核电模块化建设开启千吨级起重机新时代——CC8800-1TWIN及LTL-2600B介绍
ZCC32000型2000t履带起重机在核电吊装行业的应用

26 建设机械技术与管理 2023.03 ZCC32000型2000t 履带起重机在核电吊装行业的应用Application of ZCC32000 2000t Crawler Crane in Nuclear Power Hoisting Industry 丁慧智 张玉柱(中联重科股份有限公司,湖南 长沙 410000)摘要:本文通过国内大型核电吊装特点、需求和国内现有2000t 履带起重机性能参数对比,着重介绍了ZCC32000型2000t 履带起重机产品优势及在核电吊装中成功应用,打破了欧美品牌长期以来对国内高端市场的垄断,彰显了中国制造日渐攀升的品牌影响力和市场竞争力。
关键词:履带起重机;核电;吊装中图分类号:TH213.7 文献标识码:A表1 国内2000t 级履带起重机性能参数对比1 国内大型核电吊装特点和需求为满足我国核电“走出去”战略和自身发展的需要,我国自主研发的百万千瓦级压水堆核电 “华龙一号”,安全指标和技术性能达到了国际三代核电技术的先进水平,拥有完整的自主知识产权,是中国核电走向世界的“国家名片”,是中国核电创新发展的重大标志性成果。
2020年11月,“华龙一号”全球首堆示范工程——福建福清核电站5号机组首次并网成功;2021年1月,福清核电站5号机组投入商业运行。
至此,我国自主研发的核电技术,才加快了建设的步伐,相继在广西防城港、浙江三澳、福建漳州、海南昌江等核电站建造。
“华龙一号”为了达到更高的安全性,更好地实现对放射性物质的密封,采用大容积双层安全壳设计,实现内、外壳的功能分离。
安全壳是由钢筋混凝土加上不锈钢钢板构成的,钢衬里模块是反应堆厂房安全壳钢衬里的重要组成部分,位于核岛底部,是核电站的一道重要安全屏障。
钢衬里模块中,吊装性能需求最大为直径46.8m ,高度为9.96m ,吊装总重量215t ,吊装站位半径82m 的模块,结构尺寸大、重量重、板薄、刚度小,属于薄板圆柱体空间结构,模块吊装前下口调平难度大,整体吊装防变形控制及安装控制精准度要求极高。
中国能源报
岭澳二期全面建成投运大亚湾基地以610.8万千瓦总装机成我国最大核电基地本报记者朱学蕊《中国能源报》( 2011年08月15日第 01 版)岭澳二期核电站外景中广核/图8月7日,大亚湾核电基地岭澳核电站二期2号机组完成168小时稳定运行验收试验,各项技术指标符合设计要求,经电网确认,比计划提前八天正式投入商业运行。
至此,大亚湾核电基地在运核电机组数量由五台增至六台,以总装机610.8万千瓦、年发电量超过450亿千瓦时,成为目前我国最大的核电基地。
CPR1000自主品牌已成熟大亚湾核电基地从首台机组开工建设到组建起六台在运机组的队伍,历经24年,逐步实现了我国百万千瓦级核电站从技术引进到自主品牌核电技术的成熟。
岭澳二期拥有两台百万千瓦级压水堆核电机组,采用自主品牌核电技术CPR1000建设,是我国“十五”期间唯一开工建设的核电自主化依托核电项目。
2010年9月20日,岭澳二期1号机于正式投入商业运行,标志我国电力装机容量达到9亿千瓦。
而于2006年6月15日开工建设的岭澳二期2号机组是我国第二座采用自主品牌CPR1000核电技术建设的百万千瓦级核电机组,也是“十二五”期间首台建成投产的百万千瓦级核电机组。
今年1月6日,岭澳二期2号机组堆芯首次装料;2月25日,首次成功临界;5月3日,首次并网成功;7月23日,该机组核反应堆功率首次提升至满功率平台,调试工作进展顺利。
据了解,岭澳二期项目集合了国内众多单位的力量:由中广核工程有限公司总承包建设,工程设计由中广核工程设计有限公司、中国核工业第二研究设计院、中国核动力研究设计院和广东省电力设计研究院联合承担。
而主要设备由东方电气、上海电气、中国一重、中国二重等国内企业为主制造,198家国内供应商参与了设备制造。
工程施工建设由核工业华兴公司、核工业二三公司、中建二局、广东火电和天津电建等企业共同参与。
项目投产后,由大亚湾核电运营管理有限责任公司负责专业化运营管理。
AP1000核岛CA01结构模块吊装控制措施分析

AP1000核岛CA01结构模块吊装控制措施分析摘要:AP1000核电属于第三代先进核电技术,与以往核电站最大的区别在于模块化(开顶法)建造施工特点,本文以国内某AP1000核电站CA01大型结构模块吊装施工为例,对AP1000模块化建造施工技术重点、难点进行分析研究,同时结合现场设计及施工经验,形成大型结构模块吊装经验反馈及技术优化。
详细介绍AP1000模块化施工特性及重要关注点,为未来AP1000核电站建设过程中大型结构模块吊装提供借鉴基础及项目增值佐证。
关键词:结构模块,CA01,开顶法1.概述AP1000核电站CA01结构模块由48个子模块组成,是反应堆厂房中蒸汽发生器和燃料通道模块,呈“T”字型,总重约773.5t,模块外型尺寸为26.757m×28.956m×23.469m,就位标高为83′,顶标高为160′。
AP1000核电工程大型设备及模块吊装中,采用了开顶法新式吊装工艺,即在厂房封顶之前,利用大型起重机将设备及模块从厂房顶部直接吊装就位。
这种施工方法机械化程度高,减少了反应堆厂房内部交叉施工现象的发生,平行施工使工期缩短,从而提高经济效益,体现了AP1000第三代核电先进的设计理念和工艺特点。
2.吊装控制难点CA01属于AP1000核岛众多结构模块中的一例,与其他结构模块相比,其重量、体积大,外形不规则,结构复杂,就位精度要求高,这无疑使其吊装最具备代表性,同时也带来了以下施工难点:对吊车参数要求高;需要使用过渡装置与吊车连接;防变形控制难度大;吊装过程中平衡性难以控制。
3.吊装控制措施3.1过渡装置由于CA01模块体积庞大,无法与吊钩直接连接,为了确保CA01模块吊装万无一失,需要使用吊梁、吊耳、吊装带等装置过渡,以确保整体受力均匀。
AP1000大型结构模块CA01与CA20都设计有8个吊耳,且位置相差不大。
为节省项目投资,吊梁、吊耳设计为两模块共用,主要工作及注意事项如下:1)按照规格书要求,每个吊耳必须进行1.2倍的载荷试验;2)吊梁组装由上横梁→中横梁→下横梁顺序进行;3)吊梁、吊耳在南北方向均为非对称结构布置,极易发生装配方向与图纸相反的情况,施工过程中应严格按照图纸执行。
千吨级起重机在百万核电建设中的应用
《装备制造技术》2012年第12期近年来,模块化施工工艺因其减少了大量现场的人员和施工活动,直接保证了工程品质,在电力、石化冶金等行业工程建设中得到越来越多的应用,需要吊运的质量、体积和起升高度都越来越大,促进起重机朝着大型化、智能化的方向发展,拉动了全球大型履带起重机市场[1],目前履带起重机已发展到千吨级。
核电AP1000项目采用了模块化建造技术,直接按模块进行预制、组装,模块一次吊装到位,对于起重机起重性能、稳定性和可靠性要求更高[2]。
在我国两个AP1000项目中,分别使用的是Terex-Demag公司CC8800-1TWIN起重机和美国Lampson公司LTL2600B起重机,本文对这两个起重机的工程应用进行了对比。
1设备概述德国Demag公司的制造履带起重机历史很长,其CC8800-1TWIN在CC8800-1上改进,改变和增强了底盘结构,增加了主机,改为双超起系统、双吊臂系统。
美国Lampson公司为满足施工的特殊需要,研发出Transil-Lift起重机。
LTL系列起重机结构复杂但功能强大,绝大部分自用,极少数对外租赁和销售。
LTL2600B是LTL-2600的改进型产品。
2两款起重机对比2.1起重机结构CC系列履带起重机的结构设计通用化程度较高。
吊车底盘包括一个中心环型件并带两个横梁,两个纵向梁和两个带履带板的履带。
横梁架,纵向梁和履带架由液压销连接于履带底盘两侧。
CC8800-1TWIN长17.8m、宽19.8m,配重距中心半径37.84m。
LTL2600B底盘结构由前后两个履带车组成,由一根长度可调整的桁架结构联接,配备122m的主臂、49m的副臂和73m的桅杆,后履带车上配重为2900t。
2.2起重能力履带式起重机在原有起重机的基础上增加了超起装置[3~4]。
LTL2600B名义起重能力≥2350t,最大起重力矩80000t·m。
主臂长65~146m,配备的副臂长73m,最大高度可达316m,在50m作业半径下最大吊装能力达到1050t,在121m半径上起吊能力达373t。
ap1000 1
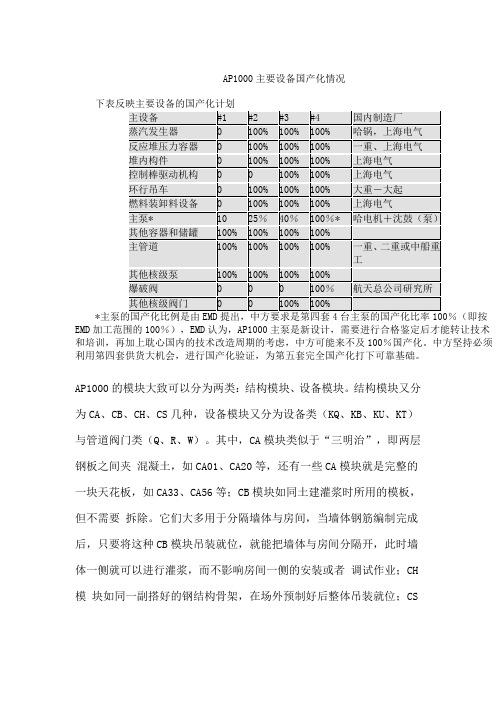
AP1000主要设备国产化情况*%(即按EMD加工范围的100%),EMD认为,AP1000主泵是新设计,需要进行合格鉴定后才能转让技术和培训,再加上耽心国内的技术改造周期的考虑,中方可能来不及100%国产化。
中方坚持必须利用第四套供货大机会,进行国产化验证,为第五套完全国产化打下可靠基础。
AP1000的模块大致可以分为两类:结构模块、设备模块。
结构模块又分为CA、CB、CH、CS几种,设备模块又分为设备类(KQ、KB、KU、KT)与管道阀门类(Q、R、W)。
其中,CA模块类似于“三明治”,即两层钢板之间夹混凝土,如CA01、CA20等,还有一些CA模块就是完整的一块天花板,如CA33、CA56等;CB模块如同土建灌浆时所用的模板,但不需要拆除。
它们大多用于分隔墙体与房间,当墙体钢筋编制完成后,只要将这种CB模块吊装就位,就能把墙体与房间分隔开,此时墙体一侧就可以进行灌浆,而不影响房间一侧的安装或者调试作业;CH模块如同一副搭好的钢结构骨架,在场外预制好后整体吊装就位;CS模块是公用模块,如楼梯等。
而KQ等设备模块则是根据所在区域的不同来区分的。
2009年6月25日上午,三门核电有限公司在工程现场举办了大吊车授牌及启用仪式。
国家工程机械质量监督检验中心现场颁发了大吊车型式试验合格证,浙江省特种设备检验研究院颁发了大吊车安全检验合格证,三门核电有限公司总经理顾军宣布大吊车启用。
国家工程机械质量监督检验中心、浙江省特种设备检验研究院、三门县质量技术监督局、国核工程公司、中国核工业中原建设公司、Lampson公司的领导和员工代表出席了启用仪式。
三门核电有限公司副总经理王秀启主持仪式。
AP1000核电站建造采用模块化及开顶平行施工法,大型模块和设备较多,1号和2号机组仅核岛部分超过100吨的设备或模块就有50件左右,超过500 吨的有18件左右,需要使用大型吊车吊装就位。
LTL—2600B型大吊车是目前世界上起重能力最大的履带式起重机,在100米的起吊半径可以起吊665.2吨的重物。
ap1000机组unitrol6...

㊀第34卷㊀第2期核科学与工程Vol 34㊀No 2㊀2014年㊀6月Nuclear Science and En g ineerin gJun.2014AP1000机组UNITROL 6800励磁系统浅析刘丹梅1,赵树泉2(1 山东核电有限公司设计管理部,山东烟台265116;2 山东核电有限公司运行部,山东烟台265116)摘要:海阳核电AP1000项目1㊁2号机组采用的是UNITROL 6800静态励磁系统.本文对其系统组成和功能进行了介绍,并简要分析了系统硬件配置㊁软件功能及工艺结构方面的设计特点,并提出几点运行和维护方面的建议.关键词:AP1000;UNITROL 6800励磁系统;部件;功能;硬件;软件;结构;分析中图分类号:TK121文章标志码:A文章编号:0258-0918(2014)02-0263-08收稿日期:2013-08-06;修回日期:2014-04-16作者简介:刘丹梅(1971 ),女,广东广州人,工程师,学士,现主要从事核电站电气二次设计工作Stud y of g enerator excitation s y stem UNITROL6800in Chinese AP1000unitLIU Dan-mei 1,Zhao Shu-q uan 2(1 Desi g n De p artment ,Shandon g Nuclear Power Com p an y Ltd ,Yantai of Shandon g Prov 265116,China ,2 O p eration De p artment ,Shandon g Nuclear Power Com p an y Ltd ,Yantai of Shandon g Prov 265116,China )Abstract :UNITROL 6800excitation s y stem is used in Hai y an g 1&2units (AP1000).The p a p er briefl y introduce the functions and com p onents of the excitation s y stem Italso anal y se the s y stem desi g n characteristic about hardware ,software function ,andconfi g uration Finall y ,some advices about s y stem o p eration and maintenance are g ivenKe y words :AP1000;UNITROL 6800excitation s y stem ;com p onent ;function ;hardware ;software ;confi g uration ;anal y sis㊀㊀励磁系统是发电机组重要设备,对提高发电厂的自动化水平㊁发电机组运行的可靠性㊁电力系统的稳定性有着重要的作用.随着现代科学技术的发展,励磁方式已从直流电机励磁发展到可控硅励磁,自动调节器从原来的模拟式发展到双微机数字式.海阳核电AP1000项目1㊁2号机组采用的是ABB 公司的UNITROL6800数字式静态励磁系统.1㊀UNITROL 6800励磁系统UNITROL 6800静态励磁系统是ABB 公司推出的UNITROL 系列第六代产品,采用362UNITROL系列励磁调节器的核心技术和目前数字控制领域内先进的研究成果和工艺(如DSP数字信号处理技术).UNITROL6800控制系统基于AC800PEC平台,增添了并联可控硅整流桥的动态智能均流㊁低残压快速起励等新的功能以及完善的通讯功能和多种调试手段.系统参数如表1所示.表1㊀UNITROL6800励磁系统参数参数数值单位额定输出直流电流10192A额定输出直流电压561V最大输出直流电流18530A强励启动电压80%UN强励响应时间20ms强励时间限制20s强励倍数>21.1㊀系统描述静态励磁系统不设置励磁机,而是从发电机出口开关前取得励磁电源,经整流后供给发电机励磁电流,通过调节可控硅整流器输出的励磁电流实现发电机端电压和无功功率的调节.根据图1静态励磁系统简图所示,系统可分为4个主要部分:励磁变压器㊁励磁调节器㊁可控硅整流器和起励㊁灭磁回路.图1㊀UNITROL6800励磁系统简图1.1.1㊀励磁变压器励磁变由三台单相户内环氧树脂干式变压器组成,其主要参数如表2所示.表2㊀励磁变压器参数参数数值单位额定视在功率3ˑ5500kVA额定输入电压24kV额定输出电压1137V绝缘等级F冷却方式AN(自然风冷)接线组别Yd-11额定阻抗8%1.1.2㊀励磁调节器包括两路容量相同(均为100%)的自动冗余通道,另外还有一路独立的100%容量的手动通道.三路通道中,只需一路运行.励磁系统可工作于AVR(自动电压调整)方式,自动调节励磁电流,维持发电机的端电压;也可以工作于手动方式(恒励磁电流)或叠加方式(包括恒功率因数和恒无功).1.1.3㊀可控硅整流器采用三相全控六脉冲可控硅整流器,每个整流器单元独立安装在一个整流柜中.它按标准n-1冗余原则,设置六个整流柜,当其中一个整流柜退出运行时,能满足发电机强励和1 1倍额定电流运行方式下连续运行,当两个整流柜退出运行时,能满足发电机额定负载运行工况.另外,为防止由于电流不对称而造成的单个可控硅支路过负荷,降低单个整流器失效的可能性,在可控硅整流器之间设有动态智能均流装置,均流系数不低于0 95.各个整流柜采用特制的实芯铝散热器,有独立的风道结构和冷却系统(如图2所示),采用正压通风方式强迫风冷.每个整流柜配备两台风机,安装于柜体下部,互为备用㊁自动切换.风机电源正常情况下取自于自用电,在自用电故障或试验情况下由厂用电供电.两种供电方式之间的切换,可采用自动或手动切换.1.1.4㊀起励回路和灭磁回路(1)起励回路正常情况下,能够利用发电机残压起励.如果因长期停机等原因造成在几秒钟时间内无法用残压建立起可控硅整流器正常工作所需电压,则投入备用起励电源,在发电机端电压达到462图2㊀励磁柜冷却系统10%额定电压时,备用起励电源自动退出,开始软起励并升电压到预定的电压值.起励回路以残压起励为主,起励电源为辅.(2)灭磁回路灭磁回路由灭磁开关㊁灭磁开关控制回路㊁灭磁电阻㊁可控硅跨接器及触发单元组成.灭磁回路既用于事故灭磁,也用于转子过电压保护.发电机正常停机时,可切断灭磁开关或使可控硅整流器逆变灭磁;当发电机故障时, AVR接受到信号瞬时跳开灭磁开关,同时接通跨接器,使发电机磁场回路与可控硅整流器断开而与灭磁电阻短接.当发电机转子回路中产生正向或反向过电压时,跨接器中的雪崩二极管被击穿,相连的可控硅被触发,立即将灭磁电阻串联到转子回路中,同时发跳闸信号断开灭磁开关.灭磁电阻采用SiC电阻.SiC灭磁有很多优点:特性稳定,免维护;失效模式为开路,比较安全;无须苛刻的串并联条件;灭磁耗能容量有保证.此外,SiC电阻容量的配置可确保快速吸收从强励顶值电流直到10%额定电流范围内磁场能量.最严重灭磁工况下,SiC电阻承受的耗能容量为其工作能容的80%.由于SiC 电阻的伏安特性曲线较软,所以正反向均采用可控硅跨接器以防止其在机组正常运行时通流,正向跨接器动作值低于转子绕组对地试验电压幅值的70%,反向跨接器动作值低于转子绕组对地试验电压幅值的50%.1.1.5㊀海阳核电1㊁2号机组励磁系统其型号为UNITROL T6S-O/U561-S12800,其中各标号的意义为.T:三通道型(TRIPLE),双路自动通道+单路手动通道的备用控制器;6:代表UNITROL6XXX系统,其中,采用AC800PEC主控制器的系统为UNITROL6800;S:标准(n-1冗余);O:无附加功能;U5:ABB公司UNL14300型可控硅整流器;6:运行的整流桥数;1:每臂一只可控硅,三相六脉冲;S:单断口直流断路器;12800:磁场断路器额定电流(A).1.2㊀系统功能发电机励磁系统的功能是向发电机转子绕组提供可控的励磁电流,确保发电机端电压或励磁电流为给定值.具体功能包括控制功能和监测保护功能.1.2.1㊀控制功能.恒发电机机端电压的自动调节功能;恒发电机转子电流的手动调节功能;恒无功调节;恒功率因数调节;强励;V/Hz限制;过励限制;欠励限制;定子电流限制;最大励磁电流限制;最小励磁电流限制;软起励及低残压起励;有功和无功补偿;系统电压跟踪;通道之间自动跟踪和切换;P/Q限制器;电力系统稳定器(PSS).1.2.2㊀监测保护功能:失磁保护;励磁电流速断和过流保护;PT断线;电源故障;调节器软件㊁硬件故障;562V/Hz保护;整流桥故障报警;整流桥内部短路跳闸保护;整流桥过载跳闸保护;转子过热报警及跳闸保护;转子接地跳闸保护;转子过电压跳闸保护;励磁变过流㊁超温报警及跳闸保护;控制回路自检;冷却流量及风机监视;整流器温度监视;整流桥柜门锁闭监视.2㊀静态励磁同无刷励磁系统的比较大亚湾M-310和田湾VVER-1000机组采用无刷励磁系统,静态励磁和无刷励磁系统简图如图3所示.同无刷励磁系统相比,静态励磁系统具有以下优缺点.(1)取消了励磁机,缩短了主机轴系长度,接线简单,造价低,维护方便且可靠性高;(2)响应速度快.无刷励磁采用励磁机使得机组设备和尺寸增加,故有较大的迟滞作用,响应速度较慢(>500ms);静态励磁因为取消励磁机而采用励磁变压器,响应速度快(<20ms).(3)可实现发电机不停机状态下整流器的维修(UNL14300型整流柜);(4)机组启动调试和大修期间励磁系统调试需设置试验电源;(5)需设置起励回路(UNITROL6800设置低残压起励回路和备用起励电源回路);(6)发电机及其所连接的电力系统运行状态,对励磁系统工作影响较大,发电机机端短路时励磁电源电压严重下降会影响强励,海阳核电1㊁2号机组UNITROL6800要求强励可用的最低允许电压为80%机端电压;(7)需设置滑环和碳刷,增加了运行维护工作量;(8)静态励磁采用大功率㊁高电压㊁可控硅励磁整流柜,必然在励磁变压器交流系统产生大量的谐波;(9)在静态励磁可控硅元件通断换相过程中,不可避免地将产生换相过电压.图3㊀静态励磁和无刷励磁系统简图3㊀UNITROL6800设计特点3.1㊀三通道控制励磁系统控制部分采用了三套相互独立的冗余配置,包括两个容量相同(均为100%容量)的自动调节器和一个100%容量的手动备用调节器.两个自动励磁调节器分别包括自动电压调节(A VR)和手动励磁电流调节(FCR),A VR提供控制㊁调节㊁限制器㊁电力系统限制器和监测保护功能.FCR是A VR的备用,另外,还用作系统调试和维护.备用手动调节器(BFCR)在两个自动励磁调节器都故障时自动投运,维持当前励磁电流.正常运行时,一个自动励磁调节器的A VR运行,其他两个调节器备用并自动跟踪工作调节器的输出,可实现无扰自动切换.如图4所示,调节器的切换顺序为:AVR1ңAVR2ңFCR2ңFCR1ңBFCRңTRIP.这样的切换逻辑,使由于控制器故障导致的停机几率被降至最低,各个控制通道得到充分利用,系统可靠性有效提高.图4㊀调节器的切换6623.2㊀低残压起励一般情况下,在可控硅整流器的输入端电压不低于5V 时,UNITROL 6800可实现低残压起励.在起励过程中,在可控硅整流器的输入端仅需要约10~20V 的电压即可正常工作,如果电压低于该值,首先使用低残压起励,连续触发可控硅整流桥,以二极管整流桥模式将电压升至10~20V .如果因长期停机等原因造成在几秒钟时间内无法用残压建立起可控硅整流器正常工作所需电压,则投入备用起励回路,用它励方式建立这一电压.当机端电压达到发电机额定电压的10%时,整流桥已能维持励磁控制,起励电源自动退出,软起励过程开始,将发电机电压升到预定水平.整个起励过程的控制和监测都是由AVR 软件实现的.低残压起励成功的发电机端电压过程曲线如图5所示,发电机端电压升压至额定值大约需要10秒;低残压起励不成功,投入起励电源的励磁过程曲线如图所示.图5㊀低残压起励过程曲线图6㊀低残压起励不成功后投入起励电源3.3㊀可控硅整流器均流装置为防止由于并联可控硅整流桥间电流不对称而造成的单个可控硅支路过负荷,降低单个整流器失效的可能性,UNITROL 6800励磁系统设置了动态智能均流装置.以前应用的方法不是很有效,如改变交流开关的位置㊁采用均流电缆和均流电抗㊁在每个桥臂的交流侧套磁环或用等长分布电缆等.在实践中,最好的结果是各个整流桥的电流分配偏差小于额定励磁电流的10%.而UNITROL 6800励磁系统由于采用智能化DSP 软件均流技术(见图7均流装置原理图),无需均流电缆和均流电抗,均流系数可以保证不低于0 95,各整流桥的电流几乎相等.在额定励磁电流较大时,由于均流系数的提高,甚至可以节省一台整流桥.此外,由于不必考虑励磁变压器和整流器间接线对均流效果的影响,在整流器的交流侧可以采用标准母排连接,从而简化了工艺,实现了设计标准化.图7㊀均流装置原理图3.4㊀柜体的布置与排列通常,国产励磁装置柜体的排列顺序为:调节柜㊁整流柜㊁灭磁柜㊁系统内部调节器㊁整流器㊁灭磁单元柜.而在UNITROL6800系统的标准设计方案中,柜体的排列顺序一般为:调节柜㊁灭磁柜及出线柜㊁整流柜㊁进线柜(如图8㊁762图9所示,为参考排列顺序).其中,进线柜用来安放自用电源变压器及交流进线母排等元器件,灭磁柜安放在调节柜与整流柜之间,这样的排列设计,具备以下优点.图8㊀励磁柜布置外观图图9㊀励磁柜布置结构图(1)缩短和方便柜间连线.通常,调节柜与整流柜之间的联系相对简单,包括脉冲线和反映整流柜状态信息的信号线.在采用了现场总线的系统中(UNITROL6800系统采用光纤通讯总线),连接关系更为简单,只需脉冲总线电缆和光纤通讯电缆就够了.调节柜与灭磁柜之间的联系相对就要多一些,一般包括对灭磁开关分合闸的控制,起励回路的控制等,这往往是通过硬接线来完成的.把灭磁柜安排在调节柜旁,众多柜间连线将大为缩短,不必穿过励磁整流柜,可方便柜内布置,减轻布线工作量.(2)设计注重人身安全,实现集中操作.ABB 设计非常强调和注重人身安全,UNITROL6800系统的设计也体现了这样的思想.在该设计中,将需要操作的开关如直流控制电源开关㊁起励电源开关㊁交流电源开关等全部集中在调节柜,开机或运行情况下如需操作只需打开调节柜门进行操作即可.而整流柜㊁灭磁柜则属于强电区域,带有高电压,运行期间禁止人员打开柜门,否则会引起机组停机.这样做,可以很大程度上避免不必要的人身危险.另外,所有对外接口也全部集中在调节柜.(3)减少干扰.整流柜远离调节柜,可以减少对调节器的电磁干扰,提高系统运行的可靠性.3.5㊀电源系统电源系统由直流电源回路和交流电源回路组成.交流电源回路包括自用电源回路和厂用电源回路,采用一台自用变压器通过熔丝接在励磁变压器低压侧,提供整流柜风机㊁加热器㊁励磁柜内照明和插座电源.厂用电源作为后备电源,可实现事故时自动切换.直流电源由自用电源经过一台分裂变压器降压㊁整流后,两路并联输出作为工作电源,另外设置两路外部直流电源作为备用电源.工作电源和备用电源提供两路控制电源输入,其中一路电源供给调节器和内部操作回路使用,另一路专门提供给灭磁开关跳闸回路使用(见图10),灭磁开关的跳闸回路分别由两路独立的电源控制,提高了系统灭磁的可靠性.862图10㊀直流电源系统在电源系统内部,关键性的线路板,包括调节器㊁整流柜控制板等,均直接从DC24V端子上取电,每块线路板内部均设有电源保险.而包括输入输出信号回路在内的其他需要使用DC24V电源的场合,则在DC24V端子后加一具有短路保护功能的小型断路器,从而保证本单元出现电源故障后不至于影响到励磁装置的总体运行.4㊀注意事项4.1㊀试验电源问题在机组启动调试和大修后的发电机特性试验时,自并激励磁发电机需要大容量的试验电源来满足其空载㊁短路试验时对励磁电源的要求.根据厂用电结线方式,一般均直接取自厂用电10 5kV中压母线或400V低压母线,但无论高压还是低压,必须考虑以下问题: (1)试验电源的接线问题.一般可从10 5kV中压厂用段或400V低压厂用段备用柜接线.当采用10 5kV电源时,一般可接入励磁变压器高压侧,或者励磁变压器设计一个专用的试验或备用抽头,但这两种接线都比较复杂和困难,每次装拆都必须同时拆装励磁变压器高压侧封闭母线接头,工作量大.当采用400V低压厂用段时,可将电源直接接入可控硅整流桥的交流输入侧,临时或永久接线都比较方便.(2)电源容量问题.电源容量应满足发电机空载㊁短路试验时对励磁电流㊁励磁电压的要求.一般而言,发电机短路试验所需的励磁电流最大,试验电源所提供的电压必须满足整流后的直流电压能在发电机转子绕组上产生最大试验励磁电流,并考虑一定的裕度.试验电源容量必须考虑交流输入电压及其所连接的供电变压器容量两个方面.可控硅整流桥交流侧的输入电压额定值为1137V,当采用400V电源直接接入整流桥时,其最大励磁电压只有正常运行时最大励磁电压的33%,而且采用低压电源时必须考虑低压变压器的容量.当采用10 5kV电源接入励磁变压器高压侧时,由于海阳核电励磁变压器高压侧额定电压为24kV,因此其最大励磁电压只有正常运行时最大励磁电压的44%.4.2㊀谐波问题由于采用大功率㊁高电压㊁三相可控硅励磁整流柜,必然在励磁变压器交流系统产生大量的谐波,尽管励磁变压器采用了Δ/Y接线,避免了3次谐波,但5次㊁7次㊁11次㊁13次等(2n-1)和(2n+1)次(n=6)谐波则无法避免.根据现场实际测量,在励磁变压器低压侧回路电流中,5~21次电流谐波的含量在发电机低负荷运行时最高可达23%.此时,整流谐962波将对发电机㊁尤其是厂用电系统产生较大的危害.因此机组应尽量避免低负荷运行,低负荷运行的时间必须严格限制.4.3㊀换相过电压对于大功率㊁高电压可控硅整流桥而言,在可控硅元件通断换相过程中,不可避免地将产生换相过电压.根据相关资料介绍,这种换相过电压有时可能高达4500V,对可控硅元件㊁发电机转子线圈等都将产生很大的影响,尤其对转子线圈而言,这种过电压不仅表现在对地绝缘的影响,而且表现在对线圈匝间绝缘的影响上,因为对线圈而言,它是一种行波.因此,采用自并激励磁系统的发电机必须特别注意转子对地绝缘和匝间绝缘强度的设计和试验,提高绝缘水平和试验电压,如对地耐压至少应在4500V及以上.4.4㊀碳刷问题由于整流后的电流通过碳刷和滑环导入到旋转的转子绕组上,需设置碳刷和滑环,增加了系统的运行维护工作量.机组正常运行时,如果发生碳刷和滑环接触不良或滑环上碳刷压力不均的情况,会导致碳刷跳动甚至出现电火花,需要运行人员进行碳刷压紧弹簧的压力调整,并定期更换磨损的碳刷,如果是带电换碳刷增加了工作的危险性,而且可能造成励磁系统接地,所以必须做好操作监护和绝缘措施.5㊀结束语UNITROL6800励磁系统具有系统简单㊁运行可靠性高㊁技术和经济性能优越等特点,并采用了ABB公司UNITROL系列励磁调节器的核心技术和目前数字控制领域内最先进的研究成果和工艺,是大型发电机组的优选励磁方式.该系统无论从硬件㊁软件还是工艺结构设计方面,均有很多独到的特点,其所采用的众多新技术仍然需要我们不断去研究学习,以促进国产励磁装置技术水平的提高.参考文献:[1]㊀ABB UNITR OL6800SYSTEM DESCRIPTION DOCUMENT FOR H AIYANG NUCLEAR POWERPLANT[S].[2]㊀ABB STATIC EXCITATION SYSTEM UNITROL 6800SYSTEM DESCRIPTION[S].[3]㊀ABB UNITR OL6000Excitation Panel Dim ensional Drawin g[S].[4]㊀ABB UNITROL5000型数字励磁调节器功能说明[S].[5]㊀熊巍,许敬涛,郭子锐.UNITROL5000励磁系统的实践与思考[OL].072。
CPR1000核电机组穹顶整体吊装施工工法(2)

CPR1000核电机组穹顶整体吊装施工工法CPR1000核电机组穹顶整体吊装施工工法一、前言CPR1000核电机组是我国自主研发的第二代压水堆核电机组,其建设需要使用到穹顶整体吊装施工工法。
穹顶整体吊装施工工法是一种高效和安全的施工方法,可以确保核电机组的穹顶能够准确地安装到指定位置,并保证施工质量达到设计要求。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点穹顶整体吊装施工工法具有以下特点:1.高效快速:利用吊装设备将整个穹顶一次性吊装到指定位置,不需要分段吊装,从而加快了施工进度。
2. 安全可靠:吊装过程中采取了严格的技术措施,能够保证穹顶的稳定和安全,有效避免了吊装过程中的风险。
3. 设备简单:吊装设备相对简单,不需要大量的专业设备,可以减少施工成本。
4. 施工现场干净整洁:吊装整体完成后,不需要对现场进行大规模的拆除和清理,减少了施工现场的污染和环境影响。
三、适应范围穹顶整体吊装施工工法适用于CPR1000核电机组以及其他类似的大型核电机组的穹顶的施工。
由于该工法具有高效快速和安全可靠的特点,可以适应各种不同的建设环境和施工条件。
四、工艺原理穹顶整体吊装施工工法的工艺原理是通过吊装设备将整个穹顶一次性吊装到指定位置。
在施工前,需要根据施工图纸和设计要求,确定吊装位置以及吊装设备的选择和布置。
同时,还需要制定相应的施工工艺和技术措施,确保吊装过程中的稳定和安全。
五、施工工艺穹顶整体吊装施工工法主要包括以下施工阶段:1. 准备工作:包括确定吊装位置、布置吊装设备、检查吊装设备的安全性、组织人员进行安全交底等。
2. 预装吊钩:在穹顶上预装吊钩,确保吊装过程中的平衡和稳定。
3. 吊装准备:将吊装设备就位,根据设计要求将吊装设备连接到穹顶上的吊钩,并进行检查和试运行。
4. 吊装操作:对吊装设备进行操作,将整个穹顶吊装到指定位置,并通过调整吊装设备的工作参数和角度,确保穹顶的平衡和稳定。
东方重机的核电之路

东方重机的核电之路东方重机的核电之路2014年07月18日作为东方电气集团最神秘的子公司作为东方电气集团最神秘的子公司,,东方重机的核电之路并不平常东方重机的核电之路并不平常。
2014年6月11日,中国广核集团有限公司(以下简称中广核)与意大利国有核电管理公司(以下简称SOGIN)在北京签署了合作备忘录。
通过签署合作备忘录,中广核和SOGIN 将利用各自的技术能力和优势,在核能领域特别是核设施退役和放射性废物管理方面,推动落实具体的项目合作。
这是近些年中国核电在国内市场停止状况下走出去的一个缩影。
在今年的政府工作报告中,中国政府明确提出“推动高铁、核电等技术装备走出国门”,在此政策下,中国核电企业在巴基斯坦、英国、罗马尼亚、阿根廷、南非等国取得重要进展。
今年2月,东方电气集团公司党组成员、股份公司总裁温枢刚带队赴南非约翰内斯堡参加“中国-南非核电合作研讨会”,并受邀做了主题演讲,着重介绍了东方电气在第三代核电设备的制造能力、相关业绩和国际项目开发成果,引发了南非同行的高度关注。
“中国-南非核电合作研讨会”是由中国国家核电技术公司、中广核集团和南非核能集团公司共同承办。
主旨为围绕南非核电产业发展历程和未来发展规划、中国的三代先进核电技术和核电建造能力、两国的核安全监管体系等进行深入交流,分享核电项目建设与设备制造经验,讨论两国核电行业的发展前景和合作机遇的跨国会议。
会议当天,国家核电技术公司与南非核能集团就签署了中南核电培训合作协议。
而之所以温枢刚能够受邀进行主题演讲,主要是因为东方电气旗下的东方重机在CAP1400核电技术、AP1000自主化依托项目中有着特别的地位。
据相关数据显示,目前中国一重、上海电气、东方电气几乎包揽大型核岛设备。
其中,反应堆压力容器中国一重市场份额将近60%,蒸汽发生器东方电气市场份额将近40%,堆内构件上海电气市场份额高达90%。
市场导向的东方重机市场导向的东方重机 2003年初,东方电气集团派出了一支“旅行团”,从四川出发,沿着长江、珠江在一年时间里陆续“游”了20多个地点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C 800- C8 1 TW I L - 60 介 绍 N 及 TL 2 0B
T e it h r n odu i fCC8 00. T I d T- 6 ct on o 8 1 W N an LL2 00B
30 t 2 0双臂架履带起重机
局调整 时, 励通 过收购 、 鼓 兼并、 联合 、
加强 对新 建搅 拌站的 管理 . 绝盲 杜 贯 彻绿色 生产标 准 , 汰不 达标 搅 淘
与项 目开发相 结合 , 解决 搅拌 站停
产遗 留问题 ;
重组等方 式 组建 大型预 拌混 凝土 企业 目发展 、 重复建设 ; 集 团. 高预 拌混凝 土行业 的集 中度和 提 供重要的物质和技术保 障。 实 力, 为北京 的工程建 设及 应急供 应提 拌站 。
为3 00 , 起重 机 于2 0 年 1 月 2 t该 0 9 0
车 附件 、 配件和 文件资料 等移交三 零 中国 核 工 业 中原 建 设 公 司与特
初交货 ( 见图2 。 ) CC8 0 —双臂 的 门 核 电 。 8 01
吊臂 长 度 为 1 6 . 大 吊装 高 度 5m 最
■ 中国核工业中原建设公司工程机械 公司 程洁敏/ E G Je n CH N imi
随
着电力 石油 、 工 电等 行 化 核
业 的蓬 勃 发 展 , 工程 建 设 规
模 越来越大 . 工期越来越短 。
尤其是核 电项 目, 于投 资规模 巨大 , 由 核 电发 电成 本对 建 设 周期 的 长短 非 常敏
支持 资产 重组 . 展混 凝土企 业集 发
团。
( )依 靠 市 场 机 制 , 现 优 胜 劣 2 实
汰。 提高 市场准 入 门槛 , 进搅 拌站优 促
胜劣汰 ;
() 3 突出区域重点, 加大整合力度。
() 4 落实管理责任, 加强协调配合。
3搅拌站治理整合的推进措施
() 1 强化行政监管。 进治理整合。 推
数。
作为新一 代特 大型核 电项目, 三
求 , 电施 工 中对用于 吊装 各种结 构 门核 电A 1 O 工程 ( 图3 许 多设 核 P 0 0 见 ) 模块 、 管道模 块和设备模块 的超 大型 备采用模块化施工和吊装, 仅核岛部 起重机 的需求也愈来愈 多 分 就有2 个 超过 1 0 O 吨的设备或模 0 目前 已 落户 到 中国 核 工 业 中原 块 。T-6 0 远 距离起重 能力强 , LL 0 B 2 吊
图3 三门核电一 号机 组钢制安全壳底封头吊装
部件 一编辑: 黄津津)
82 C T 0 00 M M 2 1.1
中国原子 能 工 业公 司副总 经 理 钟 杰 5 米半径上起 吊能 力可达18 5 2 3E 在  ̄ 1
分别 代表三方签 字。 台合 同金额 超 1 1 这 2 米半径 上起 吊能力达3 3 ̄. 吊 7f 是 l 过2 亿元人 民币的履 带式起 重机被 用 车领域 内名副其 实的 蓝色巨人 在 山东省 海 阳县 一 一 中国核 工 业中 LL 6 0 型 大吊车 的管理和 运 T- 0 B 2 原 建设 公 司海 阳核 电大件 吊装工 程 营 由三门核 电委托 中国核工业 中 原建 项 目部。 阳的核 电项 目是 目前 已经 设公 司进 行. 海 全面负责 吊车 在工程建
图2 2 0 年1 月C 8 0 ・ T N 山东海阳核 电项 目施 0 9 2 C 8 0 1 WI 在 工现场进行 试车
开工的两个采 用美 国A 1 0 技术 的 造 期间的使 用和维护 , P0 0 并根据 大吊车 核 电项 目之一 ( 个为三 门核 电项 使 用和 项 目需求 . 另一 配备大 吊车组装 拆
建 设公 司的 千吨 级 产 品有 : E X 装 时位 置误差小。 然最 大起 重量次 T RE — 虽
D MA CC8 0 - T N 3 0 t E G 8 0 1 WI型 2 0 双 于T R X DE E E - MAG CC8 0 . N的 8 0T WI
臂架履带起重机1 美国L mp o 3 0 1 由于整 体 稳 定 性较 强 , 台, a sn 2 0 ̄. ] 大
感. 目前 国 内开 始采 用 的AP 0 0 块 10 模
化 建 设技 术 , 可大幅 度地提 高核 电厂施 工现 场的平行 施 工能力和工作 效率 , 实 现模 块化设计 和模 块化 施工。 模块 式建 设 方式是 在设计 中根据A 1 0 整体 系 P 0 0
统 结构 ( 它们 的支撑 和部 分土建 结 包括
构 ) 特点将 其 归列为 各 自的模 块 直 的
接 在 工厂里按 模 块进 行预 制 组装 , 最 后在核 电站实行总装 。
第三代核 电A 1 0 作为 目前世界 P0 0 上最 安全和 先进 的核 电技术 , 采用了革 新性 的非能动 安全 设计 理 念 , 在世界上 首次采用在 核 电站反应堆 压 力容 器外增 加钢 制安全壳 的新技术 。 国内将通过三 门 、 阳等 核 电项 目. 现 自主设 计 建 国 美 Lm sn LL2020t带 重 海 实 1 国 a po的 T一6060 起 机 履 特 雷克斯 德马格的 C 8 01WI型 C 80- T N
公司的L -6 0 2 0 t 起重机1 幅度 时的起 重能 力要 强于CC8 0 . T2 0 型 6 0履带 L 8 0 台 ( 管) L B E R 代 .I H R 公司的L 1 5 T 完全可 用于AP 0 核 电站建 E R 0 1 3 WI N. 1 0 0
型1 5 t 3 0,  ̄带起 重机 1 ( 台 见图1 )
目) 。
卸、 转移 行走 、 维护保养 、 作业配合等
德 马格公 司生产 的 CC 8 01 需要 的配套 设备和 辅助工机具 , 80. 并在
双臂履 带 式起 重 机 是 目前 国际 上最 现 场建 造 、 装 完成 后 , 安 将大 吊车及 大 的履 带 式 起 重机 . 其最 大 起重 量 随车使 用的配套设 施 . 包括必要 的吊
造采用模块 化及 开顶平行施 工法。 它
2 0 年 4 日, 0 8 月2 在北 京威 斯汀 的底盘结构 由前后两个履带车组成 ,
大酒 店 举 行 的 ” 球 最 大 履 带 式 起 之 间由一根 长 度 可调整 的 3 米桁 架 全 7
重机一 一 CC8 0 . 双 臂履 带 式 结 构联结 . 8 01 配备12 2 米的主臂 、 9 的 4米 起重机 采购合 同 签 约 仪 式 上 , 副 臂 ̄7 米 的桅 杆. 中 13 3 后履带 车上配重 国核 工 业中原建 设 公司 总经 理 赵 晓 为2 0 N 。 T 2 0 B 吊车的这种 9 0 ̄ LL 6 0 型 - 明、 国特 雷克 斯 ・ 马格 公 司总 裁 结构 使该吊车可以提 供 目 美 德 前世界上最 Ae a d r n c t l n e e h以及采购代 理商 大 的起重 力矩 , 万多吨米 , x K 达8 从而在
达 2 8 配备 了独 特 的l 1 制系 雷克斯及L mp o 走到 了 2 m。 C. 控 a sn ~起 . 把世
相信特 雷 统 安全 性 能满足 国际 标 准要求 , 标 界 级的 巨无 霸 带入中国, 8 0 1 Wl l amps Nl on 配 的 I 1 有 白诊 断功 能 和 作 业 区 克 斯CC8 0 — T  ̄ L C.拥 域 限 制 系统 , 有较 强 的施 工现 场 L L 6 0 定能 不负众 望 , 具 T. 0 B 2 出色完成 适 用 性 。与其 它 同吨 级 的起 重 机 相 A 1 0 核 电站建 设的各项模 块 吊装 P0 0 比, CC8 0 —双臂运 输方 便 , 大 任务。c 8 01 最 I翩沏 j
( 实 记 秦会 本刊 习 者: 欣) 匕,曰 l j艺
2 1. 建设机械技术与管 00 1 0 理 8 1
造、 自主管理 运 营AP 0 0 1 0 技术 核 电 35 . 大减 少 运输 费用和 运输 次 .m 极 站 的目 。 标 为了满足A 1 0 模 块化 施工要 P 0 0