斯太尔摩控冷工艺在高速线材生产中的应用
斯太尔摩控冷工艺在高速线材生产中的应用
斯太尔摩控冷工艺在高速线材生产中的应用1.概况13mm盘卷,φ5.5mm---φ唐钢高速线材厂是引进的具有八十年代国际装备水平的线材生产线。
该生产线轧制速度为90m/s,最高可达108m/s,产品规格为12mm螺纹盘卷。
该厂主要生产工艺流程如下:φ10mm---φ210精轧机----三段水冷箱水冷----夹送辊夹送----吐丝机吐丝----斯太尔摩风冷辊道风冷----剪尾----集卷筒集卷----运卷小车运卷、卸卷----P/F线运输----剪头、检查----打包机打包----电子称称重----卸卷----入库φ300预精轧机(机架间有立活套)----预水冷----3#切头飞剪、转向器----侧活套----废品卡断剪----10*φ400中轧机----2#切头、切废飞剪----6*φ500粗轧机----1#切头、切废飞剪----5*φ连铸坯(135mm*135mm)----步进加热炉加热----出炉----夹送、废品或事故卡断剪----4*2.控制冷却工艺特点线材轧后的控制冷却是整个线材生产中产品质量控制的重要手段之一,它对线材成品的内部组织、力学性能及二次氧化均有重要的影响。
控制冷却的实质是利用轧件轧后的轧制余热,以一定的控制手段控制其冷却速度,从而获得所需要的组织和性能,以达到提高产品质量的目的。
1964年,加拿大斯太尔柯钢铁公司和美国摩根公司联合研制的高速线材轧机,首次采用了线材散卷控制冷却工艺,称之为斯太尔摩控制冷却方法。
这是线材生产发展史上的重大技术革命之一,并在世界高速线材轧机控冷线上得到了广泛的应用。
斯太尔摩控冷工艺有三种类型:(1)标准型:采用标准型冷却时,从精轧机出来的线材以压力水进行快速冷却,根据不同的钢种和用途将线材冷却到接近相变的开始温度(760--900℃),冷却后的线材经吐丝机形成线环状,呈散卷状叠放在运输机上,线卷在运输过程中鼓风进行散卷冷却。
标准型斯太尔摩冷却的运输速度为0.25—1.3m/s,冷却速度为4--10℃/s。
斯太尔摩线冷却监控系统的开发与应用
Ex l ra i n a pl a i n o o io i y t m o t h p o to nd Ap i to f M n t rng S s e f r S e nor Co lng c oi
,
t tt e sr n t o r d fe he S emo o ln u t a e ma k bl ttm e a d t e fu t a in wa ha h te gh fw e r sa trt t l rc i g f c u t d r i o l e r a y a i s n h c u to s mail l ny c u e y t e p o c s’ un t l he ia o o sto d un t l n i n n a e e aur whih t t l r a s d b h rdu t sa e c m c c mp iin a sa e e v r me t t mp r t e b l n b o l c he S e mo
法 适 应 化 学 成 分 波 动 , 其是 环 境 温 度 波 动 造 成 的 。 为 了解 决 这 一 质 量 难 题 , 据 C 曲 线 原 理 , 过 整 体 设 尤 根 通
计 、 加硬件 、 增 编制软件 、 建立模型 、 实现通信和设备安装等一 系列研 究工作 , 成功 开发 出斯 太尔摩 线冷却监控
,
o h tucu e ta som ai n lw ft e sr t r r f r to a whe te sc l d, h ee d l s d i hefe d o r o r d to d n n se li o e s a b n wi e y u e n t l fwie r d p o uci n a i n p a ed a mp t tr l n ee i i g t e fn l ef r a c fa p du t T e h g — p e r o s p d c d b l y i ora e i d t r n n h a p ro n n o m i m n e o r o c h i h s e d wi rd r u e y e o
高速线材生产中的控轧控冷技术分析

高速线材生产中的控轧控冷技术分析摘要:对于生产高速线材来说,控轧控冷技术工艺一方面与所生产的线材质量密切相关,另一方面也与控轧控冷设备性能有关,这就需要在生产高速线材过程中,不断创新优化控轧控冷工艺,以不断提升产品质量与生产效率,使工业发展需求得到满足。
虽然应用控轧控冷技术能够获取性能与组织都比较理想的钢材,然而,在操作实际过程中,会受到很多控制因素的影响,尤其是冷却控制,在对相关因素予以充分考虑的基础上,应强化技术创新和应用实践,通过不断摸索,实现控轧控冷效果的提升,使控轧控冷技术能够更好地为高速线材生产工艺提供服务。
本文主要研究生产高速线材所应用到的控轧控冷技术,以期能够提升高速线材性能,满足工业生产需求。
关键词:高速线材;控轧控冷技术;工业生产在国内工业化发展中,钢铁材料发挥着重要作用,尤其是作为重要钢铁材料的线材,被广泛应用于工业生产中。
线材是轧制钢铁后生产出来,线材的性能、质量等与生产工艺、生产设备关联性较大,其中包括控制冷却、控制轧制等工艺。
生产工艺、设备不同,所产高速线材性能差别也比较明显[1]。
因为轻重工业中需要应用到高速线材,所以不断提升高速线材生产质量,确保高速线材产品优异性能,对我国工业发展极具重要意义。
本文主要研究生产高速线材所应用到的控轧控冷技术,以期能够提升高速线材性能,满足工业生产需求。
1.高速线材控轧控冷原理为与市场发展相适应,钢铁材料既要持续提升性能,又要不断丰富钢铁种类,如何在确保钢材韧性前提下,提高钢材强度,是当前工业生产与发展所关注的重要话题。
控轧控冷技术能够在优化钢材性能基础上,简化钢材冶炼流程,是生产高速线材所用到的一种重要工艺。
所谓控制轧制,就是对热轧期间的金属变形、加热以及温度等进行有效控制,保证热塑性变形与固态相变细化组织相结合,使钢材焊接、韧性以及刚度等力学性能得到优化。
控制冷却,指的是通过最佳速度对轧后钢材进行冷却,改善钢材性能和组织。
所以,控轧控冷工艺有助于热轧钢材有效实现相变与形变,从而生产出性能更好的钢材。
利用控轧控冷技术生产精品高速线材
焦根鹏 ,刘 大为 ,李 娜 ,王 玲 ,龚彦 红
( 家 口宣龙 高速 线 材 有 限责 任公 司 ,河 北 宣 化 张 050 ) 7 10
摘要 :介 绍 了 宣龙 高 速 线材 有 限 责 任 公 司 先 进 的控 轧 控 冷 技 术 ,通 过合 理控 制钢 的 化 学 成 分 、加 热 温 度 、 轧 制 温 度 、变 形量 、变 形 速 度 及 冷 却 速 度 进 行 了 大 规 模 高 附 加 值 高速 线 材生 产 , 取 得 了 较 好 的效
( 1。 表 )
表 1 宣 龙 公 司 产 品 概 况
二次 氧化 铁皮 的生 成量 的 目的 。控 轧控 冷技 术 的运
用是控 制 和提 高 产品质 量 的有效保 证 ,是轧 钢生 产
的大 势所 趋 。宣龙 公 司利用 先进 的控轧 控冷 生 产工
艺 ,在高 速线 材 生产 中充分 发挥设 备 潜力 .制定 严
维普资讯
总第 1 7期 Biblioteka 520 0 7年 第 1期
c 冶金 可北
HE BEI M E TA L U R G Y L
To a 5 rll 7 2 0 . Nu b r1 07 m e
利 用控 轧 控 冷 技 术 生产 精 品高 速 线材
果。
关 键 词 :控 轧 控 冷 ;精 品 ;高 速 线材
中图 分 类 号 :T 3 . G35 6 文献 标 识 码 :B 文 章 编 号 :10 0 6—50 【0 7 O 一 0 9一 3 0 8 2 0 ) l 0 4 O
对高速线材生产中控轧控冷的分析
对高速线材生产中控轧控冷的分析刘浩林1黄胜永1常志刚1程志会1鲁绍全2李粟宇1(1.石家庄钢铁有限责任公司第二轧钢厂河北石家庄050031;2石家庄金刚集团)摘要:本文就高速轧制中如何通过控制轧制温度来保证最终产品的质量阐述了控冷控轧的原理,并将其在高速线材生产中的应用作了详细的探讨。
关键词:控轧控冷、晶粒、显微组织、无扭精轧Controlled Rolling and Controlled Cooling Technology in the Wire Rod ProductionLiu Haolin1 Huang Shengyong1 Chang Zhigang1 Cheng Zhihui1 Lu Shaoquan2Li Suyu1(1.Shijiazhuang Iron & Steel holdings Ld.Shijiazhuang ,Heibei province ,050031;2. Shijiazhuang Jingang Company)Abstract :To guarantee the quality of finishing products ,the principle of controlled rolling and controlled cooling technology was introduced on how to control the rolling temperature ,as well as the application in the wire rod production.Key words: controlled rolling & controlled cooling ,grains, microscopic structure ,non-twist rolling ,一、前言:自上世纪八十年代以来,高速线材的轧制速度已突破100米/秒,由于轧制速度的提升,导致轧件的温升增加,由于终轧温度高于1000℃,则成品表面的氧化铁皮增多,晶粒粗大,钢材的显微组织和机械性能极不均匀,为此轧制中水冷和轧后的散卷冷却如何控制,以得到组织性能良好的钢材,如何保证轧件的轧制温度,控冷控轧就显得日益重要起来,现在水平较高的生产线都实行了控轧控冷,这已成了轧制线水平高低的重要标志之一。
高速线材的控轧控冷论文
高速线材的控轧控冷摘要:控制轧制与控制冷却相结合能将热轧钢材的两种强化效果相加,进一步提高钢材的强韧性和获得合理的综合性能。
随着控制轧制与控制冷却机理研究的不断深入,除了在中厚板、热连轧带钢生产中采用控制轧制与控制冷却工艺之外,在棒线材生产中也取得了比较成熟定型的控制冷却工艺,控制轧制和控制冷却是热轧生产中的新技术和新工艺,是金属塑形加工专业的理论与实践不可缺少的一个重要组成部分,是金属压力加工专业的前沿技术。
关键词:控制轧制;控制冷却;奥氏体;珠光体;晶粒细化;斯太尔摩冷却法;温度;冷却一、前言随着钢铁冶金技术的不断提高,控制轧制与控制冷却作为一项基本技术在高速线材生产过程中起到了决定性的作用,本文论述了控扎控冷的基本原理和方法。
二、控制轧制的概念(一)什么叫控制轧制控制轧制是指在比常规轧制温度稍低的条件下,采用强化压下和控制冷却等工艺措施来提高热轧钢材的强度、韧性等综合性能的一种轧制方法。
控制轧制钢德性能可以达到或者超过现有热处理钢材的性能。
(二)控制轧制的优点控制轧制具有常规轧制方法所不具有的突出优点。
归结起来大致有如下几点:1.许多试验资料表明,用控制轧制方法生产的钢材,其强度和韧性等综合机械性能有很大的提高。
例如控制轧制可使铁素体晶粒细化,从而使钢材的强度得到提高,韧性得到改善。
2.简化生产工艺过程。
控制轧制可以取代常化等温处理。
3.由于钢材的强韧性等综合性能得以提到,自然地导致钢材使用范围的扩大和产品使用寿命的增长。
从生产过程的整体来看,由于生产工艺过程的简化,产品质量的提高,在适宜的生产条件下,会使钢材的成本降低。
4.用控制轧制钢材制造的设备重量轻,有利于设备轻型化。
(三)控制轧制的种类控制轧制是以细化晶粒为主,用以提高钢的强度和韧性的方法。
控制轧制后奥氏体再结晶的过程,对获得细小晶粒组织起决定性的作用。
根据奥氏体发生塑性变形的条件(再结晶过程、非再结晶过程、γ→α转变的两相区变形),控制轧制可分为三种类型。
高速线材轧后控制冷却工艺分析
高速线材轧后控制冷却工艺分析摘要:高速线材轧后控冷工艺的典型技术,比较了不同技术的装备和工艺特点,分析了典型钢种的冷却工艺特点及其对产品质量的影响,并提出了一种能满足多钢种要求的新的轧后冷却工艺布置形式。
关键词:高速线材;轧后控制冷却通过研制和消化移植国外先进的高速线材轧制及轧后冷却技术,在高速线材轧后冷却技术方面基本上已达到了国际先进水平,但自主开发新技术的能力还有待提高。
一、控制轧制和控制冷却的机理线材的控轧控冷实质上是通过控制轧制工艺参数和轧后冷却参数来控制钢材的相变点和组织形态以生产出满足人们需要的钢种。
1 .控制轧制机理、钢结构在热塑性变形或变形后的再结晶对控制轧制起着决定性作用,奥氏体晶粒细化是控制轧制的基础。
热变形从形变的角度考虑是降低变形抗力和提高钢的塑性变形能力。
从组织控制的角度考虑是:完成了钢的奥氏体组织控制。
在一定的奥氏体组织条件下进行形变。
通过对变形条件的控制,实现对变形过程中组织的控制为相变做组织准备。
控制相变过程以获得组织和性能。
相变前奥氏体组织不同,相变后组织就会不同。
奥氏体化条件不同,不同的动态回复过程(动态回复、动态再结晶)和静态回复过程(静态回复、静态再结晶)而不同的回复过程会形成各种热变形条件下钢的组织变化。
2.控制冷却机理,高温终轧的线材,轧后处于奥氏体完全再结晶状态,应采用轧后快速冷却。
因为如果轧后慢冷,则变形奥氏体晶粒将在冷却过程中长大,相变后得到粗大的铁素体组织。
由于冷却缓慢,由奥氏体转变的珠光体粗大,片层间距加厚。
这种组织的力学性能较低。
对于低温终轧的线材,终轧时奥氏体处于未再结晶温度区域,由于变形影响Ar3温度提高,终轧后奥氏体很快就相变,形成铁素体。
这种在高温下形成的铁素体长大速度很快。
如果轧后采用慢冷,铁素体就有足够长大时间,到常温时就会形成较粗大的铁素体,从而降低了控制轧制细化晶粒的效果。
轧后快冷实质上是控制轧制后细化了的变形奥氏体组织。
经过快速冷却,相变组织相应变化,钢中析出物的大小、数量、析出部位发生变化,从而使钢材的强韧性得以提高。
高速线材生产中的控轧控冷技术探究
高速线材生产中的控轧控冷技术探究发布时间:2022-09-19T05:37:14.306Z 来源:《科技新时代》2022年4期第2月作者:王红星[导读] 随着社会经济的快速发展,高速公路工程的修建越来越广泛,在实际工作开展的过程中高王红星新疆天山钢铁巴州有限公司轧钢厂,新疆维吾尔自治区巴音郭楞蒙古自治州,邮编:841300摘要:随着社会经济的快速发展,高速公路工程的修建越来越广泛,在实际工作开展的过程中高速线材的需求量非常大。
高速线材在生产的时候控轧控冷技术的应用非常重要,对生产工作的高效开展有很大的促进作用,所以在实际生产的过程中工作人员应有针对性的进行工作计划的制定,且针对实际需求科学合理的根据当前的工作情况高效的进行技术的应用,为高质量生产工作的开展奠定基础,促使高速线材生产工作的开展能够满足实际的发展需求。
本文主要针对高速线材生产当中的控轧控冷技术的应用情况进行了相应的分析,为更加高质量的进行生产工作提供保障。
关键词:高速线材生产;控轧控冷技术;探究引言控轧控冷技术在高速线材生产工作开展当中的应用能够更好地弥补传统技术中的不足,对更加高质量的开展相关工作有很大的帮助,在进行该技术应用的时候工作人员应不断的提升自身的专业能力,保证该项技术在实际应用的时候能够严格的按照相关标准进行,最大化的为高速线材生产工作的开展提供保障,对我国高速工程的建设有很大的帮助。
因此,高速线材生产企业在实际开展生产工作时需不断的对自身现状进行探究,针对当前的情况科学的进行相关操作,更加高效的使得高速线材生产能够达到工程开展的要求,对更进一步的开展后期相关工作有相应的促进作用。
一、控轧控冷技术的特点分析(一)控轧的特点探究高速线材的生产受到了社会各界的广泛关注,在实际开展工作的时候控轧的落实能够更好地控制晶粒,减少脱碳,对线材生产工作的开展来说非常重要,对更加高质量的开展生产工作有很大的促进作用,有利于生产企业经济效益等的提升。
斯太尔摩冷却工艺现状及其优化
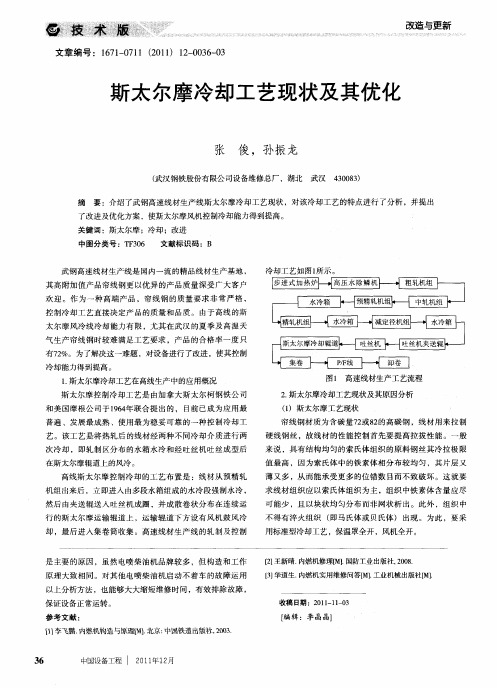
冷却工艺如图 1 所示 。
步进 式加 热炉 _ 高压水 除鳞 机 —一 . 4 . {粗轧机组
—
其 高附加值产 品帘线钢更 以优异 的产 品质量 深受广大 客户 欢 迎 。作 为一 种高端 产 品 ,帘线 钢 的质量要 求非 常严 格 , 控制 冷却工艺 直接决定产 品的质量 和品质 。由于高线 的斯
3 6
中国设备工程 l 2 l年1月 01 2
改 与新 造更
高线斯 太尔摩 风冷线两 线各有 1 组冷 却风 机 ,根 据轧 3 制不 同钢种工 艺的需要选 择各风 机工作状 态和 风 门开 口度 水冷辅助冷却装 置。
拳
增加空 调 ,降低 风机工作 的环境温度 ;在原有设 备上增加 根据设备 现状和环境 等各 方面 因素分 析 ,本着 结合生 产现场 实际和成本 、效果最 优化 的原则 分别对 以上 四种方
处理效 果不好 ,改判较 多造成合 格率下 降 ,严 重影 响了高
线的质量和效益。
3 安装空调 设备成本及运行 成本高 ,不需要 方案谨慎选取
停产
()斯太尔摩冷却 工艺在高线生 产中的优势 2 斯太尔 摩冷却工 艺在 高线生产 中 的优 势是 线材 的冷却 速度 可以进行人 为的控 制 ,比较 容易保证 线材 的质量 。根 据斯太 尔摩散 卷冷却运 输机 的结 构和状 态 ,分 为标准 型冷
硬线钢丝 ,故 线材 的性 能控制首先要 提高拉拔 性能 。一般 来说 ,具有结 构均匀 的索 氏体组织 的原 料钢丝其 冷拉极 限
值最 高 ,因为索氏体 中的铁 素体相分 布较均匀 ,其片层 又
薄 又多 ,从而 能承受更 多的位错数 目而不致破 坏 。这 就要 求线 材组织应 以索 氏体组织 为主 ,组织 中铁 素体 含量应 尽
高速线材及大盘卷工程斯太尔摩风冷线自动化控制系统
2 .设 备 动作 及 自动化 系 统 构成 概 况
斯太 尔摩 风冷 线 设备及 动作 分布 如 卜 :
①斯 太 尔摩辊 道 : 给定 传动 的速度 开 按
环运 行并将 速 度 反馈 至 P C、与吐 丝机 进 L
行联 动变 速度 调节 、辊道 爬行 、 辊道 摆动 等
主 P C 的 Po b sD L rf u. P网上 。 制 信号和 状 i 控
风冷 辊道 。依次经 过一 到十 二段辊 道 ( 输 送 过程 中 , 辊道 下 的风机 按风冷 艺要求 开 l
启 一定 数量 ,风 门开肩至 一定 程度 ,对辊 道
上 的散 卷 降温 处理 ), 入集 卷 站 的集卷 l 亓落 筒。 风冷辊 道一 至十 三段速 度 设置亦 按照
4 结束 语
某 高 线 斯 太 尔 摩 风 冷 线 自动 化 系 统 调 试完 成 至今 , 行状 态 良好 , 运 系统性 能 稳 定 。
除 正 常 启 停或 遇 卡 钢 等 不 可 抗 力 后 需转 至
爬行 或摆 动状 态 外 , 需 人 操作 ,人 人节 无 [
约 了人力 成 本和 作 效 率 。 I 为轧 线 的稳 定生 产提 供 了的保 障 。 该 高线 的生 产效 益提 高 对 起 到 了积 极 的作用 。
④ 保温 罩 :闭合 、开 启控制
根据 以上 l艺 ,该高线 的 P C 选川 了 I L 可 靠 性 高 的 门子 S .0 白动 化 控 制 系 74 0 统 。主 P C 采 用 了 门予 S .0 系列 的 L 74 0 C U为 4 62型 , 了 1约 电缆在 风冷 线平 P 1- 为 台下 设置 了一个 E 2 0的远 站 柜川 丁采 T0 集现 场 信号及 联接 操作 箱 , 道交 流变 频 电 辊 机 传动 装置 则采 川 了 门子 6 E 0联 接在 S7
1斯太尔摩法
斯太尔摩控冷工艺在高速线材生产中的应用1.概况13mm盘卷,φ5.5mm---φ唐钢高速线材厂是引进的具有八十年代国际装备水平的线材生产线。
该生产线轧制速度为90m/s,最高可达108m/s,产品规格为12mm螺纹盘卷。
该厂主要生产工艺流程如下:φ10mm---φ210精轧机----三段水冷箱水冷----夹送辊夹送----吐丝机吐丝----斯太尔摩风冷辊道风冷----剪尾----集卷筒集卷----运卷小车运卷、卸卷----P/F线运输----剪头、检查----打包机打包----电子称称重----卸卷----入库φ300预精轧机(机架间有立活套)----预水冷----3#切头飞剪、转向器----侧活套----废品卡断剪----10*φ400中轧机----2#切头、切废飞剪----6*φ500粗轧机----1#切头、切废飞剪----5*φ连铸坯(135mm*135mm)----步进加热炉加热----出炉----夹送、废品或事故卡断剪----4*2.控制冷却工艺特点线材轧后的控制冷却是整个线材生产中产品质量控制的重要手段之一,它对线材成品的内部组织、力学性能及二次氧化均有重要的影响。
控制冷却的实质是利用轧件轧后的轧制余热,以一定的控制手段控制其冷却速度,从而获得所需要的组织和性能,以达到提高产品质量的目的。
1964年,加拿大斯太尔柯钢铁公司和美国摩根公司联合研制的高速线材轧机,首次采用了线材散卷控制冷却工艺,称之为斯太尔摩控制冷却方法。
这是线材生产发展史上的重大技术革命之一,并在世界高速线材轧机控冷线上得到了广泛的应用。
斯太尔摩控冷工艺有三种类型:(1)标准型:采用标准型冷却时,从精轧机出来的线材以压力水进行快速冷却,根据不同的钢种和用途将线材冷却到接近相变的开始温度(760--900℃),冷却后的线材经吐丝机形成线环状,呈散卷状叠放在运输机上,线卷在运输过程中鼓风进行散卷冷却。
标准型斯太尔摩冷却的运输速度为0.25—1.3m/s,冷却速度为4--10℃/s。
高线斯太尔摩气雾冷却实践
高线斯太尔摩气雾冷却实践文章介绍安钢公司轧钢厂在生产盘螺(HRB400)时通过在斯太尔摩风冷线加装气雾冷却装置来控制吐丝后轧件头部未穿水部分的温度。
通过不断的改进气雾冷却的方式,达到最佳的冷却效果,同时改善因线圈搭接而导致线材在风冷线上通条冷却不均、同圈性能波动大的问题。
标签:盘螺;斯太尔摩风冷线;气雾冷却;改进前言我厂自2008年开始大批量生产包括HRB400在内的盘条螺纹钢,主要规格有¢6.0mm、¢8.0mm、¢10.0mm,给公司带来了良好的效益。
但产品使用方断断续续反馈一些产品性能方面的问题,主要为产品屈服强度低国标、无明显屈服平台、通条性能不佳等问题。
为解决这些问题,我厂采取多种措施以确保产品质量符合要求,其中一项主要的措施就是将头部未穿水部分剪切彻底。
因穿水冷却设备无法使各阀的水流跟随头部进行穿水,导致轧件头部未穿水,温度较穿水部分高。
头部未穿水段约15~20圈,因吐丝时温度未降到工艺要求温度,使该部分的性能指标得不到保证,需要在精整区域剪切掉。
虽然产品质量得到了保证,但成材率达不到预期,浪费了材料,提高了生产成本,减少了企业效益。
为此,参照胡小东,胡林等《关于线材斯太尔摩线气雾冷却的研究》一文方法,在斯太尔摩风冷线处增设气雾冷却装置,以改善产品性能并减少头部剪切量。
1 气雾冷却原理线材在气雾冷却区域内的传热分为传导、对流和辐射三个物理过程。
首先,气雾冷却装置打开后,压缩空气与水形成的气雾会形成一个喷淋区,区域内设备如输送辊、边板、周围空气等会明显降低,高速气流与气雾加快了热钢周围气体流动,有利于线材表面热量传导;同时形成的小水滴接触高温热钢后立即蒸发为气态,吸收大量热量。
相比单纯的风机冷却,可以大幅度提高热钢冷却速度。
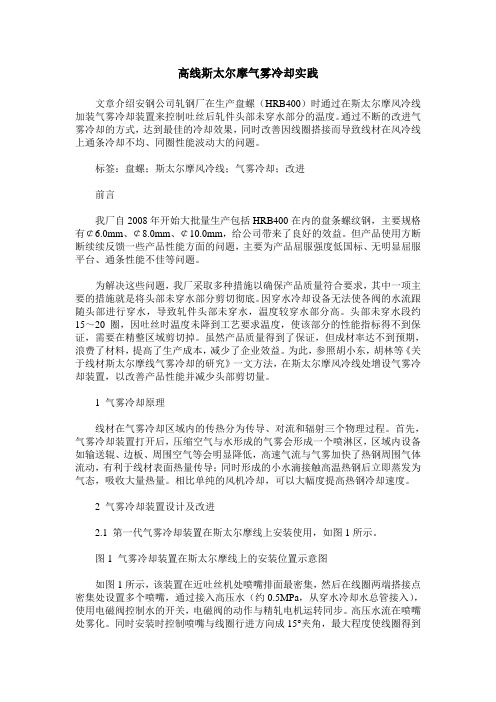
2 气雾冷却装置设计及改进2.1 第一代气雾冷却装置在斯太尔摩线上安装使用,如图1所示。
图1 气雾冷却装置在斯太尔摩线上的安装位置示意图如图1所示,该装置在近吐丝机处喷嘴排面最密集,然后在线圈两端搭接点密集处设置多个喷嘴,通过接入高压水(约0.5MPa,从穿水冷却水总管接入),使用电磁阀控制水的开关,电磁阀的动作与精轧电机运转同步。
斯太尔摩控冷工艺在高速线材生产中应用模板
斯太尔摩控冷工艺在高速线材生产中应用模板为此,采用了标准型冷却工艺,工艺参数如表4。
表 4 高碳钢线材冷却工艺参数C车昆道速度,m/s保温罩盖风机风量吐丝温度,8501.10—1.30全开1#50,其余 1004.4/v徹钢冷徹钢线材的钢种一般为低、中碳优质碳素结构钢和合金结构钢。
这种线材主要用于制造螺栓、螺钉、挪钉等紧固件和各种冷徹成型的配件,用途广泛。
冷徹钢最终产品要有足够的强度和良好的韧性与塑性。
其组织为铁素体+珠光体,采用延迟型冷却,对 ML10—ML45钢工艺参数如表 5 o 表 5 冷徹钢线材冷却工艺参数 C 觀道速,m/s 保温罩盖风机风量吐丝温度,820-840 0.10—0.20 1#,5#,6# 风机处开,其余盖上1#50,5#50,6#80 其余关闭4.5F-M 双相钢该钢要求组织为铁素体,基体上均匀分布一定数量的”小岛状”马氏体。
其工艺参数如表6 o表6F-M 双相钢线材冷却工艺参数C车昆道速,m/s保温罩盖风机风量吐丝温度, 830--8500.35全开1#30,2#30,其余1005结束语延迟型斯太尔摩控冷线能够较灵活的控制冷却工艺,根据各钢种的用途和性能要求,逬行最佳的工艺配合,特别适用于要求轧后缓慢冷却的低合金与合金类钢种,因而在新品种幵发领域有着广资料内容仅供您学习参考.如有不十或者佞权,请联系改正或者删除。
资料内容仅供您学习参考.如有不十或者佞权,请联系改正或者删除。
##2021 年 4 19 日资料内容仅供您学习参考.如有不十或者佞权,请联系改正或者删除。
资料内容仅供您学习参考.如有不十或者佞权,请联系改正或者删除。
##2021 年 4 19 日阔的前景。
另外,采用斯太尔摩控冷工艺生产和开发的各种线材氧化铁皮少,在组织和性能上能较好地满足用户需要,使线材在后续加工中可省略热处理与酸洗工序,降低加工成本。
高速线材轧后的控制冷却技术
高速线材轧后的控制冷却技术吴松河北联合大学摘要:高速线材轧机的控制冷却技术,也称在线热处理,是直接关系到产品力学性能及其均匀性的关键工艺。
采用轧后控制冷却技术增加了产品的附加值。
同时实现了生产节能。
在我国新建的高速线材车间得到了广泛的采用。
关键词: 控制冷却,水冷,风冷1.前言20世纪60年代以来,国外出现无扭轧制新技术使得线材轧机终轧速度大大提高,单盘卷重也随之增加,导致了卷线机与高速度轧制和大卷重无法相适应的矛盾。
另外,由于轧制速度的提高,终轧温度高于1000℃,若仍在精轧后直接卷取,则出现氧化铁皮增多,晶粒粗大,机械性能不均匀等问题。
为此开发出了轧后控制冷却技术,可使线材轧后的冷却速度和进程因钢种、规格及最终产品性能不同而不同,减少氧化铁皮的生成,改善线材的机械性能和拉拔性能。
线材高速轧后的控制冷却技术,也被称为在线热处理,是直接关系到最终产品力学性能及其均匀性的关键工艺。
采用轧后控制冷却技术可以增加产品的附加值,同时实现了生产节能。
对提高线材的社会经济效益和促进金属制品生产发展,开拓线材使用的新领域起到良好的作用。
现代高速线材车间轧后控制冷却技术包括两部分:(1)精轧机至吐丝机间的喷水冷却(也称一次水冷);(2)吐丝机至集卷站间的散卷吹风冷却(也称二次风冷)。
高速线材的轧后控制冷却技术的主要目的:(1)通过控制冷却生产的线材,可使表而一次氧化铁皮大大减少,节约金属。
(2)简化一次加工工艺,节约能源。
经控制冷却生产的线材,在一次加工中,几乎可以取消拉拔前的退火和铅浴淬火工艺。
(3)由于表面氧化铁皮薄,而且为易于清除的Feo,因此在一次加工时,酸洗时间可以减少一半左右,大大降低了酸洗过程酸的消耗。
(4)经过控制冷却的线材金属组织中细粒状珠光体和索氏体占大部分,从而使线材易于拉拔,断面收缩率可提高到80%一90%以上,Ф5.5 mm线材可一次拉拔到Ф2.0 mm以下。
同时,由于整个盘卷在性能上均匀一致,保证了拉拔机能够用较高的速度操作,由于这些原因可使拉拔费用降低20%左右。
北钢第四高速线材硬线生产的控制冷却工艺-田维阳
北钢第四高速线材硬线生产的控制冷却工艺田伟阳张宏亮朱江(北营钢铁集团轧钢厂,辽宁本溪117017)摘要本文首先分析了加热条件对性能的影响,轧后冷却控制,控冷工艺参数设计等问题,在此基础上,结合北钢第四高速线材生产线实际生产情况、设备能力以及存在的问题,探索了如何在生产硬线时,通过对线材尺寸精度、表面质量、通条性能及索氏体化率等多方面严格控制,制定合理的控冷工艺和优化冷却工艺参数,生产出优质线材。
关键词硬线控制冷却工艺参数Research on Controlled Cooling Technology of Hard Wire Production in the Fourth High-Speed Wire of Beitai Iron andSteel GroupAbstract:This article has first analyzed the influence from heating condition to performance, controlled cooling after rolling, cold technological parameter design and so on. Based on this, according to the actual production situation, the installed capacity as well as the existent question of the fourth high speed wire of Beitai Iron and Steel Group, this article has explored how to formulate reasonable controlled cooling craft and optimize cooling technological parameter, and then produce high quality wire rod, through the various control to wire rod size precision, surface quality, poker performance and sorbite rate and so on strict when producing the hard wire. Keywords:high-carbon wire rods; controlled cooling; technological parameters 1 前言在线材生产行业中,通常把优质碳素结构钢中碳的质量百分数不小于0.45%的中高碳钢轧制的线材称为硬线。
高速线材的控轧控冷技术分析
高速线材的控轧控冷技术分析系别:专业:学号:姓名:论文题目:高速线材的控轧控冷技术分析校内指导教师:完成日期:年月日目录摘要 (I)引言 (1)一控制轧制和控制冷却的特点及其工艺 (2)1.控制轧制的特点 (3)(1)再结晶区变形 (4)(2)未再结晶区变形 (5)(3)(γ+α)两相区变形 (5)2.控制冷却的特点 (6)(1)节约能源、降低生产成本: (6)(2)可以降低奥氏体相变温度,细化室温组织 (6)(3)可以降低钢的碳当量 (7)(4)道次间控制冷却 (7)3.线材轧后控制冷却过程分为3个阶段 (8)(1)一次冷却 (8)(2)二次冷却 (8)(3)三次冷却 (8)4.控制轧制、控制冷却的工艺 (10)(1)控制钢坯加热温度 (10)(2)控制最后几个轧制道次的轧制温度 (11)(3)在奥氏体未再结晶区内给予的变形量 (11)(4)控制轧后的钢材冷却速度 (11)二控制冷却工艺参数 (13)1.工艺参数的设定 (13)(1)终轧温度的设定 (13)(2)吐丝温度的设定 (14)(3)相变区冷却速度的设定 (18)(4)集卷温度 (19)2.控制轧制和控制冷却的工艺参数控制 (19)(1)控制钢坯加热温度 (19)(2)控制最后几个轧制道次的轧制温度 (19)(3)在奥氏体末再结晶区域内给予足够的变形 (20)(4)对轧制后的钢材的要求 (20)三控制冷却工艺应用 (20)1.低碳钢 (20)2.高碳钢 (21)3.冷镦钢 (22)四控制轧制、控制冷却在线材生产中的应用 (23)1.线材控温轧制和控制冷却的目的 (23)2.控温轧制有如下几种变形制度 (23)(1)二阶段变形制度 (23)(2)三阶段变形制度 (24)3.现代高速线材轧机控温轧制及控制冷却的特点 (25)(1)实现了全轧制过程的控制轧制 (25)(2)精度较高的水冷闭环控制系统 (26)(3)多种用途的控冷运输机系统 (27)结论 (29)参考文献 (30)摘要介绍了控轧控冷的机理,控制轧制的优缺点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
斯太尔摩控冷工艺在高速线材生产中的应用1.概况13mm盘卷,φ5.5mm---φ唐钢高速线材厂是引进的具有八十年代国际装备水平的线材生产线。
该生产线轧制速度为90m/s,最高可达108m/s,产品规格为12mm螺纹盘卷。
该厂主要生产工艺流程如下:φ10mm---φ210精轧机----三段水冷箱水冷----夹送辊夹送----吐丝机吐丝----斯太尔摩风冷辊道风冷----剪尾----集卷筒集卷----运卷小车运卷、卸卷----P/F线运输----剪头、检查----打包机打包----电子称称重----卸卷----入库φ300预精轧机(机架间有立活套)----预水冷----3#切头飞剪、转向器----侧活套----废品卡断剪----10*φ400中轧机----2#切头、切废飞剪----6*φ500粗轧机----1#切头、切废飞剪----5*φ连铸坯(135mm*135mm)----步进加热炉加热----出炉----夹送、废品或事故卡断剪----4*2.控制冷却工艺特点线材轧后的控制冷却是整个线材生产中产品质量控制的重要手段之一,它对线材成品的内部组织、力学性能及二次氧化均有重要的影响。
控制冷却的实质是利用轧件轧后的轧制余热,以一定的控制手段控制其冷却速度,从而获得所需要的组织和性能,以达到提高产品质量的目的。
1964年,加拿大斯太尔柯钢铁公司和美国摩根公司联合研制的高速线材轧机,首次采用了线材散卷控制冷却工艺,称之为斯太尔摩控制冷却方法。
这是线材生产发展史上的重大技术革命之一,并在世界高速线材轧机控冷线上得到了广泛的应用。
斯太尔摩控冷工艺有三种类型:(1)标准型:采用标准型冷却时,从精轧机出来的线材以压力水进行快速冷却,根据不同的钢种和用途将线材冷却到接近相变的开始温度(760--900℃),冷却后的线材经吐丝机形成线环状,呈散卷状叠放在运输机上,线卷在运输过程中鼓风进行散卷冷却。
标准型斯太尔摩冷却的运输速度为0.25—1.3m/s,冷却速度为4--10℃/s。
(2)缓慢型:缓慢型与标准型的不同之处是在运输机的前部加了可移动的带有加热烧嘴的保温炉罩。
运输机的速度设定的更低些,可使盘卷以很缓慢的冷却速度冷却。
缓慢型冷却运输速度为0.05—1.3m/s, 冷却速度为0.25--10℃/s。
(3)延迟型:延迟型是在标准型的基础上,结合缓慢型冷却的工艺特点加以改进而成。
它是在运输机两侧装上绝热材料的保温墙,并在保温墙的上方装有开关灵活的保温罩盖。
当保温罩盖打开时,可进行标准型冷却;若关闭保温罩盖,降低运输机速度,又能达到缓慢冷却的效果,但比缓慢冷却型结构简单而经济。
延迟型冷却的运输速度为0.05—1.3m/s, 冷却速度为1--10℃/s。
标准型适用于高碳钢线材,缓冷型适用于低碳钢及低合金钢线材。
由于缓冷型冷却需要附加加热设备,投资大、能耗高,而被延迟型冷却所替代。
延迟型冷却适应性广、工艺灵活、投资适中,因此得到了广泛的应用。
唐钢高速线材厂的辊式延迟型斯太尔摩控冷线,不仅能进行延迟型冷却,也能进行标准型冷却,其冷却速度最低可控制在1℃/s以下,最高可达10℃/s以上,因而冷却范围宽,适应性广3.控制冷却工艺参数控制冷却工艺中要求控制的参数主要是终轧温度、吐丝温度、相变区冷却速度(通过调节运输机速度、风量大小及保温时间来达到)与集卷温度等。
3.1终轧温度的设定由于奥氏体晶粒度影响相变过程中的组织转变和转变后产物的形态,因此,通过控制终轧温度来控制奥氏体晶粒度有着实际意义。
终轧温度的设定视钢种不同而异。
对于强度和韧性要求较严格的高碳钢、低合金高强度钢及冷镦钢之类的线材,因其实用性能和再加工性能的需要,要求奥氏体晶粒细化(粗晶粒冲击韧性差),其终轧温度一般控制在930--980℃。
对于强度要求不高,主要用于拉拔钢丝、制钉的低碳钢、碳素焊条钢等,由于碳含量低,奥氏体化温度高,终轧温度相应高些一般可设定在980--1050℃。
对于轴承钢,为避免网状碳化物生成,在轧机能力许可的情况下,应当使终轧温度尽可能低至850℃,如不能达到,则需在轧后强冷至780℃左右吐丝。
此外,对于某些A-F型不锈钢,为让碳化物充分溶解,以便在后续冷却过程中得到固容处理的效果,必须进行高温终轧。
终轧温度一般不低于1050℃。
终轧温度的控制,可通过增减精轧机前面水冷箱的冷却水量及钢坯的出炉温度来实现。
3.2吐丝温度的设定吐丝温度是控制相变开始温度的关键参数。
对于斯太尔摩冷却法来说,一般根据钢种和用途的不同,将吐丝温度控制在760--900℃范围内。
在具体制订工艺参数时,应结合过冷奥氏体的分解温度,(即“C”曲线的位置)、钢种成分、产品使用范围等几方面因素加以综合考虑。
如高碳钢的过冷奥氏体分解温度较低,吐丝温度可设定的低一些,而低碳钢的过冷奥氏体分解温度较高,故吐丝温度也要高。
对于产品的用途、性能要求也要充分考虑,即使同一钢种、相同规格的线材,因其用途不同而应选择不同的工艺参数。
另外,延迟型冷却设备的风冷段冷却速度控制比标准型好,所以延迟型冷却设备的吐丝温度应比标准型低一些,对于部分钢种的吐丝温度可参考表1的吐丝温度。
表1吐丝温度的选择钢种吐丝温度℃拉拔用钢(中碳) 870冷镦钢(中碳) 780普通线材840硬线(高碳) 780—850建筑用钢筋780软线(低碳) 850—900低合金钢830高淬硬性钢900通过改变吐丝温度可引起线材强度、性能的变化。
对于低碳钢,在保持其它条件不变的前提下,为提高强度,应降低吐丝温度;而对于中、高碳钢,在保持其它条件不变的前提下,提高强度,则要提高吐丝温度。
前者通过细化铁素体晶粒达到,后者则是通过减小珠光体的片间距(索氏体化)来实现的。
从理论上讲,高碳钢线材直径越大,吐丝温度应越高,但线材尺寸的作用与吐丝温度的作用相比,可忽略不记。
为保证线材性能均匀一致,冷却条件必须保持相对稳定。
吐丝温度应严格控制,一般允许波动±10℃。
3.3相变区冷却速度的设定相变区冷却速度决定着奥氏体的分解转变温度和时间,它对线材的最终组织形成起着决定性的作用。
在控制冷却相变过程中,冷却速度的控制主要取决于运输机的速度调节、风机的组合状态、风量的大小及保温罩盖的开闭情况,这些参数的确定依赖于“C”曲线或“CCT”曲线。
相变区冷却速度的控制是控制冷却中的难点。
由于受钢的冶金质量、化学成分、设备性能及冷却介质等因素的影响,很难选择一条得到最佳组织状态和性能要求的转变冷却曲线。
只能在现有生产工艺条件下,在选择理想曲线的基础上对工艺参数进行适当的调整,并予以修正,以确定最佳优化参数。
3.4集卷温度C。
在大多数情况下,要求相变后的集卷段鼓风快速冷却,以降低集卷温度。
但也有些钢种例外,如轴承钢。
︒C以下集卷。
而由于受冷却条件和冷却区长度的限制,实际集卷温度要高些,但最高集卷温度应不大于400︒集卷温度取决于相变完成后的冷却速度。
为了保证产品性能,避免集卷后的高温氧化及改善劳动环境,一般要求2504.控制冷却工艺应用4.1低碳钢低碳钢线材多为Q195—235钢。
主要用来进一步拉丝和作建筑用材,二者的性能和组织要求各不相同。
拉丝用的线材需经很大的拉拔变形,因此要求强度低、塑性好,其金相组织以较多含量的大快铁素体为好,珠光体含量越少越好,并且铁素体晶粒要求粗大一些,以使拉拔变形均匀,塑性好,不易拉断;而建筑用线材则要求较高的抗拉强度和一定的韧性,故要求其组织晶粒细小,并且应尽可能提高珠光体含量。
鉴于上述不同要求,对两种用途的低碳钢线材采用了不同的冷却工艺,其工艺参数见表2。
拉拔用线材的冷却较慢,使奥氏体分解在高温下进行,并且分解转变时间较长,有利于先共析铁素体的充分析出和长大。
而建筑用线材虽为延迟型冷却,但冷却速度相对较高,且吐丝温度较低,以降低奥氏体分解温度和缩短分解转变时间,得到较多的珠光体和较细的晶粒。
表2低碳钢线材冷却工艺参数工艺参数拉丝用建筑用C ︒C 880︒吐丝温度, C︒800运输辊道速度,m/s 0.08 0.15—0.25保温罩盖全关中间部分关闭风机风量全部0% 1#50%,6#80%4.2H08Mn2Si钢当线材冷却速度较高时,得到的线材室温组织为珠光体+贝氏体+少量铁素体,当冷却速度较低时(小于1 C/s),得到的组织为铁素体+少量珠光体。
该钢要求强度低、塑性好,其金相组织以较多含量的大快铁素体为好,并且铁素体晶粒要粗大一些,这种钢具有良好的拉拔性能。
为此,对冷却速度按下限控制,工艺参数见表3。
︒表3 H08Mn2Si钢线材冷却工艺参数C 辊道速度,m/s 保温罩盖风机风量︒吐丝温度C 0.05 ︒850 1#,6#风机处开,其余盖上1#20%,6#80%其余风机关闭4.3高碳钢高碳钢线材多为60—80#钢,线材一般用来拉制各种硬线钢丝或制作高强度钢丝绳、钢绞线等各种钢丝制品。
故线材的性能控制首先要提高拉拔性能。
这就要求线材组织应以索氏体组织为主,组织中铁素体含量应尽可能少,且以块状均匀分布而非网状析出。
此外,组织中不得有淬火组织(即马氏体或贝氏体)出现。
为此,采用了标准型冷却工艺,工艺参数如表4。
表4高碳钢线材冷却工艺参数C 辊道速度,m/s 保温罩盖风机风量︒吐丝温度,850 1.10—1.30 全开1#50%,其余100%4.4冷镦钢冷镦钢线材的钢种一般为低、中碳优质碳素结构钢和合金结构钢。
这种线材主要用于制造螺栓、螺钉、铆钉等紧固件和各种冷镦成型的配件,用途广泛。
冷镦钢最终产品要有足够的强度和良好的韧性与塑性。
其组织为铁素体+珠光体,采用延迟型冷却,对ML10—ML45钢工艺参数如表5。
表5 冷镦钢线材冷却工艺参数C 辊道速,m/s 保温罩盖风机风量︒吐丝温度,820--840 0.10—0.20 1#,5#,6#风机处开,其余盖上1#50%,5#50%,6#80%其余关闭4.5F-M双相钢该钢要求组织为铁素体,基体上均匀分布一定数量的“小岛状”马氏体。
其工艺参数如表6。
表6 F-M双相钢线材冷却工艺参数C 辊道速,m/s 保温罩盖风机风量︒吐丝温度,830--850 0.35 全开1#30%,2#30%,其余100%5.结束语延迟型斯太尔摩控冷线可以较灵活的控制冷却工艺,根据各钢种的用途和性能要求,进行最佳的工艺配合,特别适用于要求轧后缓慢冷却的低合金与合金类钢种,因而在新品种开发领域有着广阔的前景。
此外,采用斯太尔摩控冷工艺生产和开发的各种线材氧化铁皮少,在组织和性能上能较好地满足用户需要,使线材在后续加工中可省略热处理与酸洗工序,降低加工成本。