模块二钳工常用设备及工量具
钳工简介

钳工学好了是万能工,学不好就是杂工!
钳工制作的产品
量 具
量 具
工具
工具
锉刀
钳工常用工、量具
角尺及应用
游标卡尺各部分名称
游标卡尺用途
外径千 分 尺 结构
高 度 游 标 卡尺
如何学习
要想做一个合格的钳工,必须掌握扎实的基本功, 锯,锉,錾,磨,划线等,都要勤学苦练。 要学好相关理论知识知识,比如机械制图,公 差、机床刀具,(钻头是必须了解和掌握刃磨 技术的)工装夹具的设计,及加工工艺。
2、钳工分类
普通钳工:对零件进行装配、修整,加工 的人员。 机修钳工:主要从事各种机械设备的维修、 修理工作。 工具钳工:主要从事工具,模具,刀具 的 制造和修理。 装配钳工: 按机械设备的装配技术要求进行 组件,部件装配合总装配,并经过调整, 检验和试车。
• 3、钳工的基本操作:
• 1.辅助性操作:即划线,它是根据图样在 毛坯或半成品工件上划出加工界线的操作 。 • 2.切削性操作:有锯削、錾削、锉削、铆 接、锡焊、粘接、矫正和弯形、弹簧、钻 孔、扩孔、铰孔、刮削和研磨、攻螺纹和 套螺纹等多种操作。 • 3.装配性操作 :即装配,将零件或部件按 图样技术要求组装成机器的工艺过程。 • 4.维修性操作:即维修,对在役机械、设 备进行维修、检查、修理的操作。
以下的孔。
遵守 操作规程
工 作 台 ( 钳 台 )
ห้องสมุดไป่ตู้
L
n
回转式 固定式
钢制网状钳口
规格:钳口宽度—— 100mm、125mm、150mm
台虎钳构造及各部分名称
回 转 式 台 虎 钳 的 安 装
砂 轮 机 的 使 用
钻 床 的 使 用
钳工常用设备、工具及量具

第1章钳工常用设备、工具及量具1.1 钳工常用设备1.1.1 钻床1.钻床的种类钻床是一种常用的孔加工机床。
在钻床上可装夹钻头、扩孔钻、锪钻、铰刀、镗刀,丝锥等刀具,用来进行钻孔、扩孔、锪孔、铰孔、镗孔以及攻螺纹等工作。
因此,钻床是钳丁所需要的主要设备。
钻床根据其结构和适用范围不同,可分为台式钻床(简称台钻)、立式钻床(简称立钻)、摇臂钻床和深孔钻床四种,见表1—1—1。
第1页第2章划线2.1 划线的作用、分类及要求2.1.1 划线的作用根据图纸的技术要求,在毛坏或工件上用划线工具划山加工界线的操作,称为划线。
划线的作用见表2—1—1。
2.1.2 划线的分类划线分为平面划线和立体划线两种,见表2—1—2。
2.1.3 对划线的要求划线应符合表2—1—3的要求。
第45页第3章錾削3.1 錾阐工具3.1.1 錾子1.錾子的构造錾子一般由碳素工具钢(如T7A,TSA等)锻成,经热处理后有足够的硬度和韧性。
也可用合金工具钢(如滚动轴承钢GCrl5,高速钢W18Cr4V等)锻造,只是价格较高。
錾子由切削部分、斜面、柄部和头部4部分组成(图3—1—1)。
柄部断面为八棱形,头部做成圆锥台形,顶端略带球面,使锤击作用力的方向能朝着刃口的錾切方向,并使顶部受锤击第65页后不翻边。
錾子切削部分主要由两面一刃(前面、后面和切削刃)构成。
切削时的角度见表3—1—1及如图3—1—2所示。
第66页第4章锉削4.1 锉阐工具4.1.1 锉刀的组成锉刀是用高碳工具钢T13A、T12A或T13、T12制成,并经热处理,其硬度在62—67HRC 之间。
锉刀的组成见表4—1—1和如图4—1—1所示。
第83页第5章锯割5.1 钼割工具5.1.1 锯弓锯弓的结构形式见表5—1—1。
5.1.2 锯条手工锯条一般用渗碳软钢冷轧而成,经淬火后硬度达55—591-IRC,其长度是用两端安装孔的中心距表示,规格有200mm、250mm和300mm三种。
钳工常用设备及工具
28
主电动机(1430r/min)→轴Ⅰ→
38 37
29 19
→轴Ⅲ→ →轴Ⅳ→主轴
47
47
→轴Ⅱ→
25 18
54
根椐传动结构式,可列出主运动平衡方程式如下: n主轴=n电动机×4281 ×u变
式中 n主轴——主轴转速,r/min;
4.Z3050×16(Ⅰ)型摇臂钻的操作方法
(1)主轴的起动 按下主电动机按钮,指示灯亮时,主电动机启动。将 主轴操纵手柄转至正转(向前)或反转(向后)位置上, 主轴即顺时针或逆时针方向转动,中间位置为停止。
主轴转向
(2)主轴的空档 将主轴操纵手柄向上抬起,即可用手轻便转动主轴, 如再启动主轴,须先将主轴操纵手柄压至变速位置(离 合器接通),再将主轴操纵手柄转至正转或反转位置上。
三、摇臂钻床
摇臂钻床是钳工常用的一种较大型的钻削加工设备, 内部结构复杂。
1.Z3050×16(Ⅰ)型摇臂钻的特点
(1)使用范围广,通用化程度较高。 (2)采用液压预选变速机构,可节省辅助时间。 (3)主轴正转、停车(制动)、变速、空档等动作, 用一个手柄控制,操纵轻便。 (4)主轴箱、摇臂、内外柱采用液压驱动的菱形块 夹紧机构,夹紧可靠。 (5)有完善、可靠的安全保护装置。
u变——交换齿轮传动比。
(2)进给运动传动链
Байду номын сангаас进给运动的传动结构式如下:
41
31
主轴(Ⅳ)→ 77
→轴Ⅴ→
24 3
32 19
→轴Ⅷ→
16 52
→轴Ⅸ
46 26 39
钳工工具的选用及使用
项目二 钳工工具的选用及使用
一、项目说明
二、实训时间:共5课时
三、实训教学目标
四、教学器材
五、教学组织
1.教学组织形式
本实训教学项目为实训示范课,由实训教师或2~3名学生操作,其他学生观察学习握各类工具的使用方法及注意事项后,学生进行分组练习,教师进行指导。
2.实训教学场地
实训场地应配套钳工实训工作台1个。
六、实训教学内容
锉刀的选用及使用
錾、冲类工具的选用及使用
手锯的选用及使用
其他钳工工具的选用及使用
七、课后测试
)方向保持基本平行。
D.东西
其规格用钳口的( )表示。
D.平面度
D.无齿
只有这样才能紧咬住断螺栓。
航空工业版《金工实训》项目二 钳工模块(一)

(5)钻床、砂轮机和其他电动工具要做好用前检查、用后清扫,按要求进行日常保养。
(6)进入实习场地必须遵守安全文明生产和实习教学的各项规章制度。
任务一 钳工入门知识
三、实操练习
以4人为一小组共用一个钳台,熟悉台虎钳的结构及使台用方虎法钳。、钳 台、砂轮机
任务二 平面划线
一、实训教学准备
工、量具:钢尺、划针、划规、样冲、 手锤、涂料等。
成或不便完成的工作。
2.钳工的主要工作
(1)机械设备的制造。
(2)机械设备的维护和修理。
(3)各种工、夹、量具以及各种专用设备的制造。
(4)进行技术革新、改进工具和工艺。
任务一 钳工入门知识
3.钳工分类 随着机械工业的发展,钳工的工作范围日益扩 大,并且专业分工更细,如分成装配钳工、修理钳 工、工具制造钳工、划线钳工等。 钳工主要操作包括划线、錾削、锯削、锉削、 钻孔、扩孔、锪孔、铰孔、攻螺纹和套螺纹、矫正 和弯曲、铆接、刮削、研磨、刃磨、绕簧,以及基 本测量技能、简单的热处理等。
材料:每人一块厚度10 mm、长宽80 mm×80 mm的若干。
图纸:零件或作业(画在黑板上)。
任务四 锯割
二、相关工艺知识
(一)手锯构造
台虎钳、钳
用手锯把工件材料切割开或在工件上锯出沟槽的操作称为锯割。
手锯由锯弓和锯条构成。锯弓用来安装锯条,有可调式台和、固定砂式轮两机种,如图所示。常用的手用锯条
锥、板牙和铰手;刮削用的平面刮刀和曲面刮刀;各种扳手起子等。 2.常用量具 常用量具主要有:钢直尺、游标卡尺、内外卡钳、千分尺、直角尺、百分表、高度游标卡尺、90°
角尺、万能角度尺、半径规、塞尺、内径千分尺、深度千分尺、框式水平仪、深度游标卡尺等。 (四)钳工操作技能的学习方法和要求 钳工以手工操作为主,加工精度较高,技艺性强,而使用的工具一般比较简单。因此,在学习时不
钳工常用工具与量具
钳工常用工具与量具钳工常用工具与量具本章学习要点1.掌握钳工常用工具及使用要领。
2.掌握钳工常用量具及使用方法。
3.熟悉量具的维护与保养方法。
2.1 钳工常用工具2.1.1 钳工常用手工工具包括划线、錾削(凿削)、锯割、锉削、钻孔、扩孔、铰孔、攻丝和套丝、矫正和弯曲、铆接、刮削、研磨及装配用工具等,2.1.2 钳工常用电动工具1.手电钻特点:是用来对金属或其他材料制品进行钻孔的电动工具,体积小、质量轻、使用灵活、操作简单使用时注意事项:(1)电钻使用前,须先空转1 min左右,检查传动部分运转是否正常。
(2)钻头必须锋利,钻孔时用力不应过猛。
当孔将要钻穿时,应相应减轻压力。
2.模具电磨特点:配有各种形式的磨头以及各种成形铣刀,适用于在工具、夹具和模具的装配调整中,对各种形状复杂的工件进行修磨、抛光或铣削。
使用时注意事项:(1)安装软轴或更换磨头时,务必切断电源。
(2)软轴与机身的夹头以及软轴与磨头的夹头,务必要用小扳手锁紧。
(3)使用前须先开机空转2~3 min,检查是否正常(4)所用砂轮的外径不能超过磨头标牌上规定的尺寸。
(5)使用时,砂轮和工件的接触压力不宜过大。
(6)使用切割片加工时,注意安全,以防切割飞片伤人。
3.电剪刀特点:使用灵活、携带方便,能用来剪切各种几何形状的金属板材。
剪切成形的板材,具有板面平整、变形小、质量好等优点。
同时也是对各种形状复杂的大型样板进行落料加工的主要工具之一。
使用时应注意事项:(1)电剪刀剪切的板料厚度不得超过标牌上规定的厚度。
(2)开机前检查螺钉牢固程度。
然后开机空转,待运转正常后方可使用。
(3)剪切时,两刀刃的间距需根据板材厚度进行调整。
(4)进行小半径剪切时,需将两刃口的间距调至0.3~0.4 mm4.电动扳手特点:主要用来装拆螺纹连接件,分为单相冲击电动扳手和三相冲击电动扳手。
使用应注意事项:(1)使用前空转1 min以检查是否正常。
(2)按下开关空转,看转动方向是否是需要的。
钳工常用的量具的使用
(2)测量前应将游标卡尺擦干净,并将两量爪合并,检 查游标卡尺的精度状况;大规格的游标卡尺要用标准棒 校准检查。
(3)测量时,被测工件与游标卡尺要对正,测量位置要 准确,两量爪与被测工件表面接触松紧合适。
(4)读数时,要正对游标刻线,看准对齐的刻线,正确读 数;不能斜视,以减少读数误差。
米数。再看微分筒哪一刻线与固定套管的基准线对齐, 读出不足半毫米的小数部分。最后将两次读数相加, 即为工件的测量尺寸。
12+240.01=12+0.24=12.24mm
32.5+150.01=32.5+0.15=32.65mm
注意:固定套筒上刻有水平长刻线为零基准线,基准线下方 刻有整毫米线,每格为1mm;基准线上方为0.5mm线,每 条刻线均分上方的整毫米线。
千分尺的使用方法及注意事项
1)根据被测工件的特点、尺寸大小和精度要求选用合适的类 型、测量范围和分度值。一般测量范围为25mm。如要测量 20±0.03的尺寸,可选用0~25mm的千分尺。 2)测量前,先将千分尺的两测头擦拭干净再进行零位校对。
3)测量时,被测工件与千分尺要对正,以保证测量位置准确。 使用千分尺时,先调节微分筒,使其开度稍大于所测尺寸, 测量时可先转动微分筒,当测微螺杆即将接触工件表面时, 再转动棘轮,测砧、测微螺杆端面与被测工件表面即将接触 时,应旋转测力装置,听到“吱吱”声即停,不能再旋转微分筒。
量块一般都做成多块一套,装在特制的木盒内。 常用的有83块一套、46块一套、10块一套和5块一套 等多种。
六、常用测量技术
钳工在进行零件加工或设备制造过程中,均需要 满足一定的精度要求。零件加工精度或设备制造精度 主要包括尺寸精度、形状精度、位置精度以及表面质 量等,零件或设备在加工、制造完成后是否满足精度 要求,需要进行检测才能确定。
项目二 钳工基本操作(划线)

项目二钳工基本操作——划线教学目的和要求:1)明确划线的作用和目的;2)正确使用划线工具;3)掌握一般的划线方法和正确地线条上打冲眼;4)划线操作应达到线条清晰,粗细均匀,尺寸误差不大于±0.3mm。
重点与难点:1)重点:基本线条的划法,正确使用工具;2)难点:划线误差控制,冲点准确、分布合理。
示范内容:1)基本线条的划法;2)划线工具的使用方法。
巡回重点:1)检查学生工、量具的正确使用;2)各图形划线的正确性;3)督促安全与文明生产。
教学准备:工具:手锤、划针、样冲、圆规等;量具:游标卡尺、钢皮尺等;原材料:钢板2×200×300 (Q235)、蓝油;仪器设备:台虎钳、划线平板、方箱;图纸:附图(每人1张)。
教学内容与组织:【组织教学】1、点名,检查着装、劳保用品及安全措施等;2、进行安全文明生产教育;3、检查学生的实习准备工作是否到位。
【课前指导】【复习导入】1、台虎钳的规格与使用注意事项?2、游标卡尺和千分尺的使用读书方法?3、平面度的检验方法?【授课内容】任务二钳工基本操作——平面划线一、划线简介1、划线:根据图样和技术要求,在毛坯或半成品上用划线工具划出加工界线,或划出作为基准的点、线的操作过程。
2、种类:1)平面划线:只需要在工件一个表面上划线后即能明确表示加工界线;2)立体划线:需要在工件几个互成不同角度(一般是互相垂直)的表面上划线,才能明确表示加工界线。
二、划线工具及其使用方法1、长度单位:我国长度单位采用米制,它是十进制。
机械工程上所标注的米制尺寸是以毫米为主单位。
(图样上规定不注单位符号)公英制单位的换算关系:1英寸=25.4mm2、划线工具:钢直尺:是一种简单的尺寸量具,最小刻距为0.5mm。
规格有150mm、300mm等多种,主要用来量取尺寸、测量工件,也可作划线时的导向工具。
划线平台:由铸铁制成,工作表面经过精刨或刮削加工,作为划线时的基准平面。
钳工常用量具及测量方法

钳工常用量具及测量方法
常用量具及使用
(2)外径千分尺读数方法。 ①读出刻度套管上的尺寸,即刻度套管上露出刻线的尺寸(注意:不 可漏掉应该读的0.5 mm的刻线值)。 ②读出微分套筒上的尺寸。先要看清微分套筒圆周上的哪一格与刻度 套管的水平基准线对齐,再将格数乘以0.01 mm即得出微分套筒上的尺寸。 ③将上面两个数相加,即为外径千分尺测得的尺寸。
钳工常用量具及测量方法
常用量具及使用
外径千分尺 外径千分尺的测量范围有0~25 mm、25~50 mm、50~75 mm、75~100 mm等。
(1)外径千分尺刻线原理。 如右图所示,外径千分尺测微螺杆上螺纹的 螺距为0.5 mm,当微分套筒转动1周时,测微螺杆 就会推进或退出0.5ቤተ መጻሕፍቲ ባይዱmm。微分套筒圆周上共刻有 50等份的小格,因此,当它转过1格(1/50周)时, 测微螺杆推进或退出的数值为:
钳工常用量具及测量方法
常用量具及使用
(2)游标万能角度尺读数方法。 游标万能角度尺的读数方法与游标卡尺的读数方法相似,即先从尺身 上读出游标“0”线左边的刻度整数,然后在游标尺上读出分数的数值(格 数×2′),两者相加就是被测量工件的角度数值。
钳工常用量具及测量方法
常用量具及使用
(3)游标万能角度尺读数注意事项。 ①根据测量工件的不同角度,正确选用钢直尺和90°角尺。 ②使用前要检查尺身和游标的“0”线是否对齐,基尺和直尺是否漏光。 ③测量时,工件应与角度尺的两个测量面全长接触良好,以减小误差。
(3)百分表读数注意事项。 ①百分表要装夹在万能表架或磁性表架上使用。表架上的接头即伸缩 杆,可以调节百分表的上下、前后和左右位置。 ②测量平面或圆形工件时,百分表的测头应与平面垂直或与圆柱形工 件中心线垂直。 ③测量杆的升降范围不宜过大,以减小由于存在间隙而产生的误差。
钳工技能1

平面划线
立体划线
一、找正
找正就是利用划线工具(如划规、划线盘、单脚规等)使工件上有关的表
面处于合适的位置。
二、借料
借料就是通过试划和调整,使各个加工表面的加工余量合理分配,互相借
用,从而保证各个加工表面都有足够的加工余量,而误差和缺陷可在加工后排
除。
立体划线
三
錾
削
狭平面錾削
一、錾削工具
尺寸,再将固定量爪的测量面紧贴工件,轻轻
移动活动量爪至量爪接触工件表面为止,并找
出最小尺寸。测量时,游标卡尺测量面的连线
要垂直于被测表面,不可处于歪斜位置,否则
测量不正确。
4.读数时,卡尺应朝着亮光的地方,目光应
垂直尺面。
长方体锉削
六方体锉削
万能角度尺是用来测量工件内外角度的
量具。按游标的测量精度分为2ˊ和5ˊ两种,
工作部分
导向部分(切削部分的
备用部分)
切削部分
麻花钻结构
钻孔练习
两个前刀面
六面
切
削
部
分
两个后刀面
两个副后刀面
两条主切削刃
五刃
两条副切削刃
麻花钻切削部分
一条横刃
钻孔练习
麻花钻的辅助平面
基面:切削刃上任一点的基面是过该点
且与该点切削速度方向垂直的平面。主
切削刃上各点的基面是不同的。
切削平面:主切削刃上任一点的切削平
挥锤:肘收臂提,举锤过肩;手腕后弓,三指微松;锤面朝天,稍停瞬间。
锤击:目视錾刃,臂肘齐下;收紧三指,手腕加劲;锤錾一线,锤走弧形;左脚
着力,右腿伸直。
稳—锤击节奏40次/分;
要求
准—命中率高;
2钳工常用量具及划线全解
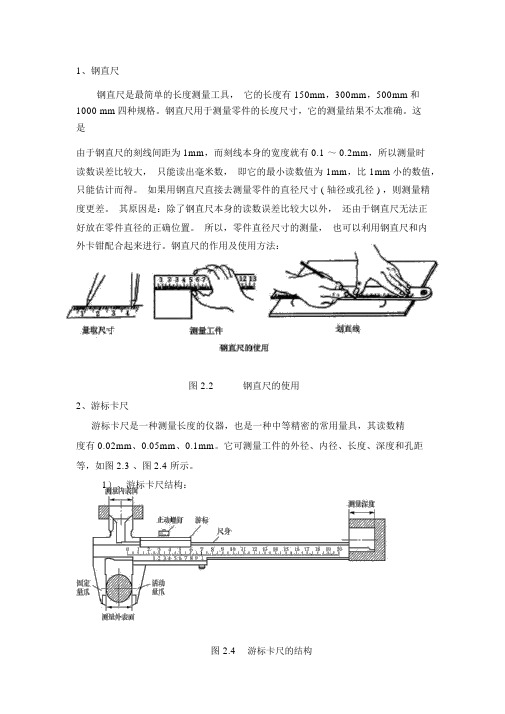
1、钢直尺钢直尺是最简单的长度测量工具,它的长度有 150mm,300mm,500mm和1000 mm四种规格。
钢直尺用于测量零件的长度尺寸,它的测量结果不太准确。
这是由于钢直尺的刻线间距为 1mm,而刻线本身的宽度就有 0.1 ~ 0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为 1mm,比 1mm小的数值,只能估计而得。
如果用钢直尺直接去测量零件的直径尺寸 ( 轴径或孔径 ) ,则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
钢直尺的作用及使用方法:图 2.2钢直尺的使用2、游标卡尺游标卡尺是一种测量长度的仪器,也是一种中等精密的常用量具,其读数精度有 0.02mm、0.05mm、0.1mm。
它可测量工件的外径、内径、长度、深度和孔距等,如图 2.3 、图 2.4 所示。
1)、游标卡尺结构:图 2.4游标卡尺的结构2)、游标卡尺的刻线原理及读数方法(1)、1/20mm( 0.05mm)游标卡尺的刻线原理及读数方法刻线原理:游标卡尺是利用尺身的刻线间距与游标的刻线间距差来进行分度的。
主尺上每一格的长度为1mm,当两量爪合并时,游标上的20 格刚刚好与尺身上的19mm对正。
因此,尺身与游标每格之差为:1-19/20=0.05 (mm),此差值即为 1/20mm游标卡尺的测量精度,如图 2.26 所示。
图 2.26 1/20mm 刻线原理读数方法分三个步骤:①、读出游标上零线左面尺寸的毫米整数;②、读出游标上哪一条刻线与尺身刻线对齐;③、把尺身和游标上的尺寸加起来即为测得尺寸,如下图 2.27 所示。
图 2.27 1/20mm 游标读数方法(2)、1/50mm( 0.02mm)游标卡尺主尺上每一格的长度为1mm,当两量爪合并时,游标上的50 格刚刚好与尺身上的49mm对正。
钳工常用的量具的使用-PPT
9/9/2024
23
外径千分尺:主要用于测量工件的外尺寸,如 外径、长度、厚度等。 活动套筒
(微分筒) 测砧(真音) 测微螺杆 固定套筒
尺架
锁紧装置 隔热装置
旋钮 测力棘轮
9/9/2024
24
千分尺的刻线原理:
千分尺的固定套管上刻有轴向中线,作为读数基准线, 上面一排刻线标出的数字表示毫米整数值;下面一排 刻线未注数字,表示对应上面刻线的半毫米值。即固 定套管上下每相邻两刻线轴向长为0.5mm。
用卡规检验轴类工件时,如果通规能通过且止规不
能通过,说明该工件的尺寸在允许的公差范围内,是 合格的。二者缺一不可,否则,即是不合格。
9/9/2024
50
(三)、塞尺
塞尺是用来检验两个结合面之间间隙大小的片状 量规。塞尺如图,它有两个平行的测量平面,其长度 有50mm、100mm、200mm等多种。
(4)读数时,要正对游标刻线,看准对齐的刻线,正确读
数;不能斜视,以减少读数误差。
(5)用单面游标卡尺测量内尺寸时,测得尺寸应为卡尺
上的读数加上两量爪宽度尺寸。
(6)严禁在毛坯面、运动工件或温度较高的工件上进
行测量,以防损伤量具精度和影响测量精度。
9/9/2024
19
4、实训一 游标卡尺测量训练
1.测量外尺寸:测量外尺寸时,外量爪应张开到略 大于被测尺寸,以固定量爪贴住工件,用轻微压力把 活动量爪推向工件,卡尺测量面的连线应垂直于被测 量表面,不能偏斜。
9/9/2024
25
千分尺的测微螺杆的螺距为0.5mm,当微分筒每转一圈 时,测微螺杆便随之沿轴向移动0.5mm。微分筒的外锥 面上一圈均匀刻有50条刻线,微分筒每转过一个刻线 格,测微螺杆沿轴向移动0.01mm。所以千分尺的测量 精度为0.01mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3. 其它游标卡尺 游标深度尺
模块二钳工常用设备及工量具 Nhomakorabea3. 其它游标卡尺 游标高度尺
模块二钳工常用设备及工量具
4. 游标卡尺使用方法
① 测量前检查:卡尺擦净,量爪贴合后,应无透 光现象,游标和主尺零线应对齐。
② 测量外尺寸时:量爪张开到略大于被测尺寸, 轻移游标,使两量爪测量面贴靠工件后读数。
模块二钳工常用设备及工量具
1. 游标卡尺的结构 图示三用游标卡尺,它由尺身、游标、内 量爪、外量爪、深度尺和锁紧螺钉等部分组成。
模块二钳工常用设备及工量具
2. 游标卡尺的测量原理(以十分度为例)
0
主尺 10毫米
1 cm
1毫米
0.9毫米
0
9毫米 游标
10
模块二钳工常用设备及工量具
游标卡尺的测量原理
稳后再进行磨削。若砂轮跳动 明显,应停机修整。
(3)砂轮机托架和砂轮之间 的距离应保持在3 mm以内。
(4)磨削时应站在砂轮机的 侧面,用力不宜过大。
模块二钳工常用设备及工量具
4.钻床 ⑴ 台式钻床
台式钻床简称台 钻,它结构简单、操 作方便,常用于小型 工件钻、扩孔直径在 13 mm以下。
模块二钳工常用设备及工量具
图为机械 百分表和数 显百分表。
模块二钳工常用设备及工量具
1.钟面式 百分表的结构
模块二钳工常用设备及工量具
2.百分表的刻线原理
齿杆上端齿距0.625mm。 当齿杆上升16齿时,上升的距 离为:0.625mm×16=l0mm
与齿杆啮合的16齿的小齿 轮正好转动1周,同轴的大齿 轮(100个齿)也必然转1周。
模块二钳工常用设备及工量具
读数练习
60mm+0.48mm=60.48
模块二钳工常用设备及工量具
读数示例
28mm+0.86mm=28.86
模块二钳工常用设备及工量具
3. 其它游标卡尺 数显卡尺
模块二钳工常用设备及工量具
3. 其它游标卡尺 带表卡尺
1-读数部位 2-指示表 3-微动装置
模块二钳工常用设备及工量具
模块二钳工常用设备及工量具
4. 其它百分表
内径百分表
内径百分表可以用来 测量孔径和孔的形状误差, 用于测量深孔极为方便。
通过更换可换触头, 可以改变内径百分表的测 量范围。
模块二钳工常用设备及工量具
杠杆百分表
分为正面式和端面式 两种。
测量时,当被测尺寸 引起测量端微小位移(摆动) 时,经过杠杆-齿轮传动机 构的放大作用,使指针4产 生较大幅度的摆动,因而可 从表盘5上读出被测数值。
③ 三爪内径千分尺 是一种利用三个活
动量爪直接测量内孔尺 寸的精密量具。
读数精度有: 0.004mm和0.005mm两种。
模块二钳工常用设备及工量具
三、游标万能角度尺
模块二钳工常用设备及工量具
游标万能角度 尺是用来测量工 件内、外角度的 量具。其测量精 度有2′和5′两种, 测量范围为0°~ 320°。
转一格,螺杆就移动 0.5÷50=0.01(mm)。
模块二钳工常用设备及工量具
3.千分尺的对零
模块二钳工常用设备及工量具
千分尺对零判断:
5 0 0 45
对零准确
模块二钳工常用设备及工量具
4. 千分尺的读数方法
是否超过半刻 度?是。
固定刻度: 2
01 2
0 可动刻度: 46.0
45
40
读数L= 固定刻度 + 半刻度 + 可动刻度
主尺
0
1 cm
游标
0
0.1毫米
10
主尺上的1个最小分度与游标上1个最小分度的 差值就是卡尺最小分辨值,即卡尺的测量精度值。
模块二钳工常用设备及工量具
游标卡尺的测量原理
0
主尺
1 cm
游标
0
10
当被测量的物体长度为零时,游标上的哪一 根刻度线与主尺上刻度线相重合呢?
模块二钳工常用设备及工量具
游标卡尺的测量原理
4.钻床 ⑵ 立式钻床
立式钻床简称立 钻,主要用于钻、 扩、锪、铰中小型 工件上的孔及攻螺 纹等。
模块二钳工常用设备及工量具
第二节 钳工常用量具
❖ 为了确保零件 ❖ 万能量具:一般都有刻度, 和产品的质量, 在测量范围内可以测量零件和产
必须用量具来测 品的形状、尺寸的具体数据。
量。
❖ 标准量具:这类量具只能制
模块二钳工常用设备及工量具
请你读出下列测量结果:
5
1.004
0
0
45
答案:L= 1+ 0 + 0.004 = 1.004 mm
模块二钳工常用设备及工量具
其它千分尺
① 内径千分尺 v 它们的刻线原理和读数方法与千分
尺相同,但刻线方向相反。
模块二钳工常用设备及工量具
② 数显千分尺
模块二钳工常用设备及工量具
二、千分尺
v
千分尺是一种精密量具,其测量精度比游标卡
尺高,且比较灵敏。
v
千分尺的规格按测量范围来划分:
v
测量范围在500mm以内时,每25mm为一档,如
0-25mm、25-50mm等;测量范围在500~1000mm时,
每100mm为一档, 500-600mm、600-700mm等,规
格太大的千分尺误差稍大。
所以它的游标读数 精度值为2′。
模块二钳工常用设备及工量具
v 3. 游标万能角 度尺的读数方法
v 先读出游标尺零 刻度前面的整度数;
v 再看游标尺第几 条刻线和尺身刻线 对齐,读出角度“′” 的数值;
v 最后两者相加就 是测量角度的数值。
模块二钳工常用设备及工量具
游标万能 角度尺测量不 同范围角度的 安装方法:
中间小齿轮(10个齿)在大 齿轮带动下将转10周,与中间 小齿轮同轴的长针也转10周。
若齿杆上升lmm时,长针转1周。表盘上共等分100格, 所以长针每转1格,齿杆移动0.0lmm。故百分表的测量精度 为0.0lmm。
模块二钳工常用设备及工量具
3. 读数方法 首先旋转表盘,让长 指针对准零位。 测量时量杆移动的距 离等于短指针读数(整毫 米)加上长针转过的读数 (小数部分)即为测量尺 寸。
安装方法 共有四种,分 别用于测量:
0~50° 50~140° 140~230° 230~320°
模块二钳工常用设备及工量具
四、百分表
百分表可以用来 检测机床精度和测量工 件的尺寸误差、形状误 差和位置误差。
百分表是一种指示 式量仪,测量精度为 0.01mm。当测量精度 为0.001mm或 0.005mm时,称为千 分表。
口宽度来表示。
模块二钳工常用设备及工量具
2.台虎钳 有固定式和回转式两种,回转式台虎钳比固定式
台虎钳多了一个底座,工作时钳身可在底座上回转。
模块二钳工常用设备及工量具
使用台虎钳的注意事项:
(1)夹紧工件时要松紧适当, 只能用手扳紧手柄,不得借助 其他工具加力。
(2)强力作业时,应尽量使力 朝向固定钳身。
模块二钳工常用设备及工量具
千分尺的读数举例
是否超过半刻 度?是。
固定刻度: 1
30
可动刻度:
25.0
25
01 20
读数L= 固定刻度 + 半刻度 + 可动刻度
L= 1 + 0.5 + 0.250 = 1.750 mm
模块二钳工常用设备及工量具
请你读出下列测量结果:
01
1.604
15 10 5
答案:L= 1+ 0.5 + 0.104 = 1.604 mm
再看游标尺上第几条刻度线与主尺上的刻 线对齐,将对齐的游标尺刻线与游标尺零线间 的格数乘以卡尺的测量精度,就是所测长度以 毫米为单位的小数部分;
以上两部分相加就是卡尺的读数。
模块二钳工常用设备及工量具
请你读出下列游标卡尺的读数:
5
主尺 6 cm
52.6
0
游标 10
L=52 + 0.6=52.6mm
模块二钳工常用设备及工量具
1. 游标万能角 度尺的结构
主要由尺身、扇 形板、基尺、游标、 直角尺、直尺和卡 块等部分组成。
模块二钳工常用设备及工量具
2. 2′游标万能角 度尺的刻线原理
尺身刻线每格为 1°,游标共30格等分 29°,游标每格为 29°/30=58′,尺身1 格和游标1格之差为 1°-58′=2′,
主尺
0
27
7×0.1
游标 10
读数=
整的毫米数 (主尺)
+
毫米小数部分 (游标)
+ 标上的当第被7测根量刻的L度物=线体与2厚7主度尺为上027刻.7.度7m线m=(2相2.7重77.7合cmm。)时m,游
模块二钳工常用设备及工量具
游标卡尺的读数方法:
先看游标尺的零刻线在主尺的多少毫米刻 度线的右边,读出所测长度的以毫米为单位的 整数部分;
❖ 用来测量、检 成某一固定尺寸,通常用来校对
验零件以及产品 和调整其它量具,也可以作为标
尺寸和形状的工 准与被测零件进行比较。
具叫做量具。 ❖ 专用量具:一般不能测出实 ❖ 量具的类型: 际尺寸,只能测定零件和产品的
形状和尺寸是否合格。
模块二钳工常用设备及工量具
§2-1 万能量具
❖ 为了确保零件 ❖ 万能量具:一般都有刻度,
(3)不许在活动钳身和光滑平 面上敲击作业。
(4)对台虎钳内的丝杠、螺母 等活动表面应经常清洗、润滑, 以防生锈。
模块二钳工常用设备及工量具
3.砂轮机 砂轮机是用来刃磨各种刀具、工具的常用设备。