PLC在注塑磁粒料挤出造粒机温控系统中的应用
应用PLC技术改造注塑机的控制系统

应用PLC技术改造注塑机的控制系统随着现代制造产业的不断发展,PLC技术的应用也逐渐得到了广泛的应用。
PLC (programmable logic controller)可编程逻辑控制器是一种数字化计算机,用于控制工业生产过程中的各种机械设备。
注塑机作为现代工业生产中不可缺少的设备之一,其控制系统的稳定性和可靠性对于生产效率的提高以及产品质量的保证至关重要。
因此,借助PLC技术改造注塑机的控制系统,可以有效提高生产效率、节约能源、提高产品精度、降低工人操作风险,具有重要的现实意义。
首先,PLC技术可以提高注塑机生产效率。
传统的注塑机控制系统通过人工控制运转,这种方式不仅效率低,且存在很多隐患。
而应用PLC技术可以实现自动化控制,大大提高了注塑机的生产效率。
例如,在注塑机的压力控制系统中,应用PLC技术能够快速精确地调节压力,有效地提高生产速度。
同时,PLC技术还能对加热系统进行优化,合理分配热能,提高加热速度,缩短注塑周期,从而提高生产效率。
其次,PLC技术可以节约注塑机的能源消耗。
在注塑机生产过程中,加热系统的能量消耗占到了全部能量消耗的很大比例。
传统注塑机的温度调节方式通常是根据工人经验进行调节,存在浪费能源的风险。
而PLC技术可以对加热系统进行精细控制,采用温度传感器和PID调节算法,准确控制加热系统的温度,避免过量消耗能源,从而降低了生产成本,同时也减少了对环境造成的不良影响。
PLC技术还可以提高注塑机产品的精度。
传统注塑机的控制系统通过人工控制运转,往往存在一定的误差。
而通过PLC技术的应用,可以实现高精度、高速度的控制,确保每一次注塑都能保证产品的精度。
例如,在注塑机的开模调节系统中,应用PLC技术可以准确控制模板的开启和关闭速度,确保模板的位置精确,并可以实现模板位置的自动调整,提高了注塑产品的精度和一致性。
最后,PLC技术可以减少工人操作风险。
传统注塑机控制需要工人进行操作,存在一定的人为因素和风险。
应用PLC技术改造注塑机的控制系统

应用PLC技术改造注塑机的控制系统PLC (可编程逻辑控制器) 技术是一种广泛应用于自动化控制系统中的技术。
在注塑机控制系统中应用PLC技术可以提高注塑机的性能和生产效率。
下面将介绍应用PLC技术改造注塑机控制系统的优势和步骤。
应用PLC技术可以提高注塑机的稳定性和精确性。
传统的注塑机控制系统使用开关、继电器和电气元件进行控制,容易引起电气干扰和控制误差。
而PLC技术可以通过逻辑程序控制,减少电气干扰,提高控制精确度,使注塑机的运行更加稳定和可靠。
应用PLC技术可以实现注塑机的自动化控制。
通过PLC编程,可以实现对注塑机的自动开启和关闭,自动调节注塑机的温度、压力和流量等参数,实现注塑机的自动化生产。
这不仅减少了人工操作的劳动强度,还提高了生产效率和产品质量。
PLC技术具有良好的扩展性和可编程性。
PLC控制器可以根据注塑机的不同需求进行编程,实现各种功能和操作模式的切换。
可以实现不同工艺的选择,不同型号产品的生产等。
这种灵活性和可编程性使得注塑机的应用范围更广,适应性更强。
第一步,进行控制系统的设计。
根据注塑机的工作原理和要求,确定需要控制的参数和功能,设计PLC控制程序。
第二步,选购适合的PLC控制器和相关的传感器和执行器。
根据注塑机的规模和要求,选购符合要求的PLC控制器和其他控制元件。
第三步,进行接线和布线工作。
根据PLC控制器和其他控制元件的接口要求,进行接线和布线工作,确保各个元件之间的正确连接。
第四步,进行PLC编程。
按照设计的控制程序,进行PLC编程工作,包括输入输出的定义、逻辑程序的编写和测试等。
第五步,进行系统调试和测试。
在完成PLC编程后,进行系统调试和测试,验证控制系统的功能和性能。
进行现场应用。
在完成调试和测试后,将改造好的控制系统安装到注塑机上,并进行现场应用。
在应用过程中,可以根据实际需求进行调整和优化,以达到最佳的控制效果。
应用PLC技术改造注塑机的控制系统可以提高注塑机的稳定性和精确性,实现注塑机的自动化控制,具有良好的扩展性和可编程性。
PLC在注塑机控制系统中的应用

目录引言 (1)1 绪论 (2)1.1 课题研究的目的和意义 (2)1.2 相关技术概况 (2)1.2.1注塑机控制系统简介 (2)1.2.2可编程序控制器的概述 (3)1.2.3温度传感器简介 (3)1.2.4调功器的简介 (3)1.3 本课题的主要内容 (5)2 注塑机控制系统的分析 (5)2.1 注塑机的机械结构 (5)2.1.1注射部分 (6)2.1.2合模部分 (6)2.1.3液压系统 (6)2.1.4控制系统 (6)2.2 注塑机控制系统原理 (6)2.3 注塑机控制系统的控制要求 (7)2.3.1模具的开启与闭合 (7)2.3.2注射座的整进与整退 (7)2.3.3注料杆的射进 (7)2.3.4预塑液压马达的动作 (7)2.3.5顶杠的顶出与复位 (8)2.3.6保模时间 (8)2.3.7注塑料筒温度 (8)3 注塑机控制系统的硬件设计 (8)3.1 PLC选型的方法 (8)3.1.1机型选择的原则 (8)3.1.2PLC容量选择 (9)3.1.3I/O模块的选择 (10)3.2 确定I/O点及选择PLC (11)3.2.1可编程控制器控制系统I/O点数估计 (11)3.2.2PLC的I/O分配表 (12)3.3 器件选型 (12)3.3.1交流调功器选型及接线方法 (12)3.3.2温度传感器的选型 (15)3.3.3液压阀控制阀的选型 (16)3.3.4液压马达的选型 (16)3.3.5液压泵电机选型 (17)3.3.6热继电器 (17)3.3.7触摸屏 (18)3.3.8中间继电器 (18)3.3.9行程开关 (18)3.3.9接触器 (18)3.4 注塑机控制系统的接线图 (19)3.4.1注塑机控制系统的整体接线示意图 (19)3.4.2PLC的I/O系统配置图 (20)4 控制系统的软件设计 (20)4.1 系统工艺流程图 (20)4.2 系统的程序设计 (22)4.2.1注塑机的温度控制 (22)4.2.2注塑机的步序控制 (22)4.2.3PLC注塑机控制系统的总体程序 (25)4.3 触摸屏的画面及程序设计 (25)5 注塑机控制系统的抗干扰措施 (26)5.1 概述 (26)5.2 抗干扰措施 (26)5.3 软件设计 (27)谢辞 (28)参考文献 (29)附录A 调功器整机接线图 (30)附录B PLC控制系统程序梯形图 (31)附录C PLC控制系统程序清单 (35)附录D PLC注塑机控制系统软元件功能表 (38)引言随着经济全球化的蔓延,中国市场经济环境越来越好。
应用PLC技术改造注塑机的控制系统
应用PLC技术改造注塑机的控制系统随着现代工业自动化程度的不断提高,PLC技术在各种设备的控制系统中得到了广泛的应用。
注塑机作为塑料加工行业的重要设备之一,其控制系统的性能和稳定性对生产效率和产品质量有着重要的影响。
本文将就如何利用PLC技术改造注塑机的控制系统进行探讨。
一、现有注塑机控制系统存在的问题传统的注塑机控制系统通常采用的是单片机或者过时的控制器,其性能和功能相对较为有限。
在实际生产中,由于注塑机的工作环境相对较为复杂,存在着诸多不足之处:1. 控制精度低:传统控制系统在对注塑机进行加工和注塑过程的控制时,往往存在着控制精度低的问题。
注塑过程中,液体粘度、温度和压力等因素对产品质量有着重要的影响,传统控制系统无法很好地实现对这些参数的准确控制。
2. 功能单一:传统控制系统通常只能实现单一功能的控制,难以满足复杂工艺的需要。
而现代注塑机由于要求更高的自动化程度和生产效率,需要实现多种功能的自动化控制。
3. 难以维护:传统控制系统通常由多个独立的控制器组成,难以统一管理和维护。
一旦出现故障,往往需要长时间进行定位和修复,导致生产中断和损失。
以上种种问题表明,现有的注塑机控制系统亟需进行改进和升级,以满足现代工业生产的需求。
PLC(Programmable Logic Controller,可编程逻辑控制器)是一种数字化的工业控制器,已被广泛应用于自动化系统的各个领域。
相对于传统控制系统,PLC技术具有以下优势:1. 高性能:PLC控制器具有较强的运算能力和处理速度,能够实现更高精度的控制和更复杂的功能。
2. 多功能:PLC控制器可以根据需要进行程序编写和设定,在同一设备上实现多种不同的控制功能,如逻辑控制、定时控制、计数控制等,以满足复杂工艺的要求。
3. 易维护:PLC系统采用模块化设计,各个控制模块之间可以灵活组合,易于安装和维护。
PLC控制器还具有自诊断和故障报警功能,可快速定位和排除故障。
在plc挤出机温度控制中的应用

在plc挤出机温度控制中的应用关键字:PLC 导读:摘要: 针对温度控制在塑料挤出中的重要性,本文介绍了以可编程序控制器为核心、采用智能PID算法和脉宽调制原理的挤出机温度控制系统,并介绍了该系统的硬件组成及软件编程的方法和技巧。
该温控系统硬件简单、控温... 摘要: 针对温度控制在塑料挤出中的重要性,本文介绍了以可编程序控制器为核心、采用智能PID算法和脉宽调制原理的挤出机温度控制系统,并介绍了该系统的硬件组成及软件编程的方法和技巧。
该温控系统硬件简单、控温精度高、性能稳定,具有较高的实用价值。
关键词: 可编程序控制器;温度控制;比例积分微分算法;脉宽调制1.引言在塑料挤出中,熔融物料温度控制的效果直接影响了挤出制品的质量,例如制品表面的残余应力、收缩率及制品质量的稳定性。
现有一台单螺杆挤出机,由于较早购置,挤出机的温控系统采用分离仪表控制方案。
其加热方式为加热瓦分区加热。
根据工艺要求,各区设定不同加热温度,采用温控仪表加继电器的温控方式。
由于温控电路结构复杂,故障率较高,此外,温控表为断续控温方式,因此各加热区温度波动较大,塑料制品的加工质量难以稳定。
针对上述情况,我们设计了以PLC为控制核心的多回路不等温塑料挤出机温度控制系统。
经试验,该系统控温精度高,硬件简单可靠,塑料制品加工质量稳定。
设备概况如下:单螺杆挤出机,D=120mm,L/D=25,最大产量450Kg/h,12个加热段,固体输送段3个,熔融段4个,熔体输送段3个,机头2个。
采用风冷方式冷却。
2.系统硬件配置本系统采用德国 SIMENS公司的 S7-3002 可编程序控制器为控制核心,可实现温度的采集与自动调节。
系统要求实现12路温度控制,每一回路均为设定固定值控制。
根据实际要求选用相应的功能模块。
其中CPU模块选用CPU-314IFM,其带有一个MPI接口,集成有20个数字输入端、16个数字输出端、4个模拟输入端、1个模拟输出端,内部集成PID控制功能块,可以方便的实现PID控制。
应用PLC技术改造注塑机的控制系统
应用PLC技术改造注塑机的控制系统随着工业自动化的不断发展,PLC技术已经成为控制系统中必不可少的一部分。
注塑机作为现代工业生产的重要设备,其控制系统不仅需要满足高效、准确的生产要求,还需要满足安全、可靠、稳定的要求。
因此,应用PLC技术改造注塑机的控制系统,成为提高注塑机自动化水平、提高生产效率、确保产品质量的重要手段。
首先,PLC技术可以实现对注塑机控制系统的灵活性和可编程性的增强。
传统的控制系统所使用的电路板是固定的,而PLC控制系统中的软件可以根据不同的生产需求进行编程,随时更改逻辑控制逻辑,实现生产线极其灵活的控制。
这使得注塑机的生产过程中根据需要对参数进行灵活调整,提高了注塑机的生产效率。
其次,PLC技术可以实现注塑机的集成化控制。
传统的注塑机控制系统中需要使用多个控制器来实现分别控制注塑机的各个部分。
而PLC控制系统可以实现集成化控制,减少了控制器的数量,增加了控制系统的稳定性和可靠性。
通过PLC技术实现注塑机各个部分的协同工作,使得注塑机的整体控制系统更加紧密,提高了生产效率。
第三,PLC技术可以实现注塑机的过程监控。
PLC控制系统提供了强大的监控功能,可以对注塑机生产过程中的各个环节进行实时监控,实现生产过程中的实时数据采集。
通过监测和录制实时数据,可以在生产过程中及时发现生产中的问题,提高了生产的稳定性和可靠性。
最后,PLC技术可以实现注塑机的远程监控和控制。
PLC控制系统可以与网络相连,实现注塑机的远程监控和控制。
在遇到故障或其他意外情况时,可以通过PLC控制系统进行远程检测,及时了解发生故障的具体原因,提高了注塑机的运行稳定性和安全性。
另外,通过PLC控制系统可以进行控制指令的远程传输,实现了对注塑机生产过程的远程监控和控制。
综上所述,应用PLC技术改造注塑机的控制系统,可以实现注塑机的自动化、智能化控制,提高了注塑机的生产效率和质量,增强了其安全、稳定性和可靠性。
这些优点使得PLC技术在工控领域中得到了广泛的应用。
触摸屏和PLC 的控制系统在塑料行业挤出机上的应用
触摸屏和PLC 的控制系统在塑料行业挤出机上的应用一:引言在塑料制品的品种和数量迅速发展的今天,人们对挤出成型制品几何精度和内在性能均匀性的要求越来越高。
提高挤出制品的几何精度的主要途径是通过机械,工艺和先进的控制手段,克服挤出过程的各种波动。
实现精密挤出成型,一方面可以满足一些对集合尺寸和形状以及成型工艺条件有严格要求的制品成型要求,同时也是实现高速挤出成型的基础。
精密挤出成型可以免去后续加工手段,更好地满足制品应用的需求,同时达到降低材料成本,提高制品质量的目的。
这一技术已经广泛应用于化纤、薄膜、型材、管材、板材、线缆、复合挤出、造粒等生产线。
二:系统原理与方案设计塑料挤出机的控制系统包括加热系统、冷却系统及工艺参数测量系统,主要由触摸屏,PLC 和变频器,传感器等组成。
其主要作用是:控制和调节主辅机的拖动电机,输出符合工艺要求的转速和功率,并能使主辅机协调工作;检测和调节挤塑机中塑料的温度、压力、流量;实现对整个机组的控制或自动控制。
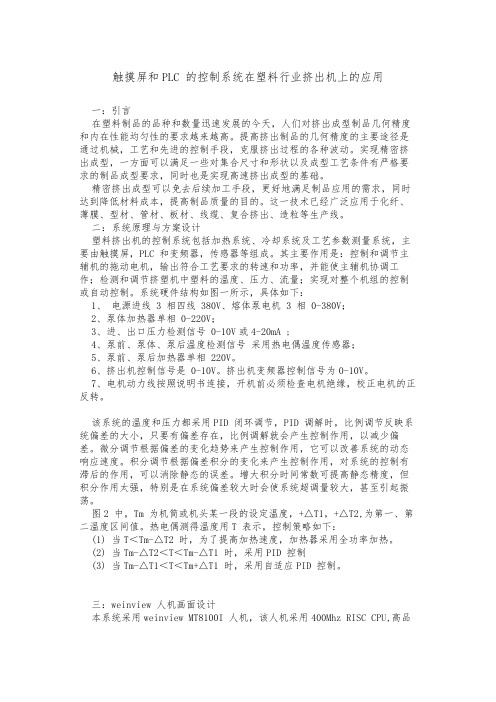
系统硬件结构如图一所示,具体如下:1、电源进线 3 相四线 380V、熔体泵电机 3 相 0-380V;2、泵体加热器单相 0-220V;3、进、出口压力检测信号 0-10V或4-20mA ;4、泵前、泵体、泵后温度检测信号采用热电偶温度传感器;5、泵前、泵后加热器单相 220V。
6、挤出机控制信号是 0-10V。
挤出机变频器控制信号为0-10V。
7、电机动力线按照说明书连接,开机前必须检查电机绝缘,校正电机的正反转。
该系统的温度和压力都采用PID 闭环调节,PID 调解时,比例调节反映系统偏差的大小,只要有偏差存在,比例调解就会产生控制作用,以减少偏差。
微分调节根据偏差的变化趋势来产生控制作用,它可以改善系统的动态响应速度。
积分调节根据偏差积分的变化来产生控制作用,对系统的控制有滞后的作用,可以消除静态的误差。
增大积分时间常数可提高静态精度,但积分作用太强,特别是在系统偏差较大时会使系统超调量较大,甚至引起振荡。
基于模糊控制的PLC在注塑机温度控制中的应用

The Ap i a i n o plc to fa PLC n Te p r t r nt o f i m e a u e Co r lo
IjcinM odn ahn ae u z o to n t ligM c ieB sdF zyC nr l e o
便、 适应 性 强 的优 点 , 高 了注塑机料 筒 温度控 制精度 . 提
关 键 词 : 模 糊 控 制 ; L 注 塑机 ; 度 控 制 P C; 温
中图分 类号 : TP 7 4 23
文献 标识 码 : A
文章 编号 :0 40 6 ( 0 8 0 —0 60 1 0 —3 6 2 0 ) 30 8 —3
大、 超调 量大 , 塑料 制 品 的质 量 很 不 稳 定. 有 采用 也 比例微分 积 分 ( I 控 制 的 , 这 种 控 制 方 式需 要 P D) 但 建立 精 确的数 学模 型 , 注塑 机 温 控系 统 是 一 个大 而 滞后 、 强耦 合 、 线 性 的时 变 系 统 , 立 其 精 确 的数 非 建
杨逢瑜 , 明亮 , 姜 徐建江 , 帅 管
( 州 理工 大 学 流 体 动 力 与 控 制 学 院 , 兰 甘肃 兰 州 准确控 制是保 证 注塑产 品质 量 的重要 因素. 对 传 统 注 塑机 温度 控 制 系统温 控 波 针
动 范 围大 、 调 量 大等缺 点 , 出了基 于模 糊控 制 的注塑机 温控 系统 , 超 提 发挥 了 P C控 制 灵 活 、 L 编程 方
YANG e g y J ANG ig l n XU inja g, F n — u,I M n —i g, a Ja -in GUAN h a S ui
( c o l f Fl i o e S h o ud P w r& C n rl a z o n v ri f S i c n e h oo y a z o 3 0 0 C i ) o o t 。L n h uU iest o c n ea d T c n lg .L n h u 7 0 5 , h n o y e a
plc在注塑机控制系统中的应用_大学生毕业设计(论文)
PLC在注塑机控制系统中的应用_大学生毕业设计(论文)引言近年来,随着工业自动化技术的快速发展,注塑机作为一种重要的机械设备,在制造行业中得到了广泛的应用。
注塑机控制系统的性能对于生产效率和产品质量具有重要影响,因此如何改进注塑机控制系统的运行稳定性和精度成为了许多研究者的关注点。
本文的目的是探讨PLC在注塑机控制系统中的应用,以提高注塑机控制系统的性能和稳定性。
PLC技术概述PLC(可编程逻辑控制器)是一种专门用于工业自动化控制系统的数字计算机。
它由输入/输出模块、中央处理器、存储器和通信接口等组成,可以根据用户的程序存储器中的程序、输入信号和内部程序来进行逻辑运算、控制输出,实现对工业设备的自动化控制。
PLC具有可编程性、可靠性、灵活性和可扩展性等特点。
通过编写逻辑程序,PLC可以实现各种复杂的控制算法和逻辑运算,能够满足不同应用场景中的自动化控制需求。
在注塑机控制系统中,PLC可以实现对注塑机各个部件的控制和监测,提高系统的工作效率和产品质量。
PLC在注塑机控制系统中的应用注塑机控制流程在注塑机控制系统中,PLC通过编写逻辑程序来控制注塑机的各个部件,实现注塑机的自动化控制。
注塑机的控制流程一般包括以下几个步骤:1.启动:通过PLC控制系统的启动按钮,启动注塑机控制系统;2.加热:控制注塑机加热系统的温度,使塑料原料在注塑过程中保持适当的流动性;3.注塑:控制注塑机的注射单元和模具的开合,实现塑料原料的注射、冷却和排出;4.压力控制:通过PLC控制系统实时监测注塑机的压力情况,并根据设定值进行调节;5.温度控制:对注塑机的各个加热区域进行温度控制,保证注射过程中的温度稳定性;6.循环控制:根据产品要求,周期性重复进行注塑过程,实现大批量生产;7.停止:通过PLC控制系统的停止按钮,停止注塑机控制系统。
基于PLC的注塑过程控制基于PLC的注塑过程控制主要包括温度控制、压力控制和速度控制等。
通过PLC的数字计算和逻辑运算能力,可以实现对注塑过程中各个参数的精确控制。
PLC在注塑机控制中的应用

PLC在注塑机控制中的应用作者:马文臣王蕊王勇华来源:《电子技术与软件工程》2015年第20期摘要本文具体采用西门子s7-200型PLC 对注塑机控制系统进行了技术改造,给出了PLC 控制系统的I/O 接口分配表、硬件连接图、控制系统的主程序控制图,采用PLC控制可以提高了注塑机的工作安全性和可靠性,实现了注塑机系统的自动控制过程。
【关键词】PLC 注塑机电气控制系统注塑机生产一个产品一般要经过闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模、顶出产品等工序。
这些动作的完成均由电磁阀控制液压回路来完成,并且这些工序都是顺序完成的。
本文主要介绍通过PLC来完成注塑机相应控制的设计。
1 总体设计通过对注塑机结构、注塑工艺的流程、以及PLC注塑机控制系统的分析,注塑机完成每一步工序都需要PLC、电气系统,液压系统、机械系统的相互作用来完成的,通过用户对PLC进行编程,PLC控制系统直接控制注塑机电气系统,电气系统通过对电磁阀的动作的控制从而使液压回路工作,它是注塑机工作的直接动力,表现为一系列的机械动作,在运动过程中会碰撞到行程开关等机械装置,这样行程开关等机械系统会把电信号反馈给电气系统,进而对下一步的动作进行控制。
利用可编程控制器PLC对传统的电气系统进行改造,可以实现注塑机的闭环控制和自动化程度,PLC注塑机总体设计框图如图所示:总体设计框图2 全自动控制完整的注塑机自动工作流程:注塑机的工作过程包括闭模、合闸、稳压、整进、注射、保压、预塑、解压、开闸、起模等工序。
注塑机生产一个产品一般要经过若干个工序,并且这些工序都是顺序完成的,其间不能跨越,必须依次完成,两个工序之间有些是通过行程开关来判断工序是否执行完毕,有些则是通过模腔内压力的大小或者工艺过程时间是否达到设定值来判断该步工序是否完成,且只有当前一个工序完成后才能进入下一工序。
对于全自动控制,可以先得出其功能图,再转换成梯形图或者顺序功能控制指令来实现其控制。
PLC在注塑机电气控制系统改造中的应用

Y Y Y yA Y 5 Y 6 Y Y^ AI A2 A3 4 A A A7 8
关动 作 . 作频 率低 . 点 易灼伤 , 卷使用 年 限的延 【, 触 随 乇 敞 障率 l7 . 伞性 和可 靠性降 低 . - 1安 ." 维修 费用增加 ; 另外 ,
; - 也 开始 1作驯 , I 全 f . f确 动 按钮 . 鞭机 q j 自行 销束 ~ . 荚 : 安 拔 _ J - {注 () 2 点动操作模式 狂此模式下. 操作耆按下按钮时. 塑机进行相应 当 的射台I进. j 射行动作到『进终l限位月关被 j I 狮 I : : 下; 沣颦 松 ". I. 机 ” 始冲 射 外延 时 I .匪 时间 到 ; 童时 s 沣蜊 机 ,始 保 井 的动 作 . ”按钮 即停 止相应 的动t! f : () ! 3 芈f动操作模式 } _ 越时 2 . r  ̄ 延i ̄ 问到; s , j - 注塑机外婚预 . 预塑到加料限位 个 I : 作周期 结 束 即 向动 停止 , 不能 循环生 产 . 中间 关被压下; 射白开始后退. f 制f 动作到后退终止 位开 艇 过程 n劬操作模 式一 致. . 跫被 下 ;沣 蚺帆 ,模 .劬 竹钏 ,模终 止限 俺 _奖耔 f : I J f 鼙 ( 全一础擞 作模式 4) F; 顶针 前进 .负钊础 作到 前进 终 止限 位 歼父 被 下 : I l 顶 控腑动按钮屑. 动进行一个 产瑚期, 自 井能保持循 针 后退 顶针 动作到 退 终 l限位 丌 是被 F 完 成 一个 L 环 生产 。奉方 案采 用光 电他 嚣传感 器榆 删魁 甭有 塑料制 I 作用期 闭 摸 . 闭模完 成 时 , 肖 闭模 终止 限位 开 关被 下 ; 塑机 滓
机械工程¨ 20 年第4 I 8 币 06 期 7
PLC在塑料加工中的应用案例

PLC在塑料加工中的应用案例随着科技的不断发展,自动化控制技术在各个行业中得到了广泛应用。
在塑料加工领域,PLC(可编程逻辑控制器)技术的使用可以提高生产效率,减少人工成本,增强产品质量。
本文将通过介绍几个PLC 在塑料加工中的应用案例,向读者展示其重要性和灵活性。
案例一:注塑成型机的控制系统注塑成型是塑料加工的重要工艺之一。
传统的注塑成型机主要通过气动或液压系统来实现注塑操作,操作人员需要手动调整参数,操作繁琐且易出错。
然而,PLC技术的引入改变了这一局面。
在这个案例中,PLC被用于控制注塑成型机的各个动作,包括模具开合、注塑料融化、注射速度和压力控制等。
操作人员只需要在触摸屏上输入所需参数,PLC便会自动进行调整和控制。
这不仅提高了生产效率,还减少了人工操作的可能错误。
案例二:挤出机生产过程的控制挤出机是制备塑料制品的重要设备。
它能够将塑料加热熔化后挤出成型,然后通过冷却和切割等步骤进行加工。
在过去,挤出机的控制主要依赖于人工操作,很难保证产品的稳定质量。
利用PLC技术,挤出机的生产过程可以实现自动化控制。
PLC可以监测挤出机的温度、压力等参数,并且根据设定的规则自动调整挤出速度、温度等参数,保证产品质量的一致性。
通过PLC的应用,挤出机的操作变得更加稳定和可靠。
案例三:塑料模具的温度控制塑料加工过程中,模具的温度控制对产品质量起着至关重要的作用。
而PLC技术可以实现对塑料模具温度的精确控制,提高产品的质量和稳定性。
利用PLC控制系统,可以实时监测和调整模具温度。
PLC可以根据预设的工艺参数,通过对温度传感器的监测,自动控制模具加热器的功率和加热时间,以达到理想的温度控制效果。
这种精确的温度控制可以减少模具温度的波动,从而保证产品的尺寸和表面质量的稳定性。
案例四:塑料生产线的自动化控制在大规模的塑料生产线中,通过PLC技术的应用,可以实现整个生产线的自动化控制。
生产线各个环节的控制包括原料供给、注塑成型、温度控制、质量检测等,PLC可以集中控制和监测这些环节,提高生产效率和产品质量。
PLC在注塑机控制系统中的运用
PLC在注塑机控制系统中的运用摘要:社会经济的快速发展推动了科学技术的快速进步,越来越多的先进技术应用到塑料生产行业中,对于提高塑料生产的质量及效益都起到了巨大的促进作用。
注塑机是塑料生产过程中不可或缺的应用设备,而通过将PLC技术应用到注塑机的控制系统中,可以提高自动化应用水平,这对于进一步提升塑料生产效益具有重要意义。
本文通过对PLC在注塑机控制系统中的运用情况进行分析,以期更好地满足塑料生产需求。
关键词:注塑机;控制系统;PLC应用在早期所应用的注塑机控制系统主要是采用继电接触器线路,此种系统的特点表现为接线繁琐而且需要占用较大的空间,如果出现故障很难被排查出来,由此导致注塑机的运行效益低下,难以满足塑料生产需求,也会导致塑料生产的质量降低。
随着PLC技术的出现,基于PLC的注塑机控制系统应用则大大满足了现代工业生产的要求,由于PLC技术应用具有较高的稳定性、较强的抗干扰能力,而且功能完善,体量较小,能耗较低,在出现故障时能够及时进行故障排查,日常保养也非常便捷,这就大大提高了自动化操控水平,减低了工厂生产成本,也提高了生产质量。
可见,PLC在注塑机控制系统中的应用优势显著。
一、注塑机工艺分析注塑机主要是由锁模系统、注射系统、加热冷却系统、液压系统和控制系统构成。
其中,锁模系统是为了给模具提供充足的紧缩力,以锁紧模具,产品经过冷却后可以通过顶出机构进行顶出处理。
注射系统是注塑机中最重要的组成部分,其可以将融化后的塑料颗粒注射到模具当中,通过控制注射熊的压力及速度,能够提高塑料产品的质量[1]。
加热冷却系统是为了对模具内部已经溶化的塑料温度进行控制。
液压系统可以为注塑机各个动力机构提供动力,其主要包含油箱、液压油泵和比例阀。
控制系统则是控制屏,可以设置系统运行参数。
在实际生产的过程中,由于各种因素的影响,会导致模具内出现残留情况,这样不仅会影响到产品的生产质量,也会对模具产生损坏作用,导致生产效率地下,严重制约企业生产效益的提升。
PLC在塑料挤出机控制系统中的应用
PLC在塑料挤出机控制系统中的应用一、系统概述:本公司为机械厂家做的16区单螺杆挤出机,其控制单元含主机加热系统,主机调速系统,牵引的控制系统,切割控制系统以及一些安全保护功能。
其工作过程,螺筒,模具加热,到达设定温度后保温一定的时间,开启主机挤料,出料后开启牵引,在屏幕上设定切割长度,达到设定长度后启动切割机。
二、系统要求(1)挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料经过挤压系统而塑化成均匀的熔体,并在这一过程中所树立压力下,被螺杆连续的挤出经过模具形成制品。
(2)传动系统传动系统的作用是驱动螺杆,提供螺杆在挤出过程中所需求的力矩和转速,通常由电动机、减速器和轴承等组成。
目前用的最多的驱动是变频器,变频器输出的稳定与否直接关系到挤出的稳定性。
(3)加热冷却系统加热与冷却是塑料挤出过程中的必要条件:1、如今挤塑机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各局部。
加热安装由外部加热筒内的塑料,使之升温,以到达工艺操作所需求的温度。
2、冷却安装是为了保证塑料处于工艺要求的温度范围而设置的。
其作用是扫除螺杆旋转的剪切摩擦产生的多余热量,以防止温度过高使塑料合成、焦烧或定型艰难。
机筒冷却分为水冷与风冷两种,普通中小型挤塑机采用风冷比较适宜,大型则多采用水冷或两种方式分离冷却;螺杆冷却主要采用中心油冷,目的是增加物料固体保送率,稳定出料量,同时提高产品质量;但在料斗处的冷却,一是为了增强对固体物料的输送作用,避免因升温使塑料粒发粘堵塞料口,二是保证传动局部正常工作。
(4)自控系统自控系统包括触摸屏,plc,压力传感器,温度传感器及一些执行器件等。
自控系统是人和机器的一个接口,机器的所有参数都要在这里设定,监控以及机器的启停。
反应一个机器的自动化程度和可靠性就在这里体现。
三、系统配置与。
西门子PLC在挤出造粒机组中的应用

西门子PLC在挤出造粒机组中的应用TheApplicationofSiemensPLCToExtruder高玉坤(1975一)男,吉林省吉林市人。
1998年毕业干吉林化工学院工业自动化专业,现工作于中国石油吉林石化分公司乙烯厂仪表车间,工程师,从事化工装置控制系统的运行维护管理工作。
摘要:文中以吉林石化公司高密度聚乙烯装置60吨/d,时挤出造粒机组为例,详细介绍了西门子S7-400H/FPLC在大型机组控制中的应用实例,充分展现了PLC系统对成套机组控制的优越性。
关键词:PLC・挤出造粒机组,控制・逻辑Abstract:The既叫盯,whichoutputissixtyto蚺inallhourandservesHighDensityPolyethylenePlantofJilinPetrochemicalCompany,istakenanexampleinthepaper.Accordingtotheexample.WewillbefamiliarwithSiemensS7・400H/FPLCincontrollingthelarge-scalerotaryequipments,andatthes枷etimethesuperodtyofthePLCapplicationtOex灯uderisfullyshown.Keywords:Programmablelogiccontroller;extruder;control;logic吉林石化公司30万吨/年高密度聚乙烯装置挤出造粒机组于2005年7,4成套从德国WP公司引进,机组型号为WP350,最大生产能力为60吨/d,时,自投产后一直稳定运行。
机组采用了西门子S7-400H/F的PLC作为主控制器,以基于WINDOWS2000系统平台开发的WINCC程序作为人机界面}采用了工业以太网作为通讯方式,使各种控制方案得以有效实现,从而保证了机组的安全稳定运行。
PLC控制系统在塑料挤压造粒设备的应用

PLC控制系统在塑料挤压造粒设备的应用摘要:通过论述PLC控制系统在塑料挤压造粒设备改造中的成功应用,概述了该设备的工艺运行特点,阐述在设备运行中对混炼机、喂料机、熔融泵及切粒机等主要部件的联锁控制及对相关回路PID控制,介绍了控制系统总体方案,硬件构成设计及系统软件的组成和功能特点。
关键词:挤压机;PLC;PID;监控系统前言聚乙烯塑料生产中,挤压造粒设备的控制系统是保障设备正常运行和产品质量的关键。
各生产线的设备中大多是采用纯硬件搭接的控制系统或配套DCS控制系统。
依据挤压造粒设备的控制特点,在近期新建国产挤压造粒设备中,采用PLC控制系统代替了原来由继电器搭接的陈旧古老的控制系统。
改造后的PLC控制系统具有功能强劲、性能稳定、易于维护等优点。
改造前,由于进料的不稳定性及产品牌号改变的经常性,手动操作很难使产品达到较理想的水平,且经常出现堵料、防爆膜由于压力过高损坏及其它机械故障等。
采用PLC控制系统控制后,改善了设备运行的可靠性及连续稳定性,使产品质量达到较高水平。
1、设备工艺特点及控制要求1.1、设备工艺特点塑料生产线设备工艺流程主要包括混炼机、喂料机、溶融泵和切粒机4个部分。
混炼机功能是将不同原料成分进行混合,并塑炼成一种稠状液体-熔体塑料;喂料机用于吸纳从混炼机流出的熔体塑料,并将其均匀地传送到熔融泵入口进行迅速地升压挤出。
经过塑炼处理过的熔体塑料,在高压下被挤过模板成条丝状;在切粒机中被均匀地切割,最后形成标准的颗粒产品,通过颗粒水冷却输送到后系统工序。
1.2、控制要求1.2.1、主要回路控制挤压机主要需要3个控制环节:喂料机控制回路、熔融泵控制回路和切粒机控制回路。
(1)喂料机控制回路。
在混炼机的入口设有电子秤,可检测入料动态流量,其变化用于控制喂料机的吃料速度。
(2)熔融泵控制回路。
该回路采用串级控制,即熔融泵工作速度由喂料机的转速和喂料机的出口压力共同来控制。
其中喂料机的转速作为辅助控制参数,喂料机出口压力的PID输出作为主要控制参数,即通过对熔融泵转速的调节,控制喂料机出口压力稳定在5MPa。
基于PLC 的模糊控制在挤出机温度控制系统中的应用

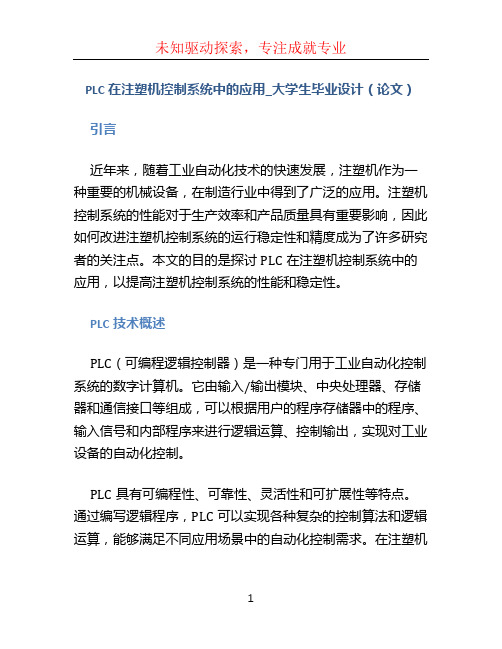
图 1 模糊控制器结构图
模糊控制 器 输 入 e 和 ec 采 用 离 散 差 分 的 表 达 方 式 ,即 :
e(k) = PV(k) - SP ec(k) = e(k) - e(k - 1)
T′ 式中,PV 为瞬 时 实 际 温 度 值; SP 为 设 定 温 度 值; T′ 为采样周期;k 为时间变量。
2010 年第 5 期 No. 5 2010
电线电缆 Electric Wire & Cable
2010 年 10 月 Oct. ,2010
基于 PLC 的模糊控制在挤出机温度控制系统中的应用
吴 佳, 翁正新
( 上海交通大学电子信息与电气工程学院,上海 200030)
摘要:为了进一步提高挤出机温度控制性能,提出了一 种 以 模 糊 控 制 为 核 心 的 温 度 控 制 系 统 。该 系 统 能 够 很
Application of the PLC-Based Fuzzy Control in the Temperature Control System of the Extruder WU Jia,et al
( Shanghai Jiaotong University,Institute of Electronic Information and Electrical Engineering,Shanghai 200030,China) Abstract: In order to improve temperature control of the extruder,a temperature control system focusing on fuzzy control was presented. This system can eliminate effectively overshoot and improve control precision and response speed of the system. Integration with programmable logic controller ( PLC) improves flexibility and function of the system. Key words: extruder; fuzzy control; temperature control; PLC
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
tt ; o al
tt l / o a ;/ 权重 tm : /权 重 ep /
w g t t mp O; ei h e =
—
ch r ei h a w g t
—
i t as r n m / 光管 工作 的个 数 n l e u ;/激
w t w i h o a / ;/ 左 右两 侧 权 器 。 e= e g t t t l2 / 重求 平均
本厂 注塑磁 分厂 主要 生产 尼龙 6P6 、 (A ) 尼 龙 1 (A 2 的铁氧 体 注塑 磁粒 料 ,生产 所 2 P l)
2 2 温控 系 统总体 结 构 ( 图1 . 如 ) 3 P C 控 系统 的硬件 配置 .L温 本 系 统 采 用 德 国 西 门子 公 司 的 s - 0 730
中温 度控 制 系 统 。P C 中温 度 控制 系 统优 L集 模 拟量 输 入模 块选 用 S 3 l M 3 ,规格 型 号 势 :具 有更 高 的可靠 性 、稳 定性 ;易于 使用 8 I 6 。S 3 1 A ×1 位 M 3 主要 部 件 是A D 换 器 , /转 和维 修 ,可 扩展 性强 ;控 制精 度 高, 自诊 断 可 以直 接连 接热 电偶 ,这 样可 以省去温 度送
i 1sr cn []= ) f(a e s a l n = 1
—
{
的距离 。
i 1 er nt as
— 一
}
pw r1] o e [ 8 =卜 1 , 一 5 7 1,
wei t gh
—
期 让系 统工 作 :
t t l w i h t m o a = e g t e p;/ 权 重 /
能力 强 。 2 温控 系统 简 介及 总体 结构 . 2 1注 塑磁 粒料 挤 出机 概况 .
变 器 ,在节 约成 本 的 同时 ,也 使控 制 系统 结 构 更加 紧凑 。
模 拟 量输 出模 块选 用S 3 2 M 3 ,规 格 型 号 双 螺 杆挤 出机 ,D 2 m ,L D 0 =1 0 m / =4 , 80 6 A ×1 位模 块 。S 3 2 M 3 主要 部 件 是D A 换 /转 最 大 产量 3 0 g h 个 温 区 ,其 中 :料 筒 器 , 作用 是 将C U 出 的数 字信 号转 换 为成 0 k / ,8 P送 4 温 区 , 机 头 4 温 区 。加 热方 式 : 电热 比例 的模 拟 电压 或 电流信 号 ,对执 行机 构进 个 个 丝 ,制冷 方 式 :水冷 。 行控 制 。
f r(= ;n 9 + ) o n 0 < ;n +
3 3智 能车P D . I 闭环控 制 3 31普 通赛 道P D 制 .. I控 为 保 证 系 统 的 稳 定和 准确 性 ,采 用 二
阶 闭环 控 制系 统, 即是控 制器 根据传 感器 检 测 回的信 息判 断小车 姿态 和路 面信 息 ,进 而 采用 “ 重 处 理 ” , 即 将激 光 管 管编 权 {a e — u + ; / 左 侧 ( )激 光 管 调 整小 车 的行进 。 lsrnm+ / 右 号 ,分 时点 亮发 射 管, 阈值 内连续 检测 到边 工 作个 数 利用 该 方法 进 行P D 制 器参 数 的整 定 I控 界 信号 ,则 判定 为边 界 ;对 称 扫描 比较 ,两 wei t t m = a e A o e n ; gh e p l s r ow r[] 步 骤如 下 : 侧 权重 求平 均 ,则 可计算 小 车偏移 赛道 中心 } ( )首先 预选 择 一个 足 够 短 的采样 周 1
4 温 控 系统工 作原 理 . 本系统是 一个8 回路 闭 环 反 馈 控 制 系
高 ,故 障维 修时 间较 长 ,严重 影 响生产 。此 C U 块 : 选 用 s — 0 系 列 中 档产 品 统 。其 工作 原理 :温度 传 感器 ( 电偶 )将 P模 7 30 热 P 31 F 外 ,该 温控 系统 的温 区温 度波 动较 大 ,导致 C U一 4 M。 采 样 到 的温 区温 度 电压 信 号 传给 S 3 1 M 3 ,然 注 塑磁 粒料 的外 观 、磁性 能 、融熔 指数 等性 电源 模 块 :P 3 7 S ,主 要 功能 将A S0 - A c 能 一 致 性 较 差 。针 对 以上 情 况 ,我 们 设计 2 0 电源转 换成 D 4 ,供给 C U / 模 块 2V V 2V P 和i o 了 以P C 可编 程 序控 制 器) 控 制 核心 的集 使 用 。 L( 为
/ 1. / 早 世 界 -8 — 2 20 电 0 8 1
I . . 科研发 …………………………一
表1在S E 中创建一个新项 目的步骤 T P7 l
2
F 8 “T O B5 C NT
—
在S M T C I A I 管理器中,通过文件一>新建. . . ,创建一个项 目。
整数 倍 ,与CC E 关; YL 无 采样 时 间 (Y L— ) 周 期性 参数 设置 C C E P和 的经 验 有 以下 几 点 :C C E 间不 能超 过积 YL 时 分 时 间T 的 1% i 0 ;为 了保 证 控制 精 度 ,脉冲 输 出 周期 时 间P R T 应 该至 少 是 采 样 时 间 E M CC Y LE P 的5 倍 ;脉 冲采样 周期 时间C C E P O Y L
1 3, 一 1 一 1 , 9, 一 7, 一5 一 l, 1 3 5, , 3, , ,
求 和
wei t t m =0; gh ep
—
( )仅 加 入 比例 控制 环 节 ,直 到系 统 2 对 输入 的阶 跃响应 出现临 界振 荡,记 下这 时
7 9 l 3 5 7 } / ,v ,1 ,l ,1 ,1 , ;/ 既是 各 激光 管对 应 的权重 / 12 3 4 5 6 7 8 0 1 2 3 4 5 6 7 /
—
i 1 s r n m!2 f(a e u = )
—
d o (6 / j [e + ]/ ;/ 根 据舵 u j 10* w t8 ) / i i 机 个体 具 体调 试后确 定
l e n = as r um O;
—
情 况 ,避 免 了近 距 离 的盲 区,保 证小 车与 边 界 保持 一定 的距 离 。 ( )算 法具 体实 现方 面 : 2
触摸 屏选 用T 1 0 。 P 7 B 温度 传 感器选 择K 型热 电偶 。 输 出控 制采用 固态 继 电器 。
用 挤 出造粒 机 的温控 系 统采 用分 离仪 表控 制 系 统 P C 温 控 核 心 ,可 以实现 各 温 区温 度 L为 系 统 。该温 控系 统 电路 结构 复杂 ,故 障率较 的实 时采集 和 自动 调节 。
f r(= ;n = :n 一 o n8 >O 一)
—
1 6,1 3 1 0 1 6 l 2 1 8 ;/ 不 同 4 4, 4, 3, 3 as r e =l e
— —
偏 差对 应 的舵 机转 量
/一 — — — — — — — 3 /8 7 6 5 4 3 2 10 12
蛰
… 塑 璺~
篓一 塑 一 翌 篓 璺 矍妻
图1温控系统总体结构图
用软 件处 理 的方 式: c a l s r c n [ ] 1 ,0,0 h r a e s a l 9 ={ ,0 , 在 实 际调 试 中 ,考 虑 赛 道 旁 杂 质 的干 0 ,0,0 0 0 ; , , J 扰 ,必须 设定 上下 阈值 ,在 阈值 内,判定 是 c a l s r c n [ ] { ,0 , 0 h r a e s a 2 1 = 0 ,0 ,
_
不 能超过 积分 时 间T 的5 。 i % 7 3创 建一个 新项 目 .
在 S E 7 ,用 项 目来 管 理 一个 自动 TP 中 化 系统 的硬 件和 软件 。S E 用S MT C TP 7 IA I 管 后 S 3 1 行 A/ 转 换后 传 给C U P 将 实 M3进 D P ,C U 积 分 作 用 是 辅 助调 节 作 用 ;微 分 作 用 理 器对项 目进 行集 中管理 ,它 可 以方 便 的浏 I A I S 和 l C 的数 据 ,其主 要 步骤 测 值 (v P )与设 定值 (v 相减 得到 温差 值 , s) 是补 偿 作 用 。PD 节 器 的参数 是 根据 控 制 览 S M T C 7 W N C I调 。 对象 的惯 量来确 定 的 ,这 些参 数要在 现场 调 如 表 1 经 过P D( I 比例 、积 分 、微 分 ) 运 算 处 理 8 用户 界面 ( . 触摸 屏 ) 后 ,得 出结 果 经S 3 2 M 3 进行 D/ 转换 后 输 出 A 试 时进行 修正 ,主要 是靠 经验 及对生 产 工艺 T 17 触 摸 屏 主 要功 能 是 数 据 显示 和 P0B 给 固 态继 电器 , 由固态 继 电器 控 制 电热丝或 的熟 悉 ,参考对 测量 值 的跟踪 与设 定值 的 曲 风机 进行 加热 或水 冷 。每一 个采样 周期 都会 线 ,反 复 多 次试 验 ,得 到 最佳 的P I 参 参 数 设置 ,并且可 以监视 温度 动态 曲线 , 同 、 、D L 的功 能 ,减 少 了按钮 、开 关 、 都重 复这 一过 程 ,从而 实现 连续 闭环温 度控 数 。本 系统加 温快 降温慢 是 一种不 平衡 系统 时扩 展 了P C 制 ,如 图2 。 是 很难控 制 的 ,更 难兼顾 动态 指标 , 只能将 仪 表 等 。 9 结 束语 . 5 P D 度控 制 . l温 P 大些 , I 也调 大些 ,牺牲 动态 指标 来保 调 值 以上 简 单介 绍 了一 种 以可 编 程序 控 制 证 稳态 指标 。这 是 由系 统 的不可控 制特 性所 5 1PD . I 温控 器特 点 及应 用