimal gate location, etc.In this paper, according to different types of gating system to analysis the fill time in the process of stamping shape water boil, various defects such as weld mark and acupuncture point location, the best gating system to determine the water pot.Also according to the change of the arrangement of the cooling water and cooling parameters of molding melt filling water boil, the effect of flow and cooling process, determine the optimal cooling system solutions.Finally USES the method of orthogonal test process to produce several optimization analysis, further optimization, optimal molding process parameters and forming scheme.Keywords: Gating System; The Cooling System.CAE;Simulation Analysis目录前言 (1)第一章绪论 (2)1.1 注塑成型技术简介 (2)1.2 注塑模CAE技术 (2)1.2.1 CAE技术发展水平 (2)1.2.2 注塑模CAE技术发展趋势 (3)1.3 本文研究的目的和内容 (3)1.3.1 研究目的 (3)1.3.2 研究内容 (4)第二章注塑成型工艺方案设计 (5)2.1 浇注系统设计 (5)2.1.1 普通浇注系统的组成和设计 (5)2.1.2 主流道设计 (6)2.1.3 分流道设计 (6)2.1.4 浇口的设计 (7)2.1.5 水煲浇注系统设计 (9)2.2 冷却系统设计 (11)2.2.1 冷却水路布置 (11)2.2.2 常见冷却系统的结构 (11)2.2.3 水煲冷却水路的方案设计 (12)第三章基于MPI的注塑工艺CAE模拟仿真过程 (15)3.1 Moldflow软件简介 (15)3.2 水煲CAE仿真模拟分析 (15)3.2.1 产品模型导入 (15)3.2.2 网格的划分及修复 (16)3.2.3 最佳浇口位置的确定 (21)3.2.4 浇注系统创建 (22)I3.2.5 冷却系统创建 (24)3.2.6 分析序列选择 (26)3.2.7 注塑原料选择 (27)3.2.8 工艺参数设置 (27)3.2.9 分析计算 (28)第四章注塑成型模拟结果分析 (29)4.1 模拟结果分析 (29)4.2 水煲模拟分析结果比较 (30)4.2.1 浇注系统的分析比较 (30)4.2.2 冷却系统的分析比较 (33)4.3 水煲成型方案确定 (36)第五章基于正交试验工艺参数优化分析 (37)5.1 正交试验简述 (37)5.1.1 概述 (37)5.1.2 水煲的试验指标和因子 (37)5.2 数值模拟与正交试验方法结合的多工艺参数优化 (39)5.2.1 基于正交试验的多工艺参数优 (39)5.2.2 单个因素影响的试验 (42)第六章结论 (47)参考文献 (48)致谢 (49)附录 (50)II前言塑料成型在现代制造业中占有重要的地位,塑料制品随现代生活的变化而变的样式各异、绚丽多彩,因而对于成型塑料件的模具要求越来越高。
基于CAE的注塑模开发技术研究
基于CAE的注塑模开发技术研究一、概述随着科技的不断发展,注塑模制造技术在各个领域得到了广泛的应用。
为了提高注塑模的性能和降低生产成本,越来越多的企业开始关注基于计算机辅助工程(CAE)的注塑模开发技术研究。
本文旨在探讨如何利用CAE技术对注塑模进行设计、分析和优化,以满足不同行业的需求。
CAE技术是一种基于数值模拟的工程技术方法,通过计算机对复杂系统的性能进行预测和优化。
在注塑模开发过程中,CAE技术可以帮助工程师快速生成模具结构,减少试制次数,缩短生产周期,降低废品率,从而提高企业的竞争力。
本文首先介绍了注塑模的基本概念和分类,然后详细阐述了CAE 技术在注塑模开发中的具体应用,包括有限元分析(FEA)、流体分析(FAM)、热分析(Thermal)、疲劳分析(Fatigue)等。
接下来本文重点讨论了CAE技术在注塑模设计过程中的优势和挑战,以及如何克服这些挑战,提高CAE技术在注塑模开发中的应用水平。
本文对未来基于CAE的注塑模开发技术研究的发展趋势进行了展望。
A. 注塑模开发的重要性和背景随着科技的不断发展,塑料制品在各个领域的应用越来越广泛,尤其是在汽车、电子、家电等行业。
塑料制品的需求量逐年增长,使得注塑模开发技术成为了这些行业中至关重要的一环。
注塑模是一种用于制造塑料制品的模具,其质量直接影响到制品的质量、生产效率以及成本。
因此注塑模的开发技术对于降低生产成本、提高产品质量具有重要意义。
近年来随着全球经济一体化的发展,国际市场竞争日益激烈,企业为了在竞争中立于不败之地,纷纷加大研发投入,提高产品的技术含量和附加值。
在这个过程中,注塑模开发技术的研究和应用显得尤为重要。
通过引入先进的CAE(计算机辅助工程)技术,可以实现对注塑模设计的全过程模拟和优化,从而提高注塑模的开发效率和质量,降低生产成本,为企业创造更大的经济效益。
此外随着环保意识的不断提高,企业在生产过程中对环境的保护要求也越来越高。
基于CAE模流分析的注塑成型方案优化应用
基于CAE模流分析的注塑成型方案优化应用摘要:应用计算机辅助工程CAE软件,对车载空清底座塑件的充填、保压、冷却、翘曲等进行了模拟流动分析。
通过对多种设计方案的比较,以及参数调整,最终选定3种方案中的最优化设计方案。
同时,通过模流分析的结果,介绍模流分析CAE在注塑模具设计优化的重要作用。
CAE可以有效优化设计过程,提高开发效率和降低模具损失率。
关键词:计算机辅助工程;CAE;注塑成型;车载空清底座;优化引言:模流分析CAE通过计算机对模具成型设计方案分析和模拟流动成型过程替代实际试模,预测设计中潜在的问题,为设计者提供理论依据。
这样的优点是省时省力,减少试模、修模次数,从而降低模具损失,缩短模具加工周期,降低制造成本、提高产品品质。
本文通过介绍车载空清底座的注塑成型方案选定应用实例,阐述模流分析应用对注塑模具成型方案优化的重要作用。
一、模流分析CAE的理论基础模流分析是依据材料加工流变学和传热学为理论基础,建立熔融流体在模具型腔中的流动和传热的物理模型。
熔融流体在流动过程中遵循连续性方程、动量守恒方程和能量守恒方程,运用有限元或有限元差分混合数值方法求出熔融流体在不同时间段的速度场、压力场、温度场等变化情况,从而对实绩生产进行模拟分析。
二、模流分析CAE的步骤模流分析过程分为3个阶段:有限元网格的前置处理,浇注系统设计和成型方案模拟,分析结果生成报表。
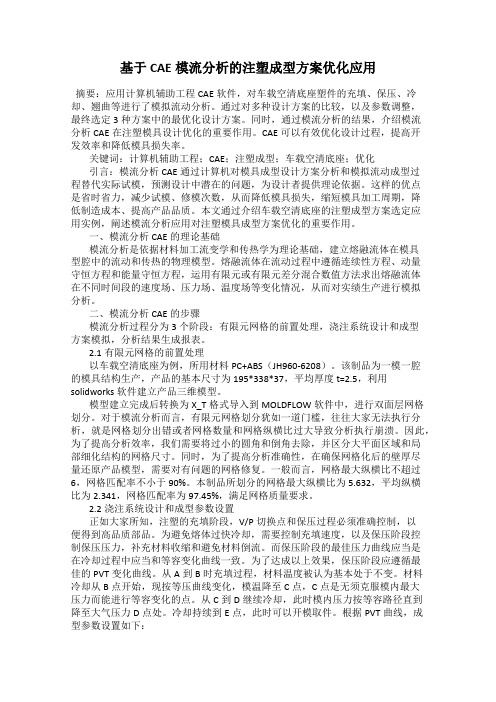
2.1有限元网格的前置处理以车载空清底座为例,所用材料PC+ABS(JH960-6208)。
该制品为一模一腔的模具结构生产,产品的基本尺寸为195*338*37,平均厚度t=2.5,利用solidworks软件建立产品三维模型。
模型建立完成后转换为X_T格式导入到MOLDFLOW软件中,进行双面层网格划分。
对于模流分析而言,有限元网格划分犹如一道门槛,往往大家无法执行分析,就是网格划分出错或者网格数量和网格纵横比过大导致分析执行崩溃。
因此,为了提高分析效率,我们需要将过小的圆角和倒角去除,并区分大平面区域和局部细化结构的网格尺寸。
基于CAE的注塑模优化设计研究的开题报告
基于CAE的注塑模优化设计研究的开题报告一、研究背景随着制造业向数字化、智能化的方向发展,模具设计也面临着诸多挑战。
注塑模具作为一种重要的制造工具,在高精度、高效率的生产中发挥着关键作用。
为了提高注塑模具的设计质量,减少生产成本,提高生产效率,现代制造业要求注塑模具的优化设计需要借助于CAE技术。
二、研究内容本研究旨在通过CAE技术的应用,实现注塑模具的优化设计。
具体研究内容如下:1.识别注塑模具结构的主要因素,包括注塑成型过程中的温度、压力、流速等因素,并将其加入到CAE分析中。
2.建立注塑模具的几何模型,并进行CAE仿真分析,得到不同注塑参数下的温度、压力、流速等参数。
3.对仿真结果进行分析和比较,找出注塑参数与注塑过程对注塑模具的影响规律。
4.通过优化设计的方法,对注塑模具结构进行调整,使其能够适应不同的注塑参数和注塑过程,进而提高生产效率和降低成本。
三、研究方法本研究的主要研究方法包括:1.建立注塑模具的几何模型,使用CAE软件对模型进行分析,得到注塑过程中的温度、压力、流速等参数。
2.采用正交实验等方法,通过模拟仿真结果,建立注塑模具结构与注塑参数之间的响应曲面模型。
3.对响应曲面模型进行优化设计,利用遗传算法等智能算法寻求最优解。
四、研究意义本研究的意义在于:1.提高注塑模具的设计质量和生产效率,降低生产成本。
2.推动注塑模具设计的数字化和智能化。
3.为未来的注塑模具优化设计提供参考和指导。
五、研究进度安排本研究计划分为以下几个阶段进行:第一阶段:文献研究、问题分析、方案确定(1周)第二阶段:建立注塑模具几何模型,进行仿真分析(2周)第三阶段:正交实验及响应曲面模型建立(2周)第四阶段:模型优化设计及验证(2周)第五阶段:撰写研究报告(3周)六、预期成果本研究预期的成果包括:1.注塑模具优化设计方案。
2.CAE仿真分析及优化结果。
3.学术论文或研究报告。
基于CAE的注塑工艺优化
A模 具温度, C
1 40
B 注射温度 ,℃
2 25
c注射时 间,s
3 6
D 保压时 间,s
6
E保压压 力,M a P
8 0
△ 翘 曲量 ,m m
3 201
2
3 4 5 6 7 8 9
4 0
40 40 45 45 45 45 50
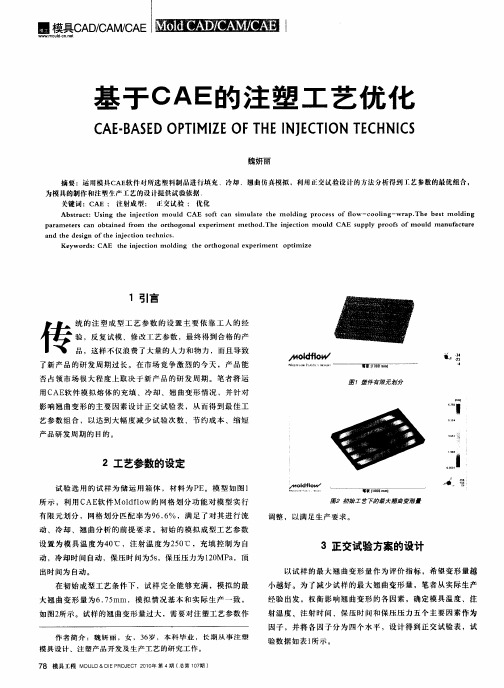
在初 始成型工 艺条件下 ,试样 完全能够充 满 ,模拟 的最
大翘 曲变形量 为6 7 rm,模拟情 况基本 和实 际生产一 致 。 .5 a
如图2 所示。试样的翘 曲变形Fra bibliotek过大 ,需 要对 注塑工艺参数作
作 者 简 介 :魏 妍 丽 ,女 ,3 岁 ,本 科 毕 业 ,长期 从 事 注 塑 6
凰2 初 始 I 艺 下 的最 大 翘 曲变 形 I
调 整 , 以满 足 生 产 要 求 。
设置 为模具 温度 为4 ℃ ,注射温 度为2 0 ,充填 控制 为 自 0 5℃
动 ,冷 却 时 间 自动 ,保 压 时 间 为 5 ,保 压 压 力 为 l0 a s 2 MP ,顶
出时 间 为 自动 。
模 具设 计 、注 塑 产品 开 发及 生 产工 艺 的研 究 工作 。
7 模具工程 M U D&DE R JC o o 第4 ( 8 OL I P O E T 2 l ̄ 期 总第 l7 J O ̄
验 数 据 如表 1 示 。 所
模具C DC MC E A /A /A 穗
表 1 正 交 试 验 数 据 表
3正交试验方案的设计
以试样 的最大翘 曲变形量作 为评价指 标 .希望 变形量越 小 越好 。为 了减少试 样的最大翘 曲变形量 ,笔者从 实际生产 经 验出发 .权衡影 响翘曲变形 的各因素 ,确定模具 温度、注 射 温度 、注 射时 间、保压时 间和 保压压 力五个主要 因素作为
基于CAE技术优化注射模设计

的 H C E、 S A 郑州大学 的 Z —MO D分析 软件等 。 L
2 注射 模 C E分 析造 时才发 现 的 问题所 导致 的 高额 成本 和 时间延迟 。 有必 要考 虑 产 品几何 造 型 、 料 材
工 艺参 数 的优 化 与 否 是 决 定 塑件 产 品最 终 质 量 的三
在 国内相关研究 中 , 于各种 高聚物成 型数值模 拟 对
方面 的研 究虽然 开始 的 比较 晚 。但 对 于注塑模 C AE技 术 研究 的发展速度 却非 常快 。使 得我 国的 注塑模 C D A / C /A 研究 和应 用水平 有 了较 大程度 的提 高 。 目前 AEC M
的设 计 当 中去 了。
随着 市 场 对 塑 件 产 品 的及 时 更 新 性 和 质 量 要 求
不 断 地 提 高 。 求 企业 在 最 短 的时 间 内 、 要 最低 的成 本
下得 到性 能优 越 、 质量稳 定 、 尺寸 精确 的塑件 产 品 。这
势必 对模 具设 计企 业带来 更 大 的挑 战 和机遇 。众 所周 知 , 件 产 品 设 计 的合 理 性 、 具 设 计 的优 劣 和生 产 塑 模
本 功 能 和 实 际 意 义 做 了较 详 尽 的 说 明 , 并介 绍 了注 塑成 型 CAE技 术 与 优 化 理 论 相 结 合 . 实现 注射 模 具 动 态 优 化 设 计 的理 论 及 方 法 , 出 了将 C 指 AE分 析 技 术 与优 化设 计理 论 相 结合 的方 法来 优 化 注 射模 设 计 的 必 然性
维普资讯
第 6期 ( 第 9 总 9期)
机 械 管 理 开 发
基于CAE技术注塑模冷却系统优化设计

基于CAE技术注塑模冷却系统优化设计陈冲【摘要】The design proposal for a cooling system is critical for molding quality, molding cycle and production efficiency of products in the course of plastic injection molding. Based on theory of cooling in injection molding, deficiencies of the design of the cooling system are obtained by analyzing numerical simulation of molding injection molded plastic part of automobile wheel hub cap by CAE technology, with temperature distribution of a mould, part temperature at ejection, ejection time and warping deformation of parts during plastic injection molding as indices of cooling performances, while the cooling systems are compared, improved and optimized. Practices prove that the product quality conforms to requirements, and the optimization method for a cooling system is reliable and effective, which has certain referential value for structural design of plastic injection moulds.%在塑料注塑成型过程中,冷却系统的方案设计对产品的成型质量、成型周期以及生产效率起到了关键性作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现代制造技术与装备2006第1期总第170期基于CAE的注塑模具结构优化设计庞继伟王广勇(济南铁道职业技术学院,济南250013)摘要:为了缩短模具开发周期,降低模具成本及提高模具质量,越来越多的模具企业开始使用计算机辅助工程(CAE)技术进行注塑模具结构的优化设计。
本文首先介绍了MoldFlow和Pro/PlasticAdvisor的功能和应用,然后介绍了利用PlasticAdvisor对某制件进行了浇口优化设计的过程。
关键词:计算机辅助工程MoldFlowPlasticAdvisorOptimizationDesignofInjectionMoldStructureBasedonCAEPANGJiwei,WANGGuangyong(JinanRailwayProfessionalTechnologyCollege,Jinan250013)Abstract:Inordertoreducethedevelopmentcycleandthecostofthemold,improvethemoldquality,moreandmoremoldenterprisesstarttousetheCAEtechnologytooptimizethedesignofthemoldstructure.ThisarticlefirstintroducesthefunctionandtheapplicationofMoldFlowandPro/PlasticAdvisor,thenintroducestheprocessofusingPlasticAdvisortooptimizethedesignofinjectionmoldgates.Keywords:CAE,MoldFlow,PlasticAdvisor1引言随着科技的发展,现代模具工业已发展成为技术密集型的产业。
CAD/CAE/CAM技术、数控加工技术等在模具工业中得到了越来越广泛的应用。
其中计算机辅助工程(CAE)技术的出现,改变了长期以来模具设计主要依赖个人经验,设计过程中试模次数多、周期长甚至导致模具报废,模具研发成本大的情况。
通过CAE的数值仿真技术,模具研发者可以在模具生产出来之前仅仅是利用产品的CAD模型就可对模具成型过程进行工艺性分析,从而可以预先发现可能出现的问题,减少试模次数,缩短研发周期;可以进行优化设计,获得最佳工艺方案和工艺参数,提高生产效率和产品质量;可以查找制件缺陷的产生原因等。
CAE技术的应用大大提高了模具企业适应市场需求的能力。
2应用软件塑料模具行业中CAE技术主要应用在塑料成型模拟方面。
MoldFlow和PlasticAdvisor是塑料模具行业常用的塑料成型模拟软件。
MoldFlow是著名的专业塑料成型模拟软件,其MPI(moldflowplasticinsight)部分功能十分强大,包括流动分析、冷却分析、收缩分析、翘曲分析、结构应力分析、注射工艺参数优化设计等功能。
流动分析功能模拟了塑料熔体在整个注塑过程中的流动情况,设计人员可以通过模拟结果获得型腔温度、型腔压力等工艺参数,可以观察熔料推进过程,确定熔接痕出现位置、气穴出现位置,从而可以优化浇口位置和加工参数、为进行排气系统的设计提供依据、预测制件可能出现的缺陷、获得方案改进的方法。
冷却分析功能可以进行模具冷却系统的优化设计,包括管道数目、位置、冷却工艺参数等。
收缩分析和翘曲分析可以进行塑件各个方向收缩情况的分析,从而预测缩痕;可以计算因冷却和收缩不均而产生的翘曲变形量,并指出引起翘曲的主因。
纤维取向分析功能可以使技术人员清晰地看到纤维取向在制件的各个部位的分布,从而获得制件的刚度信息。
Pro/PlasticAdvisor(塑料顾问)是Pro/engineer软件的选项模块,可以进行材料类型选择和浇口位置设置,通过充模动画描述充模过程、熔合线位置和气泡可能出现的位置,模拟塑料熔体的流动、26型完毕后的料头处理也会影响产品外观。
从上面的模流分析图中我们可以清楚地看出,采用侧浇口进浇会存在很明显的充填不足现象,另外也有流料不均的情形产生。
如果在试模时为了达到充模饱满的目的而人为加大成型时的注射压力和射出速度,导致出现过大的注射压力,极有可能造成模具涨模现象,严重影响模具寿命。
从下面的三张模流分析图可以看到,采用点浇口的成型状况明显优于前两个进浇方案。
在流料均匀性方面明显比单点进浇时平均了许多,充填不足的现象也没有了。
但是,从压力分布图上我们可以看出其压力分布仍然不够均匀,我们可以在模具设计时通过控制进浇点的大小来调整压力分布,达到压力分布均匀的目的。
(下转第30页)设计与研究图3侧浇口模流分析图图2直接浇口模流分析图保压、冷却过程,对制品可能发生的翘曲进行预测等功能。
通过注塑成型分析获得的信息对模具结构的优化设计具有非常重要的指导意义。
3设计实例在注射模的设计过程中,浇口的设计是整个模具设计的基础工作。
浇口形式和位置确定的是否合理是非常关键的。
传统的设计过程中,浇口的设计主要依靠经验,设计结果无把握。
利用上述的CAE软件,可以很好地解决这个问题。
下面以一笔记本外壳件为例,运用plasticadvisor进行浇口位置的优化设计。
图1塑件图图1是利用pro/engineer软件设计的笔记本外壳塑件图。
分析塑件图可知,本件的特点是壁厚较薄,结构繁杂,细小结构较多。
因此,对于其模具的设计来说,浇口方式和浇口位置的选择是非常重要的,这关系到所设计的模具能否正常充模,生产出合格的制件以及模具寿命的长短。
通过分析可知,本件可以有三种浇口设计方案。
第一种方案是采用直接浇口,即直接在塑件表面采用大点进浇。
第二种方案是采用侧浇口,在塑件的侧向非外观面侧向进浇。
第三种方案是采用点浇口,即在产品表面设置针孔浇口进行进浇。
前两种方案通过两板模即可实现,模具结构较简单。
第三种方案要通过三板模方能实现,模具结构稍复杂。
下面是利用Pro/PlasticAdvisor对三种进浇方案进行模具流动性分析的结果。
从下面三张模流分析图中我们可以很清楚的看出采用直接浇口所产生的成型问题点有充填过程塑料流动不均、充填压力分布不均及充填不足的状况。
充填不足自然导致成型缺陷,这是显而易见的。
另外,在塑料流动不均及压力分布不均的情形下,即使是成型饱模了,成型后的成品也会发生严重变形,出现废品。
再者,采用直接浇口,产品成27(上接第27页)!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!现代制造技术与装备2006第1期总第170期通过上述对三种进浇方案的分析,我们可以知道,对于本薄壁复杂件,采用单点进浇是不合适的,很难达到流料均匀,充模饱满的结果。
由于压力的分布不均,塑件会产生不同程度的变形。
只有采用多点进浇并结合进浇点大小的调整才能达到比较理想的结果。
进浇形式和进浇位置的合理确定就为接下来的模具设计工作打下了良好的基础。
4结语包括CAE技术在内的CAD/CAM技术的应用水平,已经成为一个国家工业现代化水平的重要标志,CAD/CAM技术的应用将进一步提升企业核心竞争力,使企业能够在成本、品质和效率等方面全面超越竞争对手。
参考文献:[1]李名尧主编.模具CAD/CAM.北京:机械工业出版社,2004[2]单岩王蓓王刚编著.Moldflow模具分析技术基础.北京:清华大学出版社,2004[3]张祥杰主编.实战pro/engineer2001模具设计.北京:中国铁道出版社,2002图4点浇口模流分析图设曲柄角速度为ω=360°/S,运动周期T=360°/ω=1S。
假设给定轨迹上10个主要点的x坐标和y坐标与时间t的对应关系如下表所示。
取优化计算的点数N=10,收敛精度ε=1×序号1234567891011x00.10.20.30.40.50.60.70.80.91.0y-59.8-61.6-91.1-159.6-223.8-249.2-205.7-69.7-47-58.9-59.8t-179-154.2-133.4-105.2-73.1-66.5-159-250.4-248-214.4-17910-4,允差带宽度δ=1×10-3,最大迭代次数I=100,设设计变量上下限为:l1min=15l1max=60l2min=100l2max=300l3min=75l3max=220l4min=35l4max=120x0min=20x0max=60y0min=-270y0max=-90选取初始点为:x(0)=[l1(0),l2(0),l3(0),l4(0),x0(0),y0(0),β0(0)]T=[30,200,150,70,40,-150,20°]T经迭代计算,优化结果为:x*=[l1*,l2*,l3*,l4*,x0*,y0*,β0*]T=[52,210,216,110,51,-194,26°]T最优值F(x*)=1.737982×10-2。
参考文献:[1]张济川.机械最优化设计及应用实例.北京:新时代出版社,1990。
[2]王永乐.优化设计基础.哈尔滨:黑龙江科技出版社,1983。
[3]曾昭华,付祥志.优化设计.北京:机械工业出版社,1992[4]MechanicalDynamics,Inc.ADAMS/SolverReferenceManual.1994-1130。