静力单轴试验机校准规范第3部分:位移、速度 编制说明
法国金属材料和非金属材料标准
法国金属材料和非金属材料标准(NF metallic material and nonmetallic material standards)ANSI|BS|DIN|EN|GB|ISO|JIS|NF|DIC 编号中文名称英文名称NF A03-001-2001 金属材料.拉伸试验.第1部分:常温试验方法(Metallic materials -Tensile testing - Part 1 :method of test at ambienttemperature.)NF A03-002-1999 金属材料.静态单轴向试验机的验正.第1部分:拉伸/压缩试验机(Metallic materials -Verification of staticuniaxial testing machines -Part 1 :tension/compression testingmachines.)NF A03-003-2002 金属材料.用于验证单轴向试验机的作用力检验仪的校准(Metallic materials -Calibration of force-proving instruments usedfor the verification ofuniaxial testing machines.)NF A03-004-2003 金属材料.单轴向试验用伸长计的校准(Metallic materials -calibration ofextensometers used inuniaxial testing.)NF A03-011-1990 金属材料.摆锤式冲击试验.第1部分:试验方法(Metallic materials. Charpyimpact test. Part 1 : testmethod.)NF A03-012-1992 金属材料.夏比冲击试验.第2部分:试验机的检定(冲击摆).(欧洲标准EN10045-2)(Metallic materials. Charpyimpact test. Part 2 :verification of the testingmachine (pendulumimpact).)NF A03-021-1994 金属材料.硬度试验.第1部分:洛氏表面硬度试验.(15N、30N、45N、15T、30T和45T刻度)(METALLICMATERIALS.HARDNESS TEST. PART1 : ROCKWELL TEST(SCALES A, B, C, D, E, F,G, H, K) ANDROCKWELLSUPERFICIAL TEST(SCALES 15N, 30N, 45N,15T, 30T AND 45T).(EUROPEANSTANDARD EN 10109-1).)NF A03-031-1994 金属材料.布氏硬度试验.第1部分:试验方法(ISO6506-81)(METALLICMATERIALS. BRINELLHARDNESS TEST. PART1 : TEST METHOD.(EUROPEANSTANDARD EN 10003-1).)NF A03-091-1994 金属材料.管材(全截面).弯曲试验(Metallic materials. Tube(in full section). Bend test.)NF A03-093-1994 金属材料.管.拉力试验(Metallic materials. Tube. Drift expanding test.)NF A03-096-1994 金属材料.管材.环形拉伸试验(METALLICMATERIALS. TUBE.RING TENSILE TEST.(EUROPEANSTANDARD EN 10237).)NF A03-152-2-1999 金属材料.布氏硬度试验.第2部分:试验机的验证和校正(Metallic materials. Brinellhardness test. Part 2 :verification and calibrationof testing machines.)NF A03-152-3-1999 金属材料.布氏硬度试验.第3部分:标准试块的校正(Metallic materials. Brinellhardness test. Part 3 :calibration of referenceblocks.)NF A03-153-2-1999 金属材料.洛氏硬度试验.第2部分:试验机(刻度A,B, C, D, E, F, G, H, K, N,T)的验证和校正(Metallic materials.Rockwell hardness test.Part 2 : verification andcalibration of testingmachines (scales A, B, C,D, E, F, G, H, K, N, T).)NF A03-153-3-1999 金属材料.洛氏硬度试验.第3部分:标准试块的校正(刻度A, B, C, D, E, F, G,H, K, N, T)(Metallic materials.Rockwell hardness test.Part 3 : calibration ofreference blocks (scales A,B, C, D, E, F, G, H, K, N,T).)NF A03-154-1-1998 金属材料.维氏硬度试验.第1部分:试验方法(Metallic materials.Vickers hardness test. Part1 : test method.)NF A03-154-2-1998 金属材料.维氏硬度试验.第2部分:试验机械的校准(Metallic materials.Vickers hardness test. Part2 : verification of testingmachines.)NF A03-154-3-1998 金属材料.维氏硬度试验.第3部分:标准块的校准(Metallic materials.Vickers hardness test. Part3 : calibration of referenceblocks.)NF A03-155-1-2003 金属材料.硬度和材料参数的仪器压痕试验.第1部分:试验方法(Metallic materials -Instrumented indentationtest for hardness andmaterials parameters - Part1 : test method.)NF A03-155-2-2003 金属材料.硬度和材料参数的仪器压痕试验.第2部分:试验机的检定和校准(Metallic materials -Instrumented indentationtest for hardness andmaterials parameters - Part2 : verification andcalibration of testingmachines.)NF A03-155-3-2003 金属材料.硬度和材料参数的仪器压痕试验.第3部分:硬度标准块的校准(Metallic materials -Instrumented indentationtest for hardness andmaterials parameters - Part3 : calibration of referenceblocks.)NF A03-159-2000 金属材料.厚度3mm或小于3mm的板材或带材.反向弯曲试验(Metallic materials - Sheetand strip 3 mm thick or less- Reverse bend test.)NF A03-356-1999金属材料(Metallic materials.)NF A03-652-2003 金属材料.薄板材和带材.埃里克森压凹试验(Metallic materials - Sheetand strip - Erichsencupping test.)NF A03-750-2000 金属材料.张力的单轴蠕变试验.试验方法(Metallic materials -Uniaxial creep testing intension - Method of test.)NF A03-760-1-2003 金属材料.拉伸应力松弛试验.第1部分:试验机规程(Metallic materials -Tensile stress relaxationtesting - Part 1 : procedurefor testing machines.)NF A05-411-2000 金属材料抗腐蚀性防护.大气环境中腐蚀的可能性.大气环境中腐蚀性的分类、确定和评价(Protection of metallicmaterials against corrosion- Corrosion likelihood inatmospheric environment -Classification,determination andestimation of corrosivity ofatmospheric environments.)NF A05-412-1-2003 金属材料的防腐.土壤腐蚀的可能性.第1部分:总则(Protection of metallicmaterials against corrosion- Corrosion likelihood insoil - Part 1 : general.)NF A05-412-2-2003 金属材料的防腐.土壤腐蚀的可能性.第2部分:低合金和非合金黑色金属材料(Protection of metallicmaterials against corrosion- Corrosion likelihood insoil - Part 2 : low alloyedand non alloyed ferrousmaterials.)NF A06-352-1995 黑色金属材料的化学分析.钢和铁中砷的测定.分光光度法(欧洲标准ENISO 10212)(Chemical analysis offerrous materials.Determination of arsenic insteel and iron.Spectrophotometricmethod.)NF A06-392-1-2000 黑色金属材料的化学分析.钢和铁中氧的测定.第1部分:取样和制备钢样品用于测定氧(Chemical analysis offerrous materials -Determination of oxygen insteel and iron - Part 1 :sampling and preparationof steel samples for oxygendetermination.)NF A08-328-1989 黑色金属材料的化学分析.钢铁中铬的测定.火焰原子吸收光谱测定法(Chemical analysis offerrous materials.Determination ofchromium in steels andirons. Flame atomicabsorption spectrometricmethod.)NF A09-201-1994 无损检验.用X和γ射线进行金属材料射线检查的一般原则(Non-destructive testing.General principles forradiographic examinationof metallic materials by X-and gamma rays.)NF A09-250-3-2002 无损检验.射线检验.第3部分:用X-射线和γ射线进行金属材料射线检验的一般原理(Non-destructive testing -Radioscopic testing - Part3 : general principles ofradioscopic testing ofmetallic materials by X-and gamma rays.)NF A49-865-1999 金属材料.重量损失磨损试验(欧洲标准EN 10274)(METALLICMATERIALS. DROPWEIGHT TEAR TEST.(EUROPEANSTANDARD EN 10274).)NF A49-866-1999 金属材料.管圈液压试验(METALLICMATERIALS. TUBERING HYDRAULICPRESSURE TEST.(EUROPEANSTANDARD EN 10275).)NF A50-110-8-2003 铝和铝合金.废料.第8部分:铝分离工艺中切碎工艺产生的有色金属材料组成的废料(Aluminium andaluminium alloys - Scrap -Part 8 : scrap consisting ofnon-ferrous materials fromshredding processesdestined to aluminiumseparation processes.)NF A80-230-1-1998 焊接和合金过程.金属材料几何缺陷的分类.第1部分:熔焊(欧洲标准6520-1)(Welding and alliedprocesses. Classification ofgeometric imperfections inmetallic materials. Part 1 :fusion welding.)NF A80-230-2-2003 焊接和相关工艺.金属材料中几何缺陷的分类.第2部分:带压焊接(Welding and alliedprocesses - Classificationof geometric imperfectionsin metallic materials - Part2 : welding with pressure.)NF A81-331-1984 焊接、硬钎焊和硬焊铝及铝合金用填充金属材料.符号.规范(Filler materials forwelding, brazing and brazewelding aluminium andaluminium alloys.Symbolization.Specifications.)NF A88-112-1998 焊接操作人员.焊接操作人员用金属材料全机械化和自动焊接用熔焊和阻焊装置验收试验(Welding personnel.Approval testing ofwelding operators forfusion welding andresistance weld setters forfully mechanized andautomatic welding ofmetallic materials.)NF A89-010-1-1992 金属材料焊接工艺与验收规范.第1部分:熔焊一般规则(欧洲标准EN 288-1)(Specification and approvalof welding procedures formetallic materials. Part 1 :general rules for fusionwelding.)NF A89-010-10-1996 金属材料焊接工艺的验收和规范.第10部分:电子束焊接工艺规范(SPECIFICATION ANDAPPROVAL OFWELDINGPROCEDURES FORMETALLICMATERIALS. PART 10 :WELDING PROCEDURESPECIFICATION FORELECTRON BEAMWELDING. (EUROPEANSTANDARD EN ISO9956-10).)NF A89-010-11-1996 金属材料焊接工艺的验收和规范.第11部分:激光束焊接工艺规范(SPECIFICATION ANDAPPROVAL OFWELDINGPROCEDURES FORMETALLICMATERIALS. PART 11 :WELDING PROCEDURESPECIFICATION FORLASER BEAMWELDING. (EUROPEANSTANDARD EN ISO9956-11).)NF A89-010-2-1992 金属材料焊接工艺与验收规范.第2部分:电弧焊焊接程序规范(欧洲标准EN288-2)(Specification and approvalof welding procedures formetallic materials. Part 2 :welding procedurespecification for arcwelding.)NF A89-010-3-1992 金属材料焊接工艺的验收和规范.第3部分:钢件电弧焊焊接工艺试验(欧洲标准EN 288-3)(Specification and approvalof welding procedures formetallic materials. Part 3 :welding procedure tests forthe arc welding of steels.)NF A89-010-5-1994 金属材料焊接程序的规范和认可.第5部分:使用批准的电弧焊焊条进行认可(Specification and approvalof welding procedures formetallic materials. Part 5 :approval by using approvedwelding consumables forarc welding.)NF A89-010-6-1994 金属材料焊接程序的规范和认可.第6部分:有关以前试验的认可(SPECIFICATION ANDAPPROVAL OFWELDINGPROCEDURES FORMETALLICMATERIALS. PART 6 :APPROVAL RELATEDTO PREVIOUSEXPERIENCE.(EUROPEANSTANDARD EN 288-6).)NF A89-010-7-1995 金属材料焊接程序的规范和认可.第七部分:使用电弧焊标准接程序进行认可(SPECIFICATION ANDAPPROVAL OFWELDINGPROCEDURES FORMETALLICMATERIALS. PART 7 :APPROVAL BY ASTANDARD WELDINGPROCEDURE FOR ARCWELDING. (EUROPEANSTANDARD EN 288-7).)NF A89-010-8-1995 金属材料焊接程序的规范和认可.第八部分:利用预生产焊接试验进行认可(SPECIFICATION ANDAPPROVAL OFWELDINGPROCEDURES FORMETALLICMATEIRALS. PART 8 :APPROVAL BY A PRE-PRODUCTIONWELDING TEST.(EUROPEANSTANDARD EN 288-8).)NF A89-052-2-2001 金属材料焊接程序的规范和合格评定.焊接程序规范.第2部分:气焊(Specification andqualification of weldingprocedures for metallicmaterials - Weldingprocedure specification -Part 2 : gas welding.)NF A89-057-11-2002 金属材料焊接程序规范和鉴定.焊接程序试验.第11部分:电子和激光射线焊接(Specification andqualification of weldingprocedures for metallicmaterials - Weldingprocedure test - Part 11 :electron and laser beamwelding.)NF A89-057-8-2002 金属材料焊接程序规范和鉴定.焊接程序试验.第8部分:管对管-板接头的焊接(Specification andqualification of weldingprocedures for metallicmaterials - Weldingprocedure test - Part 8 :welding of tubes to tube-plate joints.)NF A89-101-1-1998 焊接.金属材料焊接推荐.第1部分:电弧焊接的一般指南(WELDING.RECOMMENDATIONSFOR WELDING OFMETALLICMATERIALS. PART 1 :GENERAL GUIDANCEFOR ARC WELDING.(EUROPEANSTANDARD EN 1011-1).)NF A89-101-1/A1-2002 焊接.金属材料焊接的推荐规范.第1部分:电弧焊接通用指南(Welding -Recommendations forwelding of metallicmaterials - Part 1 : generalguidance for arc welding.)NF A89-焊接.金属材料焊接的推(Welding - Recommendations for101-2-2002 荐规范.第2部分:铁素体钢的电弧焊welding of metallic materials - Part 2 : arc welding of ferritic steel.)NF A89-101-3-2000 焊接.金属材料焊接的推荐方法.第3部分:不锈钢的电弧焊(Welding -Recommendations forwelding of metallicmaterials - Part 3 : arcwelding of stainless steels.)NF A89-101-4-2000 焊接.金属材料焊接的推荐方法.第4部分:铝和铝合金的电弧焊(Welding -Recommendations forwelding of metallicmaterials - Part 4 : arcwelding of aluminium andaluminium alloys.)NF A89-101-5-2003 焊接.金属材料焊接的推荐方法.第5部分:包层钢焊接(Welding -Recommendations forwelding of metallicmaterials - Part 5 : weldingof clad steel.)NF A89-204-2-1996 金属材料焊接的破坏试验.硬度试验.第2部分:焊接接缝的微硬度试验(欧洲标准EN 1043-2)(DESTRUCTIVE TESTSON WELDS INMETALLICMATERIALS.HARDNESS TEST. PART2 : MICRO HARDNESSTESTING ON WELDEDJOINTS. (EUROPEANSTANDARD EN 1043-2).)NF A89-210-1996 金属材料焊接的破坏试验.断裂试验.(欧洲标准EN1320)(DESTRUCTIVE TESTSON WELDS INMETALLICMATERIALS.FRACTURE TEST.(EUROPEANSTANDARD EN 1320).)NF A89-211-1996 金属材料焊接的破坏试验.焊接的低倍及显微检验(欧洲标准EN 1321)(DESTRUCTIVE TESTSON WELDS INMETALLICMATERIALS.MACROSCOPIC ANDMICROSCOPICEXAMINATION OFWELDS. (EUROPEANSTANDARD EN 1321).)NF A89-250-1-1994 焊接的质量要求.金属材料的熔焊.第1部分:选择和使用导则(Quality requirements forwelding. Fusion welding ofmetallic materials. Part 1 :guidelines for selection anduse.)NF A89-250-2-1994 焊接的质量要求.金属材料的熔焊.第2部分:全面质量系统(Quality requirements forwelding. Fusion welding ofmetallic materials. Part 2 :comprehensive qualityrequirements.)NF A89-250-3-1994 焊接的质量要求.金属材料的熔焊.第3部分:标准质量要求(Quality requirements forwelding. Fusion welding ofmetallic materials. Part 3 :standard qualityrequirements.)NF A89-250-4-1994 焊接的质量要求.金属材料的熔焊.第4部分:基本质量要求(Quality requirements forwelding. Fusion welding ofmetallic materials. Part 4 :elementary qualityrequirements.)NF A89-500-1997 焊缝的无损检验.金属材料用一般规则(Non-destructiveexamination of welds.General rules for metallicmaterials.)NF A89-500/A1-2003 焊接无损检验.金属材料的一般规则(Non-destructiveexamination of welds -General rules for metallicmaterials.)NF A89-573-2003 金属材料焊缝的有损检验.电阻点焊的扭转试验(Destructive tests on weldsin metallic materials -Torsion test of resistancespot welds.)NF A89-574-2003 金属材料焊接的无损检验.电阻焊接.电阻缝焊的压力试验(Destructive test on weldsin metallic materials -Resistance welding -Pressure test on resistanceseam welds.)NF A89-575-2003 金属材料焊接的无损检验.测量δ铁素体用的取样方法(Destructive tests on weldsin metallic materials -Method for taking samplesfor delta ferritemeasurement.)NF A89-600-1998 焊接.金属材料的弧双端螺栓焊接(欧洲标准ENISO 14555)(WELDING. ARC STUDWELDING OFMETALLICMATERIALS.(EUROPEANSTANDARD EN ISO14555).)(Welding - FrictionNF A89-601-2001 焊接.金属材料的摩擦焊接welding of metallicmaterials.)NF A91-474-2001 金属材料上的转化涂层.单位面积涂层质量的测定.重量分析法(Conversion coatings onmetallic materials -Determination of coatingmass per unit area -Gravimetric methods.)NF A95-301-1977 粉末冶金.硬金属除外的烧结金属材料.取样(POWDERMETALLURGY.SINTERED METALMATERIALSEXCLUDINGHARDMETALS.SAMPLING.)NF A95-311-1977 粉末冶金.透气烧结金属材料.密度和开气孔率的测定(POWDERMETALLURGY.PERMEABLE SINTEREDMETAL MATERIALS.DETERMINATION OFDENSITY AND OPENPOROSITY.)NF A95-322-2000 硬金属除外的烧结金属材料.拉伸试验块(Sintered metal materials,excluding hardmetals -Tensile test pieces.)NF A95-323/A1-2003 不包括硬质合金的烧结金属材料.横向断裂强度的测定.修改件1:精确说明(Sintered metal materials,excluding hardmetals -Determination of transverserupture strength -Amendment 1 : precisionstatement.)NF A95-326-1993 除硬金属外的烧结金属材料.无缺口试件(Sintered metal materials,excluding hardmetals.Unnotched impact testpiece.)NF A95-327-1986 粉末冶金.硬金属除外的烧结金属材料.疲劳试验用试件(Powder metallurgy.Sintered metal materialsexcluding hardmetals.Fatigue test pieces.)NF A95-329-1986 粉末冶金.硬金属除外的烧结金属材料.维氏显微硬度的测定(POWDERMETALLURGY.SINTERED METALMATERIALSEXCLUDINGHARDMETALS.MEASUREMENT OFVICKERSMICROHARDNESS.)NF A95-342-1985 粉末冶金.包括硬金属在内的烧结金属材料.显微照相检查技术(POWDERMETALLURGY.SINTERED MATERIALSINCLUDINGHARDMETALS.MICROGRAPHICEXAMINATIONTECHNIQUES.)NF A95-771-1-1988 烧结金属材料.规范.第1部分:用液体润滑剂浸渍的轴承材料(Sintered metal materials.Specifications. Part 1 :materials, for bearings,impregnated with liquidlubricant.)NF C20-907-2000 固体非金属材料暴露于引燃源的可燃性.试验方法清单(Flammability of solid nonmetallic materials whenexposed to flame sources -List of test methods.)NF E01-201-4-2003 压力设备.金属材料的技术交货条件的确立(Pressure equipment - Part4 : establishment oftechnical deliveryconditions for metallicmaterials.)NF E29-492-2002 工业阀门.金属材料的薄片阀(Industrial valves -Diaphragm valves made ofmetallic materials.)NF E29-648-1-1998 可运输储气瓶.储气瓶和阀门材料与气含量的相容性.第1部分:金属材料(Transportable gascylinders. Compatibility ofcylinder and valvematerials with gas contents.Part 1 : metallic materials.)NF E29-648-2-2001 可移动式液化气钢瓶.内有气体的钢瓶和阀材料的配合性.第2部分:非金属材料(Transportable gascylinders - Compatibility ofcylinder and valvematerials with gas contents- Part 2 : non-metallicmaterials.)NF L06-387-1991 航天结构用焊接和钎焊组装件.用电子束焊接金属材料组装件(Weldments andbrazements for aerospacestructures. Joints ofmetallic materials byelectron beam welding.Quality of weldments.)NF L06-航天结构用焊接和钎焊组装件.用扩散焊接法安装(WELDED ANDBRAZED ASSEMBLIESFOR AEROSPACECONSTRUCTION.ASSEMBLY OF391-1994 金属材料组装件.焊接组装件的质量METALLIC MATERIALS CARRIED OUT BY DIFFUSION WELDING. QUALITY OF WELDED ASSEMBLIES.)NF L06-394-1999 飞行器工业.航空与航天结构的焊接和钎焊. 用TIG方法的金属材料焊接组件.焊接质量(AIRCRAFT INDUSTRIE.WELDMENTS ANDBRAZEMENTS FORAEROSPACESTRUCTURES.ASSEMBLY OFMETALLIC MATERIALSWELDED BY TIGMETHOD. QUALITY OFWELDMENTS.)NF L06-850-2001 航空航天系列.非金属材料.设计产品.塑料粒子.技术规范(Aerospace series - Nonmetallic materials -Projecting products -Plastic particles - Technicalspecification.)NF L10-005-1-2002 航空航天系列.金属材料.第1部分:常规命名(Aerospace series -Metallic materials - Part 1 :conventional designation.)NF L10-006-2002 航空航天系列.金属材料.生产进度表、检验进度表、检验和试验报告.定义、一般原理、制备和验收(Aerospace series -Metallic materials -Manufacturing schedule,inspection schedule,inspection and test report -Definition, generalprinciples, preparation andapproval.)NF L10-015-2002 航空航天系列.金属材料.金属半成品产品尺寸标准的起草和说明规则(Aerospace series -Metallic materials - Rulesfor the drafting andpresentation of dimensionalstandards for metallic semi-finished products.)NF L10-020-1998 航空和航天系列.金属材料.一般结构和标准化.EN标准和其使用型之间的链接(Aerospace series. Metallicmaterials. Generalorganization ofstandardization. Linksbetween types of ENstandards and their use.)NF L10-100-1991 航空和航天系列.非金属材料分类用耐火性试验方法(Aerospace series. Testmethods for the flameresistance rating of non-metallic materials.)NF L17-005-1992 航空航天系列.非金属材料.优选试验温度(Aerospace series. Non-metallic materials.Preferred testtemperatures.)NF L17-015-2000 航空系列.非金属材料.质量计划的验收和评价及建立的规则(Aerospace series - Non-metallic materials - Rulesfor the establishement, theevolutions and theacceptance of qualityplans.)NF L17-020-1996 航空航天系列.非金属材料.液相色谱法特性(高性能液相色谱法.静挤压色层分离法).分类法(AEROSPACE SERIES.NON-METALLICMATERIALS. LIQUIDCHROMATOGRAPHYCHARACTERIZATION(HIGH PERFORMANCELIQUIDCHROMATOGRAPHY.STERIC EXCLUSIONCHROMATOGRAPHY).GENERALMETHODOLOGY.)NF L17-021-1998 航空航天系列.非金属材料.树脂,粘接剂,增强塑料,预浸渍.用液相色谱测定特性(AEROSPACE SERIES.NON-METALLICMATERIALS. RESINS,ADHESIVES,REINFORCEDPLASTICS,PREIMPREGNATES.CHARACTERISATIONBY LIQUIDCHROMATOGRAPHY.)NF L17-022-1999 航空航天系列.非金属材料.油类、液压油和燃料.液体层析法特征(AEROSPACE SERIES.NON-METALLICMATERIALS. OILS,HYDRAULIC FLUIDS,FUELS.CHARACTERISATIONBY LIQUIDCHROMATOGRAPHY.)NF L17-301-1998 航空航天系列.非金属材料.结构胶粘剂.试验方法.低漆厚度的测定(AEROSPACE SERIES.NON-METALLICMATERIALS.STRUCTURALADHESIVES. TESTMETHODS.DETERMINATION OFTHE PRIMERTHICKNESS.(EUROPEANSTANDARD EN 2781).)NF L17-310-6-2002 航空航天系列.非金属材料.泡沫结构粘合剂.试验方法.第6部分:吸水性的测定(Aerospace series - Non-metallic materials -Foaming structuraladhesives - Test methods -Part 6 : determination ofwater absorption.)NF L19-003-1992 航空航天系列.元件和非金属材料中的管腔蜂窝状材料(AEROSPACE SERIES.HONEYCOMBMATERIALS WITHTUBULAR CELLS INCOMPONENT ANDNON-METALLICMATEIRALS.GENERALITIES.)NF L22-031-2003 紧固件.金属材料的选择(Fasteners - Selection of metallic materials.)NF S91-243-2002 牙科用金属材料.抗腐蚀试验方法(Dental metallic materials -Corrosion test methods.)NF S94-051-2000 外科植入物.金属材料.锻造不锈钢(Implants for surgery -Metallic materials -Wrought stainless steel.)NF S94-052-1997 外科用植入物.金属材料.第2部分:非金属钛(Implants for surgery.Metallic materials. Part 2 :unalloyed titanium.)NF S94-053-1997 外科植入物.金属材料.第12部分:锻造钴/铬/钼合金(Implants for surgery.Metallic materials. Part 12 :wrought cobalt-chromium-molybdenum alloy.)NF S94-054-1997 外科植入物.金属材料.第4部分:钴铬钼铸造合金(Implants for surgery.Metallic materials. Part 4 :cobalt-chromium-molybdenum castingalloy.)NF S94-055-1997 外科用植入物.金属材料.第5部分:锻制钴-铬-钨-镍合金(Implants for surgery.Metallic materials. Part 5 :wrought cobalt-chromium-tungsten-nickel alloy.)NF S94-056-1998 外科植入物.金属材料.第6部分:锻压的钴镍铬钼合金(Implants for surgery.Metallic materials. Part 6 :wrought cobalt-nickel-chromium-molybdenumalloy.)外科植入物.金属材料.可(Implants for surgery.Metallic materials.NF S94-057-1997 锻和冷成型钴铬镍钼铁合金Forgeable and cold-formedcobalt-chromium-nickel-molybdenum-iron alloy.)NF S94-058-1998 外科植入物.金属材料.第8部分:锻压的钴镍铬钼钨铁合金(Implants for surgery.Metallic materials. Part 8 :wrought cobalt-nickel-chromium-molybdenum-tungsten-iron alloy.)NF S94-059-1997 外科植入物.金属材料.可锻高氮不锈钢(Implants for surgery.Metallic materials.Wrought high nitrogenstainless steel.)NF S94-065-1998 外科植入物金属材料.基于磷酸钙包被的砷,汞,铬,铅含量的测定(Materials for surgicalimplants. Determination ofarsenic, mercury, cadmiumand lead on coatings basedon phosphate of calcium.)NF S94-066-1998 外科植入物金属材料.磷酸钙钙/磷比数量的测定(Materials for surgicalimplants. Quantitativedetermination of the Ca/Pratio of calciumphosphates.)NF S94-471-2000 外科设备.金属材料.第1部分:不锈钢(Surgical instruments -Metallic materials - Part 1 :stainless steel.)编号中文名称英文名称返回。
DZ-30静态位移校准器
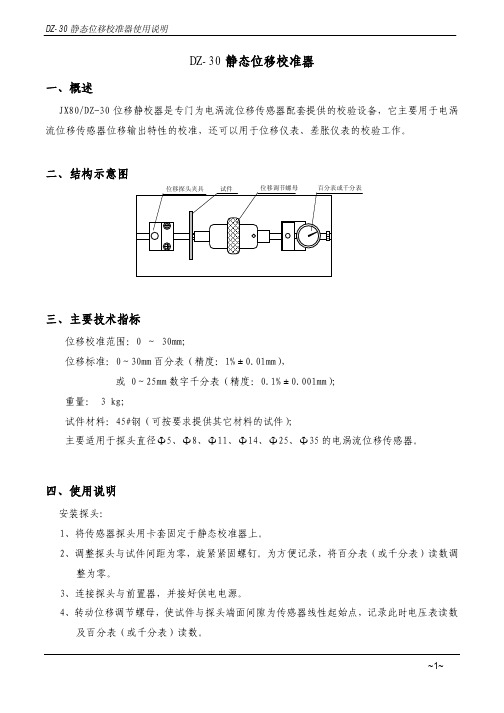
DZ-30静态位移校准器一、概述JX80/DZ-30位移静校器是专门为电涡流位移传感器配套提供的校验设备,它主要用于电涡流位移传感器位移输出特性的校准,还可以用于位移仪表、差胀仪表的校验工作。
二、结构示意图三、主要技术指标位移校准范围:0 ~ 30mm;位移标准:0~30mm百分表(精度:1%±0.01mm),或 0~25mm数字千分表(精度:0.1%±0.001mm);重量: 3 kg;试件材料:45#钢(可按要求提供其它材料的试件);主要适用于探头直径Ф5、Ф8、Ф11、Ф14、Ф25、Ф35的电涡流位移传感器。
四、使用说明安装探头:1、将传感器探头用卡套固定于静态校准器上。
2、调整探头与试件间距为零,旋紧紧固螺钉。
为方便记录,将百分表(或千分表)读数调整为零。
3、连接探头与前置器,并接好供电电源。
4、转动位移调节螺母,使试件与探头端面间隙为传感器线性起始点,记录此时电压表读数及百分表(或千分表)读数。
5、转动位移调节螺母,使试件与探头间隙等量变化,同时记录数字电压表读数与间隙值。
若校准整个监测系统,将传感器输出电压接仪表信号输入端,可同时校准位移表。
由于校准量程有限,用户安装探头时位置要适中;安装起始点为探头头部体端面与试件圆盘间距为零,探头端面与试件圆盘平行,且均垂直于百分表轴心线,以保证传感器线性度。
校验探头直径Φ25mm以上大量程传感器(胀差探头)和仪表需将夹具换成大探头夹具(作为附件提供)。
五、组件主机1套百分表或数字千分表1只Ф8、Ф11、Ф14、Ф16、Ф30探头夹具各1只大探头夹具1付。
试验机位移检定方法
试验机位移检定方法【实用版3篇】目录(篇1)一、试验机位移检定的重要性二、试验机位移检定的方法1.编码器脉冲法2.游标卡尺测量法3.引伸计标定法4.速度标定法5.位移探头测量法6.百分表或千分表测量法三、不同位移传感器的检定方法1.磁致伸缩位移传感器2.电涡流位移传感器3.光电位移传感器四、如何选择合适的位移传感器和检定方法五、总结正文(篇1)试验机位移检定方法一、试验机位移检定的重要性试验机位移检定是保证试验数据准确性和可靠性的重要环节。
在物理力学性能测试和分析研究中,位移传感器的准确度对试验结果具有直接影响。
因此,对试验机位移进行定期检定和校准是十分必要的。
二、试验机位移检定的方法1.编码器脉冲法:编码器脉冲法是一种常用的位移检定方法。
通过对编码器输出的脉冲数进行计数,可以得到试验机位移的大小。
为了提高测量精度,可以将相应脉冲参数乘以 4 后填入。
2.游标卡尺测量法:游标卡尺是一种常用的长度测量工具,可以测量试验机的位移。
将游标卡尺拉出一段,读取游标卡尺上的读数,与试验机的位移进行比较,如有误差则需进行调整。
3.引伸计标定法:引伸计是一种测量材料拉伸或压缩变形的仪器,可以用于试验机位移的标定。
通过对引伸计进行标定,可以得到试验机位移与引伸计读数之间的关系。
4.速度标定法:速度标定法是通过测量试验机的移动速度来计算位移的大小。
可以采用编码器脉冲法或百、千分表等仪器进行测量。
5.位移探头测量法:位移探头是一种测量物体位移的传感器,可以用于试验机位移的测量。
将位移探头固定在试验机上,通过读取位移探头的信号来获取试验机的位移。
6.百分表或千分表测量法:百分表或千分表是一种常用的长度测量工具,可以测量试验机的位移。
将百分表或千分表的一端固定在试验机上,另一端贴在试验机的移动部件上,通过读取百分表或千分表上的读数来获取试验机的位移。
三、不同位移传感器的检定方法1.磁致伸缩位移传感器:磁致伸缩位移传感器是一种基于磁致伸缩原理的线性位移测量传感器。
试验机的通用检测规程
试验机的通用检测规程以下是按照GB/T21838.1-2019进行仪器化压入试验用的试验机的检验和校准方法。
除直接检验法外,间接检验法也用于使用中的试验机例行的周期检验。
对于每种试验方法应单独对试验机进行间接检验。
也适用于便携式试验机。
一、直接检测新制造的试验机应全部进行直接检验和校准。
在间接检验的结果不合格以及最长间隔时间不超过3年的情况下应按以下流程进行简化的直接检验和校准。
1、试验力的校准对使用的每一个力的范围,应以进程和回程两个方向进行校准。
在试验力范围内应至少校准平均分布的16个点,即施加试验力过程中的16个点和卸除试验力过程中的16个点。
此过程应重复至少3次,并应使用平均校准值。
校准值的最大差异不应超过下表给出的允差的一半。
试验力的范围F/N允差/%F≥2±1.00.001≤F<2±1.0F<0.001±2.5对于纳米范围,强烈推荐土1%的允差。
2、位移测量装置的校准所要求的位移测量装置的分辨力取决于要测量的最小压人深度的尺寸。
对于显微范围该值为0.2μm,对于宏观范围应不小于2μm。
3、试验循环的检测应测量试验循环中的试验力的施加、最大试验力的保持和试验力的卸除时间,允差为0.1s。
试验循环每个阶段的持续时间应满足GB/T21838.1-2019的要求。
在试验机拆卸重新组装或搬迁安装后应按1或2进行直接检验。
如果可确认试验机在安装、拆卸和重新组装或重新定位之后校准不改变,则只需要进行间接检验。
在所有情况下每次校准和直接检验之后应进行间接检验。
每次更换压头后,都要对试验机柔度进行检验。
二、间接检验间接检验应定期进行,或在要求高准确度的试验前进行。
间接检验的周期不应超过一年。
建议根据试验机使用的频率来确定是否进行较多次的间接检验。
1、日常检查①在任何一组试验前或定期(例如每天)的每组试验中,应在两个不同的试验力下在已知材料参数的试样上进行试验。
如果试验结果超出再现性的标称范围,应进行间接检验。
静载试验仪校准规范
式中:
——静载仪压力测量回程误差,%FS;
——静载仪压力测量各校准点升行程示值,MPa;
——静载仪压力测量各校准点降行程示值,MPa;
——静载仪压力测量的上限值,MPa;
7.2.2位移的校准
7.2.2.1位移传感器的测杆应移动平稳、灵活,如有功能键,各功能键应工作可靠,测杆的行程超过测量范围上限0.5 mm以上。
4.2原理
静载仪工作时通过与其连接的荷载箱对桩基施加荷载,桩基由于受到荷载的作用产生位移,此时静载仪上的荷载测量装置以及位移测量装置将同步测试出桩基承受的荷载和位移变化,并根据采集到的位移数据与荷载数据得到桩基在受力后的位移随加载力值的变化情况,也就是桩基的静荷载。
5 计量特性
5.1外观及通用要求
5.1.1静载仪应有铭牌,铭牌上应标明静载仪名称、型号、规格、制造厂名称或商标、出厂编号等信息。
8校准结果表达
校准结果应在校准证书或校准报告上反映。校准证书或校准报告应至少包括如下信息:
a)标题:“校准证书”;
b)实验室名称和地址;
c)进行校准的地点(如果与实验室的地址不同);
d)证书的唯一性标识(如编号),每页及总页数的标识;
e)客户的名称和地址;
f)被校对象的描述和明确标识;
g)进行校准的日期,如果与校准结果的有效性和应用有关时,应说明被校对象的接收日期;
7.2.1压力的校准
7.2.1.1校准前调整校准装置与压力传感器,尽量使两者的受压点处于同一水平面上,校准点不少于5点(含零点),所选取的校准点应均匀分布在全量程范围内。
7.2.1.2零位漂移测量在1 h内每隔15 min读数一次。
7.2.1.3示值误差测量,需平稳升压或降压,在各校准点应等待压力值稳定后再读数。按照公式(1)计算示值误差:
静力单轴试验机校准规范:力值部分 编制说明

《静力单轴试验机校准规范:力值部分》编制说明1 任务来源根据原国家质量监督检验检疫总局2018年国家计量技术法规计划立项,由山东省计量科学研究院、中国计量科学研究院、新疆维吾尔自治区计量院主要承担《静力单轴试验机校准规范:力值部分》的制定工作。
2 规范制定的必要性随着工业和科学技术的发展,试验机的种类越来越多,现有的试验机计量检定规程已经不能完全满足试验机计量检定工作的需求,如果依靠增加试验机计量检定规程数量满足需求,将导致出现源源不断地制定大量试验机检定规程的现象,这既不现实也给将来试验机的检定工作带来混乱。
根据原国家质检总局的要求和与国际接轨满足试验机校准的实际需求,按试验机的不同校准参数制订相应的校准规范,因此制定相应的校准规范迫在眉睫,以保证量值的准确统一,满足试验机校准的社会需求。
本规范等效采用ISO 7500-1:2018《静力单轴试验机的检验第1部分:拉力(或)压力试验机测力系统的校准和检验》(Metallic materials-Calibration and verification of static uniaxial testing machines-Part 1:Tension/compression testing machines-Calibration and verification of the force-measuring system),主要用于静力单轴试验机力值部分的校准。
3 《静力单轴试验机校准规范:力值部分》制定过程(1)2018年列入制定计划,初步拟定工作计划,2018年底起草小组进行充分调研,就规范包含的内容、主要技术指标等问题进行了讨论,确定了规范起草的主导思想和原则。
(2)2018年初开始由规范起草单位组织做试验准备,进行试验数据积累。
(3)2018年6月底由起草小组与生产企业进行专题讨论,在此基础上形成《静力单轴试验机校准规范:力值部分》主体框架。
三轴说明书R

TAW-2000 微机控制电液伺服岩石三轴试验机软件使用说明书长春市朝阳试验仪器有限公司2003年1月目录一、软件的安装 (3)二、操作与使用 (3)1、运行程序 (3)2、菜单功能 (3)3、主界面上各按钮的操作和功能 (14)4、主界面上其它功能 (16)5、操作使用中注意事项 (18)一、程序的安装把光盘放入光驱,读取光盘,按光盘提示进行安装即可。
二、操作使用1、运行程序双击快捷方式启动程序,屏幕显示下面的程序主画面2、菜单功能菜单,下面分别介绍如下::文件菜单中包括文件的新建、保存、导出、打印和退出等功能,对试验数据及退出试验程序。
联机菜单是计算机与EDC在此菜单中各EDC一般不用选择,行选择,由于轴向控制器(EDC1传感器的规格,具体选择是:1号为φ50直径试样的变形传感器,2号为φ75直径试样的变形传感器,3号为φ90直径试样的变形传感器。
4号是径向变形控制方式(在使用4号通道时要进行如下的几步操作:一、首先要通过DoSE(在桌面上)把EDC1的参数调出来,根据所选用的传感器的规格在相应的通道内把传感器的数据拷贝到通道4号里,要求是把轴向变形传感器的数据((1号、2号或3号内的Extension SDeF3))复制到4号的SDeF5内;把径向变形传感器的数据((1号、2号或3号内的SDeF5))复制到4号的Extension SDeF5内.这样就可以在4号通道内实现这三种传感器的径向变形控制。
下面举个例子:现在要用φ50直径试样的变形传感器的径向变形传感器控制轴向压力,第一步进入DoSE(EDC编辑器),把Machine1 Sensor data目录下的Extension SDeF3栏目内的数据(全部)拷贝到Machine4 Sensor data SDeF5目录下栏目内;第二步重复第一步,只是把把Machine1 Sensor data目录下的 SDeF5栏目内的数据(全部)拷贝到Machine4 Sensor data Extension SDeF3目录下栏目内;第三步退出DoSE (EDC编辑器),打开程序界面,连接EDC,在设置号选择时选择“4”。
静力试验实验指导书最终版

微小型飞行器结构静力试验航空科学与工程学院航空创新实践基地一、实验目的1.掌握微小型飞行器结构静力试验的基本原理与方法;2.掌握应变、位移的测量方法,掌握加载的方法;3.掌握结构有限元静力分析与静力试验验证的方法;4.熟悉飞机结构强度规范中对静力试验的要求;5.制定静力试验大纲。
二、实验内容1.测试翼梁截面尺寸相同的直机翼、小掠角后掠翼、稍大后掠角后掠翼在大小相同的升力作用下的应力、应变和位移。
2.将测试结果与结构有限元静力分析结果进行对比分析。
三、实验仪器、设备1.支持系统(承力顶棚、承力地坪、承力墙)2.加载系统3.应变测试仪4.位移测试仪5.待测对象微小型飞行器结构静力试验平台如图1所示:该测试系统主要由1)支持系统、2)加载系统、3)应变测试仪、4)位移测试仪和5)待测对象几部分组成。
支持系统用于安装待测对象,包括承力顶棚、承力地坪、承力墙三部分,根据不同的支持方式可选择其中的部分或全部用于支持待测对象。
加载系统采用螺旋加载方式,加载机构通过钢丝绳和试验对象相连接,也可以采用重物加载的方式。
应变测试仪采用DH3815N-2静态应变测试系统,提供1/4桥、半桥、全桥几种测试方法。
位移测试系统采用LXW精密拉线位移测试系统。
四、实验原理将机翼固定在承力墙上,采用重物加载或者螺旋加载的方式给其施加载荷,利用应变测试仪测量机翼在不同载荷情况下的应力、应变,利用拉线式位移传感器测量机翼在不同载荷情况下的位移。
图1 微小型飞行器结构静力试验平台五、实验步骤1.将待测试验件稳固地安装在承力墙上。
2.连接好应变片与应变测试仪的连线。
3.安装好位移传感器,并与测试点进行连接。
4.选择合适的加载方式,如选用重物加载则需要准备好不同质量的加载重物,如选用螺旋加载则需要布置好分力杠杆及连线。
5.连接好测试总线与计算机之间的接头,启动测试软件并进行有关参数的设置。
6.先进行预加载,用20-30%的使用载荷加载,以消除间隙和检验各部分是否正常。
静态位移校准仪操作规程作业指导书

静态位移校准仪操作规程作业指导书一、技术参数静态位移校准仪相关信息:制造厂:上海瑞视仪表电子有限公司型号: RS-9003C标准范围:RS9003A(0-10mm量程),适合于校验φ3~φ14类传感器。
RS9003B(0-30mm量程),适合于校验φ3~φ25类传感器。
RS9003C(0-50mm量程),适合于校验φ3~φ50类传感器。
二、操作步骤为方便操作与数据采集,一般采取现场校验。
1、将静态位移校准仪放在一个牢固的平台上,并且此平台的水平度要符合要求。
2、将百分表安装在静态位移校准仪上。
3、根据探头的大小,选择合适的紧固件及支架,固定好支架,并将探头固定好。
4、将万用表置直流电压挡,黑表笔接前置器的COM端,红表笔接前置器的OUT端。
并将探头的延伸电缆接到前置器上;前置器的供电由TSI卡件供给,-24V接在POWER 端上,0V接在COM端上。
(注在探头未连接时,最好将卡件拔出;探头安装完成后再恢复)5、转动静态位移校准仪的调整盘,使测量面紧靠探头,(注:转动时速度要慢,临近探头时要保留一定的间隙,以免损坏探头)6、调整百分表,使百分表的指名指向表盘的零刻度。
7、转动静态位移校准仪的调整盘,读取百分表,以每25um为基准,使测量面远离探头(注意转动方向),并读取万用表的电压值;调整范围为:0-300um,每调整25um,读一次数据,做好记录。
8、正向完成后,再反向调整一次,并做好记录。
9、操作完成后,将探头拆下,并包好;将百分表拆除,并放入盒子中;恢复前置器接线,并将转动静态位移校准仪擦拭干净。
10、将记录数据录入电脑,出具校验报告。
金属材料 静力单轴试验机的检验与校准 第1部分:拉力和(或)压力试验机测力系统的检验与校准-编制说明

《金属材料静力单轴试验机的检验第1部分:拉力和(或)压力试验机测力系统的检验与校准》编制说明(征求意见稿)一、工作简况1 任务来源本项目是根据国家标准化管理委员会下达的2017年国家标准制修订计划而制定的,国标委项目计划号:20170307—T—604。
项目名称:《金属材料静力单轴试验机的检验》中的第1部分:拉力和(或)压力试验机测力系统的检验与校准》。
参加本标准起草工作的单位:中机试验装备股份有限公司。
本标准的主要起草人:。
2主要工作过程起草阶段:在标准制定任务下达后,负责起草单位——中机试验装备股份有限公司根据国家标准委、技术归口单位的要求和标准项目建议书的内容收集了相关标准和资料,并对力标准机的技术现状进行调查和分析,在此基础上,初步编制了本标准的讨论稿。
本标准的起草工作组于2017年9月12日在长春市召开的起草工作组会议上成立。
在起草会上,与会代表对起草工作组提出的国家标准草案稿,逐条逐句地进行了讨论和研究,提出很多修改意见。
起草会后,标准起草人根据起草会上的修改意见,对标准讨论稿做了修改和完善,于2017年9月26日,形成了标准的征求意见稿。
3 主要参加单位和工作组成员及其所做的工作本标准由中机试验装备股份有限公司、……等单位共同负责起草。
主要成员:。
所做工作:王学峰:提出标准草案,组织起草工作组会议,标准适用范围、术语和定义、技术要求、检验与校准方法的制定,编写标准编制说明;二、标准编制原则和主要内容1 标准编制原则本标准在修订工作中遵循“面向市场、服务产业、自主制定、适时推出、及时修订、不断完善”的原则,标准制定与技术创新、试验验证、产业推进、应用推广相结合,统筹推进。
本标准在结构编写和内容编排等方面依据GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》进行编写。
在确定本标准主要技术性能指标时,综合考虑生产企业的能力和用户的利益,寻求最大的经济、社会效益,充分体现了标准在技术上的先进性和技术上的合理性。
2019年度技术标准清单1

滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时滇中引水工程2019年度技术标准清单编制单位:中国水利水电第七工程局有限公司滇中引水工程大理Ⅱ段施工4标项目经理部 编制时编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日编制时间:2019年2月24日。
静液压试验机指导书
静液压试验机指导书静液压试验机指导书1、介绍1.1 目的本指导书旨在提供静液压试验机的操作指南,使用户了解如何正确操作该设备。
1.2 适用范围本指导书适用于使用静液压试验机的技术人员和操作人员。
2、设备概述2.1 结构和组成静液压试验机由以下部分组成:- 主机:包含液压试验仪表、控制面板等组件。
- 液压试验装置:包括油缸、油泵等部件。
- 辅助设备:如储油罐、压力传感器等。
2.2 技术规格- 最大压力范围:X- 最小压力范围:X- 精度:X- 工作温度范围:X3、安全注意事项3.1 操作前的准备- 确保设备连接正确,电源接地良好。
- 检查液压试验装置是否安装稳固。
- 检查液压油是否充足。
3.2 操作中的安全事项- 遵守操作手册中的要求操作设备。
- 避免超过设备的最大工作压力范围。
- 确保周围工作区域通风良好,避免积存可燃物。
4、操作指南4.1 设备开机4.2 设备校验4.3 液压试验操作步骤- 步骤1:打开主机电源。
- 步骤2:设置目标压力。
- 步骤3:调整液压泵工作速度。
- 步骤4:连接待测试设备。
- 步骤5:开始液压试验,观察压力变化。
- 步骤6:测试结束,记录测试结果。
5、故障排除5.1 故障现象5.2 可能原因5.3 解决方法6、维护与保养6.1 定期检查设备的运行状态和密封性能。
6.2 清洁设备及附件表面。
6.3 定期更换液压油。
附件:- 操作手册- 维护记录表法律名词及注释:1、测试方法:根据相关法规要求进行的测试程序。
2、压力范围:设备能够达到的最大压力和最小压力的范围。
3、精度:用来表示设备测量结果与真实值之间的偏差程度。
4、工作温度范围:设备能够正常工作的温度范围。
静力单轴试验机型式评价大纲

静力单轴试验机型式评价大纲《静力单轴试验机型式评价大纲》评价一种静力单轴试验机型式的重要性在于帮助用户了解该型号的性能和特点,选择合适的试验机以满足其实验需求。
下面是一份关于静力单轴试验机型式评价的大纲。
一、试验机基本信息1. 试验机厂家、型号、生产日期等基本信息。
2. 试验机的外观、尺寸、重量以及主要材料等。
二、试验机性能参数1. 抗压力范围:包括最大压力、最小压力、可调压力范围及其误差。
2. 位移控制范围:包括最大位移、最小位移、可调位移范围及其误差。
3. 位移速度控制范围:包括最大位移速度、最小位移速度、可调位移速度范围及其误差。
4. 控制精度:包括位移精度、速度精度、负荷精度等。
5. 其他特殊功能:如应力松弛测试、加载速度变化测试等。
三、试验机结构特点1. 架构类型:液压试验机、电动试验机、电液伺服试验机等。
2. 控制系统:包括位移控制系统、负荷控制系统、温度控制系统等。
3. 试验间隙调整方式:包括手动调整、电动调整、自动调整等。
4. 安全保护装置:如过载保护、位移限位等。
5. 附加功能:如数字显示仪表、数据采集系统等。
四、试验机操作和维护1. 操作流程:包括试验前准备、试验过程控制以及试验后处理等。
2. 操作便捷性:包括控制面板的设置、软件界面的友好程度、操作响应速度等。
3. 维护要求:包括试验机的日常保养、仪器校准和故障处理等。
五、试验机配套设备和服务1. 配套设备:如夹具、加载传感器、温度传感器等。
2. 售后服务:包括产品保修、技术支持、培训等。
3. 相关认证和证书:如ISO认证、CE认证等。
六、用户评价与案例分析1. 用户评价:收集用户对该型号试验机使用体验的评价和反馈。
2. 优秀案例分析:介绍该型号试验机在不同领域的成功应用案例。
通过对静力单轴试验机型式的评价,用户可以全面了解和评估该型号试验机的性能、结构特点以及操作和维护等方面的表现。
这样可以帮助用户选择适合自己实验需求的试验机,并确保实验的准确性和可靠性。
静载试验仪校准规范
5.1.2静载仪各组成部分应附有使用说明书。包括系统的主要技术资料、软件版本号、安装条件、连接方法和基本使用方法说明等以及其他有关的技术指标。
5.1.3静载仪的外形结构应完好,紧固部件无松动。表面不应有明显的凹痕、外伤、裂缝和变形等现象。
5.1.4静载仪所有开关、接插件和按键都应接触可靠,定位准确;各部位开关、按键操作应灵活可靠。
A.2.5 合成标准不确定度
以上各项标准不确定度分量是互不相关的,因此其合成标准不确定度为:
0.0064mm
A.2.6 扩展标准不确定度
当P=95%时,取包含因子 =2,则:
U=k× =2×0.0064=0.013mm
附录B
静载试验仪校准记录(供参考)
编号
委托单位:联系信息:
设备名称:型号、规格:出厂编号:
A.2.4.2由测量重复性引入的不确定度分量
采用A类方法,以50mm测量点进行分析。试验结果如表A.2所示。
表A.2
测量序号
1
2
3
4
5
平值值:mm
示值:mm
49.99
49.98
50.00
49.97
50.00
49.989
测量序号
6
7
8
9
10
示值:mm
49.99
49.98
49.99
49.98
49.99
在实际测量中是以2次测量的平均值作为测量结果,由贝塞尔公式可得 0.0062 mm,则: 0.0062mm
7.2.2.2选取的校准点应不少于6个点(不含零点),所选取的校准点应均匀分布在全量程范围内。静载仪配置的位移传感器量程为50 mm时,推荐选取的校准点为5 mm、10 mm、20 mm、30 mm、40 mm和50 mm。
静载试验技术控制以及规范要求

静载试验技术和要求一、工程桩应进行单桩承载力和桩身完整性检测。
二、量测仪表应每年经国家法定计量单位检定并出具合格证,使用时在有效检定期内,以保证基桩检测数据的准确可靠性和可追溯性。
三、预制桩休止期持力层为粘性土,应为28天以上;砂质粉土、砂性土宜为14天,灌注桩28天以试桩为中心1.0至1.5倍桩长为半径范围内没有强烈振动干扰的条件下,休止28天以上。
四、为设计提供依据的静载试验,应加载至地基土破坏(抗拔:桩侧土体破坏、水平试验:桩侧土体破坏或桩身结构破坏);为工程验收而进行抽样检测的静载试验,最大加载量不应小于单桩竖向抗压、抗拔、水平承载力设计值的1.6倍。
五、抽检数量:单位工程内同一条件下(同地质条件;同桩型、规格;同施工工艺;同队伍、人员素质、机械;同设计要求)试桩数量不应小于总桩数的1%,且不应小于3根;工程桩总桩数在50根内,不应小于2根(包括抗拔、水平)。
六、单桩承载力检测应明确给出每根桩的承载力检测值,据此并结合整个工程桩身完整性检测的结果,给出该单位工程同一条件下的单桩极限承载力是否满足设计要求的结论。
不仅对来样负责,还要用小样本推断大母体。
七、静载试验前应进行低应变测试。
八、灌注桩试桩必须进行成孔质量检测,包括孔径、孔深、沉渣厚度及垂直度,充盈系数允许范围1.0至1.3。
九、对接桩质量有明显缺陷的多节预制桩、充盈系数偏大或偏小、扩缩径明显且没有代表性的灌注桩不应作为试桩。
十、千斤顶使用:最大安全油压:70MPa当采用两台以上千斤顶加载时,其型号、规格应一致。
所有千斤顶应并联同步工作,其合力中心应与桩的中心重合。
十一、抗压加载反力装置:锚桩横梁反力装置、压重平台反力装置、锚桩压重联合反力装置、地锚反力装置。
加载反力装置提供的反力不应小于预估最大荷载的1.2倍(水平:1.25~1.5倍)。
应对加载反力装置的全部构件进行强度和变形验算。
不宜利用静压机作反力装置。
十二、锚桩横梁反力装置应对锚桩抗拔力进行验算,采用工程桩作锚桩时,锚桩数量不应少于4根。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
静力单轴试验机校准规范
第3部分:位移、速度
编制说明
起草:静力单轴试验机校准规范编写组审查:全国力值硬度重力计量技术委员会
一、任务来源
根据国家市场监督管理总局2018年国家计量技术法规文件制定/修订计划,在归口单位全国力值硬度重力计量技术委员会计量技术委员会领导下,由福建省计量科学研究院、深圳市计量质量检测研究院和山东省计量科学研究院作为主要起草单位组成的静力单轴试验机校准规范第3部分:位移、速度国家计量校准规范起草小组制定《静力单轴试验机校准规范第3部分:位移、速度》。
二、制定背景
静力单轴试验机位移及移动速度对材料力学性能试验至关重要,GB/T 23457-2009《预铺湿铺防水卷材》、GB 18242-2008《弹性体改性沥青防水卷材》、GB 18243-2008《塑性体改性沥青防水卷材》、GB 23441-2009《自粘聚合物改性沥青防水卷材》、GB 12952-2011《聚氯乙烯防水卷材》、GB 18173.1《高分子防水材料第1部分:片材》等标准要求的试验速率为100mm/min;GB/T 23445-2009《聚合物水泥防水涂料》要求的试验速率为200mm/min;GB 12952-2011《聚氯乙烯防水卷材》、GB 18173.1《高分子防水材料第1部分:片材》等标准要求的试验速率为250mm/min;GB 18173.1《高分子防水材料第1部分:片材》橡胶类、GB 18173.2-2014《高分子防水材料第2部分:止水带》、GB/T 18173.3-2014《高分子防水材料第3部分:遇水膨胀橡胶》、GB 18173.4-2010《高分子防水材料第4部分:盾构法隧道管片用橡胶密封垫》、GB/T 19250-2013《聚氨酯防水涂料》、JC/T 408-2005《水乳型沥青防水涂料》等标准要求的试验速率为500mm/min;
GB/T1040-2006《塑料拉伸性能的测定》要求试验速度范围:1mm/min ~500mm/min,允差:±20%~±10%;GB/T1041-2008 《塑料压缩性能的测定》要求试验速度范围:1mm/min ~20mm/min,允差:±20%~±10%。
目前试验机规程没有对试验机位移(mm)及移动速度(mm/min)的提出详细的测量方法。
随着静力单轴试验机制造技术的进步,试验机位移及移动速度的测量方法也在提升。
有必要制定专门的校准规范对试验机位移及移动速度的技术指标和校准方法进行全面、系统的阐述。
制定该校准规范,为全国各计量技术机构开展静力单轴试验机位移及移动速度的校准提供技术依据,指导和规范操作行为,保证其量值科学合理溯源,提高产品检测质量,促进产业发展具有重要意义。
三、采用国际标准情况
静力单轴试验机在我国应用比较普及,国内外技术机构对试验机的位移和移动速度进行了相关的技术研究。
本校准规范的制定修改采用了美国材料试验学会(ASTM)标准E2309/E2309M-16规定试验机位移测量系统的分级和测量程序,ASTM E2658-15规定试验机速度测量系统的分级和测量方法。
本规范根据我国的相关技术规范对美国材料试验学会(ASTM)标准中试验机位移及速度测量系统的分级表示方式进行了修改。
(A~F 级分别对应0.5~5级)。
四、适用范围和主要技术内容
本规范适用于新制造、使用中及修理后的具备位移测量系统及移
动速度测量系统的静力单轴试验机位移及移动速度的校准。
规范主要内容包括:1 范围,2 引用文件,3 概述,4 计量特性,5 校准条件,6 校准项目和校准方法,7 校准结果表达,8 复校时间间隔以及附录。
《静力单轴试验机校准规范
第3部分:位移、速度》起草小组
2019年10月15日。