采有PLC改造进口注射硫化机
基于plc的175个毕业论文题目

P1。
PLC物料运输线控制系统P2. 基于PLC的数控机床P3. 基于PLC的全自动注塑机P4。
基于PLC的全自动药品包装机P5。
3层PLC控制电梯P6。
PLC控制电梯P7. PLC控制自动门的设计P8。
PLC面粉厂设计2P9。
X62W万能铣床电气控制的PLC改造P10。
三菱分拣装置的PLC控制系统P11. 分拣装置的PLC控制系统P12. 办公楼五层电梯的PLC控制系统设计P13。
基于PLC的全自动洗衣机P14。
基于PLC的数控钻床P15. 基于PLC的电机故障诊断系统设计P16。
基于组态王的PLC温度控制系统设计P17。
油田污水处理的PLC控制系统设计P18。
电动葫芦PLC控制与遥控改造P19。
立体车库PLC控制系统P20。
基于PLC的全自动轮胎硫化机P21。
基于PLC糖果包装机的系统设计P22。
plc在干燥冷冻机中的应用P23。
基于plc的排水系统控制设计P24. 立体车库PLC控制系统P25。
基于PLC的数控机床T功能的实现P26. plc触摸屏控制电动机正反转P27。
基于西门子PLC的电梯P28。
基于PLC的全自动洗衣机P29。
钢板矫正机的PLC控制系统设计P30. PLC在龙门刨床改造中的应用P31。
plc交通灯设计P32。
立体车库PLC控制系统P33。
基于PLC数控钻孔机控制系统设计P34。
PLC玻璃生产流水线P35. PLC地铁屏蔽门系统设计P36。
PLC控制的变电站检测系统P37. PLC恒压供水系统P38。
卧式镗床plc控制系统设计P39. 基于PLC 的定量称量与控制P40。
PLC玻璃生产流水线P41。
桥式天车的PLC控制的虚拟凸轮控制器的开发P42. 油脂浸出设车间PLC控制系统P43。
plc 在三相异步电机控制中的应用P44. PLC传送带控制系统P45. PLC在电网备用自动投入中的应用P46。
plc在岸边集装箱起重机上是应用P47. plc在石油储运自动化系统中的应用qq415419642P48。
基于WebAccess和PLC的轮胎胶囊硫化机群控系统
度信号 ,温度传 感器采集来 的 电流信号 经过 F X 一 4 D P 模块转换为数字信号 , A —T 传人 P C中,L L P C将采 集来的温度数字信号进行运算 , 调用模糊算法子程序 求出控制量 ,L P C输出 P WM通断信号经 隔离放大后 , 直接驱动 固态继电器 (S 的直流端 , SR) 对加热圈功率
随着 计 算 机 网络技 术 的 发展 和工 业 控 制 网络 化 的需 求 ,工 业 控 制 向 网络 化 分 布 式 发展 成 为一 种 趋 势 , 态软 件 网络 功 能 的完善 更 加促 进 了工 业 自动 化 组 生 产远程 监控 的进 步 。目前 轮胎胶 囊硫 化机 的控 制大 都 是 基于 单 机模 式 , 着生 产规 模 的扩 大 和对 生 产管 随 理 信 息化 要 求 的提 高 , 以及 企业 向着 网络 化分 散 制造
W e Ac e sa d PLC b c s n
WA G X n j n X N in g o Y o g y n N i—i , I G Ja — u , U H n — a a
( olg f e h ncl E et ncE g er g ig a nvri , ig a 6 0 C ia C l eo c a i & lcr i n i ei ,Qn d oU iesy Q nd o2 6 7 , hn ) e M a o n n t 1
来 对 硫 化 机进 行 直接 控 制 , 以实 现对 现 场 的控 制 。系 统 的总体 方 案如 图 l所示 。
I工控机
的组态都是相互独立 的 , 以单独操作 , 可 完全不受 其
他 硫化 机 的影 响 。 本 研究 通 过 P 10热 电阻采 集 挤 出机 螺 杆 温度 、 T0 挤 出机机筒温度 、 注射机筒温度 、 具温度共 4 温 模 路
永宏PLC在硫化机中的应用

令 ,大 大 提 高 了编程 的效 率 ,增 强 了程 序 的可 读性 。深 受 广大 中小型 P L C用户的青睐。对于常用的 2位 3
3 系统 实现
该设 备需要 P L C配 置 模 拟 量 I / O 接 口模 块 。P L C 主 机 选 用 永 宏 B1 —
1 ^ n ^ n CA1 6 8 COM 49
的成 型周期 。永 宏 P L C通过 控制 液
压 系 统 ,通 过 模 拟量 模 块 读 取 的 压 力
比对 ,有效 的控制设备 的液压 系统。 硫化 机 液 压 系 统 的控 制 由永 宏
P L C 完 成 ,通 过 P L C 的 输 出 点 控 制 电磁 阀 ,间接 的控 制油 路 系统 ,驱 动
拟量通道分配地址 。在模拟量通道的 使用 时,可以直接在对应缓存器直接 读取输入的模拟量值 ,并通过线性转
换 可 以得 到 对 应 的 压 力 值 。线 性 转 换
指令编程如 图 3所示。
4装备调试
硫 化机 要求 P L C读 取 的 压 力 要 跟 压 力 机 械 表 的 值 对 应 ,根 据 实 际 情 况 ,通 过 线 性 转 换 把 模 拟 量 通 道
l 引 言
硫化机控制系统改造项 目采用永
宏P LC,代 替 了 原 来 继 电 器 控 制 的
能 准确 记 录 温度 数 据 ,保 压 稳定 可
靠 , 操 作 安 全 方 便 等 特 点 , 使 用 本
通 电磁 阀 ,永 宏 P L C直 接通 过输 出 触 点便可 控制 。永宏 P L C支 持模 拟
2 项 目背 景
2 . 1行 业 介绍
中国近年 非轮胎橡 胶制 品行业 以 及橡胶工艺 品的快速发 展 ,带动橡胶 硫化机装备制造行业快速发 展。 硫化 机 用 于 各 种 橡 胶 制 品 的硫 化 ,是各种 热固性塑胶压制成型工艺
PLC在平板硫化机控制系统上的应用

PLC在平板硫化机控制系统上的应用摘要:自可编程序控制器(PLC)问世以来,就以其诸多的优点得到了高速发展。
除了工业自动化的客观需要外,主要是因为它具有许多独特的优点。
它较好地解决了工业领域中普遍关心的可靠、安全、灵活、方便、经济等问题。
本文简单地介绍了可编程控制器(PLC)结构特点,以及可替代外部硬件逻辑电路,可消除用继电器控制时所产生的如继电器线圈烧坏、线圈粘连、线圈、吸合不紧、接点脱落等故障。
并把PLC所具有的这些特点,利用到平板硫化机的控制系统中,以克服在皮带硫化操作过程中很难驾驭的压力、温度、时间这“三大要素”。
关键词:PLC 平板硫化机平板硫化机是钢丝绳芯胶带衔接的一种主要工具,平板硫化机原来的控制方式采用传统继电器逻辑控制,接线多且复杂,又无智能显示功能。
压力监测、温度监测,时间控制、电压电流监测等诸多内容全部由人工来操作。
在硫化皮带接头的过程中,硫化机的压力、温度、时间无法准确的进行控制,造成皮带接头强度无法满足要求。
因此我矿根据PLC控制系统的可靠性、灵活性、稳定性和易于推广性,将平板硫化机的控制方式改为PLC程序控制。
1 可编程序控制器的特点及构成1.1 可编程序控制器的特点可编程控制器的种类虽然繁多,但其身影已遍及各大、中、小型企业,所以它们都有许多相同的特点。
1.1.1 编程方便,易于使用PLC的编程采用与继电器电路极为相似的梯形图语言直观易懂,程序的设计及下载非常方便。
1.1.2 抗干扰能力强,且非常可靠可靠性高是各厂家选择控制装置的主要条件,由于继电器的老化、脱焊、触点抖动及触点电弧等大大降低了系统的可行性,而在PLC 系统中,大量的开关触点由无触点的半导体电路组成,加上PLC充分考虑了生产环境的恶劣性,在硬件、软件上采取了一系列抗干扰措施,从而使得PLC深受各个用户的喜爱。
1.1.3 适应性强,应用灵活PLC产品属于系列性生产,品种齐全,多采用模块式的硬件结构,组合和扩展方便。
PLC及其HMI在矿用皮带硫化机中的应用
P C及 其 H 矿 用 皮 带 硫 化 机 中的应 用 L I M 在
阮殿旭 , 新军 , 昌祥 , 郑 张晓光
( 国矿 业 大学 机 电工程 学 院 , 中 江苏 徐州 2 10 ) 2 0 8
摘 要 : 对 矿 用 皮 带 硫 化 机 自动 化 程 度 不 高 、 作 复 杂 及 对 操 作 技 能 依 赖 性 过 多的 不 足 , 计 了采 用 西 门子 P C 及 针 操 设 L
械参数例如温度压力传递给 H I M ,供其显示和故障
报警。 模 拟 量 的获 取 , 主要 是 电热 板 的 温 度 、 压 泵 的 液
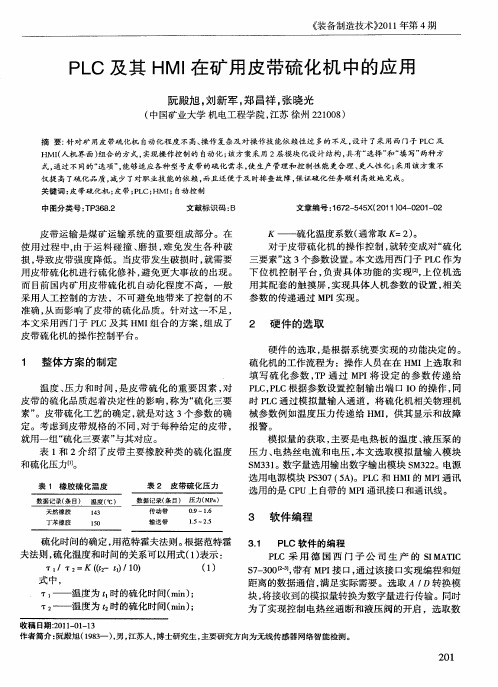
表 1 2介 绍 了皮 带 主 要橡 胶 种 类 的硫 化 温 度 压 力 、 和 电热 丝 电流 和 电压 , 文 选 取 模 拟 量输 入 模 块 本 S 3 。数 字 量选 用 输 出数 字输 出模块 S 2 。电源 M3 1 M32
和硫化 压 力【 ” 。
硫化 机 的工 作 流程 为 :操 作 人 员 在在 HMI 上选 取 和 填 写 硫 化 参 数 ,P通 过 MP 将 设 定 的 参 数 传 递 给 T I P C,L L P C根 据参 数 设 置 控 制输 出端 口 I 的操 作 , O 同 时 P C通过 模 拟 量输 入 通 道 ,将 硫 化 机 相关 物 理 机 L
T1 =K (2 t / o /T2 (- 1 1) t ) 式 中, () 1
S — 0  ̄] 7 30 -, 3带有 MP 接 口 , 过该 接 口实 现编 程 和短 I 通 距离 的数据通信 , 满足实际需要 。选取 / D转换模
下 — 温度 为 t时 的硫 化 时间 ( i) — 。 mn ; 下 —— 温 度 为 t时 的硫 化时 间 (f ) 2 nn ; i
硫化机上位机与PLC通讯的开发
硫化机上位机与PLC通讯的开发关键词:上位机,DM数据区,Mscomm控件,C200Hg、CJ1M控制系统摘要:上位机与日本omron PLC的通讯是采用高级语言visual basic6.0编写,通过vb开发的mscomm控件对omron PLC进行读写,实现设备参数的自由调整和对设备生产过程的实时监控、历史数据的追朔和参数的下载存储等功能,从而大幅提高设备使用的灵活性和方便性。
概述:银川佳通轮胎公司用于胎胚硫化的硫化机共有119台,分别是桂林橡机厂和福建三明硫化机厂制造的设备,控制系统采用欧姆龙C200Hg或CJ1M控制系统,上位机采用台湾研华平板电脑。
C200Hg或CJ1M控制系统负责硫化机动作控制及温度、压力等工艺数据的自动调节;上位机负责设备和工艺参数的读写、历史记录和曲线绘制等,从而使整个控制过程更简洁、直观,便于查询、追朔产品产品质量,提高产品品质有很大作用。
上位机与PLC控制系统的通讯是该设备的核心技术之一,也是设备维护维修的难点。
二、上位机与omron PLC通讯介绍1、上位机与omron PLC通讯协议是采用rs-232c通讯协议,通过9针com 口就可以实现硬件连接通讯。
rs-232c通讯协议为:波特率:9600B/S,数据位:7位,奇偶校验位:无,停止位:1位。
2、mscomm控件是visual basic6.0编程语言开发的专门用于rs-232通讯的控件,通过在vb中建立mscomm控件和设定相应的通讯协议参数,即可建立通讯软通道,实现从rs-232线路的数据传输。
3、omron PLC是日本欧姆龙公司研制的可编程逻辑控制器,广泛应用于工业企业的设备生产控制中。
具有数据处理、逻辑运算、定时、计数、输入输出控制等功能。
本文只介绍对数据区(DM区)的读写通讯。
4、硫化机上位机主界面三、使用vb开发实现读取PLC DM数据区的数据1、在vb环境中添加mscomm控件,并对控件属性进行设定,假设mscomm 控件的名称为mc1,通讯协议设定:mc1.settings=“9600,e,7,2”,通讯com口设定:port=1,表示通讯是通过上位机com1端口通讯的。
基于HOLLiAS LM系列PLC的硫化机监控系统
[] 汪 5
洋 , 正 华 , 广 锁 , .运 用 Gb s自 由 能 最 小 代 于 等 ib
化方法模拟 气流床煤 气化炉 [ ] J .煤炭转化 ,04 2 2 0 ,7
( : 7—3 . 4) 2 3
2 0.
[3 周 齐宏, 1] 胡山鹰, 陈定江 , 等.基 于合成气的联产联供 仿真[ ] J .计算机与应用化 学.20 ,2 :1 06 ( ) 18—12 2. [4 陈汉平, 1] 赵向富, 米 铁, 等.基于 A pnPu 平 台的 s ls e 生物质 气化模拟 [ ] J .华 中科技 大学学报 ( 自然科 学
[2 A pnT cnl o C m ay s G C M dl M] o y e
Ne Yok,US : mb i e Un v ri r s 2 07: 一 w r A Ca rdg i est P e s, 0 y 5
方 面仍有差距 。控制 系统是轮胎 硫化机 的重要组 成
2 监 控 系统 概 述
2 1 硫 化机控 制对 象介绍 .
参考 文献 :
倪维斗, 李政 , 薛 元.以煤气化 为核心的 多联产 能源
om n,0 37 4 ,9—12 p et20 ,( ) 7 0.
[] 徐 8
越, 吴一宁, 危师让.基 于A P NP U S E L S平 台的干
[] 2
As e e h oo y o a y As e P u U e i e p n T c n lg C mp n . p n l s s r Gu d
[ ] N Wii s 9 i Z, la Q l m A.A s lins d nt e o i a o t yo epr r mu t u h f m—
塑胶地板硫化机PLC控制系统设计

柳州职 业技 术 学院 学报
2 0 1 3 年 6月
补 压 电机启 动 ,液 控 单 向 阀控制 阀 打 开 。主 缸靠 自身重 量 下行 直 到下 限位 开关 动作 即停止 。下行 过程 中 三色 指示 灯 闪烁 指示 并 发 出声 音信
息 ,整个加 工过 程完 成 。 整个 加 工过 程 中压 力控 制 和温
第 l 3卷
第 3期
柳州职 业 技术 学院 学报
J OURNAL OF L I U ZHOU VOC AT I ONAL & T E CHNI C AL C OL L EGE
Vo l _ 1 3 NO . 3
2 0 1 3年 6月
J u n . 2 0 1 3
度控 制 是彼 此 独立ቤተ መጻሕፍቲ ባይዱ的 ,温 度控 制部
分靠 温 度控 制 器完 成 即可 以不依 赖 P L C。整 个 过 程 以 时 间 贯 穿 主 体 ,
即加 工 时 间 到 达 则 可 认 为 加 工 完
成 2 P L C 控 制 系 统 的 设 计
根 据 以上 的要 求 ,本 方案 进行 了P L C控 制 系统 的设计 。
整个 生产 过程 中第 二次压 制工 艺时 间较长 ,且 要求 机器 提供较 稳定 的压 力 和较稳 定 的温度 ,因此 ,制 造硫 化 机 的重 点放 在第 二次压 制工 艺上[ 1 1 。 1 . 2控制 要求 制作 工艺 控制要 求 如下 : 1 ) 整 个 制 作 工 艺 要 求 能 实 现 三 段 压 力 控 制 且 连 续 ,控 制 压 力 分 辨 率 为 0 . 1 Mp a ,波 动 压 力 范 围 ±
文 献标志码 :A
文章 编号 :1 6 7 1 -1 0 8 4( 2 0 1 3 )0 3 - 0 0 4 3 - 0 4
一种低成本高精度温度测量电路

一种低成本高精度温度测量电路【摘要】采用晶体管3dg6作为温度传感探头,与电压/频率转换器及单片机组成的温度自动补偿测量电路方案,具有电路简单、测量精度高、调校简便、实用廉价等特点。
【关键词】温度传感探头;电压;频率转换器;自动补偿0 引言在现代化工矿企业与农业生产过程中,环境及设备温度的测量和控制是极为普通和重要的。
为了提高生产效率,降低生产成本,寻求性能可靠、价格低廉、且应有广泛的元器件设计温度检测仪是生产、使用单位的首先。
本温度检测仪就是由极为普通的晶体管3dg6、廉价的电压、频率转换器(v/f)lm331与单片机at89c2051等组成,它具有成本低、调校简便、自动补偿、测量精度高的特点。
半导体理论和实验证明:在-50℃+150℃的范围内,当发射结正偏时,不管集电结反偏还是零偏,在一定的集电极电流形式下,npn 硅晶体管的基极-发射极间正向电压ube随温度t的增加而减小,并有良好的线性关系,其电压温度系数约-2.1mv/℃。
因此,晶体管3dg6不但可以作为通常的电子器件使用,而且也可作为一种价格低廉、取材方便、性能良好的温度传感探头使用。
1 测量与放大电路2 检测与处理电路lm331是单片集成v/f高精度电路,内部由开关电流源、输入比较器和单脉冲定时器等部分组成,外接电阻和电容可组成基本的电压、频率转换器。
当外接电阻和电容可组成基本电压/频率转换器。
当外接阻容元件值一定时,lm331的输出频率与输入电压成正比关系。
3 调校与自动补偿由f=1/t可得出每单位(0.1℃)温度的变化与脉冲宽度的关系。
设当温度为t时,测得的脉冲宽度为tt,只要单片机测得tt,就可通过计算得出温度值。
而且通过这种方法进行测量,不需要调整放大器的放大倍数,也不需要调整lm331外接阻容器件参数,更不需要调整lm331的输出电压与输出频率的对应值,因此,本测温仪调校简便。
频率不仅与输入电压有关,而且与lm331的外接阻容元件有关,因而lm331外接阻容元件的精度及参数的稳定性直接影响测量精度。
27295055_全钢轮胎液压硫化机热工及控制系统改进

作者简介:王爽(1990-),女,工程师,学士,主要从事机械设计与研发工作。
*山东省智能绿色制造技术与装备协同创新中心开放基金(IGSD-2020-009)资助项目收稿日期:2022-04-25硫化是轮胎生产工艺的最后一道工序也是主要耗能部分。
因此研究和开发硫化机新技术,生产制造并使用新型硫化机设备,对传统设备进行改造,提高设备使用性能,减少能耗,节约能源,降低生产成本,提高设备使用率及安全系数有十分重要的作用。
本文所提新开发的左右独立式全钢液压硫化机能实现左右模分开控制并独立完成硫化。
而热工及控制系统是液压硫化机的重要组成部分,就传统热工管路及新式热工管路本文做简单介绍。
1 传统式热工管路结构(1)早期硫化机多采用两半模蒸锅硫化,直接对模具加热,温度更均匀,轮胎硫化质量好。
传统的蒸锅过热水热工管路如图1。
但过热水硫化能源浪费巨大,而更节能环保的氮气硫化工艺已被广泛运用,故过热水蒸锅式硫化逐渐被各大轮胎厂改造或淘汰。
(2)氮气硫化工艺特点是先由内温管路向胶囊内通入高温高压的饱和蒸汽,为轮胎硫化提供高温。
一段时间后温度达到使用要求再通入常温高压氮气,提供压力。
而氮气比过热水流速快,且无色无味不易检测泄漏点,一旦发生泄露,不仅浪费大量氮气同时还带走大量热量,导致轮胎残次品产生。
为避免这种情况,传统的氮气硫化热工管路中会加有14SQ 、15SQ 、25SQ 、和19SQ 共四只优质品牌原装进口的切断阀,全钢轮胎液压硫化机热工及控制系统改进王爽1,2,陆永高1,2,何燕2,3,郭良刚1,2,焦冬梅2,3,张晓琳1,2,刘全泽1,2(1.青岛海琅特种装备科技有限公司,山东 青岛 266400;2.山东省智能绿色制造技术与装备协同创新中心,山东 青岛 2660003.青岛科技大学机电工程学院,山东 青岛 266000)摘要:分析介绍了传统的热工及控制系统及新研发的新式左右独立热工及控制系统,新式系统在原有的基础上进行了改进,对提高设备使用率及安全系数有十分重要的作用。
电气工程及自动化毕业设计论文选题

192. 工厂配电 193. 油田污水处理的 PLC 控制系统设计 194. 礼花弹引爆控制装置 195. X62W 万能铣床电气控制的 PLC 改造 196. 基于单片机的主从网络设计 197. 基于单片机控制的吸盘式机械手系统设计 198. 基于单片机水温测量控制系统设计 199. 车库自动监控系统设计 200. 除尘设备振打自动控制系统设计 201. 斗秤加料自动监控系统设计 202. 高炉上料自动监控系统设计 203. 化工生产自动监控系统设计 204. 皮带传输机的自动监控系统设计 205. 升降机自动监控系统设计 206. ±5V 简易直流稳压电源的设计 207. 0~30V 简易可调式直流稳压电源的设计 208. 电力负荷的案例分析 209. 交流电动机调速系统的研究 210. 工厂 10KV 降压变电所 211. 四路彩灯系统设计 212. 办公楼五层电梯的 PLC 控制系统设计
92. 基于 PLC 的全自动注塑机 93. 水塔水位控制系统设计 94. 某大型采暖锅炉输煤系统电气控制设计 95. 城镇居民小区供配电设计
96. 蓄水池水位控制指示及自动控制 97. 数字电子计时器 98. 小型吊车控制设计 99. 电冰箱控制系统设计 100. 考试题库系统的设计与实现 101. 基于 PLC 的电机故障诊断系统设计 102. 化工生产自动监控系统的设计 103. 微机综合自动重合闸设计 104. 定时器设计 105. 基于 PLC 的数控钻床 106. 电梯 PLC 控制系统 107. PLC 面粉厂控制系统设计 108. 10kv 变电站电气设计 109. 电子计算器 110. 数字电子钟设计 111. 数字水印技术分析 112. 政府办公大楼中计算机网络建设的设计方案 113. 数字电子钟设计 114. 35kV 变电站 115. MATABLE 水位控制系统 116. 太阳能热水器 117. 医疗功率器功率控制 118. 三相全控桥整流电路供电给双闭环可逆调速系统 119. 数字电度表的设计
PLC在轮胎硫化机控制系统上的应用
根 据控 制要 求 , 可方便 地构 成优 化系统 , 且
便 于扩展 。如果硫 化机需 增 加和改 进 外围控 制 系
统, 可在 主 C U 上再 增加 扩展 元件 。 P
2 P C 的 应 用 L
P C用 于硫化 机控 制系 统具 有如 下优势 。 L
・
简化输 入 设备 及其 接线 , 如万 能转换 开关 、
1 P C控 制 系统的 优势 L
除 了具 有 C U 故 障 、 元 故 障 、 源故 障 P 单 电
等 自诊 断功 能 外 ,/ 每 一 个 点 都 有 对应 的信 号 IO
指 示灯 指 示 I0 的 ON/ F状 态 , 据 I0 指 / OF 根 / 示 灯的显 示 可准确 、 快捷 地判 断 P C外 围设 备 的 L 故 障情况 。
并 进行 修复 , P C能 够正 常运 行 。 使 L
硫化 机 P C控 制 系统硬 件布 置如 图 2所 示 , L 其 中输入 、 出及特 殊模 块 配置如 下 。 输 ( ) 入模 块 : 1输 硫化机 输入 有按 钮 、 程 开关 、 行
维普资讯
C 0 HE P C具有 如下 特点 。 20 L
・
统工作 寿命 和可 靠 性 大 为提 高 , 开关 箱 内外 围线
路简化 。
・
采 用积木 式结 构 , 构成 多种 不 同的组合 。 可 不仅 可 以完成 简单 、 重复 的控 制任务 , 而且
・
扩展 IO机 架 可 以使 用 2 0 2 0V 交 流 / 0 4
图 2 硫 化 机 P C控 制 系 统 硬 件 布 置 L
2 2 软件 设计 .
老式 机械式 程序 控制 器采 用定 时盘进 行 时序 控制 , 其硫 化工 艺过 程动作 程序 如 图 3所示 。
基于组态软件的虚拟轮胎硫化机动画设计

基于组态软件的虚拟轮胎硫化机动画设计作者:于春洪董月超咸晓玲来源:《今日自动化》2021年第10期[摘要]利用通用的测试和数据采集软件,能达到人机界面互动的效果,以通信方式和控制系统相连读写控制等方式,直接对控制系统发出指令,设置参数与控制流程,从而能够将控制系统和管理信息系统连接在一起。
文章中使用该配置来轮胎橡胶硫化机设计方案可以是虚拟的,本方案旨在提供采礦从业人员的培训和学习,活化PLC培训课程中常用的检测目标虚拟化技术。
降低学习培训成本,减少测试服务平台的体积,实现优秀的培训实践影响。
[关键词]组态软件;虚拟轮胎硫化机;动画设计[中图分类号]TP391.41 [文献标志码]A [文章编号]2095–6487(2021)10–00–02Animation Design of Virtual tire Curing Press Based on Configuration SoftwareYu Chun-hong,Dong Yue-chao,Xian Xiao-ling[Abstract]The use of universal testing and data acquisition software can achieve the effect of human-machine interface interaction. By means of communication and control system connection,read-write control, etc., directly issue instructions to the control system, set parameters and control procedures, so as to control The system and the management information system are connected together. The design scheme of tire rubber vulcanizing machine using this configuration in the article can be virtual. This scheme aims to provide training and learning for mining practitioners and activate the virtualization technology of detection targets commonly used in PLC training courses.Reduce the cost of learning and training, reduce the size of the testing service platform, and achieve the impact of excellent training practices.[Keywords]configuration software; virtual tire curing press; animation design1 研究的背景和发展现状随着科学技术的不断进步,我国的工业制造领域朝向自动化的方向发展。
26309745_智能高效平板硫化机研制
朱开华·智能高效平板硫化机研制2021年 第47卷·25·作者简介:朱开华(1967-),男,本科,高级工程师,主要从事机械设计与制造相关工作。
收稿日期:2021-10-18橡胶V 带硫化设备包括鼓式硫化机、硫化罐和平板硫化机三种,一般采用燃煤锅炉生产饱和水蒸汽来进行硫化。
其中,平板硫化机以工作压力大、硫化质量优和硫化模具投资小而成为V 带硫化首选,目前平板硫化机一次可同时硫化条数极限是40条。
随着我国环保政策日趋严格,对燃煤锅炉加以限制,而用生物燃料或液化气锅炉生产饱和水蒸汽进行硫化的燃料成本极大。
为解决上述问题,研制了一种节能、高效、操作方便的大型V 带平板硫化机,并将一次硫化40条的极限提升至C 型60条、B 型80条,并实现带长2 550~3 000 mm 的V 带2次硫化。
1 设备主要结构及其工作原理1.1 设备主要结构本硫化机由主机部份、左机身部份、右机身部份、蒸汽管路系统、冷却水管路系统、液压系统、气动系统、电气控制系统等组成。
左机身部份由左机身、伸张装置、转带装置、摆轮装置、双工位平移装置、水冷装置、风冷装置、自动润滑装置等组成,右机身部份在左机身部份基础上增加了转带电机。
1.2 硫化工作原理硫化工作原理为将V 带胚安装在左、右机身部份的槽轮,并随槽轮移动,使V 带胚在主机上分段硫化和在装、卸带工位进行冷却定型。
其动作过程为槽轮在装、卸带工位时液压打开后连板,手工装入V 带胚,后连板闭锁,液压拉伸V 带胚,V 带胚移入硫化工位、智能高效平板硫化机研制朱开华(福建省三明市东辰机械制造有限责任公司, 福建 沙县 365500)摘要:智能高效平板硫化机是国内一次硫化橡胶V 带条数最多的硫化设备。
悬臂梁式主机的运用,方便了用户操作和功能的拓展。
双工位平移装置、一体式槽板与槽轮的运用,减少了短V 带的硫化次数和热能损失。
液压拉伸结构的运用,提高了设备的可靠性。
KRUPP液压硫化机电控系统改造

KRUPP液压硫化机电控系统改造
钟祥云;林仕栋
【期刊名称】《橡塑技术与装备》
【年(卷),期】2012()3
【摘要】原硫化机控制系统老旧,决定改造。
通过分析系统要求,统计出PLC需求点数等数据。
并根据具体情况,选择接近开关、温度控制等硬件。
软件方面着重说明了定型控制、中心油缸控制、以太网通信控制等实现方法。
通过改造,设备精度大幅度提高。
【总页数】3页(P50-52)
【关键词】硫化机;PLC;改造;控制系统;硬件;软件
【作者】钟祥云;林仕栋
【作者单位】广州市华南橡胶轮胎有限公司
【正文语种】中文
【中图分类】TQ330.493
【相关文献】
1.轮斗挖掘机液压系统电控冷却散热系统技术改造课题报告 [J], 张经;王荣钧
2.平板硫化机液压系统的改造 [J], 张丽荣;王胜利
3.寺河矿副斜井提升机电控及液压系统的改造设计 [J], 王凯
4.加拿大bti tm15/tb725xs 移动式破碎机电控液压变先导液压系统改造 [J], 王
智业;高丽芳;康文明;施俊丽;杨光
5.乘用子午胎液压硫化机电气控制系统的改造 [J], 梅俊威;吕新稳;康晓波
因版权原因,仅展示原文概要,查看原文内容请购买。
plc的毕业论文题目

1。
基于FX2N—48MRPLC的交通灯控制2。
西门子PLC控制的四层电梯毕业设计论文3. PLC电梯控制毕业论文4. 基于plc的五层电梯控制5。
松下PLC控制的五层电梯设计6。
基于PLC控制的立体车库系统设计7。
PLC控制的花样喷泉8. 三菱PLC控制的花样喷泉系统9. PLC控制的抢答器设计10. 世纪星组态PLC控制的交通灯系统11。
X62W型卧式万能铣床设计12。
四路抢答器PLC控制13。
PLC控制类毕业设计论文14. 铁路与公路交叉口护栏自动控制系统15. 基于PLC的机械手自动操作系统16. 三相异步电动机正反转控制17. 基于机械手分选大小球的自动控制18。
基于PLC控制的作息时间控制系统19. 变频恒压供水控制系统20. PLC在电网备用自动投入中的应用21。
PLC在变电站变压器自动化中的应用22。
FX2系列PCL五层电梯控制系统23。
PLC控制的自动售货机毕业设计论文24。
双恒压供水西门子PLC毕业设计25. 交流变频调速PLC控制电梯系统设计毕业论文26。
基于PLC的三层电梯控制系统设计27. PLC控制自动门的课程设计28. PLC控制锅炉输煤系统29。
PLC控制变频调速五层电梯系统设计30. 机械手PLC控制设计31。
基于PLC的组合机床控制系统设计32. PLC在改造z-3040型摇臂钻床中的应用33. 超高压水射流机器人切割系统电气控制设计34. PLC在数控技术中进给系统的开发中的应用35。
PLC在船用牵引控制系统开发中的应用36. 智能组合秤控制系统设计37. S7-200PLC在数控车床控制系统中的应用38。
自动送料装车系统PLC控制设计39。
三菱PLC在五层电梯控制中的应用40。
PLC在交流双速电梯控制系统中的应用41. PLC电梯控制毕业论文42. 基于PLC的电机故障诊断系统设计43。
欧姆龙PLC控制交通灯系统毕业论文44. PLC在配料生产线上的应用毕业论文45. 三菱PLC控制的四层电梯毕业设计论文46。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电池 异 常
oF F 0FF oFF
??
Y 3
出后
l
7
X5 7
7 特时 间 T1 .
l
7 7
R
_- 一
射 出 降压 时间
77 7 7
T_ 8
__ 一
T- 9
Y6 6
Y6 7
CoM8
7
TR. 1 TR_ 2
硫 化 是橡 胶 产 品 中的最 后 一道 工序 。 硫化 产 品 质 量 主要 取 决于 硫 化三 要 素 ,即时 间 、 温度 、 力 。 压 在 硫 化 三要 素 中硫 化 时 间 和 温 度 用 范特 霍 夫 方 程
式 计 算硫 化 时 间 ,其 关系 如 下 :
:
按 下 自动 启动 按钮 ,主 电机 工 作 ,阀 门打 开活 塞 快 速上 升 ,当模 具 快合 模 时转 换 成慢 速 合模 ,当
数可 任 意 设 定) 同 时抽 真 空 ,硫 化 时 间 到 , 自动 ,
开模 。 此外还有安全措施和故障提示 。 当手或物靠 近模腔,设备不能启动 。控制流程见图 1 ,接线见
作 者 简介 : 李 再学 (96) 男 ,高级 工 程 师 ,毕 业 于四 川 大学 15 - ,
无线 电物理 专 业 ,主 要从 事 设备 技术 改造 工 作 ,曾获贵 州 省新 产 品开 发一 等 奖 、贵 州省 科技 进步 四等奖 , 已发表 论文 4篇 。 收 稿 日期 :20 .50 0 1 -8 0
该设 备 一直 满 负荷 工 作 ,故 障 很少 ,但 由于 长 时 间 工作 ,计 算机 已经 老 化 ,C U 及其 它 控 制芯 片 早 P 已淘 汰 ,修 复 已不 可能 。如果 将 设备 报废 ,等于 扔 掉几 十万 元 , 因为除 计 算机 以外 的执 行机 构 完好 无
损 ,所 以最 理 想 的修 复方 案 就是 用 P C 代 替 原计 L
坏。
维普资讯
第 7期
李 再 学 . 用 P C改 造 进 口注 射 硫 化 机 采 L
5 9
2 0VAC 2 L Y 0
I 力 J 压 射 丽丽3 出
CN. F
+ v 24
+ x 24,
8
光 电保护
Yl 0
o f 取 模 o . x4 f i l
关 键词 :编程 ;P C L
中图 分类 号 :T 3 0 9 Q 3. 3 4
文献 标识 码 :B
文 章编 号 : 10 - 9 X 20 )7 05 - 3 09 7 7 (0 20-0 80
1 概 述
图 2 。
贵 州大 众橡 胶 有 限公 司 于 18 9 6年从 日本 引进
2 8 7 6 9
Y3 5 n m ¨
7后退
2
前 进
4
5
6
射 出
? ?
COM
前进
什1 后退
Xl 4
4 . 报 警 4 ^ 哥舞 冒域 。砷 } 工 , Y4 5 自动 启动
一
OF H O F N
??
釜
BZ. o 11 ∞ 吖 ^^ 【
Yl 2
0
C D N.
出
7 出 完 了 ??压 E 升
Xl l X l 2
3
7 7
l 3 1 2
莶
0 7
4
5 3 CoM4 X2 4 )2 【5 9 Y3 3
=
CN
真1
l
●
合模压力到达设定压力时,主 电机停止 ,阀关 闭。
进 料 电机 启 动 ,阀打开 ,螺杆 转动 ,胶 料 进 入模 腔 内 ,按 设 定值 注 完 胶 料 后 , 自动 排 气 三 次( 气 次 排
— —
1 0
式中
r——温 度 为 乃 时 的硫 化 时 间 j
— —
温 度 为 时 的硫 化 时 间 硫 化 温 度 系数 ( 常 取 ^ 2 通 , ) -
算 机 。根据 输 入输 出的控 制 量 ,我 们选 用 三 菱 公司
生产 的 F 2 系列 微 型 P C,输 入输 出共 1 8点 。 XN L 2
图 1 日本 注射硫化机控 制流程图
3 硫 化时 间控 制 部 分 改造
2 工作 原 理 日本 注 射硫 化 机功 能 强 大 、逻 辑 关系 复杂 ,手 动 、 自动 并存 。其 工 作过 程如 下 :
维普资讯
5 8
橡 塑 技 术 与 装 备
20 0 2年第 2 8卷
采 用 P C 改 造 进 口注射 硫 化机 L
李再 学
( 贵州大众橡 胶有 限公司,贵州 贵阳 500 ) 5 0 8
摘 要 :主 要叙 述 日本 进 口注 射硫 化 机 因控 制部 分 损坏 ,采 用 日本 三 菱公 司 的 P C代 替原 设 备控 制部 分 。其 难度 主要 是编 程 L 由于 国 内同型 号 设备 较 多 ,有较 高 的推 广价 值 。
压 力 主 要 起 产 品成 型 作 用 。温 度 与 时 间 的关 系 :温度 升 高 1  ̄ 0C,硫 化 时 间缩 短一 倍 。温 度 降 低 l ℃ ,硫 化 时 间增 加 一倍 。 国外一 直 采用 低 温 O 长 时 间硫 化 。要 求温 度 变 化 范 围 ±2 ,在温 度 一 ℃ 定 的情 况 下 ,硫 化 时 间 的长 短 决 定产 品质 量 的 好
了一 台 日本 注射 硫 化机 ,当 时价 值 3 O万 人 民 币 ,
现 在 同类 型 设备 约 l 美 元 。该 设 备技 术先 进 、 O万 功 能 齐全 。计算 机 采用 MC 8 oo ,可 靠 性 高 , 6B P
机 械 部 分及 液 压部 分 设计 合 理 ,非常适 用 ,其先 进 程度 相 当于 法 国 、英 国 、 台湾 9 O年 代末 期 水平 。
出降压 时间
间
X72
、 l
RCU- 0 50
.
5
Y7 6
7 7
7后退 完 时 间