气胎离合器
气动离合器
定义科技名词定义中文名称:空压离合器英文名称:air actuated clutch定义1:主、从动部分在同轴线上传递动力或运动时,具有接合或分离功能的装置。
应用学科:机械工程(一级学科);机械零件(二级学科);离合器(三级学科)定义2:在主传动装置中,使主、从动轴结合或脱离的传动组件。
应用学科:水产学(一级学科);渔业船舶及渔业机械(二级学科)气动离合器相关介绍工作原理通过按压一个旋转的东西让另一个本来停止的东西旋转起来的物体。
如:汽车的场合,起动时要先靠离合器的传导来使引擎旋转起来。
气动离合器:气动离合器顾名思义是靠空压来连接,靠复归弹簧来放开。
气动离合器在各种业界被以各种方法使用着,和其他的离合器相比有很多的利点,即使是相同机能也持有很优越的性能。
与磁粉离合器的比较气动式产品和电磁式产品的性能优势比较1.气动产品工作中的反应速度快出30%2.气动传输的动转矩大出40%3.摩擦板的使用寿命长出6倍4.气动产品仅消耗电磁产品60%的能量5.散热能力高出30%常用型号和功能介绍空压离合制动器与一般的电磁式相比,不会发生因放热效果过高而减弱转矩及产生电气火花。
能确保大工作量的完成。
并且,转矩控制的范围广,最适合于张力控制器。
由空压压力作动使得起动柔和,停止动作平稳,热能回收简单。
通过控制器的操作,调整,平稳进行连接,充分发挥制动性能。
由于构造简单,实现长期使用化,容易维修。
CSMP<微型〉把CSCP(标准型)小型化,省资源,省空间微型产品。
●微型空压离合器把标准型空压离合器(CSCP)所有特长吸取进来,再进一步轻量化,小型化。
是所有机械小型化设计之必需制品。
CSCP<标准型〉适合过酷使用的耐久性和不产生电气火花的信赖设计。
●标准型空压离合器是空压离合器的代表。
由空气压在广范围内调整转矩。
散热效果好,摩擦板厚,适用于高频度,高负荷,连续滑动等过酷的使用条件。
调整空气压使起动柔和。
也可以作为扭力限制器来使用CDP<双面型〉安装简单的双面型。
气动离合器配件名称大全
气动离合器配件名称大全
以下是一些气动离合器配件的常见名称:
1. 气动离合器活塞
2. 气动离合器壳体
3. 气动离合器压盘
4. 气动离合器摩擦片
5. 气动离合器压盘螺钉
6. 气动离合器弹簧
7. 气动离合器离合轴
8. 气动离合器离合器盖
9. 气动离合器双盘离合器片
10. 气动离合器压盖螺钉
11. 气动离合器调整螺纹
12. 气动离合器内齿
13. 气动离合器传感器
14. 气动离合器密封圈
15. 气动离合器气缸体
16. 气动离合器控制阀
17. 气动离合器释放轴
18. 气动离合器弹簧压板
19. 气动离合器减震垫
这只是一部分配件名称的列表,实际上还有更多的配件名称,根据具体的离合器型号和制造商可能会有所不同。
气动离合器使用说明

©伊顿公司 2006 年 版权所有
1
图 A-Airflex VC 型离合器的零部件
旋转接头组件
法兰
离合器
公轮毂
母轮毂
轴套
项目 1 2 3 4 5 6 7 8 9 10 11 12 13
描述 轮缘 气胎(需要时带阀杆开口环) 弯管组件 压缩环(包括在部件 3 中) 进气管 进气管垫圈 摩擦瓦组件 空气管组件(成对安装) 垫圈组件(成对安装) 摩擦片及紧固件组件 侧板(需要两块) 力矩杆 释放弹簧
2. 过盈配合的法兰采用油浴或炉 1 内加热,用火加热时必须均匀加 热至 121 摄氏度,防止局部过 热, 如图例 2.
进气孔
3. 轴 的 对 中 轴的对中偏差,必须在规定的偏 差范围内,即 径向偏差:+/-0.127mm 端面偏差:0.0005mm/mm
先设定基准,如果离合器安装 在带有滑动轴承的轴上,保证 轴处于轴承中心。正确的“X” 尺寸见安装说明书附表 2。此处 假定一根轴(小齿轮轴)已正确 定位并固定,百分表固定在轮毂 轴套上,从法兰外径上读数,安 置一个刚性托架来支撑百分 表,将其固定在轮毂轴套上, 如图 3.
打开进气系统总闸阀,观察气包 19
20
12
上的气压表或压力调节阀附带
的气压表,随着压力的上升,改
旋钮
变调压阀旋钮的位置,可使系统
的工作压力限定在不同点,通常
工作压力定为 6.9bar(100PSI),
气压最大不能超过
8.6bar(125PSI).
22. 低气压跳闸设定 由气罐上的压力开关(图 16)实 现,当系统工作气压低于工作压 21 力的 90%时,离合器脱开。 该气压开关是一个由气压控制 的常开触点, 气压低于工作压 力时,触点断开,气压高于工作 压力时,触点接合。 设定时,先使储气罐中压力达到 工作压力 100PSI,此时用万用表 (电阻档)量气压开关的触点 1 及 2(图 22),应是断开,用螺丝 刀拧气压开关上的调整旋钮,一 直到万用表显示触点接通的一 刹那,停止拧旋钮.如此反复几项
离合器检验规程
气胎离合器的检验规程参照行业标准SY/T 6760-2010《石油钻采设备用气胎离合器》,制定本检验要求如下:一、气胎离合器的外观检验:1、无漏装零件、无磕碰、无划伤现象;2、所有紧固件螺栓、螺母无松动现象,螺母下弹簧垫片应压平。
二、尺寸检验:1、气胎离合器的尺寸检验,请参照图纸要求进行。
2、气胎离合器装配后,内孔尺寸(相对两摩擦片之间的距离)为摩擦毂直径+3mm到+8mm。
3、离合器的接口尺寸按附表规定的尺寸要求。
三、其他要求:1、离合器的定位止口、键槽、进气孔螺纹等加工面,应清理干净后,涂上防锈剂。
2、离合器摩擦块表面不应有气泡、龟裂、凹凸、夹杂物等影响使用和损伤摩擦轮的缺陷。
3、离合器安装后摩擦块和摩擦轮的间隙,应符合SY/T 6586-2003的规定。
4、离合器摩擦块内弧面应和定位止口内(或外)圆面同轴。
其同轴度为1mm。
5、离合器摩擦块固定螺钉材质采用H62黄铜,其机械性能应符合YS/T 649-2007的规定。
四、性能试验1、气胎性能试验离合器气胎性能试验方法应符合GB/T 528-2009、GB/T 531-2008和HG/T2293-1992的规定。
2、摩擦块性能试验离合器的摩擦块性能试验方法应符合GB/T 5764-1998及SY/T 5023-1994的规定。
3、平衡试验离合器出厂前进行静平衡试验,平衡品质等级应达到G16等级。
4、气密试验离合器气胎及气道通入1.25倍额定工作压力的压缩空气,保压10min,压力下降在0.05MPa以内。
5、接合试验气胎离合器安装在运转试验台上,在规定的离合转速下,应接合脱开灵活。
6、运行试验气胎离合器按规定的工况,在运转试验台上连续运行不小于2h,离合器运行平稳可靠。
附表:气胎离合器基本参数。
船用气胎离合器

SC/T 8115-2000前言气胎离合器在渔船动力装v配套使用中比其他形式的离合器有更好的使用性能。
CB/T 3860-19994船用气胎离合器》标准所定的产品指标如工作转速、联接形式、外形尺寸及装置重量等均不适用于渔船使用,为此制定适用于渔船使用的渔船气胎离合器标准。
本标准在制定中参考了CB/T 3860以及《钢质海洋渔船建造规范》(1998)中有关的一些内容。
本标准的附录A;附录B都是提示的附录。
本标准由全国渔船标准化技术委员会提出。
本标准由中国水产科学研究院渔业工程研究所归口。
本标准起草单位:中国水产科学研究院渔业工程研究所、舟山兴业有限公司船厂。
本标准主要起草人:陶友伟、祝继跃‘29a中华人民共和国水产行业标准渔船气胎离合器Fishing vessel pneumatic clutchsC/T 8115-20001 范圈本标准规定了渔船气胎离合器的产品规格、技术要求、静态试验及甜试装置、运行试验、检查规则、产品供应范围和产品的标志、包装、运翰及贮存。
本标准适用于渔船气胎离合器的设计、制造、试验与验收。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
G$ /T 5 28-1998 硫化橡胶或热塑性像胶拉伸应力应变性能的浏定GB /T 5 31-1992 硫化橄胶邵尔A硬度试验方法GS /T 5 764-1998 汽车用离合器面片3 产品规格3.飞塑号及主要参数型号及主要参数见表1及图1_表 1 C Q L型系列气胎离合器规格型号及主要参数序号名称符号单位硬号CQL1050 〔QL900 CQL75。
一CQL600 〔QL400 CQL250 CQLIOO1 公称扭矩}}M N .m 105 00 I}。
000 7 500 60 00 1}400 02 500 ! 1 00 02 轴人转速段.口‘ r/min 400 毛50 {} 750 1 000 }150 03 工作压力}* MPa一} } 0.85 0.85 0.75 0.75 {0.754 接合时间t, s <15 <15 <15 <15 蕊15 <1s <1s5 脱开时间},: S <10 <10 簇10 <10 <10 成10 <106正常工作环境盗度T ℃一5^50 一5- 50 -5^50 -5^-50 一5^ 50 一5~ 50 -5-50 7 康擦材料石梅钥丝堆擦块石楠钥丝卒擦块石棉扭丝雄井块石梅用丝康擦块石抽钥丝康擦块石招姐丝章攘块石娜栩丝爪攘块8 扭矩贮备系数}}R 2 2 2 2 2 }一2 } 2g }何兹{}考【口nl 4^ 6 4---6 {}4-6{}4-6 3--5 2~4 .2^-今10 外鼓轮直径D 口目】880 812 710 470 1 { 516 4仓511}一内鼓轮直径Dm mm}一660 }605 508 }一 405 353 25412 } 长度L r.口比630 610 }} 514 514 44心今4013 孔径d mIn }}139.5 129.5 129.5 109.5 94.5 右9.5 5认514 } 锥度) };:10 1 -1 0 1::。
离合器各部件的名称
离合器各部件的名称
1. 离合器盘(Clutch Disc):连接发动机和变速器的部件,通过与飞轮紧密接触来传递动力。
2. 离合器压盘(Clutch Pressure Plate):用来夹紧离合器盘的部件,通过压力来保持离合器盘与飞轮的接触。
3. 离合器驱动盘(Clutch Drive Plate):连接离合器盘和离合器压盘的部件,当压力盘施加压力时,通过离合器驱动盘来传递动力。
4. 离合器释放器(Clutch Release Bearing):控制离合器压盘的压力释放的部件,当踩下离合器踏板时,释放器会压缩离合器盘,打破发动机和变速器之间的动力传递。
5. 离合器分离器(Clutch Separator):用于分离离合器盘和释放器的部件,当离合器踏板松开时,分离器使离合器盘从飞轮上分离,停止动力传递。
6. 踏板系统(Pedal System):包括离合器踏板和杆件,用于操作离合器的部件。
当踩下踏板时,通过杆件将力传递给离合器释放器。
7. 离合器液压系统(Clutch Hydraulic System):由离合器主缸、从缸、管道和液压传动介质组成,用于传递压力到离合器释放器,控制离合器的操作。
8. 螺栓和螺母(Bolts and Nuts):用于固定离合器盘、压盘、驱动盘和飞轮的部件。
它们起到连接和固定离合器各部件的作用。
气动离合器的工作原理
气动离合器的工作原理
气动离合器是一种利用气压作为动力源来驱动的离合器,其工作原理如下:
1. 气源供气:气动离合器需要连接到气压系统,通常使用压缩空气作为动力源。
当气源供气时,气压系统会提供一定的气压给离合器。
2. 活塞运动:气动离合器具有一个或多个气动活塞。
当气压进入离合器时,活塞会受到气压的作用而运动。
通常,一个气动离合器会包含两个活塞,一个用于压紧离合器压盘,另一个用于释放离合器压盘。
3. 压紧离合器压盘:在压紧阶段,气动活塞会施加压力,将离合器压盘压紧在离合器摩擦盘上。
这样,离合器压盘与摩擦盘之间的摩擦力会增加,从而实现动力的传递。
4. 释放离合器压盘:当需要取消离合器时,气动活塞会释放气压,使离合器压盘离开摩擦盘。
这将降低离合器压盘与摩擦盘之间的摩擦力,停止动力传递。
总之,气动离合器的工作原理是通过气压控制活塞的运动,从而实现压紧和释放离合器压盘,以控制动力传递。
球磨机用气动离合器说明书范文

球磨机用气动离合器说明书球磨机用气动离合器使用说明书北京清大昊盛科技有限公司前言非常荣幸贵公司使用我们的产品,感谢您们对我们工作的大力支持,我们将竭尽全力做好技术咨询和售后服务工作,让我们的产品成为连结的纽带使我们各自企业发展壮大。
★敬请用户在安装、调试、使用、维修气动离合器之前详细阅读“使用说明书” ,这将为您的工作带来方便,避免出现工作失误。
★请保管好“使用说明书”及其它技术文件。
谢谢合作。
联系我们:北京清大昊盛科技有限公司电话:传真:联系人:邓强联系电话:目录一、球磨机用气动离合器应用简介二、气动离合器的工作原理三、气动离合器的选型四、气动离合器的安装五、气动离合器的调试六、操作与维护附图一、球磨机用气动离合器应用简介球磨机用气动离合器是重载中低速气动离合器。
重载中低速气动离合器主要用于中低速大扭矩动力机与工作机的连结或脱离,同时有利于工作机的带载启动。
在球磨机动力系统配置中主要有两种形式:一是,电动机+减速机+联轴器或气动离合器+滚筒,在这种方案中气动离合器使用的较少;二是,TDMK同步电动机+气动离合器+球磨机〔图一〕,在这种方案中气动离合器是必不可少的关键部件。
球磨机用气动离合器〔以下简称气动离合器〕是针对球磨机低速大扭矩运转、重载启动而专门设计的,其特点是:1、同步电动机能够空载启动,能够发挥出最大扭矩,启动性能好。
2、电动机空载启动减小了对电网的冲击。
3、气动离合器能够调整最佳的连结时间,降低加速度,减少对机械系统的冲击。
4、能够补偿电动机轴与滚筒轴之间安装误差。
二、气动离合器的工作原理气动离合器〔图二〕主要由离合器、气控系统、电控系统组成。
1、离合器1.1离合器的作用是在气控系统提供合适的气源动力下,由电控系统控制使气胎充气或排气,完成电动机与球磨机滚筒的连结或脱离。
1.2 离合器的结构〔图三〕主要由输入轮毂、输气管路、气胎、闸瓦、闸瓦轴、摩擦鼓轮、输出轮毂等组成。
1.3 同步电动机必须是穿孔轴,以便压缩空气经过。
气动离合器结构
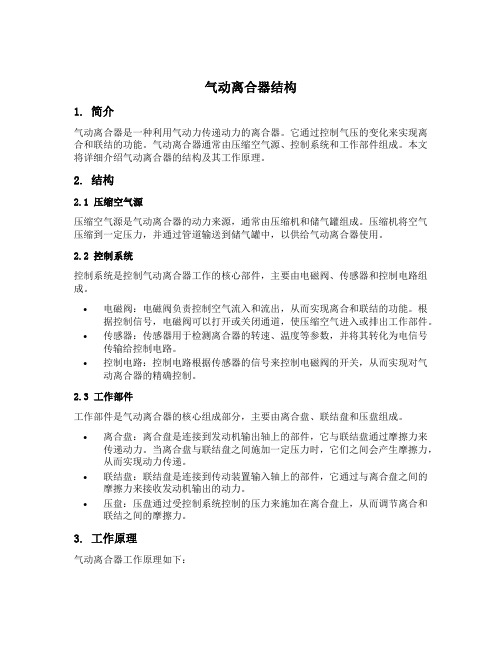
气动离合器结构1. 简介气动离合器是一种利用气动力传递动力的离合器。
它通过控制气压的变化来实现离合和联结的功能。
气动离合器通常由压缩空气源、控制系统和工作部件组成。
本文将详细介绍气动离合器的结构及其工作原理。
2. 结构2.1 压缩空气源压缩空气源是气动离合器的动力来源,通常由压缩机和储气罐组成。
压缩机将空气压缩到一定压力,并通过管道输送到储气罐中,以供给气动离合器使用。
2.2 控制系统控制系统是控制气动离合器工作的核心部件,主要由电磁阀、传感器和控制电路组成。
•电磁阀:电磁阀负责控制空气流入和流出,从而实现离合和联结的功能。
根据控制信号,电磁阀可以打开或关闭通道,使压缩空气进入或排出工作部件。
•传感器:传感器用于检测离合器的转速、温度等参数,并将其转化为电信号传输给控制电路。
•控制电路:控制电路根据传感器的信号来控制电磁阀的开关,从而实现对气动离合器的精确控制。
2.3 工作部件工作部件是气动离合器的核心组成部分,主要由离合盘、联结盘和压盘组成。
•离合盘:离合盘是连接到发动机输出轴上的部件,它与联结盘通过摩擦力来传递动力。
当离合盘与联结盘之间施加一定压力时,它们之间会产生摩擦力,从而实现动力传递。
•联结盘:联结盘是连接到传动装置输入轴上的部件,它通过与离合盘之间的摩擦力来接收发动机输出的动力。
•压盘:压盘通过受控制系统控制的压力来施加在离合盘上,从而调节离合和联结之间的摩擦力。
3. 工作原理气动离合器工作原理如下:1.当气压进入气动离合器时,控制系统中的电磁阀打开,压缩空气进入离合器的压盘。
2.压盘施加一定的压力在离合盘上,使其与联结盘之间产生摩擦力。
3.当离合和联结之间的摩擦力大于传动装置所需的扭矩时,动力被传递到传动装置。
4.当需要离合时,控制系统中的电磁阀关闭,压缩空气排出离合器的压盘。
5.离合和联结之间的摩擦力减小,动力传递中断。
通过控制气压的变化,气动离合器可以实现快速、精确地进行离合和联结操作。
离合器和制动器的工作原理
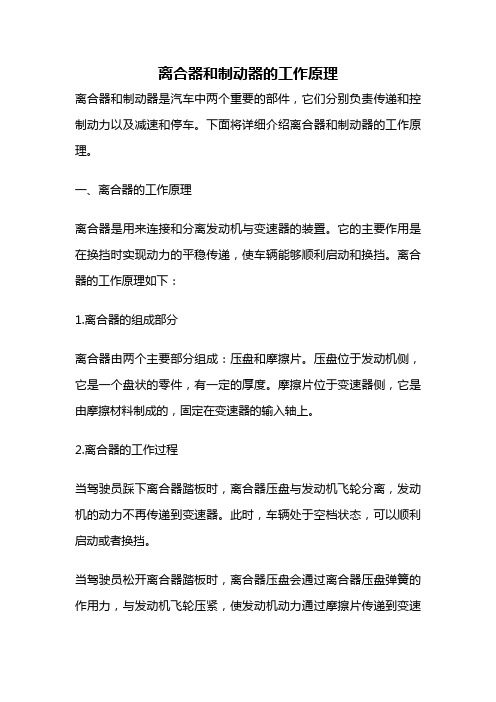
离合器和制动器的工作原理离合器和制动器是汽车中两个重要的部件,它们分别负责传递和控制动力以及减速和停车。
下面将详细介绍离合器和制动器的工作原理。
一、离合器的工作原理离合器是用来连接和分离发动机与变速器的装置。
它的主要作用是在换挡时实现动力的平稳传递,使车辆能够顺利启动和换挡。
离合器的工作原理如下:1.离合器的组成部分离合器由两个主要部分组成:压盘和摩擦片。
压盘位于发动机侧,它是一个盘状的零件,有一定的厚度。
摩擦片位于变速器侧,它是由摩擦材料制成的,固定在变速器的输入轴上。
2.离合器的工作过程当驾驶员踩下离合器踏板时,离合器压盘与发动机飞轮分离,发动机的动力不再传递到变速器。
此时,车辆处于空档状态,可以顺利启动或者换挡。
当驾驶员松开离合器踏板时,离合器压盘会通过离合器压盘弹簧的作用力,与发动机飞轮压紧,使发动机动力通过摩擦片传递到变速器。
此时,车辆可以正常行驶。
二、制动器的工作原理制动器是用来减速和停车的装置。
它的主要作用是通过摩擦产生的阻力,将车辆的动能转化为热能,从而实现减速和停车的目的。
制动器的工作原理如下:1.制动器的组成部分制动器由几个主要部分组成:制动盘、制动片和制动器活塞。
制动盘位于车轮上,它是一个圆盘状的零件,有一定的厚度。
制动片位于制动盘的两侧,它是由摩擦材料制成的,用于与制动盘接触。
制动器活塞通过液压系统控制制动片的接触力度。
2.制动器的工作过程当驾驶员踩下制动踏板时,液压系统会将制动器活塞向制动盘方向推动,使制动片与制动盘接触。
由于制动片与制动盘之间的摩擦力,车轮受到阻力而减速。
同时,制动器活塞的压力会使制动片与制动盘之间的接触力度增大,从而增加制动效果。
当驾驶员松开制动踏板时,液压系统会停止向制动器活塞施加压力,制动片与制动盘之间的接触力度减小,车轮逐渐恢复正常状态,车辆继续行驶。
离合器和制动器分别负责传递和控制动力以及减速和停车。
离合器通过连接和分离发动机与变速器实现动力的平稳传递;制动器通过摩擦产生的阻力将车辆的动能转化为热能,实现减速和停车的目的。
离合器的结构和工作原理

离合器的结构和工作原理离合器是汽车或其他机械设备中的一种关键部件,用于控制动力传输,实现发动机与传动系统之间的分离和连接。
离合器的结构和工作原理对于机械设备的正常运行至关重要。
一、离合器的结构离合器通常由驱动盘、摩擦盘、压力盘、压盘弹簧、摩擦片等组成。
1.驱动盘:也称为飞轮,是连接发动机输出轴的部件,它通过曲轴旋转提供动力。
2.压力盘:安装在驱动盘上方,由压盘弹簧压紧,将动力传递给摩擦盘。
3.摩擦盘:摩擦盘设置在压力盘的下方,通常由金属制成,具有摩擦材料(如摩擦片)覆盖,通过与发动机输出轴的接触实现动力传递。
4.压盘弹簧:压紧压力盘并连接驱动盘的弹簧,通过压紧压力盘以提供必需的压力,使摩擦盘与驱动盘之间实现良好的摩擦。
5.摩擦片:覆盖在摩擦盘表面的摩擦材料,其与摩擦盘和压力盘之间的摩擦力使得传动器能够从发动机输入转矩并将其传递给传动系统。
二、离合器的工作原理离合器的工作原理是通过控制压力盘的压紧程度来实现发动机与传动系统之间的分离和连接。
1.空闲状态:当离合器踏板未被踩下时,驱动盘、压力盘和摩擦盘之间的摩擦力使其减速或停止旋转,发动机的输出轴和传动系统之间不会传递动力。
3.过渡状态:在离合器处于连接状态时,如果需要逐渐接通摩擦力,踩下离合器踏板可以减小压盘弹簧的压紧,使得发动机的输出轴和传动系统之间的摩擦盘逐渐接触。
这样可以减少冲击和磨损,并实现平稳的转换。
4.滑移状态:当离合器处于连接状态时,通过踩下离合器踏板可以产生摩擦片与摩擦盘之间的滑转。
这在起步或换挡时非常有用,因为当两个部件初次接触时,它们可能以不同的速度旋转。
滑转可以使它们逐渐同步,减少或消除冲击。
总的来说,离合器的工作原理是通过控制压力盘的压力大小和摩擦盘的摩擦力来实现发动机输出轴和传动系统之间的连接和分离。
这种设计使得离合器可以在不损坏发动机和传动系统的情况下,实现顺畅的换挡和平稳的起步。
球磨机用气动离合器说明书

球磨机用气动离合器说明书-CAL-FENGHAI.-(YICAI)-Company One1球磨机用气动离合器使用说明书北京清大昊盛科技有限公司前言非常荣幸贵公司使用我们的产品,感谢您们对我们工作的大力支持,我们将竭尽全力做好技术咨询和售后服务工作,让我们的产品成为连结的纽带使我们各自企业发展壮大。
★敬请用户在安装、调试、使用、维修气动离合器之前详细阅读“使用说明书” ,这将为您的工作带来方便,避免出现工作失误。
★请保管好“使用说明书”及其它技术文件。
谢谢合作。
联系我们:北京清大昊盛科技有限公司电话: 0传真: 0联系人:邓强联系电话:目录一、球磨机用气动离合器应用简介二、气动离合器的工作原理三、气动离合器的选型四、气动离合器的安装五、气动离合器的调试六、操作与维护附图一、球磨机用气动离合器应用简介球磨机用气动离合器是重载中低速气动离合器。
重载中低速气动离合器主要用于中低速大扭矩动力机与工作机的连结或脱离,同时有利于工作机的带载启动。
在球磨机动力系统配置中主要有两种形式:一是,电动机+减速机+联轴器或气动离合器+滚筒,在这种方案中气动离合器使用的较少;二是,TDMK同步电动机+气动离合器+球磨机〔图一〕,在这种方案中气动离合器是必不可少的关键部件。
球磨机用气动离合器〔以下简称气动离合器〕是针对球磨机低速大扭矩运转、重载启动而专门设计的,其特点是:1、同步电动机可以空载启动,能够发挥出最大扭矩,启动性能好。
2、电动机空载启动减小了对电网的冲击。
3、气动离合器可以调整最佳的连结时间,降低加速度,减少对机械系统的冲击。
4、可以补偿电动机轴与滚筒轴之间安装误差。
二、气动离合器的工作原理气动离合器〔图二〕主要由离合器、气控系统、电控系统组成。
1、离合器离合器的作用是在气控系统提供合适的气源动力下,由电控系统控制使气胎充气或排气,完成电动机与球磨机滚筒的连结或脱离。
离合器的结构〔图三〕主要由输入轮毂、输气管路、气胎、闸瓦、闸瓦轴、摩擦鼓轮、输出轮毂等组成。
联轴器、离合器与制动器名词术语

联轴器、离合器与制动器名词术语联轴器coupling刚性联轴器rigid couping套筒联轴器sleeve couping凸缘联轴器flange couping夹壳联轴器split couping齿式联轴器gear couping十字滑块联轴器Oldham couping滑块联轴器NZ claw type couping链条联轴器chain couping万向联轴器universal joint双万向联轴器double universal joint十字轴式万向联轴器universal coupling with spider 弹性联轴器resilient shaft couping金属弹性元件联轴器couping with metallic elastic element 簧片联轴器flat spring couping蛇行弹簧联轴器serpentine steel flex couping波纹管联轴器couping with corrugated pipe 牙签式联轴器jaw and toothed couping膜片联轴器diaphragm couping非金属弹性元件联轴器couping with non-metallic elastic element 轮胎式联轴器couping with rubber type element橡胶金属环联轴器couping with rubber-metal ring 橡胶套筒联轴器couping with rubber sleeve橡胶块联轴器couping with rubber pads橡胶板联轴器couping with rubber plates多角形橡胶联轴器couping with polygonal rubber element 弹性套柱销联轴器pin coupling with elastic sleeve 梅花形弹性联轴器coupling with elastic spider弹性柱销联轴器elastic pin coupling弹性柱销齿式联轴器gear coupling with elastic pins离合器clutch超越离合器overrunning clutch离心离合器centrifugal clutch安全离合器safety clutch嵌合式离合器positive clutch摩擦式离合器friction clutch干式离合器dry clutch湿式离合器wet clutch弹性离合器flexible clutch刚性离合器rigid clutch单向离合器one-way clutch双向离合器two-directional clutch常开离合器normally disengaged clutch 常合离合器normally engaged clutch 片式离合器disc clutch牙嵌离合器jaw clutch齿形离合器toothed clutch圆锥离合器cone clutch摩擦块离合器friction block clutch销式离合器pin-type clutch键式离合器key-type clutch涨圈离合器expansion ring clutch扭簧离合器torsional spring clutch闸块离合器brake-shoe clutch闸带离合器brake-band clutch鼓式离合器drum clutch隔膜离合器diaphragm clutch气胎离合器pneumatic tyre clutch滚轴离合器roller clutch楔块离合器sprag clutch棘轮离合器ratchet clutch同步离合器synchro clutch钢球离合器steel ball clutch磁粉离合器magnetic-particle clutch双作用离合器dual clutch调速离合器adjustable-speed clutch制动器brake直接接触式制动器direct contact brake非直接接触式制动器non-friction brake常开制动器normally disengaged brake常闭制动器normally engaged brake单向制动器uni-directional brake双向制动器bi-directional brake干式制动器dry brake湿式制动器wet brake液压制动器hybraulically controlled brake 气压制动器pneumatically controlled brake 电磁制动器electromagnetic brake惯性制动器inertia brake重力制动器gravity brake离心制动器centrifugal brake机械制动器mechanically controlled brake 人力制动器manual brake自锁制动器self-locking brake牙嵌式制动器drum brake带式制动器band brake盘式制动器disk brake圆锥制动器cone brake块式制动器block brake外抱式制动器external-contacting brake内账式制动器internal-expanding brake楔快制动器wedge brake凸轮制动器cam brake推杆制动器pusher brake单蹄制动器one shoe brake双蹄制动器two-shoe brake领蹄制动器leading shoe brake从蹄制动器training shoe brake气胎制动器pneumatic tube brake磁粉制动器magnetic powder brake电磁涡制动器electromagnetic whirlpool brake 水涡制动器water whirlpool brake安全制动器safety沧州天硕联轴器,专业生产各种型号联轴器===The Cangzhou Tianshuo couplings,professional production of various types of couplings。
离合器的作用和四大分类
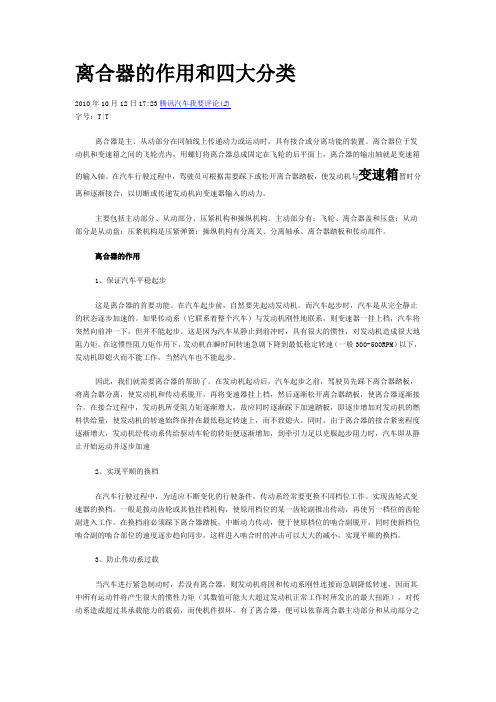
离合器的作用和四大分类2010年10月12日17:23腾讯汽车我要评论(2)字号:T|T离合器是主、从动部分在同轴线上传递动力或运动时,具有接合或分离功能的装置。
离合器位于发动机和变速箱之间的飞轮壳内,用螺钉将离合器总成固定在飞轮的后平面上,离合器的输出轴就是变速箱的输入轴。
在汽车行驶过程中,驾驶员可根据需要踩下或松开离合器踏板,使发动机与变速箱暂时分离和逐渐接合,以切断或传递发动机向变速器输入的动力。
主要包括主动部分、从动部分、压紧机构和操纵机构。
主动部分有:飞轮、离合器盖和压盘;从动部分是从动盘;压紧机构是压紧弹簧;操纵机构有分离叉、分离轴承、离合器踏板和传动部件。
离合器的作用1、保证汽车平稳起步这是离合器的首要功能。
在汽车起步前,自然要先起动发动机。
而汽车起步时,汽车是从完全静止的状态逐步加速的。
如果传动系(它联系着整个汽车)与发动机刚性地联系,则变速器一挂上档,汽车将突然向前冲一下,但并不能起步。
这是因为汽车从静止到前冲时,具有很大的惯性,对发动机造成很大地阻力矩。
在这惯性阻力矩作用下,发动机在瞬时间转速急剧下降到最低稳定转速(一般300-500RPM)以下,发动机即熄火而不能工作,当然汽车也不能起步。
因此,我们就需要离合器的帮助了。
在发动机起动后,汽车起步之前,驾驶员先踩下离合器踏板,将离合器分离,使发动机和传动系脱开,再将变速器挂上档,然后逐渐松开离合器踏板,使离合器逐渐接合。
在接合过程中,发动机所受阻力矩逐渐增大,故应同时逐渐踩下加速踏板,即逐步增加对发动机的燃料供给量,使发动机的转速始终保持在最低稳定转速上,而不致熄火。
同时,由于离合器的接合紧密程度逐渐增大,发动机经传动系传给驱动车轮的转矩便逐渐增加,到牵引力足以克服起步阻力时,汽车即从静止开始运动并逐步加速2、实现平顺的换档在汽车行驶过程中,为适应不断变化的行驶条件,传动系经常要更换不同档位工作。
实现齿轮式变速器的换档,一般是拨动齿轮或其他挂档机构,使原用档位的某一齿轮副推出传动,再使另一档位的齿轮副进入工作。
离合器组成及工作原理

离合器组成及工作原理
离合器是一种机械装置,用于控制发动机与变速器之间的连接和断开。
它是汽车、摩托车等车辆的重要部件之一。
离合器的主要作用是在发
动机运转时将动力输出到变速器,而在换档或停车时则将发动机与变
速器分离。
离合器由以下几个部分组成:
1. 飞轮:飞轮是一个大型金属圆盘,位于发动机和离合器之间。
它既
可以作为发动机的旋转惯量,也可以作为离合器的支撑和固定点。
2. 离合器盘:离合器盘由摩擦材料制成,通常是铸铁或陶瓷材料。
它
位于飞轮上,并通过弹簧连接到离合器壳体上。
3. 压盘:压盘由钢制成,位于离合器盘和飞轮之间。
当踩下离合踏板时,压盘会向着离合器盘施加压力,使得发动机与变速器分离。
4. 离合器壳体:离合器壳体固定在飞轮上,并且起到支撑和保护离合
器盘和压盘的作用。
离合器的工作原理如下:
当发动机运转时,飞轮也在旋转。
当踩下离合踏板时,压盘会向着离
合器盘施加压力,使得离合器盘与飞轮分离。
这样,发动机的动力就
不再传递到变速器上,车辆就可以停车或换档。
当松开离合踏板时,压盘会停止施加压力,离合器盘就会与飞轮接触。
由于摩擦力的作用,离合器盘开始旋转,并将动力传递到变速器上。
这样车辆就可以继续行驶了。
需要注意的是,在使用过程中要避免长时间半离合状态或过度磨损导
致摩擦材料脱落等问题。
总之,离合器是一个非常重要的机械装置,在汽车、摩托车等交通工
具中起着至关重要的作用。
只有充分理解其组成和工作原理,并且正
确使用和保养,才能确保其正常运行并延长使用寿命。
汽车离合器技术标准

汽车离合器技术标准汽车离合器是汽车传动系统中的重要部件,它通过连接和断开发动机与变速器之间的动力传递,使车辆能够顺利换挡和停车。
离合器的性能直接影响着汽车的驾驶感受和燃油经济性,因此制定和遵守汽车离合器技术标准显得尤为重要。
首先,汽车离合器技术标准应包括离合器的材料要求。
离合器摩擦片和压盘的材料选择直接关系到离合器的寿命和性能。
常见的摩擦片材料有有机、金属和陶瓷,而压盘一般采用铸铁或铝合金。
这些材料的选择需要考虑到摩擦性能、耐磨性、散热性以及成本等因素,制定合理的技术标准可以确保离合器在各种工况下都能够稳定可靠地工作。
其次,技术标准还应包括离合器的结构设计要求。
离合器的结构设计直接关系到其传动效率和操作舒适性。
例如,离合器的弹簧和减震器的设计需要能够提供适当的压力和减震效果,以确保离合器在工作时能够平稳连接和断开。
此外,离合器的液压控制系统和调整装置也需要符合标准要求,以保证离合器的操作力和行程符合设计要求,从而确保换挡过程的平稳性和可靠性。
另外,技术标准还应考虑离合器的磨损和故障诊断要求。
离合器在长时间使用后会产生磨损,因此技术标准需要规定离合器磨损限度和检测方法,以便及时更换磨损严重的部件。
同时,标准还应包括离合器故障的诊断和排除方法,以确保在出现故障时能够迅速准确地找到问题并进行修复,减少因离合器故障而造成的安全隐患和经济损失。
最后,技术标准还应包括离合器的性能测试和评价方法。
通过对离合器的承载能力、传动效率、耐磨性等性能进行测试和评价,可以确保离合器的性能符合设计要求,并且能够在各种工况下稳定可靠地工作。
同时,还可以通过性能测试和评价来指导离合器的优化设计和制造工艺,提高离合器的质量和可靠性。
总之,制定和遵守汽车离合器技术标准对于提高离合器的性能和可靠性具有重要意义。
只有通过严格的材料要求、结构设计、磨损和故障诊断、性能测试和评价等方面的标准,才能够确保汽车离合器能够在各种工况下稳定可靠地工作,从而提高汽车的驾驶感受和安全性能,减少能源消耗和环境污染。
钻孔机操作工考试中级钻孔机操作工试卷(练习题库)

钻孔机操作工考试中级钻孔机操作工试卷(练习题库)1、露天矿爆破要求块度应()。
2、露天矿爆破产生根底的主要原因()。
3、岩石的种类按成因分为火成岩、沉积岩和O三大类。
4、矿石与岩石的划分,与现今的需求及技术经济水平()。
5、弹性越大的矿岩钻凿难度越大,受回弹作用就大,穿孔时应加大()。
6、KY-310A型牙轮钻机采用的气胎离合器属于()。
7、73-200型潜孔钻机行走电动机的转速为()r∕min o8、KY-250A型牙轮钻机提升行走电动机的转速为Or∕min09、KY-310型牙轮钻机提升加压链条预紧压力为OMPa010、YZ-35型牙轮钻机提升加压链条预紧压力为OMPa o11、KY-31OA型牙轮钻机单个千斤顶承载能力为Oto12、KY-310A型牙轮钻机回转减速箱加压轴承的型号为()。
13、KY-250A型牙轮钻机移车时,前千斤顶底盘距离地面高度要达到()。
14、KY-250A型牙轮钻机移车时,后千斤顶底盘距离地面高度要达到()。
15、KY-250A型牙轮钻机行走二级传动链条单条节数为O节。
16、KY-310型牙轮钻机行走二级传动链条单条节数为O节。
17、露天矿机械钻孔方法主要采用冲击钻孔和()。
18、73-200型潜孔钻机回转输出轴与风接头采用()连接。
19、牙轮钻机平台与履带装置连接方式为O连接。
20、KY-250A型牙轮钻机慢速提升使时,提升速度为Om∕min o21、KY-250A型牙轮钻机钻杆连接器为()连接器。
22、KY-310型牙轮钻机均衡油缸活塞与缸筒采用O密封圈密封23、YZ-35型牙轮钻机调整履带时,合适的下垂量为Omm o24、KY-310型牙轮钻机调整履带时,合适的下垂量为Omm。
25、73-200型潜孔钻机提升减速箱为O传动。
26、73-200型潜孔钻机行走传动链条每条由O节组成。
27、YZ-35型牙轮钻机链条预紧时,下链轮轴到滑槽上端的合适距离为O mmo28、KY-310型牙轮钻机调整履带时,合适下垂量为()mm o29、滑动轴承失效形式有磨粒磨损、刮伤、胶合、疲劳脱落和()。
气胎式离合器
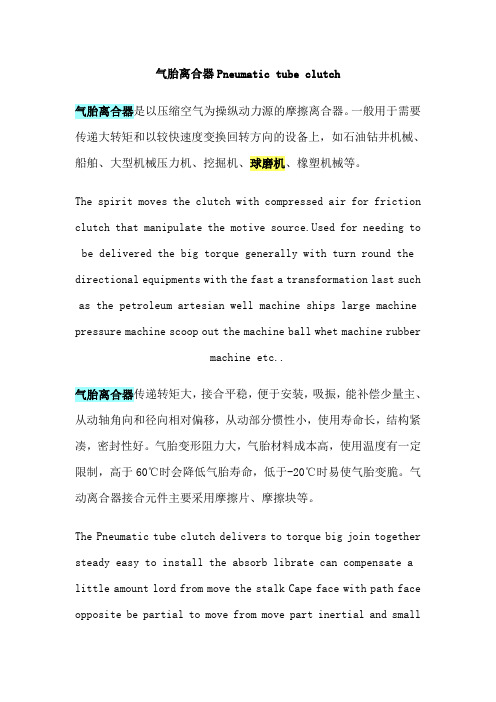
气胎离合器Pneumatic tube clutch气胎离合器是以压缩空气为操纵动力源的摩擦离合器。
一般用于需要传递大转矩和以较快速度变换回转方向的设备上,如石油钻井机械、船舶、大型机械压力机、挖掘机、球磨机、橡塑机械等。
The spirit moves the clutch with compressed air for friction clutch that manipulate the motive ed for needing to be delivered the big torque generally with turn round the directional equipments with the fast a transformation last such as the petroleum artesian well machine ships large machine pressure machine scoop out the machine ball whet machine rubbermachine etc..气胎离合器传递转矩大,接合平稳,便于安装,吸振,能补偿少量主、从动轴角向和径向相对偏移,从动部分惯性小,使用寿命长,结构紧凑,密封性好。
气胎变形阻力大,气胎材料成本高,使用温度有一定限制,高于60℃时会降低气胎寿命,低于-20℃时易使气胎变脆。
气动离合器接合元件主要采用摩擦片、摩擦块等。
The Pneumatic tube clutch delivers to torque big join together steady easy to install the absorb librate can compensate a little amount lord from move the stalk Cape face with path face opposite be partial to move from move part inertial and smallservice life long construction tightly packed seal completely ** good.The Pneumatic transforms the resistance big the Pneumatic material cost is high usage temperature contain certain restrict higher than 60 ℃ will lower the Pneumatic life span lower than-20 ℃ make the Pneumatic change the frailty easily.The spirit moves the clutch coalescence a main adoption rubs slice rub an etc..气胎式离合器依据其结构形式的不同又可分为普通型与通风型两种。
气胎离合器刚度影响因素的数值研究与验证

1 计算模型和假设
11 问题 简 化 和相关 定义 .
大 , 其 是 对 于气 胎 这 种非 金 属 复合 材 料 , 材料 模 尤 其 型参数 选 择 更 为 困难 。气 胎是 内外橡 胶 层 和 内夹 帘 子 布层 经硫 化制 成 的复 杂结 构 。内夹帘 子布 , 为层 合
壳结构的帘线 一 橡胶复合材料 , 1 层经尼龙帘线 由 O 和 橡胶 压 延 而成 的单 层板 粘 合 而 成 。每层 单 层 板 的 作 如下 假 设 , 问题 进行 适 当 的简化 : 将 () 1 假设 气胎 离 合器 在 正 常安装 和 工作 条件 下 , 材料 和 结 构完 全 相 同 ,各 层 之 问材 料 纵 向 主方 向互 但 在 充气 结 束 后 , 胎变 形 完 全均 匀 , 体 与 内外 轮毂 相 垂直 。橡胶 是 一种 不可 压缩 的超 弹性材 料 , 在气 气 胎 胎离合器中 , 由于 帘线 的约 束 , 应 变 小 于 l 其 O%, 将 完全接触 , 内外 轮 毂 同轴 同心 , 存 在 位移 补 偿 。在 不 分 析 径 向静 刚度 时 , 设 内外 轮 毂 间有 限的偏 心 , 假 不 橡 胶 简 化 为线 弹性 的各 向 同性 材料 ,可 以满 足精 度 2 据橡 胶 硬度 HS和 弹性 模量 E 实 验数 据拟 1 。根 会 使 胎体 与 内外 轮毂脱 离 , 而仍 保 持完全 接触 。基于 要 求I 得 3 】 : 此 ,气 胎 径 向静 刚度 G可定 义 为气 胎 对外 轮毂 的 回 合 , 到两 者之 间 的关 系式 1
6 l :1 J 一
0o J ,
l ≤8
( 由精 度 要求 确 定 , 文 取 0 0 1 , 本 .0 ) 停 止 迭代 , 时 的气 室 内压 力 P一为偏 心 后 的气 此 ^ 。 压 P , 为 偏 心后 气 室 容 积 V, 果 大 于 8, 据 气 , r如 根
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
将支架转动 90 度再测量读数,测量 此 4 点,连续测量 4 组数据
4
5. 通过加垫片和移动电机的底座 来矫正偏差, 如图 5。紧固基准 座后,重新检查对准度,必要 5 时再进行矫正。检查是否有 “底座不稳”迹象。达到对准 要求后用销子或垫木塞住。
6. 安装带母扣的轮毂,用专用短螺 栓连接轮毂与轴套, 确保该圈 配合良好, 如 图 6a,6b.
装螺栓,将电机轴回复到磁力线
中心,这样会损坏轴向锁紧装
置.应该旋转电机轴向磨机方向
推动法兰,直到轴向锁紧装置的
安装板与法兰面靠齐,再拧紧螺
栓, 如图 14.
14
9
气路系统的安装和调试
一、气路系统的安装
图 B 为气路原理图。 有编号的为伊顿供应的零件; 使用与进气旋转接头尺寸一致 的管子和阀门,并尽量少用弯 管。 为了使离合器的反应速度恒 定,电磁阀必须尽量靠近进气 旋转接头(在 1.5m 以内)。 不要在进气旋转接头处用刚性 管件,否则会在转子轴承上产 生过大载荷而导致其使用寿命 缩短。
轴套上,从法兰外径上读数,安
置一个刚性托架来支撑百分
表,将其固定在轮毂轴套上,
如图 3.
3.
法兰装在电 机轴上
轮毂轴套
4
4. 彻底清洁需读取对准数据法兰外 径和表面。转动轮毂轴套,从 法兰外径和端面上读取径跳和 端跳的数据。如果两轴可同时 转动,那么偏差的读数受表面 不平度的影响就很小。
用百分表测量时,需注意矫正 轴的轴向移动。为减少表面不 平度对角度偏差读数的影响, 可以在测得起始点读数后,将 支架转动 90 度再测量读数。反 复这种方式,连续测量 4 组数 据。矫正偏差时,在每个位置 上用上述 4 组数据的平均值, 如图 4.
法兰,直到轴向锁装置的安装板 与法兰面靠齐,然后拧紧螺 栓。
不要通过拧紧轴向锁紧装置的安装螺 栓,将电机轴回复到磁力线中心位 置,这样会损坏轴向锁紧装置。
10. 离合器/轮毂/轴向锁紧装置就 位,确保轮毂公母扣配合良好. 如图 10。
10.
11. 组装离合器的两半,确保垫圈处 于离合器间的位置正确, 如图 11。
部过热, 如图例 2.
3. 轴 的 对 准
轴的对准偏差,必须在规定的偏
差范围内,即
径向偏差:+/-0.127mm
端面偏差:0.0005mm/mm
先设定基准,如果离合器安装
轮毂轴套
在带有滑动轴承的轴上,保证 2
轴处于轴承中心。正确的“X”
尺寸见安装说明书附表 2。此处
假定一根轴(小齿轮轴)已正确
定位并固定,百分表固定在轮毂
储气罐,第 17 项 详情见图 10
BUSHING 第 23 项
止回阀,第 15 项 过滤器
按指示方向
第 12 项
自由流动
a. 气源压力应该在 7-12bar。 b. 气源通过过滤器 12 进入调压阀 13,调压阀能将空气压力调节至系统所需压力。 c. 首次启动时,如果管路里的压力达到 0.1-0.3bar 左右时,压力开关 24 将阻止电机
管螺纹接套 第 3A 项
光纤耦合件 第4项
软管组件 第5项
注:所有未标明 Airflex 零件号的管子,都由客户 提供。
三通管 第 6 项 流量控制阀,第 10 项
注意:流量控制阀安装为气 流沿阀体所指示方向自由 流动,新设计的阀安装方向 与图示方向相反 1-1/4 NPT(42×220)
3 通 N/C 电磁阀 第 11 项
2
离合器
图 B-Airflex VC 型离合器的气路系统
压力表
第8项 弯管 进气旋转接头第 3 项 第2项
压力开关,第 24 项
最小压力设为 0.1 到 0.3bar 且与电机
启动器联锁,因此电机不能在离合 器啮合时起动。使用常闭触头。 连接管。
轴套
No. 19
第7项
注:将整个气罐放置 在进气旋转接头 1.5 米范围内。 要将气罐放置在更远距离 处,请向厂家咨询。
ቤተ መጻሕፍቲ ባይዱ
必须防止油,油脂或过多的灰尘 污染离合器 所有紧固件必须用正确的型号 和等级,并拧紧到正确的扭矩 值.(见附表 1)
1. 安装法兰前检查法兰上的进气
孔位置尺寸(M),及键槽与进气
孔的角度是否符合图纸要求,如
图例 1.
1
图例
进气孔
2. 过盈配合的法兰采用油浴或炉
内加热,常用油浴方式;而当用
火加热时必须均匀加热,防止局
控制阀 10、压力开关 24(以及
件 7 和 19)和压力表组件 8
17
(以及件 7)依次装在气罐的另 左侧为气罐
一侧(靠近电机进气口)
将管套 16 装在气罐出口
右侧为旋转接头
件 11 电磁阀 件 10 流量控制阀 件 24 压力开关 件 8 压力表组件
19. 如图 19 所示将旋转接头 2、管 18 螺纹接套 3A、绝缘套 4、弯管 3 和软管组件连接好,装在电机 轴上 我们已经提供了旋转接头 的紧固螺栓 安装时务必要保证旋转接 头与软管垂直,不使旋转接头受 径向载荷,否则旋转接头很容 易损坏。
20. 如图 20 所示将气管从电机轴连 接到离合器。
件 6 三通管 件 7 管套 件 19 连接管
件 2 旋转接头 件 3A 管螺纹接套 件 4 绝缘套 件 3 弯头 件 5 软管组件
19 20
11
二、 气路系统的调试
旋钮
21. 气路系统工作压力的设定
由调压阀(13)(如图 21)实现.
打开进气系统总闸阀,观察气包
15
件 12 过滤器
15. 如图 15 所示将过滤器 12、调压 阀 13 和止回阀 15 连接到气罐 上,千万别忘了件 23 变径管 套。
16. 如图 16 所示将压力开关 9、安 全阀 21 和压力表组件 8 装在气 罐上。压力开关靠近进气端安 装。 此图和图 B 有所不同,请以此 图为准。
件 14 连接管
安装手册书号VC 5001C
Airflex® VC型 离合器 在磨机上的应用 安装说明书 (图示版)
警告! 负责安装、操作和维修本产品的人员都应阅 读本手册。若不了解相关内容,错误的安 装、操作或维修可能会导致人身伤害或设备 损坏。
本安装说明书是 VC5001,Airflex VC 型离合器 在磨机上的应用 安装、使用和维修说明书的图像 版,未尽之处,请参照上述手册。若有冲突,请 以 VC5001 为准。
24. 流量的设定
由流量阀(图 18,件 10)实现,
先使气罐中的工作气压达到设
计压力,接通电磁阀,向气囊供
气,观察供气管上的气压表(图
18,件 8),应在 4 秒内使气压表
值由 0 升到 80PSI(假设工作压
8
11.
12. 重新装上进气管,确保橡胶压套
垫圈
牢靠固定于长进气管上,金属 橡胶垫圈
垫圈位于远离电机法兰侧, 如图
12。
长空气管
13. 拧紧电机端法兰上进气管与离合 12. 器气管连接,以及所有螺栓, 如 图 13。
垫圈,金属 侧朝外
14. 轴向锁紧装置的最终固定, 不
1
要通过拧紧轴向锁紧装置的安 13
轴承座
9.6 轴向锁紧装置的安装长度由轴承相 9.4 对轴的位置所决定。可以将垫圈从 轴承一边移向到另一边来调节安装 长度。每一组件中均包括两个厚度 分别为 0.025″(0.6 毫米)和 0.098″(2.5 毫米)的垫圈。在对安 装长度进行合适的调整之后,重新 安装,确保较薄的垫圈靠在轴承
9.2
6a
5
6b
短螺栓连接轮毂与轴套
7. 记下进气管的方向(可做一标记 于离合器表面)将半个离合器滑 入安装好的轮毂,如图 7.
7
8. 将带公扣的轮毂滑入相应的离合 器内,轮毂与离合器进气管的位 置须与拆下前一致, 如图 8.
8
9. 将轴向锁紧装置安装在图 8 所示 的离合器内。为防止轴向锁紧 装置的安装板与离合器法兰表 面的挤压碰撞,可先将该板拆
触点 1 和 2 调整旋钮
23. 余气压力开关的设定 余气压力开关(图 18,件 24.) 实现当离合器气囊中仍有余气 启动电机 此开关为一个常闭 23
12
启动电机. 此开关为一个常闭 触点. 设定时略拧开关上(图 23)的 旋钮,气压点设在 0.35bar(5PSI) 开启。
此开关和电机联锁。
调节螺杆
-离合器机械部分安装(一) -气路系统的安装和调试
注意:请认准使用Airflex®替换零件。 伊顿集团Airflex分公司推荐使用真正的Airflex® 替换零件。使用非Airflex®替换零件会使您的产 品性能下降,并且会使伊顿公司的质保失效。 欲获得最佳性能,请电话联系Airflex公司:
中国地区: 伊顿工业离合制动器(上海)有限公司 地址:上海市外高桥保税区法赛路 281 号 邮编:200131 电话: 021-5048 4811 传真: 021-5048 4911 网址:
六角螺栓和锁 紧垫圈
7
上。
9.5
充分拧紧螺栓,在轴承、垫圈和卡
环之间不能留下轴向间隙,将轴承座
滑上轴承并安装卡环如图例 6。用四
个六角螺栓和锁紧垫圈将轴承座固
定到垫板上。拧紧螺栓至 35 英尺-
磅(47Nm)。
9.7 安装完成之后,用 2 号 EP 润滑油脂 润滑两个轴承,用合适的紧固螺栓和 垫圈,将轴向锁紧装置安装到法兰 上,旋转电机轴,向磨机方向推动 9.6
件 23 管套
件 13 调压阀
件 15 止回阀
件 9 压力开关 件 19 连接管 件 18 管套
16
件 21 安全阀 件 18 管套
放气阀
件 8 压力表组件 件 18 管套