品质过程Kσ与不合格率的关系表
【转帖】Sigma水平和缺陷率的对应关系:正态分布中心和1.5标准差偏移
【转帖】Sigma⽔平和缺陷率的对应关系:正态分布中⼼和1.5
标准差偏移
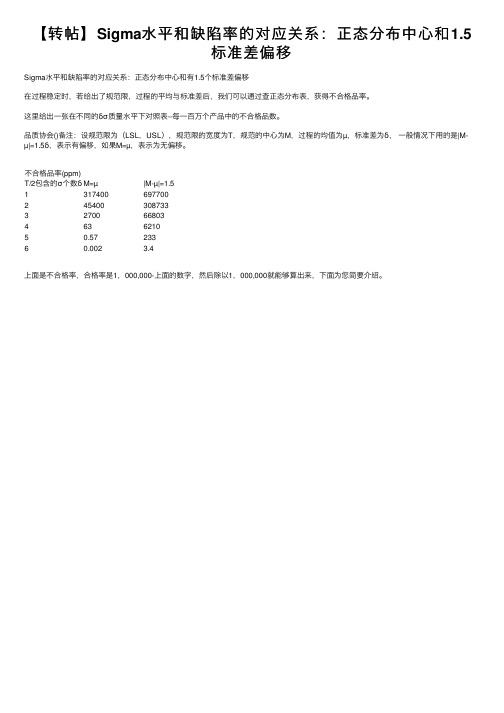
Sigma⽔平和缺陷率的对应关系:正态分布中⼼和有1.5个标准差偏移
在过程稳定时,若给出了规范限,过程的平均与标准差后,我们可以通过查正态分布表,获得不合格品率。
这⾥给出⼀张在不同的δσ质量⽔平下对照表--每⼀百万个产品中的不合格品数。
品质协会()备注:设规范限为(LSL,USL),规范限的宽度为T,规范的中⼼为M,过程的均值为µ,标准差为δ,⼀般情况下⽤的是|M-µ|=1.5δ,表⽰有偏移,如果M=µ,表⽰为⽆偏移。
不合格品率(ppm)
T/2包含的σ个数δM=µ|M-µ|=1.5
1317400697700
245400308733
3270066803
4636210
50.57233
60.002 3.4
上⾯是不合格率,合格率是1,000,000-上⾯的数字,然后除以1,000,000就能够算出来,下⾯为您简要介绍。
CPK及6西格玛

能力研究的作用: --通过过程能力指数的研究来评估质量现状 --从过程能力数值可反映出过程不合格PPM --通过研究过程能力来发现质量的改进途径
CP/CA/CPK公式介绍-适用台企
EX二:某產品數據收集如下
測定值(n=100)
1.36 1.49 1.43 1.41 1.37 1.4 1.32 1.42 1.47 1.39 1.41 1.36 1.4 1.34 1.42 1.42 1.45 1.35 1.42 1.39 1.44 1.42 1.39 1.42 1.42 1.3 1.34 1.42 1.37 1.36 1.37 1.34 1.37 1.37 1.44 1.45 1.32 1.48 1.4 1.45 1.39 1.46 1.39 1.53 1.36 1.48 1.4 1.39 1.38 1.4 1.36 1.45 1.5 1.43 1.38 1.43 1.41 1.48 1.39 1.45 1.37 1.37 1.39 1.45 1.31 1.41 1.44 1.44 1.42 1.47 1.35 1.36 1.39 1.4 1.38 1.35 1.42 1.43 1.42 1.42 1.42 1.4 1.41 1.37 1.46 1.36 1.37 1.27 1.37 1.38 1.42 1.34 1.43 1.42 1.41 1.41 1.44 1.48 1.55 1.37
1.33≥ Cp>1
对一般加工而言,工序能力适宜。 ●措施: (1)对工序进行严格控制,使生产过程处 于良好 的稳定、正常状态,并保证不降低工
序的质量水平, (2)一旦发现工序有异常状态出现,立即采 取相应措施,调整工艺过程,使之回到稳定、
不良率与西格玛(σ)水平的关系
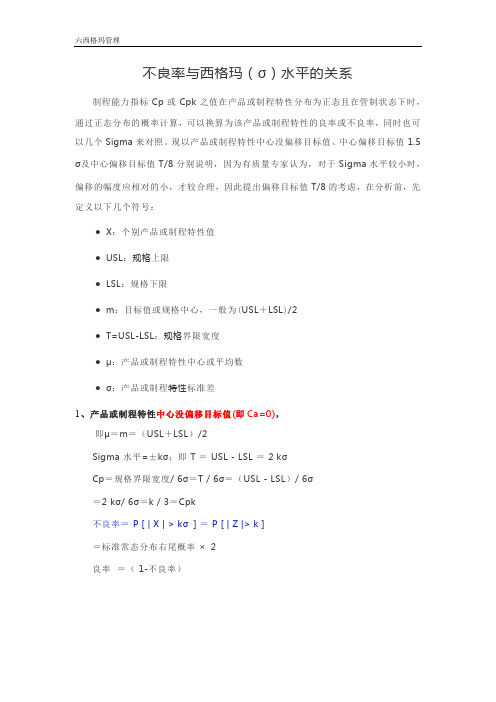
不良率与西格玛(σ)水平的关系制程能力指标Cp或Cpk之值在产品或制程特性分布为正态且在管制状态下时,通过正态分布的概率计算,可以换算为该产品或制程特性的良率或不良率,同时也可以几个Sigma来对照。
现以产品或制程特性中心没偏移目标值、中心偏移目标值1.5σ及中心偏移目标值T/8分别说明,因为有质量专家认为,对于Sigma水平较小时,偏移的幅度应相对的小,才较合理,因此提出偏移目标值T/8的考虑,在分析前,先定义以下几个符号:●X:个别产品或制程特性值●USL:规格上限●LSL:规格下限●m:目标值或规格中心,一般为(USL+LSL)/2●T=USL-LSL:规格界限宽度●μ:产品或制程特性中心或平均数●σ:产品或制程特性标准差1、产品或制程特性中心没偏移目标值(即Ca=0),即μ=m=(USL+LSL)/2Sigma 水平=±kσ;即 T = USL - LSL = 2 kσCp=规格界限宽度/ 6σ=T / 6σ=(USL - LSL)/ 6σ=2 kσ/ 6σ=k / 3=Cpk不良率= P [ | X | > kσ] = P [ | Z |> k ]=标准常态分布右尾概率×2良率=( 1-不良率)Sigma水平(±kσ)Cpk/ Cp良率%PPM不良率2σ0.6795.45%45,6003σ 1.0099.73%2,7004σ 1.3399.9937%635σ 1.6799.999943%0.576σ 2.0099.9999998%0.0022、产品或制程特性中心偏移目标值1.5σ,即μ=(USL+LSL)/2 ± 1.5σSigma 水平=±kσ;即 T=USL-LSL= 2 kσ●产品或制程特性中心大于目标值1.5σC PU=(USL - μ)/3σ=(kσ- 1.5σ)/ 3σ=( k-1.5 ) / 3C PL=(μ- LSL) / 3σ= ( kσ+ 1.5σ) / 3σ= (k+1.5) /3Cpk = MIN{CPU,CPL}=(k-1.5)/3不良率=P [ X > USL ] + P [ X < LSL ] = P [ Z > 3 x CPU ] +P[ Z > 3 x CPL ]=P [ Z > ( k -1.5 ) ] + P [ Z > ( k + 1.5 )]良率=( 1- 不良率)●产品或制程特性中心小于目标值1.5σCPU=(USL-μ) / 3σ=(kσ+ 1.5 σ)/ 3σ=(k+1.5) /3CPL=(μ-LSL) / 3σ=(kσ+ 1.5 σ)/ 3σ=(k-1.5) /3Cpk= MIN{CPU,CPL}=(k-1.5) /3不良率= P [ X > USL ] + P [ X < LSL ]=P[ Z > 3 x CPU ] + P[ Z > 3 x CPL ]= P[ Z > ( k + 1.5 )] + P[Z > 3 x ( k - 1.5 ) ]良率=( 1-不良率)Sigma水平Cpk Cp良率%PPM不良率2σ0.670.1769.13%308,770 3σ 1.000.5093.32%66,811 4σ 1.330.8399.379%6,2105σ 1.67 1.1799.99767%2336σ 2.00 1.5099.99966% 3.4 3、产品或制程特性中心偏移目标值T/8,即μ=(USL+LSL)/2 + - T / 8Sigma 水平= + - kσ;即T=USL-LSL= 2kσ●产品或制程特性中心大于目标值T/8=2kσ/ 8=(k / 4)σCPU=(USL-μ)/ 3σ=(kσ-( k / 4)σ)/ 3σ=3k/12CPL=(μ-LSL)/3σ=(kσ+( k / 4)σ)/ 3σ=5k/12Cpk= MIN{CPU,CPL}=3k/12不良率=P [ X > USL ] + P [ X < LSL]=P[ Z > 3 x CPU ] + P[ Z > 3x CPL ]=P[ Z > 3k / 12 )] + P[ Z > P [ Z > 5k /12 ]良率=( 1- 不良率)●产品或制程特性中心小于目标值T/8=2kσ/ 8=( k / 4)σCPU=(USL-μ)/ 3σ=(kσ+ (k / 4)σ) / 3σ= 5k/12CPL=(μ-LSL)/ 3σ=(kσ- (k / 4)σ) / 3σ= 3k/12。
不良率与西格玛(σ)水平的关系

不良率与西格玛(σ)水平的关系制程能力指标Cp或Cpk之值在产品或制程特性分布为正态且在管制状态下时,通过正态分布的概率计算,可以换算为该产品或制程特性的良率或不良率,同时也可以几个Sigma来对照。
现以产品或制程特性中心没偏移目标值、中心偏移目标值1.5σ及中心偏移目标值T/8分别说明,因为有质量专家认为,对于Sigma水平较小时,偏移的幅度应相对的小,才较合理,因此提出偏移目标值T/8的考虑,在分析前,先定义以下几个符号:● X:个别产品或制程特性值● USL:规格上限● LSL:规格下限● m:目标值或规格中心,一般为(USL+LSL)/2● T=USL-LSL:规格界限宽度● μ:产品或制程特性中心或平均数● σ:产品或制程特性标准差1、产品或制程特性中心没偏移目标值(即Ca=0),即μ=m=(USL+LSL)/2Sigma 水平=±kσ;即 T = USL - LSL =2 kσCp=规格界限宽度/ 6σ=T / 6σ=(USL - LSL)/ 6σ=2 kσ/ 6σ=k / 3=Cpk不良率=P [ | X | > kσ ]= P [ | Z |> k ]=标准常态分布右尾机率 × 2良率=( 1-不良率)表1 中心无偏移目标值Sigma水平(±kσ)Cpk/ Cp良率%PPM不良率1σ0.3368.27%317,400 2σ0.6795.45%45,600 3σ 1.0099.73%2,700 4σ 1.3399.9937%635σ 1.6799.999943%0.576σ 2.0099.9999998%0.002 2、产品或制程特性中心偏移目标值1.5σ,即μ=(USL+LSL)/2 ± 1.5σSigma 水平=±kσ;即 T=USL-LSL=2 kσ●产品或制程特性中心大于目标值1.5σC PU=(USL - μ)/3σ=(kσ - 1.5σ)/ 3σ=( k-1.5 ) / 3C PL=(μ - LSL)/ 3σ =(kσ + 1.5σ)/ 3σ= (k+1.5) /3Cpk = MIN{CPU,CPL}=(k-1.5)/3不良率=P [ X > USL ] + P [ X < LSL ] = P [ Z > 3 x CPU ] +P[ Z > 3 x CPL ]=P [ Z > ( k -1.5 ) ] + P [ Z > ( k + 1.5 )]良率=( 1- 不良率)●产品或制程特性中心小于目标值1.5σCPU=(USL-μ)/ 3σ=(kσ + 1.5 σ)/ 3σ=(k+1.5) /3CPL=(μ-LSL)/ 3σ=(kσ + 1.5 σ)/ 3σ=(k-1.5) /3Cpk= MIN{CPU,CPL}=(k-1.5) /3不良率= P [ X > USL ] + P [ X < LSL ]=P[ Z > 3 x CPU ] + P[ Z > 3 x CPL ]= P[ Z > ( k + 1.5 )] + P[Z > 3 x ( k - 1.5 ) ]良率=( 1-不良率)表2 中心偏移目标值1.5σSigma水平Cpk Cp良率%PPM不良率1σ0.33-0.1730.23%697,672 2σ0.670.1769.13%308,770 3σ 1.000.5093.32%66,811 4σ 1.330.8399.379%6,210 5σ 1.67 1.1799.99767%2336σ 2.00 1.5099.99966% 3.43、产品或制程特性中心偏移目标值T/8,即μ=(USL+LSL)/2 + - T / 8Sigma 水平= + - kσ;即T=USL-LSL=2kσ●产品或制程特性中心大于目标值T/8=2kσ / 8=(k / 4)σCPU=(USL-μ)/ 3σ=(kσ-( k / 4)σ)/ 3σ=3k/12CPL=(μ-LSL)/3σ=(kσ+( k / 4)σ)/ 3σ=5k/12Cpk= MIN{CPU,CPL}=3k/12不良率=P [ X > USL ] + P [ X < LSL]=P[ Z > 3 x CPU ] + P[ Z > 3x CPL ]=P[ Z > 3k / 12 )] + P[ Z > P [ Z > 5k /12 ]良率=( 1- 不良率)●产品或制程特性中心小于目标值T/8=2kσ / 8=( k / 4)σCPU=(USL-μ)/ 3σ=(kσ +(k / 4)σ)/ 3σ= 5k/12CPL=(μ-LSL)/ 3σ=(kσ - (k / 4)σ)/ 3σ= 3k/12Cpk= MIN{CPU,CPL}=3k/12不良率=P [ X > USL ] + P [ X < LSL]=P[ Z > 3 x CPU ] + P[ Z > 3x CPL ]=P[ Z > 5k /12 )] + P[ Z > P [ Z > 3k /12 ]良率=( 1- 不良率)表3 中心偏移目标值T/8Sigma水平(±kσ) Cpk Cp 良率% 不良率PPM1σ 0.33 0.25 73.33% 266,6862σ0.67 0.50 92.698% 73,0173σ 1.00 0.75 98.7687% 12,3134σ 1.33 1.00 99.8650% 1,3505σ 1.67 1.25 99.99116% 88.46σ 2.00 1.50 99.99966% 3.4不管是计数值或计量值,产品或制程的良率均可依制程记录计算或预估出来,我们以表1、2、3可以比对其质量水平达到几个Sigma。
CPK、CMK和不合格率

1 1 + + CPK 其他 CPK 测量
2011-3-26
5.2、计算单侧过程能力CPU、CPL
上限过程能力:CPU=(TU-Xp)/3 δ=1.28 下限过程能力:CPL=(Xp-TL)/3 δ=2.24 QS9000规定CPK=Min(CPU,CPL)=1.28 ★QS和国标的方法其实是一样的。 对于只有单向公差的过程,CPK=CPU或CPL ★单向公差过程不存在CP 24
2011-3-26 10.728
13
正态分布图案例
Xmin=10.110 Xmax=10.893 数据总数15*5=75,分组数为k=7 组距h=(10.893-10.110)/7 =0.1119≈0.112 确定分组界限值 10.110-1/2*0.001=10.1095 10.1095+0.112=10.2215 10.2215+0.112=10.3335 。。。。。
X5 10.714 10.779 10.723 10.73 10.671 10.606 10.603 10.75 10.725 10.712 10.708 10.727 10.75 10.701 7 10.728
X R 10.732 0.116 10.755 0.259 10.759 0.171 10.727 0.221 10.724 0.119 10.705 0.143 10.735 0.274 10.624 0.669 10.710 0.132 10.732 0.179 10.748 0.163 10.768 0.250 10.733 0.349 10.783 0.158 2011-3-26 0.103 10.692
观 测 值 X3 10.776 10.601 10.838 10.812 10.79 10.738 10.689 10.110 10.641 10.708 10.764 10.818 10.893 10.859 10.644 X4 10.798 10.746 10.785 10.775 10.758 10.719 10.877 10.737 10.644 10.85 10.658 10.872 10.544 10.801 10.747 X5 10.714 10.779 10.723 10.73 10.671 10.606 10.603 10.75 10.725 10.712 10.708 10.727 10.75 10.701
Kσ与PPM之间关系对应表

PPM
184,100 135,700 135,700
115100 96,800 80,760 66,803 54,800 44,570 35,930 28,720 22,750 17,860 13,900 10,720 9,387 8,198 7,976 7,760 7,549 7,344 7,143 6,947 6,756 6,569 6,387
1,223
标准差 4.80 4.81 4.82 4.83 4.84 4.85 4.86 4.87 4.88 4.89 4.90 4.91 4.92 4.93
PPM 484 467 450 434 419 404 390 376 363 350 337 325 313 302
标准 差 2.40 2.50 2.60 2.70 2.80 2.90 3.00 3.10 3.20 3.30 3.40 3.50 3.60 3.70 3.80 3.85 3.90 3.91 3.92 3.93 3.94 3.95 3.96 3.97 3.98 3.99
Hale Waihona Puke 设备分类表类别 关键设备
重要设备
一般设备
因素
单台设备价格 高
较高
低
作用
影响全系统
影响系统局部 影响系统局部的某个方面
复杂程度
复杂
较复杂
一般
运行安全性
严重危及系 统或 对系统或人 身安 不危及系统或人身安全
人身安全
全有一定的影响
可靠性
长期不允许 发生 大修期内不 允许 无特殊要求
故障
发生故障
制造周期
型式试验、客户验收、技术鉴定(大型产品)
2. 技术设计(研究试验、设计计算、技术经济分析、修正总体设计方案、主要零部
CPKCMK和不合格率教程文件

10.728
X
R
10.732 0.116
10.755 0.259
10.759 0.171
10.727 0.221
10.724 0.119
10.705 0.143
10.735 0.274
10.624 0.669
10.710 0.132
10.732 0.179
10.748 0.163
10.768 0.250
12 10.62 10.802
13 10.66 10.822
14 10.81 10.749
1南5京聚隆工1程0塑.6料6有限公1司0.681
返回
观测值
X3
X4
10.776 10.798
10.601 10.746
10.838 10.785
10.812 10.775
10.79 10.758
10.738 10.719
五、过程能力指数 5.1、计算CP、CPK(国标)
? 过程能力指数:产品的公差范围( T)和过程 能力(B)之比。具有多样性。
? CP:无偏倚过程能力指数 (理论最高过程能力) CP=T/B= (TU-TL)/6δ=1.76
? CPK:有偏倚过程能力指数( 实际过程能力) CPK=(T-2 ε)/ 6δ=(1-K)CP
★QS和国标的方法其实是一样的。 ? 对于只有单向公差的过程, CPK=CPU或CPL
★单向公差过程不存在 CP
南京聚隆工程塑料有限公司
24
2020/4/30
5.3、CPK的影响因素
CPK
?
T
? 2?
6? ?
?
样本平均值
? (TU ? TL ) ? (TU ? TL ) ? 2 ? Xp 6? δ
管理法-第5章

第5章6σ品质管理常识Sigma(σ)的涵义σ是希腊字母,术语σ用来描述任一过程参数的平均值的分布或离散程序。
对商务或制造过程而言,σ值是指示过程作业状况良好程序的标尺。
σ值越高,则过程状况越好。
σ值用来测量过程完成无缺陷作业的能力,因为缺陷在任何情况下都会导致客户不满意。
对6Sigma而言,共同的测量指引是“每单位缺陷数”。
在这里,单位代表了许多东西,如组件、原材料、表格、时间段、产品等。
σ值批示了缺陷发生的频度。
σ值越高,过程不良产品率越低,当σ值增大时,成本降低,过程周期时间缩短,客户满意度提高。
6Sigma的涵义6Sigma是一个统计测量基准,它告诉我们目前自己的产品、服务和过程的真实水准如何。
6Sigma方法可使我们将自己与其他类似的或不同的产品、服务和过程进行比较,通过比较,我们可以知道自己处于什么位置。
最重要的一点是,我们可以知道自己的努力方向和如何才能达到此目的。
换言之,6Sigma帮助我们建立了目标和测试客户满意度的标尺。
例如,我们说一个过程具有6Sigma能力时,可以肯定它是世界上最好的。
这种能力意味着生产一百万件产品只有大约3件不良品出现的机会。
由此可见,6Sigma测量标尺提供给我们一个精确测量自己产品、服务和过程的“微型标尺”。
6Sigma是一种工作策略,它将极大地帮助我们在竞争中占取先机。
原因很简单,当改进了过程之Sigma值,产品品质改善,成本下降,客户满意度自然上升。
6Sigma是一种处事哲学,它总结出一种业务方法,特别是它能使工作更精确,使我们在做任何事时将失误降到最低。
因为已发现和避免了不利因素,Sigma值上升,这表明过程能力的改善和缺陷的减少或消除。
6Sigma是一种多面体,有多种涵义,表示如下:① 质量标准;② 基准;③ 设想;④ 方法;⑤ 工具;⑥ 价值;⑦ 基本原理;⑧ 目标。
6Sigma作为质量标准有以上多种涵义,但无论如何,它都首先被看作是一个质量标准,一个衡量过程能力水平的标准,Sigma值愈高,意味着过程能力愈高,产生缺陷的概率愈低,过程的YFT愈高,则产品质量愈高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制:
黄小利
日期
2007-7-13
备注: PPM表示106 即百万分之不良率(part per million百万分之……); PPB 表示109 即10亿分之不良率(part per billion 10亿分之……) 上表一的数据是一种理想值,但在实际工作及生产中,由于受人、机、料、环 、测、等因素的影响,跑出控制界限的概率会增加,因此,一些学者就把这些因素 考虑进来,又进过一系列的计算得出过程偏移1.5σ 的理论,即在理想的基础上假 定实际过程中心最多上下偏移1.5σ .见表二
过程偏移Kσ 与不合格率的关系表(二) K倍σ 1σ 2σ 3σ 4σ 5σ 6σ 合格率(双边规格) 30.23% 69.13% 93.32% 99.379% 99.9767% 99.99966% 不合格率(双边规格) 69.77% 30.87% 6.68% 6210PPM 233PPM 3.4PPM
过程不偏移Kσ 与不合格率的关系表(一) K倍σ 1σ 2σ 3σ 4σ 5σ 6σ 合格率(双边规格) 68.27% 95.45% 99.73% 99.9937% 99.999943% 99.9999998% 不合格率(双边规格) 31.73% 4.55% 0.27% 63PPM 0.57PPM 2.0PPB