乳猪料生产工艺流程图
猪生产学_养猪生产工艺流程图
2020/4/5
4
一、五段饲养工艺流程
这种生产程序采用五阶段饲养法,以周为单位,每周 都有一定数量的母猪配种妊娠、分娩哺乳、断奶转群; 每周都有一定数量的仔猪出生、断奶、生长、育肥到 出栏。而仔猪从出生到出栏共饲养154~182天,其中 哺乳期28~35天,保育期28~35天,生长期49~56天, 育肥期49~56天,全程共计22~26周。五段饲养工艺 流程在生长肥育期需转群两次,虽然方便了科学饲养 猪群和充分利用了猪舍,但在生产中增加了麻烦,猪 只应激增加,为此有些猪场将生长期和育肥期合二为 一,即采用四阶段饲养工艺流程。
表7—1所示 现代规模化养猪生产指标
2020/4/5
14
表7—1 现代规模化养猪生产指标
任务
指标
任务
指标
母猪年产窝数(窝) 2.1~2.3
仔猪保育天数
28~35 (天)
母猪平均窝产仔数(头) 10
保育仔猪期末体重(㎏)
18~20
母猪平均窝断奶仔数 (头)
母猪分娩率
9 90﹪
保育仔猪成活率
生长育肥猪20~90㎏饲养 天数(天)
2020/4/5
12
二、养猪生产指标和猪群周转数量确定
现代规模化养猪按照生产节律确定生产制度,即在一 定的时限内确定有多少母猪配种、妊娠和分娩;有多 少仔猪出生、哺乳、断奶和保育;有多少肉猪进入生 长、育肥和出栏。根据目前养猪生产规模一般以1、2、 3、7、10日制五个等级而定,三万头规模以上的猪场 实行一日制,万头规模的猪场实行七日制,小型猪场 可实行月制。
15
猪群周转数量的确定
现阶段全国各地的养猪场规模多以中、小型为 主,因此以周为单位,按照养猪规模和繁殖节 律,给出一定数量的母猪配种,建立一定数量 的母猪群,制定相应的生产指标,将是确定各 车间生产任务的关键,也是猪舍建筑面积、内 部设施设备配置、猪群数量和生产周转的前提。
乳猪料生产工艺流程图

乳猪料生产工艺流程图玉米(要经过初清理)、豆粕①第一次粉碎②混合③豆油第一次蒸汽制粒(蒸汽温度90℃以上尽量高,环膜直径3.5~5.5mm)④基础料⑤第二次粉碎②混合③核心料、白糖、乳清粉、鱼粉等。
第二次蒸汽制粒(蒸汽温度60-70℃左右,环膜直径2-2.5mm)④成品⑤①见附录一:主要原材料质量要求及收货标准②粉碎筛片孔径要求:第一次3.0-3.5mm;第二次0.8-1.0mm;第二次粉碎粒度要求100%过20目标准筛,30目筛上物不超过1%,40目筛上物不超过5%。
③混合机混合均匀度的变异系数≤5%④见附录二:蒸汽制粒主要工艺参数控制表⑤见附录三:成品质量控制表加工要求:1.选用的玉米与豆粕第一次粉碎必须按粒度要求粉碎,太细会导致第一次制粒困难或无法制粒,同时要严格按规定比例将原料混合再进行第一次制粒;2. 第一次制粒蒸汽温度尽可能高,以保证原料与蒸汽的充分混合与熟化;第二次蒸汽制粒时,温度不可过高,以避免可能造成的部分营养成分的损失;环模的压缩比:6:1(或5:1视成品硬度调整),压缩比太高会造成第一次和第二次制粒困难。
3. 核心料必须从小投料口投料或直接进入混合机,必须在投大料的中间投,以保证核心料能完全进入混合机。
生产成品前必须用粉碎的玉米进行洗机,保证设备内不会有残留料;生产的成品色泽要均一,经质检员认可后,按要求进行包装;4. 成品损耗率要小于0.5%,制粒冷却后的水分含量:≤12.5%。
附录一:主要原材料质量要求及收货标准附录二:制粒工艺主要参数控制表调质器:其电流要严格按照设备要求控制转速:300-400转/分(经验值:转速基本在原该设备生产常规饲料转速的1/3-1/2左右)环模孔径:3.5-5.5/2.0-2.5mm环模的压缩比:6:1(或5:1视成品硬度调整),压缩比太高会造成第一次和第二次制粒困难。
粒长:5-8mm。
蒸汽的温度:第一次≥90℃(尽可能高,使原料尽可能的充分熟化);第二次60-70℃(视成品硬度调整);蒸汽的气压:4-5kg/cm2 (不低于3.5 kg/cm2)冷却后温度:室温(不高于室温4℃)调制后(未经过蒸汽制粒)的水分:15-18% ;制粒后的水分含量:≤12.5%。
乳猪浓缩饲料及其生产方法与制作流程

图片简介:本技术提供一种乳猪浓缩饲料及其生产方法,所述乳猪浓缩饲料的配方按重量比包括:10~20份麦麸,20~30份米糠,2~5份菜粕,5~8份膨化大豆,7~10份鱼粉,3~5份血粉,10~20份预混料,3~5份植物添加剂,其中菜粕为200型菜粕,本技术属于乳猪浓缩饲料技术领域,本技术中添加植物添加剂,苦参中含有苦参碱,有助于乳猪胃液的分泌,提高乳猪的消化吸收能力,配合藿香叶达到消暑降温的目的,避免乳猪夏季出现生病的现象,山楂对乳猪的食欲进行促进,提高乳猪的采食量,有利于乳猪的生长发育;本技术中,设置熟化步骤,对饲料原料进行熟化,使饲料原料充分熟化,提高浓缩饲料口感的同时,降低乳猪腹泻的几率。
技术要求1.一种乳猪浓缩饲料,其特征在于:所述乳猪浓缩饲料的配方按重量比包括:10~20份麦麸,20~30份米糠,2~5份菜粕,5~8份膨化大豆,7~10份鱼粉,3~5份血粉,10~20份预混料,3~5份植物添加剂,其中菜粕为200型菜粕。
2.如权利要求1所述的乳猪浓缩饲料,其特征在于:所述预混料包括复合氨基酸、复合维生素、复合微量元素、植酸酶和氯化胆碱,其中氨基酸、复合维生素、复合微量元素、植酸酶和氯化胆碱的重量比为:18~20:10~15:15~20:1~3:5~8。
3.如权利要求1所述的乳猪浓缩饲料,其特征在于:所述植物添加剂包括山楂、藿香叶和苦参,其中山楂、藿香叶和苦参的重量比为5~10:8~20:10~20。
4.一种乳猪浓缩饲料的生产方法,其特征在于:所述乳猪浓缩饲料的生产方法包括以下步骤:步骤S101:选料和配料,分别称取20份麦麸,30份米糠,5份菜粕,8份膨化大豆,10份鱼粉,5份血粉,20份预混料,5份植物添加剂;步骤S102:原料预处理,将麦麸,米糠,菜粕和膨化大豆放入破碎机内,破碎成粉末状,制得粉末混合物,将植物添加剂放入破壁机内,制成浆糊状,再在破壁机内添加200份的水,制成混合液,将粉末混合物和混合液放入混合机内,充分混合制得半成品;步骤S103:熟化和烘干,将半成品放入熟化器内,熟化1h,将熟化后的半成品放入烘干机内,烘干30min;步骤S104:冷却,将烘干后的半成品放入冷却箱内,冷却40min;步骤S105:制粒,将冷却后的半成品放入制粒机内,制得直径为2~5mm的颗粒;步骤S106:除尘,将制得的颗粒通过孔径为0.5~1mm的筛网,筛除颗粒中的杂质;步骤S107:包装,将除尘的颗粒放入包装机内,包装成50KG/袋的规格,然后入库。
猪生产学-养猪生产工艺流程图PPT课件

•18
1.配种舍母猪栏数和猪舍建造 数的测算
表7—1所示 现代规模化养猪生产指标
•13
表7—1 现代规模化养猪生产指标
任务
指标
任务
指标
母猪年产窝数(窝) 2.1~2.3
仔猪保育天数
28~35 (天)
母猪平均窝产仔数(头) 10
保育仔猪期末体重(㎏)
18~20
母猪平均窝断奶仔数 (头)
母猪分娩率
9 90﹪
保育仔猪成活率
生长育肥猪20~90㎏饲养 天数(天)
栏计算,而7~10月龄的适龄后备猪所占的猪栏数(10)要求建 造的猪舍数为 : 建造猪舍数﹦后备舍猪栏数÷标准舍栏数 ﹦10÷20﹦0.5(栋)
•24
7.公猪舍猪栏数和猪舍建造数 的测算
公猪舍猪栏数﹦基础母猪数÷20÷每栏 饲养头数
﹦618÷20÷1﹦31(栏) 共养种公猪 31头
建造猪舍数﹦公猪舍猪栏数÷标准舍栏 数﹦31÷20﹦1.6(栋)
建造猪舍数﹦妊娠舍母猪栏数÷标准舍 栏数﹦87.8÷20﹦4.4(栋)
•20
3.分娩舍母猪栏数和猪舍建造 数的测算
分娩舍母猪栏数﹦每周分娩母猪数×分 娩舍饲养周数÷每栏饲养头数 ﹦24×7÷1﹦168(栏) 该时段共养母猪24×6﹦144头
建造猪舍数﹦分娩舍母猪栏数÷每栋标 准舍内放置的分娩栏数 ﹦168÷31﹦5.4(栋)
一、养猪工艺流程的开通 二、 生产周转中配种母猪的补充及淘汰
饲料生产工艺流程图
饲料生产工艺流程图
饲料生产工艺流程图如下:
1.原料准备:将需要用到的原料按比例准备好,并进行初步的清洗和分选。
2.研磨粉碎:将准备好的原料放入研磨机中进行粉碎,使其达到适当的颗粒大小。
3.混合搅拌:将粉碎好的原料放入混合机中,加入适量的添加剂和营养成分,进行搅拌混合,以确保饲料的均一性。
4.调节湿度:根据不同种类的饲料,需要加入适量的水分,通过喷淋的方式进行调节,使饲料湿度达到理想要求。
5.挤压造粒:将调节好湿度的饲料放入挤压机中,通过压力的作用,将其造成颗粒形状的饲料。
6.烘干:将造成颗粒形状的饲料放入烘干机中,通过高温烘干使其含水量达到标准要求,以防止饲料发霉变质。
7.冷却:将烘干好的饲料放入冷却机中,通过冷风的吹扫使其温度迅速降低,防止饲料继续热膨胀。
8.包装:将冷却好的饲料通过自动包装机进行包装,可以选择不同的包装规格和方法,以适应市场需求。
9.质检:从生产线上随机抽取一部分已包装好的饲料样品进行质量检测,检测项目包括外观、水分含量、营养成分等。
10.存储和配送:将经过质检合格的饲料放入仓库进行存储,并根据订单安排进行配送,以确保饲料的及时供应。
以上就是饲料生产工艺流程图的简要描述,整个流程需要严格控制各个环节,以保证饲料的质量和安全。
此外,为了提高生产效率,流程中可以根据需要添加一些自动化设备,如自动添加剂和营养成分的机器、自动包装机等。
同时,也需要加强对原料和成品的质量监控,做好记录和追溯,以确保生产的饲料安全可靠。
猪生产学_养猪生产工艺流程图
10348÷52﹦199 10868÷52﹦209 11388÷52﹦219
每周生产 生长猪数
199÷99﹪﹦201 209÷99﹪﹦211 219÷99﹪﹦221
每周生产 保育仔猪数
成1~2个生产环节(或生产工序),产品从一个车间转移
到下一个车间,从一道工序转移到下一道工序,每一工序
必须完成规定的生产工艺。这样进行养猪生产,分工明确
具体,设备使用熟悉,饲料利用规范,能够达到较高的技
术要求。采用工厂化生产工艺养猪,每个车间必须在一定
周期内完成一定的生产工艺,使其每个车间工艺完成后的
五段饲养工艺流程示意图
五段饲养工艺流程示意图
二、四段饲养工艺流程
以目前设计和配套的万头猪场生产线为例, 较多采用的是四段饲养工艺流程,即每周有 24头母猪于其产前1周进入分娩舍,分娩后哺 乳4~5周断奶,24头哺乳母猪同时转回配种 舍,24窝仔猪转入保育舍,分娩栏空栏一周 进行清洁消毒。仔猪在保育舍饲养4~5周后 转入生长育肥(成)舍饲养14~16周,体重 达90~100kg上市。应该强调的是工艺一定要 先进,在良种繁育、兽医防疫、机械设备和 管理上要创造条件,满足先进工艺的要求。
四段饲养工艺流程示意图
四段饲养工艺流程示意图
养猪生产工艺流程的确定
一、繁殖节律和生产运行节律 二、养猪生产指标和猪群周转数量确定
一、繁殖节律和生产运行节律
规模化养猪生产全过程分配种、妊娠、分娩哺乳、生 长育肥车间五个生产环节,母猪在配种车间饲养35天 (配种14天+妊娠鉴定21天﹦35天),转入妊娠车间后 饲养 88天(妊娠期114天-妊娠鉴定21天-提前5天转 入分娩舍﹦88天),分娩后哺乳28~35天,分娩舍饲养 33~40天(28~35天+5天﹦33~40天),断奶后母猪 返回到配种车间,仔猪转入到保育车间饲养28~35天, 再转入到生长育肥车间饲养14~16周,最后出栏。肥育 猪生产节律应向三、三、三的目标努力,即用来肥育的 仔猪哺乳30天,体重达8~10㎏,转入保育舍强化培育 30天,体重达18~20㎏,再转入生长育肥舍育肥3个月, 体重达90~100㎏出栏。其繁殖节律和生产运行节律如 图所示。
乳猪料的设计 四个阶段的乳猪料10页
乳猪料的设计四个阶段的乳猪料目前,无论多钱(一万多)的教槽料,都是一种成分从7天喂到35天的。
完全忽视乳猪消化系统的不同发育阶段。
而一旦更换为小猪料,换料应激、断奶应激、转群应激(用乳猪喂料器就没有)还是难免。
而根据乳猪消化系统以及是否哺乳,教槽料是应该分为四个阶段的。
通过这四个阶段的饲喂,由此既可达到补充营养,提前断奶,又教会乳猪采食非母乳饲料。
更重要的是提高成活率、免疫力(这才是最重要的)。
那么乳猪料分为哪四个阶段呢?一.补的阶段乳猪料的作用,首先是为实现快速生长,实现早期断奶的目标。
提高仔猪成活率、育壮率。
因为:众所周知,光靠奶水是远远不能满足小猪极限生长需要的,而养种猪的目的就是为了能在最短时间内获取最多最好的小猪。
而一个全面健康的小猪也会为今后的生长打下了良好基础,(免疫力强,自然少用药)。
然而,新生仔猪是没有先天保护性免疫力的,主要靠从初乳中获取大量抗体产生被动免疫。
但是,很多猪场由于管理不严、饲喂不科学,造成母乳不足,仔猪得不到"初乳抗体"(不足量)的有效保护;而就算获得足量的猪初乳,也随着时间的推移,乳猪最初获得的"初乳抗体"也在逐渐减弱,而此时乳猪的自身体液免疫、细胞免疫能力还未形成,加上仔猪因母乳不足造成的"乳汁抗体"不足,以及营养不良,抗病力就会大大减弱。
特别是:出生7日龄内的这个阶段,增强乳猪免疫力及增加营养,就刻不容缓。
因此补充营养、补充免疫球蛋白就十分重要。
二.促的阶段乳猪在7-21日龄期间,虽然在母乳的作用下,肠道脂肪酶活性几乎逐周成倍增加,但是,小肠刷状缘细胞(小肠绒毛)分泌消化酶的作用还很低。
而哺乳仔猪因胃底腺不发达,在生理上缺乏产生足够胃酸的能力,主要还是通过母乳中乳糖发酵产生乳酸以维持胃的酸性环境。
一旦断奶,入住就会因胃酸分泌不足,会使胃内ph值升高,因而胃蛋白酶消化能力下降。
由此会对仔猪断奶造成影响,因此这个阶段的乳猪料,必须能够促进胃酸分泌以及小肠刷状缘细胞(小肠绒毛)生长。
猪生产学_养猪生产工艺流程图课件

PPT学习交流
10
母猪繁殖节律图
PPT学习交流
11
生产运行节律图
(7~14+21)天 88天 (28~35+5)天 28~35天 98~112天 90﹪ 9 ~10头 8~10㎏ 18~20㎏ 90~100㎏
创造条件,满足先进工艺的要求。
• 四段饲养工艺流程示意图
PPT学习交流
7
四段饲养工艺流程示意图
PPT学习交流
8
养猪生产工艺流程的确定
• 一、繁殖节律和生产运行节律 • 二、养猪生产指标和猪群周转数量确定
PPT学习交流
9
一、繁殖节律和生产运行节律
• 规模化养猪生产全过程分配种、妊娠、分娩哺乳、生长
• 表7—1所示 现代规模化养猪生产指标
PPT学习交流
14
表7—1 现代规模化养猪生产指标
任务
指标
任务
指标
母猪年产窝数(窝) 2.1~2.3
仔猪保育天数
28~35 (天)
母猪平均窝产仔数(头) 10
保育仔猪期末体重(㎏)
18~20
母猪平均窝断奶仔数 (头)
母猪分娩率
9 90﹪
保育仔猪成活率
生长育肥猪20~90㎏饲养 天数(天)
产品达到一定的规格要求。
PPT学习交流
2
内容介绍
• 工艺流程类别 • 养猪生产工艺流程的确定 • 各类猪栏数量和建造猪舍数的测算 • 养猪工艺流程的开通和和生产周转中配种母猪
猪生产学_养猪生产工艺流程图
A
13
生产指标确定
根据现代规模化养猪场的生产指标 ,可以确 定养猪场每周周转的空怀母猪、妊娠母猪、 哺乳母猪、断奶仔猪、保育仔猪、生长中猪、 育肥肉猪的数量,这样不但可以有计划的安 排合适的生产管理制度,还能更好的按照工 艺流程组织各类猪群的周转管理。
求。
A
2
内容介绍
工艺流程类别 养猪生产工艺流程的确定 各类猪栏数量和建造猪舍数的测算 养猪工艺流程的开通和和生产周转中配
种母猪的补充及淘汰
A
3
工艺流程类别
现代规模化养猪与传统养猪相比,最重 要的变革是采用了以周为节拍、全进全 出、均衡生产的饲养工艺。根据饲养阶 段划分不同,有下述几种工艺流程。
A
10
母猪繁殖节律图
A
11
生产运行节律图
(7~14+21)天 88天 (28~35+5)天 28~35天 98~112天 90﹪ 9 ~10头 8~10㎏ 18~20㎏ 90~100㎏
A
12
二、养猪生产指标和猪群周转数量确定
现代规模化养猪按照生产节律确定生产制度,即在一 定的时限内确定有多少母猪配种、妊娠和分娩;有多 少仔猪出生、哺乳、断奶和保育;有多少肉猪进入生 长、育肥和出栏。根据目前养猪生产规模一般以1、2、 3、7、10日制五个等级而定,三万头规模以上的猪场 实行一日制,万头规模的猪场实行七日制,小型猪场 可实行月制。
转入分娩舍﹦88天),分娩后哺乳28~35天,分娩舍 饲养33~40天(28~35天+5天﹦33~40天),断奶后 母猪返回到配种车间,仔猪转入到保育车间饲养28~ 35天,再转入到生长育肥车间饲养14~16周,最后出 栏。肥育猪生产节律应向三、三、三的目标努力,即 用来肥育的仔猪哺乳30天,体重达8~10㎏,转入保育 舍强化培育30天,体重达18~20㎏,再转入生长育肥 舍育肥3个月,体重达90~100㎏出栏。其繁殖节律和 生产运行节律如图所示。
饲料生产工艺流程图
饲料生产工艺流程图
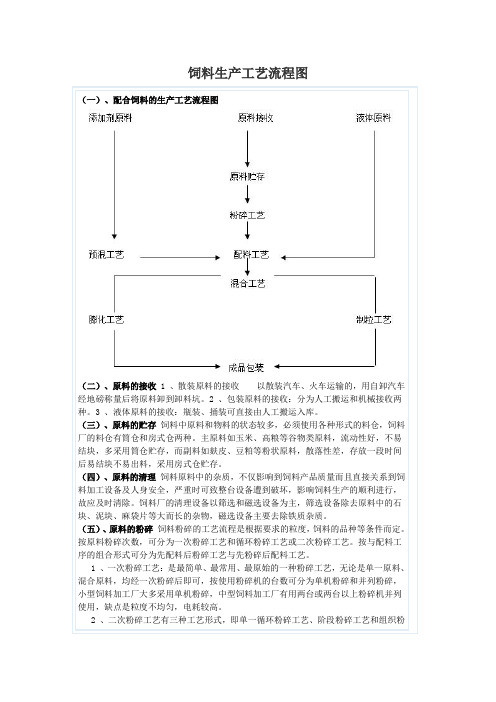
(一)、配合饲料的生产工艺流程图
(二)、原料的接收 1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。
2 、包装原料的接收:分为人工搬运和机械接收两种。
3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。
(三)、原料的贮存饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。
主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存。
(四)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。
饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(五)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。
按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。
按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺。
1 、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高。
2 、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉。
如何做好乳猪料.ppt11

A B C D E F G H
添加足量维生素 添加有效霉菌毒素消除剂 降低矿物质的添加量,同时使用一些有极微量, 尤其是有机铁有机硒 添加吅适的益生素(丁酸愫菌、芽孢杆菌、乳酸菌) 选择吅理的药物组吅,不要长期高剂量 使用引起自由基消除剂,改善内环境 添加驱虫剂(芬苯达唑) 提高产品能量质量,提高适口性
• ㈢. 内在品质的调控
系酸力调节
抗营养因子 的消除
适口性的 调整
霉菌毒素 的消除
• 1. 系酸力调节
系酸力是影响营养物质消化吸收的一个重要因素,所谓系酸力 简单的说就是每克饲料溶于水后需加多少酸来中和它的碱性。对于 乳猪饲料来说,20-40比较吅适。影响系酸力的原料主要是矿物质 元素,石粉最大,磷酸氢钙次之,故现在有些厂家在乳猪料中采用 乳酸钙和柠檬酸钙来替代石粉用部分优质肉骨粉代替磷酸氢钙。
系酸力调节的另一个方法是于饲料中添加适量的酸化剂,酸化剂 应使用复吅型酸,有利于在消化过程中缓冲,保持PH的相对稳定性, 但正磷酸的含量不能太大,最好在10%左右为好。乳猪全价料中 70%总酸含量一般要加到3-5kg才有较好的效果。
√
2. 抗营养因子 的消除
在乳猪料中,主要是精豆粕中的抗胰蛋白 酶、玉米、小麦(面粉)中的支链淀粉, 常用的办法是去皮、膨化、发酵、提取、 超粉粉碎等方法。
√
3. 适口性的调整
适口性包括物理的和生理的两方面。物理 的就是指产品的形状、大小、硬度、粘性、 粉碎的细度等方面。
• 物理方面对乳猪饲料来说,液体的比固体的适口性好、粉状比颗粒状 好、软的比硬的适口性好。细的比粗的适口性好、不粘口的比粘口的适 口性好。 • 生理方面,猪和人一样,小猪和小孩一样,同样喜欢吃酸甜香咸的美 味,而对于其它异味的东西不愿尝试,这是为什么很多产品在替换竞争 对手时出现不吃的原因,因为嗅觉与口感不一。乳猪最喜欢的为源型香 型(乳香型),但大多数厂家用量不够,一般要用到600克/T才会有较 好的效果。
乳猪教槽料生产工艺
2010-5-25
江苏正昌集团有限公司
23
第二届全国饲料加工技术高端论坛
做正昌精品 创世界名牌
(一)、 典型工程
⒈膨胀和制粒工段
国内应用实例:新希望集团-铁骑力士-万千集团-金新农-河南双汇-北京湘大四川广安正大-徐州永昌-山东六环……
2010-5-25 江苏正昌集团有限公司 24
28
第二届全国饲料加工技术高端论坛
做正昌精品 创世界名牌
1、转子改进、动平衡效果更佳、运转至共振区仍无大的振 动; 2、根据使用场合的不同可选用多速电机或变频电机; 3、多腔组合粉碎室,轴向布料均匀,大环流层被分隔为多个 小环流层,粉碎效果提高; 4、压筛架与压紧手柄改进,拆装筛板方便,用力小,能自 锁,不松动更安全; 5、筛板形式改进(鱼鳞板、不等孔),提高产能5~10%; 6、锤片形式改进,真空烧结,提高了锤片寿命; 7、底部结构改进,出料顺畅,噪声低,料温低; 8、电流负载控制仪配置,确保主机满负荷运行; 9、专用叶轮式喂料器,全宽度均匀喂料; 10、蛇形弹簧联轴器补偿偏移,进口轴承寿命长,噪声低;
第二届全国饲料加工技术高端论坛
做正昌精品 创世界名牌
目
录
一、教槽料的饲喂效果和价值体现 二、乳猪教槽料加工工艺 三、典型工程与主机设备
2010-5-25
江苏正昌集团有限公司
3
第二届全国饲料加工技术高端论坛
做正昌精品 创世界名牌
一、饲 喂 效 果和价值体现
(一)、7-35日龄乳猪教槽料的 理想饲喂效果 (二)、价值体现
江苏正昌集团有限公司
33
做正昌精品 创世界名牌
分类(按传动形式)
对辊式制粒机 螺旋式制粒机 平模制粒机(Kalh、正昌、牧羊)
猪饲料厂工艺流程-推荐下载

各种原材料在混合机中参与混合,混合过程添加各种液体原料(油脂、蛋氨酸)。
呼喝周期为 6 种;混合后的成品粉料,根据需要可以去制粒,也可以进入成品仓打
包入库或进入散装车装载出厂。
(4)制粒工段
需要制粒的原料通过调质器进行调质,使物料的温度达到 80-85 度,水分达到
17%左右,然后通过制粒机制成不同径粒的颗粒料。随后经分级筛选把不合格的物料
制粒
磁选
冷却
破碎
粉碎
7.2 设备选用方案
序号
一
1
2
3
4
5
6
7
8
9
二
1
2
3
4
5
6
7
三
表 7-2
设备名称
副料接收系统
副料投料栅、斗
脉冲除尘器
埋刮板输送机
埋刮板输送机
斗式提升机
园锥初清筛
永磁筒
分配盘
园筒脉冲除尘器
车间内玉米提升系统
皮带输送机
皮带输送机
皮带输送机
斗式提升机
圆筒初清筛
永磁筒
分配盘
粉碎系统
分级
磁性杂质后分配至不同的配料仓贮放。
配料仓总容量为 300m3,可以满足一个班的生产所需原料的存放。
(3)配料、混合工段
根据配方的要求,各种参与配料的原料通过计算机控制的配料称一次进入混合
机中。配料过程选用一大一小的两台配料秤,以保证配料的准确性和缩短配料时间。
一些用料较少的添加剂、维生素等原料则由人工称量后由人工投入到混合机中,
生产规模
11
(1)年产 50 万吨的黑猪专用饲料。
工艺技术流程
本项目生产线选用国内一流主机设备,工艺技术指标可达国内一流水平,采用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
乳猪料生产工艺流程图
玉米(要经过初清理)、豆粕①
第一次粉碎②
混合③豆油
第一次蒸汽制粒(蒸汽温度90℃以上尽量高,环膜直径3.5~5.5mm)④
基础料⑤
第二次粉碎②
混合③核心料、白糖、乳清粉、鱼粉等。
第二次蒸汽制粒(蒸汽温度60-70℃左右,环膜直径2-2.5mm)④
成品⑤
①见附录一:主要原材料质量要求及收货标准
②粉碎筛片孔径要求:第一次3.0-3.5mm;第二次0.8-1.0mm;第二次粉碎粒度要求100%过20目标准筛,30目筛上物不超过1%,40目筛上物不超过5%。
③混合机混合均匀度的变异系数≤5%
④见附录二:蒸汽制粒主要工艺参数控制表
⑤见附录三:成品质量控制表
加工要求:
1.选用的玉米与豆粕第一次粉碎必须按粒度要求粉碎,太细会导致第一次
制粒困难或无法制粒,同时要严格按规定比例将原料混合再进行第一次
制粒;
2. 第一次制粒蒸汽温度尽可能高,以保证原料与蒸汽的充分混合与熟化;
第二次蒸汽制粒时,温度不可过高,以避免可能造成的部分营养成分的损失;环模的压缩比:6:1(或5:1视成品硬度调整),压缩比太高会造成第一次和第二次制粒困难。
3. 核心料必须从小投料口投料或直接进入混合机,必须在投大料的中间
投,以保证核心料能完全进入混合机。
生产成品前必须用粉碎的玉米进行洗机,保证设备内不会有残留料;生产的成品色泽要均一,经质检员认可后,按要求进行包装;
4. 成品损耗率要小于0.5%,制粒冷却后的水分含量:≤12.5%。
附录一:主要原材料质量要求及收货标准
附录二:制粒工艺主要参数控制表
调质器:其电流要严格按照设备要求控制
转速:300-400转/分(经验值:转速基本在原该设备生产常规饲料转速的1/3-1/2左右)
环模孔径:3.5-5.5/2.0-2.5mm
环模的压缩比:6:1(或5:1视成品硬度调整),压缩比太高会造成第一次和第二次制粒困难。
粒长:5-8mm。
蒸汽的温度:第一次≥90℃(尽可能高,使原料尽可能的充分熟化);第二次60-70℃(视成品硬度调整);
蒸汽的气压:4-5kg/cm2 (不低于3.5 kg/cm2)
冷却后温度:室温(不高于室温4℃)
调制后(未经过蒸汽制粒)的水分:15-18% ;制粒后的水分含量:≤12.5%。
在夏秋季原料水分比较低的时候,调质压力尽量低些,这样蒸汽里的水分会多点,有利于制粒;同时夏季原料水分低,基础室温高的时候,可以考虑原料细粉碎会更有利于制粒。
在冬春季原料水分比较高的时候,调质压力尽量高些,这样蒸汽里的水分会少点,有利于制粒;同时冬春季原料水分高,基础室温低的时候,可以考虑原料粗粉碎会更有利于制粒。
在多级调质器的情况下,如果调质后水分过高,可以只开最上面一级调质蒸汽打开,关闭其他的几级调质器的蒸汽。
在基础料制粒困难时,可以测定一下混合后基础料的水分,和调质后基础料的水分。
(需要达到的温度-基础室温)/(调质后基础料的水分-调质前基础料的水分)=15左右。
如果这个比值越低,表示调质蒸汽中的水分过高了,可以适当增加蒸汽的压力,降低水分。
同时可以考虑蒸汽管道的设计是否合理,可以在低点增加一个
疏水阀或者汽水分离器。
如果这个比值过高,表示调质蒸汽中的水分过低了,可以适当降低蒸汽的压力,提高水分。
调质前水分过低时,可以在混合机中适当1~2个点的水,注意添加防霉剂。
使得基础料调质后的水分在16~17.5%范围内,制粒效率最佳。
为了达到溶水性好的特点,请务必注意如下几点:
1、二次粉碎粒度尽可能达到要求,100%过20目,30目筛上物不超过1%,40目筛上物不超过5%;
2、在成品调质制粒时,请务必关闭前几级调质器的蒸汽,仅打开最后一级调质器的蒸汽,如果有后熟化设备,请停止稳定器的工作。
不要经过后熟化处理。
3、降低第二次制粒的压力和温度,压力根据水分调节,同时提高的进料速度。
4、基础料调质温度尽量达到95℃以上,二次制粒温度不超过70℃。
5、环模的压缩比1:5—1:6。
6、采用逆流式冷却器,调节风量和冷却时间,如果该公司主要生产的产品为大粒径饲料,生产可以适当降低冷却风量。
冷却时间一般在6分钟左右。
附录三:成品质量控制表
注:尤其是在夏季高温高湿季节一定要注意控制好原料和成品的质量问题,甚至在夏季时可以考虑在加工时适当的多加些防霉剂。