铆接工艺文件
铆接实用工艺要求规范
0.77 0.8-1
0.97
1
1.38
1.4
0.77 0.8-1
0.97
1
1.38
1.4
0.77 0.8-1
0.97
1
1.38
1.4
0.77 0.8-1
0.97
1
1.38
1.4
0.89
0.92
1.15
1.2
1.38
1.4
2.21
2.3
1.38
1.4
2.21
2.3
2.21
2.31
安装板的硬度
HRB80以下
表四:压铆螺母规格尺寸表
精彩文档
原材料和表面处理规格
紧固件材质
经过热处理的低碳钢
表面处理标准
镀锌
螺纹尺 寸 *
螺距 M2*0.4
型号 碳钢 不锈钢
螺纹编 码
S
M2
M2.5*0
S
.45
M3*0.5
S
M2.5 M3
M3.5*0
S
.6
M4*0.7
S
M3.5 M4
M5*0.8
SS
M5
M6*1
S
M6
M8*1.2
施工前,首先根据图纸要求,对压铆螺母型号规格进行确认,保证使用正确的压铆螺母,
防止用错规格型号。
3.2.4.2 底孔尺寸确认
在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。如果不能满
1.5
4.8
4.22
4.2
6.3
1.5
4.8
4.75
4.73
7.1
1.5
5.6
5.41
铆接工艺的设计规范方案
1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3.1拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3.1.1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
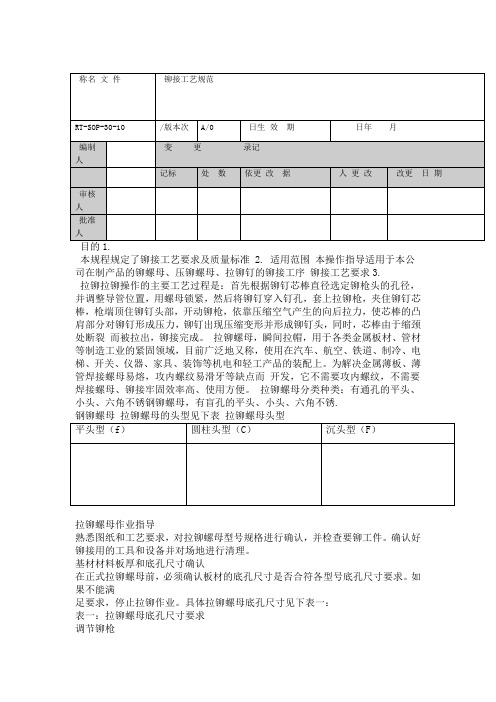
3.1.2拉铆螺母分类3.1.2.1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母.3.1.2.2拉铆螺母的头型见下表拉铆螺母头型平头型(f)圆柱头型(C)沉头型(F)3.1.3拉铆螺母作业指导3.1.3.1熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具和设备并对场地进行清理。
3.1.3.2基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3.1.3.3调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表二),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
表二:铆螺母拉铆后收缩长度表类别尺寸螺纹规格M2 M4 M5 M6 M8 M10 M12 M16收缩长度1-2 1.4-3.2 1.5-4 1.8-4.5 2.2-5.5 2.5-5.8 2.8-6 3-83.1.3.4将拉铆螺母放入底孔中,放入时只能用手轻松放入,不能用其他工具将其强行敲入。
铆接工艺守则

SQB42018——2009
我公司车架常用铆钉为精制半圆头铆钉,其编号方法遵循 GB/T 867—1986
中的编号规则。例如:直径 12mm、长 50mm,钢制、氧化的半圆头铆钉编号(图
号)为 Q4501250。我公司车架常用铆钉规格:直径分别为 12、14、16、18mm,
长在 30~55mm 之间。例如:直径 12mm、长 50mm,钢制、氧化的半圆头铆钉
标牌铆 钉
GB/T827—1986① 1.6~5 3~20 用于铆标牌
抽芯铆 钉
GB/T12615~ 12618—1990
3~6
铆接容易,用于汽车车 6~40 身覆盖体、支架等部
位,单面铆接
击芯铆 钉
GB/T1585—1995
① 为商品紧固件产品,应优先选用。
2~5
3~20
用于各种车辆,船舶、 航空、机械制造、电讯 器材和钢木家具等的 单面铆接
将型钢或压型制件与板件用 铆钉连接在一起
3
SQB42018——2009
3.3.3 按照铆钉所受剪切力的情况可分为单剪切、双剪切和多剪切三种连接 形式。 3.3.4 按照每一主板上铆钉的行列可分为单排、双排、三排等连接形式。 3.3.5 按照连接板上铆钉的排列形式可分为平行排列和交错排列两种连接 形式。 3.4 铆钉
7
SQB42018——2009
3.4.3.1 钢结构连接铆钉 常见的钢结构连接铆钉形式有半圆头铆钉、平锥头铆钉、沉头铆钉、半
沉头铆钉、平头铆钉、扁圆头铆钉和扁平头铆钉等(见表 2)。
在各种铆接缝中,半圆头铆钉应用最广泛。特别是强固结合用半圆头铆
钉和密固结合用半圆头铆钉两种铆钉应用更为广泛。常用粗制半圆头铆钉的
铆接工艺规范
1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3.1拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3.1.1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
3.1.2拉铆螺母分类3.1.2.1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母.3.1.2.2拉铆螺母的头型见下表3.1.3拉铆螺母作业指导3.1.3.1熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具和设备并对场地进行清理。
3.1.3.2基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3.1.3.3调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后 2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表二),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
表二:铆螺母拉铆后收缩长度表3.1.3.4将拉铆螺母放入底孔中,放入时只能用手轻松放入,不能用其他工具将其强行敲入。
铆接工艺规范
1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3、1拉铆拉铆操作的主要工艺过程就是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3、1、1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电与轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
3、1、2拉铆螺母分类3、1、2、1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母、3、1、2、2拉铆螺母的头型见下表拉铆螺母头型平头型(f) 圆柱头型(C) 沉头型(F)3、1、3拉铆螺母作业指导文件名称铆接工艺规范RT-SOP-30-10 版本/次A/0 生效日期年月日编制人变更记录标记处数更改依据更改人更改日期审核人批准人3、1、3、1熟悉图纸与工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具与设备并对场地进行清理。
3、1、3、2基材材料板厚与底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸就是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3、1、3、3调节铆枪使用前检查拉铆枪就是否完好,检查气动枪的气压就是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同 ,调节拉杆的装入长度,以拉杆到达铆螺母最后 2~3扣螺纹为合适。
铆接工艺
日期:
带螺套的无螺套的3.2紧固铆钉
3.按下铆枪的开关,待铆件就可以紧密连接在一起,螺套就压在铆钉杆上。
4.在达到适当深度后,铆钉杆断开与螺套平齐,铆钉杆断下。
二、铆钉底孔要求
3.按下开关,拉动铆钉杆,同时铆钉头开始膨胀,填入孔内,待铆件铆接在一起。
铆枪继续.当铆钉杆的最大截面部分触到枪头时,铆钉杆断开(与铆钉头齐平)
二、铆钉底孔要求
4.4拉铆螺母
3.铆接到位
2.拉铆后成形不好不合格。
3.拉铆后螺母歪斜不合格
五、螺母更换的方法
1.当铆钉有问题或需要更换被铆件时,可以通过打磨螺母头部的方法去下。
六.相关部门的职责
1.工程人员负责发布及更改本工艺。
2.生产部负责确保正确应用本工艺。
3.生产及设备维护部门负责正确使用及维护铆枪的使用。
4.质量部门负责监督本工艺的正确使用及应用。
铆接工艺规范
本规程规定了铆接工艺要求及质量标准 2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序铆接工艺要求3.拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
拉铆螺母,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地又称,使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
拉铆螺母分类种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈.拉铆螺母作业指导熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具和设备并对场地进行清理。
基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后 2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表二),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
入,安装时,并且枪头安装完成后进行铆接。
铆螺母至少突出工件。
铆枪必须与工件表面垂直,与工件压紧。
拉铆后检测收缩量检验检测拉铆螺母拉铆后收缩长度(按表二)检测拉铆螺母的扭矩(按表三)表三:拉铆螺母的扭矩表压铆而压铆就是指在进行铆接过程中在外界压力下,压铆件使机体材料发生塑性变形,从而实现两个零件的可靠连接的方式挤入铆装螺钉、螺母结构中特设的预制槽内,外形呈圆是应用于薄板或钣金上的一种螺母,压铆螺母又叫铆螺母,自扣紧螺母,一般而其原理是通过压花齿压入钣金的预置孔位,一端带有压花齿及导向槽。
铆接实用工艺处理要求示范

1.目的本规程规定了铆接工艺要求及质量标准2.适用范围本操作指导适用于本公司在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序3.铆接工艺要求3.1拉铆拉铆操作的主要工艺过程是:首先根据铆钉芯棒直径选定铆枪头的孔径,并调整导管位置,用螺母锁紧,然后将铆钉穿入钉孔,套上拉铆枪,夹住铆钉芯棒,枪端顶住铆钉头部,开动铆枪,依靠压缩空气产生的向后拉力,使芯棒的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,芯棒由于缩颈处断裂而被拉出,铆接完成。
3.1.1拉铆螺母又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域,目前广泛地使用在汽车、航空、铁道、制冷、电梯、开关、仪器、家具、装饰等机电和轻工产品的装配上。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
3.1.2拉铆螺母分类3.1.2.1种类:有通孔的平头、小头、六角不锈钢铆螺母,有盲孔的平头、小头、六角不锈钢铆螺母.3.1.2.2拉铆螺母的头型见下表3.1.3拉铆螺母作业指导3.1.3.1熟悉图纸和工艺要求,对拉铆螺母型号规格进行确认,并检查要铆工件。
确认好铆接用的工具和设备并对场地进行清理。
3.1.3.2基材材料板厚和底孔尺寸确认在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见下表一:表一:拉铆螺母底孔尺寸要求3.1.3.3调节铆枪使用前检查拉铆枪是否完好,检查气动枪的气压是否符合说明的最低标准。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表二),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
表二:铆螺母拉铆后收缩长度表3.1.3.4将拉铆螺母放入底孔中,放入时只能用手轻松放入,不能用其他工具将其强行敲入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
1适用范围: (1)
2操作工艺指导 (1)
2.1 拉铆螺母 (1)
2.1.1拉铆螺母分类 (1)
2.1.1.1 拉铆螺母的螺纹的公称直径; (1)
2.1.1.2 拉铆螺母的头型见下表 (1)
2.1.1.3 拉铆螺母孔型 (1)
2.1.2拉铆螺母作业指导 (1)
2.1.2.1 材料准备 (1)
2.1.2.2 基材材料板厚和底孔尺寸确认 (1)
2.1.2.3 调节铆枪 (2)
2.1.2.4 进行铆接 (2)
2.1.3检验 (3)
2.1.3.1 检测拉铆螺母拉铆后收缩长度(按表2) (3)
2.1.3.2 检测拉铆螺母的扭矩(按表3) (3)
2.2 压铆螺母 (3)
2.2.1压铆螺母材料说明 (3)
2.2.2压铆螺母型号说明 (4)
2.2.3压铆螺母操作规范 (5)
2.2.3.1 确认铆螺母规格 (5)
2.2.3.2 底孔尺寸确认 (5)
2.2.3.3 调节设备 (5)
2.2.3.4 安装压铆螺母 (5)
2.2.4检验 (5)
2.2.4.1 外观检验 (5)
2.2.4.2 扭力检测 (5)
2.3 抽芯拉铆钉 (7)
2.3.1抽芯拉铆钉分类 (7)
2.3.2抽芯拉铆钉规格尺寸 (7)
2.3.3铆钉安装步骤 (8)
2.3.3.1 安装前准备工作 (8)
2.3.3.2 铆钉安装 (8)
2.3.3.3 拉铆完成后检测 (8)
2.3.4检验 (9)
2.3.4.1 外观检测 (9)
2.3.4.2 剪切力检测 (9)
铆接工艺规范
1适用范围:
本操作指导适用于联诚地铁在制产品的铆螺母、压铆螺母、拉铆钉的铆接工序。
2操作工艺指导
2.1拉铆螺母
又称铆螺母,拉帽,瞬间拉帽,用于各类金属板材、管材等制造工业的紧固领域。
为解决金属薄板、薄管焊接螺母易熔,攻内螺纹易滑牙等缺点而开发,它不需要攻内螺纹,不需要焊接螺母、铆接牢固效率高、使用方便。
2.1.1拉铆螺母分类
2.1.1.1拉铆螺母的螺纹的公称直径;
如:M3~M12
2.1.1.2拉铆螺母的头型见下表
拉铆螺母头型
平头型(f)圆柱头型(C)沉头型(F)
2.1.1.3拉铆螺母孔型
盲孔通孔
2.1.2拉铆螺母作业指导
2.1.2.1材料准备
在施工前,首先根据图纸要求,对拉铆螺母型号规格进行确认,保证使用正确的拉铆螺母,防止用错规格型号。
型号确认可根据各型号拉铆螺母型号规格表数据进行检验确认。
2.1.2.2 基材材料板厚和底孔尺寸确认
在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体拉铆螺母底孔尺寸见表1
表1 拉铆螺母底孔尺寸要求:
2.1.2.3调节铆枪
检查气压是否在工作气压范围内(0.5-0.7MPa)。
进行拉杆与风动拉铆枪装配,根据铆螺母的长度不同,调节拉杆的装入长度,以拉杆到达铆螺母最后2~3扣螺纹为合适。
同时调节拉杆行程,检测拉伸长度是否合适(根据附表2),未达到拉伸长度要求时,应调节行程,直到符合拉伸长度要求,再进行批量操作。
s ──铆螺母收缩长度ls ──铆螺母收缩后总长
图 1 铆螺母拉铆收缩示意图
表2 铆螺母拉铆后收缩长度表
类 别 尺 寸
螺纹规格 M3 M4 M5 M6 M8 M10 M12 M16 收缩长度 1-2 1.4-3.2 1.5-4 1.8-4.5 2.2-5.5 2.5-5.8 2.8-6 3-8 2.1.2.4 进行铆接
将拉铆螺母放入底孔中,放入时只能用手轻松放入,不能用其他工具将其强行敲入。
安装时,铆螺母至少突出工件0.1mm。
如图2所示。
图2:拉铆螺母安装
安装完成后进行铆接。
铆枪必须与工件表面垂直,并且枪头与工件压紧。
拉铆后检测收缩量(安装后测量,发现安装有问题的须重新安装),如图3所示。
拉铆不够 拉铆适当 表示拉铆过度
图 3 铆螺母拉铆状态示意图
2.1.3 检验
2.1.
3.1 检测拉铆螺母拉铆后收缩长度(按表2)
2.1.
3.2 检测拉铆螺母的扭矩(按表3)
表3 拉铆螺母的扭矩表
钢基材(N.m) 铝基材(N.m) 螺纹规格
圆柱头 平头、沉头 圆柱头 平头、沉头 M3 0.5 0.4 0.25 0.2
M4 1 0.8 0.9 0.7
M5 2 1.5 1.5 1.2
M6 4.5 3.5 3.5 2.5
M8 5.5 4.5 5 4
M10 11 8.5 6.5 5
M12 30 24 21 16
2.2压铆螺母
压铆螺母是应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽。
其原理是通过压花齿压入钣金的预置孔也,一般而方预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
2.2.1 压铆螺母材料说明
压铆螺母从材质上分为快削钢压铆螺母S型,不锈钢压铆螺母CLS型。
规格从通常是从M2至M10。
表4 压铆螺母规格尺寸表
2.2.
3.1确认铆螺母规格
施工前,首先根据图纸要求,对压铆螺母型号规格进行确认,保证使用正确的压铆螺母,防止用错规格型号。
2.2.
3.2底孔尺寸确认
在正式拉铆螺母前,必须确认板材的底孔尺寸是否合符各型号底孔尺寸要求。
如果不能满足要求,停止拉铆作业。
具体底孔尺寸参见表4.
2.2.
3.3 调节设备
准备好材料后,根据将要压铆的螺母规格,选用相应的压铆压头。
将压头更换好,调节压力,保证压力调至规定压力范围内,具体压力见表5。
表5 压铆螺母压力表
铆钉机压力调节参数表
序号 类型 规格 工件材质 压力KN
1 螺母 M
2 铝合金 6.7~8.9
2 螺母 M2.5 铝合金 6.7~8.9
3 螺母 M3 铝合金 6.7~8.9
4 螺母 M3.
5 铝合金 11.2~13.5
5 螺母 M4 铝合金 11.2~13.5
6 螺母 M5 铝合金 11.2~15.6
7 螺母 M6 铝合金 18~32
8 螺母 M8 铝合金 18~32
9 螺母 M10 铝合金 22~36
2.2.
3.4 安装压铆螺母
调节好设备后,开始进行螺母的压铆。
将压铆螺母放入板材的孔中,对齐螺母与上模上孔的位置,保证底孔部件在水平位置后给压铆螺母施加压力将螺母压入板材中。
2.2.4 检验
2.2.4.1 外观检验 压铆后压铆螺母四周不得凸起或凹陷明显变形,不得有明显的表面处理无法遮盖的压印或模印
2.2.4.2 扭力检测 压铆后不得倾斜压铆件不得松动、脱落,必须检测其牢固性;使用扭力扳手监测其扭力值必须符合其规格的规定值,见表6。
表6 压铆螺母扭矩表
图4 扭力示意图
2.3 抽芯拉铆钉
拉铆钉是利用虎克定律原理,用拉铆钉专用设备将2个结合件夹紧后,将套入的环状套环(或称不带螺纹的螺帽)的金属挤压并充满到带有多条环状沟槽的栓柱的凹槽内,使套环与栓柱严密结合的一种紧固方式。
2.3.1 抽芯拉铆钉分类
根据芯轴是否封闭于钉体内分为封闭型拉钉和开口型拉钉,根据钉体形态拉钉分为平头拉钉和伞形拉钉,见图 5
图5 铆钉分类
2.3.2 抽芯拉铆钉规格尺寸
拉铆钉一般尺寸及铆合钢板厚度见表7
开口型平头拉铆钉 开口型伞形拉铆钉
封闭型平头拉铆钉 封闭型伞形拉铆钉
表7 拉铆钉一般尺寸表
2.3.3铆钉安装步骤
2.3.3.1安装前准备工作
检查气压是否在工作气压范围内(0.5-0.7MPa)。
如果调压阀上未安装过滤器,在工具接通气源前应先放气清洁气道内积尘和积水,如果已经安装过滤器,则清洗干净;检查气动铆枪,吸钉是否正常,试拉铆行程是否到位;枪咀规格、外型是否合适;检查工件安装孔尺寸、铆接厚度是否合符表7要求。
安装孔大小及枪咀尺寸必须选择正确。
孔径尺寸过大,会导致铆体部分发生剪切、脱落;不当的枪咀外形(如球面/平面)、枪咀尺寸(如过大的枪咀),将导致铆接出现毛刺突出物,影响美观并引起刮手现象。
2.3.3.2铆钉安装
将产品放置于操作台上,便于吸钉;手持拉钉枪柄部,打开气路阀门,对准产品、使钉芯尾部吸入枪咀。
注意工作台上不允许出现光钉杆等可以被吸入枪咀的异物,防止吸入后堵塞枪咀,吸钉前枪管要正常复位。
以铆接工件平面的垂直方向,将产品送入待铆接的工件孔中,铆钉帽檐贴紧工件孔的端面。
产品不允许倾斜插入、帽檐与工件表面不允许留间隙,否则导致铆接出现异常状态!
2.3.3.3拉铆完成后检测
完成拉铆后,判断铆钉铆接状态正常与否:
铆体起鼓均匀;
钉头包覆完整;
铆体帽檐紧贴工件无缝隙;
孔内无毛刺异物带出。
2.3.4检验
2.3.4.1外观检测
确认拉铆钉帽檐与工件紧密贴合,保证周边无凸起;拉杆尾部必须要保留在铆钉体内,不得松动脱落;铆钉底部不能一边歪斜;拉杆断裂部位不能从
拉杆尾部脱落(不合格)拉杆尾部脱落(合格)
2.3.4.2 剪切力检测
在每批次或每隔6个月进行一次剪切力试验。
具体试验要求按表8
表8 铆钉最小剪切力要求。