立式加工中心技术规格书
立式加工中心说明书

目录1 概述 (3)1.1 零件技术要求 (3)1.2 总体方案设计 (3)2 设计计算 (3)2.1主切削力及其切削分力计算 (3)2.2 导轨摩擦力计算 (4)2.3 计算滚珠丝杠螺母副的轴向负载力 (4)2.4 滚珠丝杠的动载荷计算与直径估算 (4)3 工作台部件的装配图设计 (9)4 滚珠丝杠螺母副的承载能力校验 (9)4.1 滚珠丝杠螺母副临界转速压缩载荷的校验 (9)4.2 滚珠丝杠螺母副临界转速n的校验 (10)c4.3滚珠丝杠螺母副额定寿命的校验 (10)5 计算机械传动系统的刚度 (10)5.1 机械传动系统的刚度计算 (10)5.2 滚珠丝杠螺母副的扭转刚度计算 (12)6 驱动电动机的选型与计算 (12)6.1 计算折算到电动机轴上的负载惯量 (12)6.2 计算折算到电动机上的负载力矩 (13)6.3 计算坐标轴折算到电动机轴上的各种所需的力矩 (13)6.4选择驱动电动机的型号 (14)7 机械传动系统的动态分析 (15)7.1 计算丝杠-工作台纵向振动系统的最低固有频率 (15)7.2 计算扭转振动系统的最低固有频率 (15)8 机械传动系统的误差计算与分析 (16)8.1 计算机械传动系统的反向死区 (16)8.2 计算机械传动系统由综合拉压刚度变化引起的定位误差 (16)8.3 计算滚珠丝杠因扭转变形产生的误差 (16)9 确定滚珠丝杠螺母副的精度等级和规格型号 (16)9.1 确定滚珠丝杠螺母副的精度等级 (17)9.2 确定滚珠丝杠螺母副的规格型号 (17)课程设计总结 (18)参考文献 (19)1. 概述1.1 零件技术要求工作台、工件和夹具的总质量m=833kg,其中,工作台的最大行程Lp=650mm;工作台快速移动速度15000mm/min;工作台采用贴塑导轨,导轨的动、静摩擦系数为0.15 ,0.2,工作台的定位精度为0.04mm,重复定位精度为0.02mm;机床的工作寿命为20000h(即工作时间为10年)。
立式加工中心技术参数指标

联轴器
KTR或R+W公司
空气开关
优质品牌
行程开关
优质品牌
拖链
优质品牌
电器接触器
优质品牌
水泵电机
优质品牌
刀库
优质品牌
自动排屑功能
机外链板式自动排屑器
机床重量
KG
≥6000
CNC控制系统采用FANUC Oi-MC,数控系统配备标准RS-232接口、CF卡及通讯线缆。机床床身铸件由制造商自行生产。
伺服电机最大扭矩
N.m
≥12
精度
定位精度(全程)
mm
≤X/Y/Z:±0.006
重复定位精度(全程)
mm
≤X/Y/Z:±0.004
刀库
换刀方式
机械手
刀具数
pcs
≥20
刀具最大长度
mm
≥350
刀具最大直径
mm
≥180
刀具最大重量
kg
≥8
其它
冷泵电机
kw
≥0.5
滚珠丝杆轴承
NSK
线性导轨
宽度≥45mm
润滑系统
rpm
≥8000
主轴孔锥度
-
BT-40
主轴电机功率
kw
≥5.5/7.5
FANUCα电机
主轴组
优质品牌
主轴轴承
NSK(前4后2形式)
X/Y/Z轴快速位移
m/min
≥30/30/30
最大切削进给率
m/min
10
X、Y、Z滚珠丝杠
≥Φ40mm
预拉伸技术
X、Y、Z丝杠支撑形式
双端定位
X、Y、Z电机功率
kw
≥3FANUCα电机
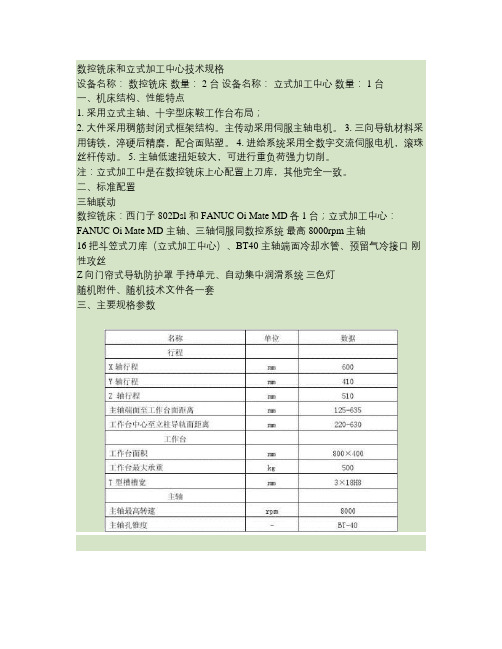
数控铣床和立式加工中心技术规格
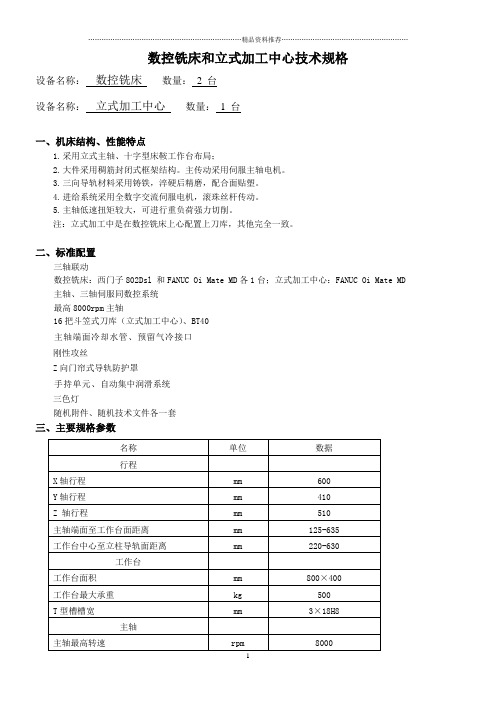
数控铣床和立式加工中心技术规格设备名称:数控铣床数量: 2 台设备名称:立式加工中心数量: 1 台一、机床结构、性能特点1.采用立式主轴、十字型床鞍工作台布局;2.大件采用稠筋封闭式框架结构。
主传动采用伺服主轴电机。
3.三向导轨材料采用铸铁,淬硬后精磨,配合面贴塑。
4.进给系统采用全数字交流伺服电机,滚珠丝杆传动。
5.主轴低速扭矩较大,可进行重负荷强力切削。
注:立式加工中是在数控铣床上心配置上刀库,其他完全一致。
二、标准配置三轴联动数控铣床:西门子802Dsl 和FANUC Oi Mate MD各1台;立式加工中心:FANUC Oi Mate MD 主轴、三轴伺服同数控系统最高8000rpm主轴16把斗笠式刀库(立式加工中心)、BT40主轴端面冷却水管、预留气冷接口刚性攻丝Z向门帘式导轨防护罩手持单元、自动集中润滑系统三色灯随机附件、随机技术文件各一套三、主要规格参数四、主关配套件配置清单六、技术培训免费技术培训,使买方能熟练掌握设备性能和操作使用方法、数控加工程序的手工编制及数控机床的电气与机械维护,共5个工作日。
六、售后服务1.如客户对质量或技术反馈信息,4小时内回复客户。
2.设备在使用期间出现故障,在接到通知的24小时内答复解决,如需现场服务,48小时内赶到现场维修。
3.“三包”期内,因正常使用发生的零、部件损坏,免费进行更换;4.提供二年的质量保证期和终身技术支持、维修服务。
七、随机技术文件提供完善详细的技术文件,因包含下列文件:使用说明书电气操作说明操作编程手册电气图册合格证明书装箱单维修手册。
V650L立式加工中心主要特性及技术规格
V650L 立式加工中心主要特性及技术规格一.概述.V650L立式加工中心是宁夏银川大河数控机床有限公司(原大河机床厂)针对现代模具及自动化加工特性,设计、生产出的机电一体化数控产品。
它的优势在于将国际先进的自动加工技术成功地应用于中国的机械加工行业,对提高我国的机械加工工艺水平产生了明显的促进作用,在模具、航天、航空、兵工、汽车摩托车、核工业、铁道等领域广泛被应用,达到了具备国内同类产品价格投入取得先于国内产品品质的效果,因此具有良好的性能价格比,可用于中小批量多品种的生产方式,也可进入自动线进行批量生产。
使用该机床可以节省工艺装备,缩短生产准备周期,保证零件加工质量,提高生产效率。
二.机床主要特点.高刚性结构所有大件采用封闭箱形结构,厚壁多筋,优质灰铸铁树脂砂型铸造,并经过多道应力消除处理工序。
X/Y/Z轴采用直线滚动导轨,定位速度高,定位准确。
床鞍在全行程内无悬垂现象。
工作台全行程支称,载荷力强。
. 优良制造三座标采用直线滚动导轨,具有耐磨、静磨擦系数低和运行速度高等特点,低速进给平稳,消除爬行现象,企业拥有一大批精良设备,关键零件精度高。
三坐标滚动丝杠用弹性联轴器与交流伺服电机直联并在装配中进行预拉伸,保证进给系统无间隙,刚度大,工作精度稳定。
公司在主轴锥孔淬火、工作台面淬火等方面拥有专有技术,有一批成套热处理设备保证工作台的硬度和精度稳定性。
拥有德国莱司LEITZE三座标测量机检测和控制加工中心关键零件的精度。
加工中心出厂时运动坐标的定位精度和重复定位精度由英国雷尼绍RENISHAW双频激光干涉仪检测,手段科学、数据可靠。
. 高精密刚性主轴主轴轴承采用日本NSK公司成套预压高精密斜角滚珠轴承,给予主轴最大的刚性与最高的精度。
采用高扭矩广域主轴电机,输出功率高、输出扭矩大。
主轴工作精度稳定。
. 定位精度高三坐标滚珠丝杠采用弹性联轴节与交流伺服电机直接联结,日本产丝杠专用轴承支承,并在出厂前进行预拉伸,保证进给系统无间隙、刚度大、工作精度稳定。
VMC系列立式加工中心参数

立式加工中心主要技术参数
2.根据客户需求刀库可选配圆盘式或斗笠式刀库。
3、以上定位精度、重复定位精度为线轨机床数据,硬轨机床根据JBT8771.4检查3★.为基本参数根据系统不同而略有改动。
说明:以上规格参数本公司有变更设计之权利,若有更改,恕不另行通知
标准配置功能及设备
⏹主轴定向
⏹AC驱动
⏹冷却液通过高压喷嘴施加于切削刀具
⏹自动集中润滑
⏹全封闭防护罩
⏹导轨防护
⏹照明灯
⏹水冷却排屑系统
选项配置
⏹液压泵站
⏹主轴内冷
⏹全闭环反馈系统
⏹CNC数控分度盘及尾座。
VCL850立式加工中心技术协议书(1)
南通科技VCL850供货协议书甲方(需方):台州特锐机械设备有限公司代表人:周维乙方(供方):南通科技投资集团股份有限公司代表人:蔡琪甲方(需方):台州特锐机械设备有限公司乙方(供方):南通科技投资集团股份有限公司甲方于2013年06月19日向乙方购买南通科技投资集团股份有限公司生产的立式加工中心VCL850,用于甲方指定产品加工(具体见附图),经双方友好协商后,达成如下技术协议:一、机床的型号和数量VCL850立式加工中心贰台二、加工产品技术描述1、加工零件(1)零件名称:①内分配头、②外分配头、③分配头(见附1)(2)零件材料:06CR18NI10(内、外分配头),06CR19NI10(分配头)(3)加工部位:周边孔系,正、反端面孔系加工(4)加工前要求:前道工序用车床加工毛坯棒料至加工尺寸(5)加工方式:立式加工中心带第四轴分度头,内分配头(三工位同时加工),外分配头(工),分配头(四轴加工周边孔系,四轴桥板上正、反端面孔系加工)2、机床选型VCL850立式加工中心(主电机7.5/11KW,刮板式排屑器)3、加工工序要求(参照工艺分析)二、机床简介1、机床型号及名称:VCL850立式加工中心2、结构:VCL850立式加工中心采用十字型床鞍工作台、立式主轴结构,主轴组整套从台湾进口,配套前四后二轴承结构,主轴动刚度性能好,确保最佳的加工精度;铣头两侧设计有循环水冷却,减少了切削热变形对主轴加工精度的影响;马鞍型立柱设计,有助提高机床刚性;机床大件采用稠筋封闭式框架结构,刚性高,抗振性好,底座、立柱、铣头、十字滑台、工作台等基础件全部采用高强度铸铁,组织稳定,确保整机品质;合理的结构程度与加强筋的搭配,保证了基础件的高刚性;宽实的机床底座,箱型腔立柱、负荷全支撑的十字滑台可确保加工时的重负载能力。
3、性能特点:机床大件粗、精加工均在进口五面体加工中心上加工,粗加工后进行二次热处理,确保加工应力的消除,从而保证了机床精度长久性;X、Y、Z三轴采用高精密C3级滚珠丝杆,搭配预压式双螺帽,确保最低背隙。
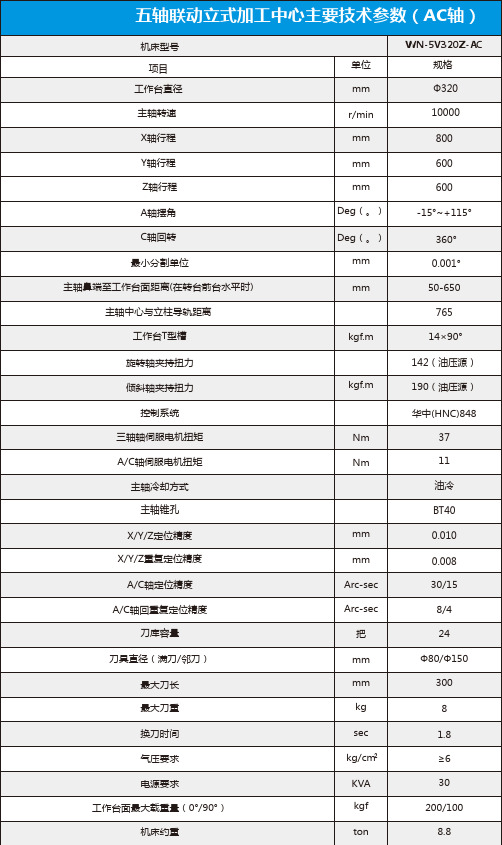
五轴联动立式加工中心主要技术参数(AC轴)
mm mm kg sec kg/cm² KVA kgf ton
Ф80/Ф150 300 8 1.8 ≥6 30
200/100 8.8
A/C轴定位精度 A/C轴回重复定位精度
刀库容量
kgf.m
Nm Nm
mm mm Arc-sec Arc-sec 把
142(油压源) 190(油压源) 华中(HNC)848
37 11 油冷 BT40 0.010 0.008 30/15 8/4 24
刀具直径(满刀/邻刀) 最大刀长 最大刀重 换刀时间 气压要求 电源要求
五轴联动立式加工中心主要技术参数(AC轴)
机床型号 项目
工作台直径 主轴转速 X轴行程 Y轴行程
Z轴行程 A轴摆角 C轴回转 最小分割单位 主轴鼻端至工作台面距离(在转台前台水平时) 主轴中心与立柱导轨距离 工作台T型槽
单位
WN-5V320Z-AC 规格
mm
Hale Waihona Puke Ф320r/min
10000
mm
800
mm
600
mm
600
Deg(。)
Tool change of
mech-a1n5ica°l~di+sc 1typ1e5°
Deg(。)
360°
mm
0.001°
mm
50-650
765
kgf.m
14×90°
旋转轴夹持扭力 倾斜轴夹持扭力
控制系统 三轴轴伺服电机扭矩 A/C轴伺服电机扭矩
主轴冷却方式 主轴锥孔
X/Y/Z定位精度 X/Y/Z重复定位精度
vmc850立式加工中心技术说明资料全编 cnc中心机机械中文使用说明
目录1.机床安全说明………………………………………………P3 2.机床主要特点和适用范围…………………………………P43.机床主要参数………………………………………………P54. 机床主要结构………………………………………………P65. 机床吊运与安装……………………………………………P86. 试车与调整…………………………………………………P97. 机床操作……………………………………………………P108. 机床维修与保养……………………………………………P109. 机械故障分析与排除………………………………………P1210. 机床电器原理图和接线图…………………………………P1411. 附录…………………………………………………………P201、机床安全说明请仔细阅读本书和数控系统使用手册,按照本书及使用手册的操作步骤进行安全操作。
1.1一般安全事项机床上的工作台必须安装防护装置。
机床主轴顶部伸出旋转的部位必须安装防护装置。
机床运动时不应有的尖叫声和冲击声,在空运转条件下,噪声不得超85db(A)。
1.2机器吊挂与搬运安全本机总重量为5.8吨以上,所有搬运设备之安全承重、负重必须大于5.8吨,方可使用。
为避免机器受损,必须选择足够强度的绳索,否则可能造成缆绳断裂导致搬运设备或机器坠落损毁,甚至造成人员伤亡。
警告:机器起吊前必须小心检查是否平衡,严禁在不平衡的状态下移动机器。
机器升下降时,必须特别注意勿使起吊及下降速度过快,造成无法预期的抖动或撞击,而造成周边人员伤亡或机器损坏。
当机器起吊时,严禁任何人员、车辆进入机器下方,严格禁止任何人员攀附于机器上方及四周。
同时严禁任何人员攀附于吊挂的吊架与缆绳上,以避免发生人员坠落的意外状况。
注意:当机器起吊搬运时,必须注意机械四周是否有障碍物或无关人员,应预先采取措施后再吊运。
以避免机器与人员物品产生碰撞,造成危险。
当机器吊运时,速度不可过快,还应避免中途煞车,以免机器因运动惯性太大造成机器晃动失去平衡而脱落下坠。
(完整word版)立式数控加工中心使用说明书(word文档良心出品)

立式数控加工中心使用说明书第一章操作面板一、环境设置1、电源:AC200/220V±10% 50/60Hz±2%2、空气压力源:0.4~0.8MPa 600L/min(大气压)以上露点温度-20℃以下,参考规格:ISO8573-1品质等级ISO1.5.1:最大粒子径0.0001mm以下,最大加压下露点7℃以下,最大油分浓度:0.01mg/m3以下。
3、温度差:±2℃4、温度变化:1℃/30min5、温度:20~24℃6、湿度:75%以下7、粉尘:0.3mg/m3以下二、准备检查机床设备:机床、电脑、集线器、网线、编程软件、刀柄、刀具、夹具;1、检查机床气压、主轴冷却油、导轨润滑油等情况。
在气压方面,机床侧面气动装置处观察。
右下侧主气压表读数应为0.5Mpa。
2、启动和关闭机床启动:把机床电源总开关置于ON处,电源指示灯变亮;按下面板CONTROL POWER ON,等待开机画面显示完。
关机:把三轴移至行程中间位置,按下面板POWER OFF,机床会在几分钟后自动关闭。
关机时请不要按紧急开关,以免主轴漏油。
3、开机后的热机运动机床热身运动是为了让主轴和各运动轴的受热膨胀均匀,润滑充分!程序操作为:将旋钮旋至EDIT模式,选择PROG模式,在屏幕上输入热机程式(各机床的行程不同,程式也稍有不同,举例如下)O****;G91G28Z0;G91G28X0Y0;S12000M03G91G01F3000 X-600. Y-350. Z-150.;X300Z50;G02J175.0;M99;不同型号的机床,行程不同,请事先阅读说明书,了解具体的尺寸。
将旋钮旋至MEMORY模式,按循环启动按钮执行程序,热机一般为15-30分钟左右。
三、操作面板1、EMERGENCY紧急按钮在紧急情况下用此按钮停机,所有机器动作停止:包括X、Y、Z轴移动、进给;主轴转动、换刀动作及冷却液供应等。
此按钮按下后,恢复只要向右旋转按钮就会自动弹起。
立式加工中心技术要求立式加工中心技术要求

立式加工中心技术要求立式加工中心技术要求
标准标准机床规格机床规格
主 轴 主轴电机
15/11/7.5KW(10分钟/30分钟/连续)
主轴锥孔规格 BT-40
主轴转速 40--10000rpm 行 程 X 轴行程 1120mm Y 轴行程 510mm Z 轴行程
510mm
主轴端面至工作台面 180-690mm
主轴中心至立柱前面 510mm
工 作 台 工作台面积
1460×510mm
T 型槽(宽×数目×距离) 18mm×5×100mm 进 给 快速移动 X/Y/Z 轴30m/min 进给速度 1-8000mm/min ATC 刀库容量 24把 刀具重量
8kgf
有相邻刀具时最大刀具尺寸
Φ80×350mm 无相邻刀具时最大刀具尺
寸
Φ110×350mm
换刀方式 机械手换刀方式 选刀方式 最短路径 换刀时间(刀对刀) 1.5秒 容 量 槽 切削液槽 250L
其 它 气源 5.0—9.0kg/cm2 220 L/min 动力源 33.0KVA/21.7KVA
占地面积 2972(L)×2925(W)×2664(H)mm 机床净重 6100Kg
电源要求 3∅380V +10% ∼ -15%,50Hz 气源要求
采用标准T13277-91, 质量等级采用3-3-3, (最大粒子尺寸:5μm 最大浓度:5mg/m 3, 最高压力露点-20℃; 最大含油量1mg/m 3) 环境温度 0~40℃
环境相对湿度 85%
精 度 定位精度(JIS) ±0.005mm /全行程 重复定位精度(JIS)
±0.0015mm。
KMH300 300A 立式加工中心 使用手册说明书

IndexCover01CoverContents02-03Table of ContentsStructure04-05Design & Rigidity06-07 3 Axis Transmission08APC Unit09ATC UnitMaintenance & Safety10Wash Down SystemPerformance11High Performance Setup12-13Spindle Torque ChartsSpec Lists14-16Dimensions17-19Technical ParametersKMH300/300A-Available in 30 & 40 Taper Versions-Advanced Technology & Design-High Rigidity w/ Square T Structural Design-High Performance Setup & Maintainability-Spindle & 3 Axis Heat Displacement Control-High Performance Control System & HMI-High Efficiency Chip Removal System03Design Rigid & Compact Machine Casting Meehanite casting is used on all major casting components,for its stable material composition & casting quality.All casting is analyzed by Finite Element Analysis,to ensure structural rigidity.04Special Rib ConstructionWide base, and robust structure, ensure steadymachining against heavy loads.053 Axis Transmission System3 Axis Ball-TypeBallscrews SystemLarge Diameter ball-type ballscrews areused for transmission rigidity, to ensurepositioning and repeatability.X/Y/Z rapid speed48m/min (KMH300/KMH300A)Telescopic cover: X/Y-axis are fin-type, and Z-axis istwo pieces-type, for reduced vibration and noise.3 Axis Chilled Ballscrews (CTB)07APC is high speed and high reliability Minimum pallet indexing 0.001°(standard) The pre-loading pallet can be rotated randomly0° to 90°Pictured: 40 Taper ATCRapid, simple, reliable, and long lifespan tool changingunit, for the most reliable tool changing operationUnique tool changing design with cam-type transmissionmechanism is used. Tools are selected by randomtool selection method with PLC control software.0910High Performance EquipmentSpindle Splash RingFour nozzles are equipped for the spindle splash ring system. The four nozzles are equipped around the spindle to lower the cutting temperature, and increase the machining quality.11KMH300KMH300AK M H 300A M a x . T o o l D i a m e t e r Ø80 w / A d j a c e n t T o o l (Ø160 w /o A d j a c e n t T o o l )Max. Tool Length 320LWCAT-40Max. Leverage WxL ≤ 300Kgf-Cm Max. Tool Weight 8Kgf102010002000515030004000[KW]150010minoperating zone30minoperating zoneContinuous operating zoneMotor speed [r/min]15kW 11kW7.5kWLow-speed winding output(Y connection)6012010002000309030004000[N-m]1500Motor speed [r/min]Low-speed winding torque(Y connection)10minoperating zone 30minoperating zone Continuous operating zone30300060000900012000[KW]4000Motor speed [r/min]15kW 11kW 7.5kWHigh-speed winding output( connection)20401030[N-m]Motor speed [r/min]High-speed winding torque( connection)24181261500010min operating zone 30min operating zone Continuous operating zone25kW (Maximun output during acceleration)30006000900012000400015000Continuous operating zone10minoperating zone30minoperating zoneMotor speed [r/min]Motor speed [r/min]KMH-300A Spindle Power-Torque Chart131415KMH300A PC6unit : mm16unit : mmKMH300A PC6Floor Space & Foundation171819KMH300A PC6 Standalone Pallet PoolLoad/Unload Station20Option List2122Kiwa reserves the rights to modify, or to stop adopting the specification of this catalog.23Distributing AgentM M T • K I W A • K M H 300/300A • 2016120924。
台湾大侨机床VL-0855立式加工中心规格书全解

立式加工中心VL-0855(線軌/BT-40)規格書臺灣組件原裝/上海工厂組裝大僑精機股份有限公司上海大僑允德機械工業有限公司目錄一、機床主要特點二、主要技術規格三、機械規格表四、主機標準配備五、控制器標準配備六、選擇性配備七、安裝、調試、驗收、培訓及售後服務一.機床主要特點1.本機台床身、立柱、主軸箱等關鍵零部件均採用米漢納(密烘)鑄件,組織穩定,永久保持品質。
鑄件經過有限元素分析法電腦計算分析,合理的結構強度及加強肋的搭配,提供機械之高剛性。
鑄件材質牌號為FC-300。
鑄件結構採用一體成型技術,箱體結構,加工上採用我公司的大型五面體加工機,一次裝夾加工完成,機床具有高剛性、高強度,幾何定位精度極佳。
並能保證機床長期的穩定性和高精度。
注:密烘鑄件鑄程管制以其應用密烘金屬鑄件(Meehanite Metal Casting)之鑄程管制:密烘金屬鑄件經過一連串的嚴格鑄程管制,諸如鐵料中石墨碳(GC)與結合碳(CC)含量之管制;鐵水冶金品質即潔淨度(Cleanness)及過冷度(Under Cooling degree)之管制;經以CA-SI接種後,再做楔值(Wedge Value)之管制;做5元素、合金元素及氮(N)含量之管制等,在鑄造後極易獲致預期波來鐵基地與石墨分佈,增進機械性質。
另為了防範加工後發生變形,鑄件均做徹底的退火處理,有利消除內應力。
密烘FC-300型之應用密烘FC-300型最適合於澆鑄厚度10-15mm之均質鑄件。
此類料型組織緻密,強度好,硬度恰當,摩擦係數低,且具有自潤性,故經表面淬火處理後,廣泛地使用於金屬面相互摩擦而造成熱震的工件上,如工具機床身、頭座、臺面及氣缸套等,用途頗廣。
2.採用線性導軌支撐,可支撐負荷,快速移動,確保定位精準。
3.底座寬闊,立柱為箱形結構體,鞍座加寬加長,重負荷全支撐設計,結構堅實,可確保加工時之重負荷能力。
4.主軸箱內以肋骨強化結構,主軸箱與立柱接觸長度比率適當,提供主軸之穩固支撐。
KIWA立式加工中心 KCW-10V 技术说明书
KIWA立式加工中心KCW-10V技术说明书株式会社 纪和机械目 录一、 机床外观照片二、 KCW-10V机床主要特点三、 机规格表四、 机床标准配件五、 数控系统标准配置六、 技术培训七、 安裝、调试、验收八、 售后服务一、机床外观照片二、机床主要特点:KIWA KCW-10V结构图1. KCW-10床身、主轴等关键部件均采用米汉纳(密烘)铸件。
铸件结构采用一体成型技术,箱体结构,加工上采用日本原装大型五面体加工机,一次装夹加工完成,机床具有高刚性、高强度,几何形体精度极佳。
并能保证机床长期的稳定性和高精度。
2. 立柱宽度达到1100mm,完全可以承受重切削。
完全一体铸造的床身能提供立柱,主轴及工作台最大的承载。
3. 独特的换刀机构及大容量的刀库机构,可存放24把刀,并采用最新的凸轮式换刀系统,刀库管理采用随意记忆式,使得刀具交换迅速,安全可靠。
4. 主轴采用精密高速轴承,除轴承内部采用特殊油脂润滑以外,有特殊的油气装置,主轴能在高速、长时间运转下保持高精度。
5. 主轴及三轴马达采用大马力的FANUC伺服马达,扭力输出大,加大刚性。
6. X、Y、Z 三轴滑轨均为高刚性的线性导轨,Y轴更使用宽度为45mm的线轨,提升刚性。
另外Z轴采用世界先进的滚柱型线轨技术,确保机床在重切下也能达到高精度及高寿命。
7. 电气箱使用热交换器,能较好隔绝灰尘,降低箱内温度。
8. KCW-10V具有全密闭切削防护罩,并考虑多项安全保护措施,如电控柜安全装置,安全操作门,操作门之特殊强化设计,两侧门滑轨开门设计能确保机械与人员之安全,符合ISO9000之标准。
9. 采用先进的无配重块设计,便机床在高速循环加工时更加平稳,提升加工精度及效率。
为确保整机质量,主要外购零件均采用世界名牌厂家产品: 控制器: 日本FANUC气压单元: 日本SMC轴承:日本NSK及NACHI主轴单元:日本KOYO线性滑轨:德国STAR滚珠螺杆:台湾 PMI电气元件:日本欧姆龙、富士等中央润滑系统:日本LUBE液压系统:日本YUKEN三、机械规格表机 型 KCW-10V X轴 行程 mm 1,000Y轴 行程 mm 550Z轴 行程 mm 510主轴中心到立柱距离 mm 585主轴鼻端到工作台距离 mm 140 - 650行程地面到台面距离 mm 935工作台尺寸 mm 1,100×550最大承载 kg 800工作台面形状 5个间距100mm的T型槽主轴转速 min-1 10000rpm (直联式)主轴扭距 Nm 95.5 (30 分钟)主轴锥度 ISO 7/24 Taper NT #40 主轴主轴中心出水 Mpa {1.5/4.0/7.0} 选项快移进给 (X/Y/Z) mm/min.X/Y: 32,000 Z: 24,000 进给切屑进给 (X/Y/Z) mm/min. 1 ~ 10,000mm/min刀柄形式 MAS BT40/CAT40拉钉类型 JIS刀具数量 24 把最大刀具直径 (相邻满刀 /空刀)mm φ100 / φ115最大刀具长度 mm 350最大刀具重量 kg 8刀库换刀时间 Tool to tool / Chipto chipsec. 2.3 / 5.0主轴马达功率 (cont. / 30 min.) kW 11 / 15马达进给马达功率 (X/Y/Z) kW 2.5/2.5/2.5电源电压 V 200-220电源供应 KVA 30空气压力 Mpa 0.5动力源空气流量 liters/min.300-320冷却水箱容量 liters 250容量润滑油箱容量 liters 1.8占地面积 mm 2,900 × 2,350机床高度 mm 2,970尺寸机床重量 kg 7500四、机床标准配件1. 主机标准配件1) 主轴转速 10,000rpm.(直联式)2) 主轴吹气装置3) 主轴马达 11KW/15KW4) 切削液单元5) 标准色6) 单色操作指示灯7) 荧光工作灯8) 中央润滑系统9) 三轴滑轨保护装置10) 全密闭式电气箱及热交换器11) 地基螺丝,垫块及工具箱12) 手动松刀装置13) 刚性攻牙14) 机械电气说明书15) 外持手摇脉冲发生器16) 30KVA 变压器2. 技术文件序号 内容 数量1 机床操作说明书(KIWA) 壹套2 FANUC系统操作说明书 壹套3 FANUC 系统维修说明书 壹套4 FANUC 系统参数说明书 壹套5 机床零件图(KIWA) 壹套6 电器原理图 壹套7 机床精度检查表(KIWA) 壹套8 机床参数软盘 (KIWA) 壹份3. KCW-10V 易损件清单序号 名称 品牌 供货商1 O-ring O型圈 NOK 纪和2 Solenoid Valve 电磁阀 SMC 纪和3 Air Seal Regulator 空气过滤器 SMC 纪和4 Ball Bearing 轴承 NSK 纪和五、数控系统说明 FANUC Oi-MC A包操作功能项目 规格自动运行(存储器)DNC运行 需要阅读机和穿孔接口 利用存储卡运行DNC运行 需要PCMCIA卡连接器MDI运行调度功能程序号检索顺序号检索顺序号比较与停止程序重新启动手动中断和恢复刚性攻丝回退缓冲寄存器空运行单程序段JOG进给手动返回参考点无档块设定参考点位置用机械撞块设定参考点位置磁力开关方式参考点设定参考点偏移手轮进给 MC,PC:最大3个,TC:最大2个插补功能项目 规格定位 G00(可以进行直线插补型定位) 单向定位 G60准确停止方式 G61准确停止 G09直线插补圆弧插补 可以是多象限进给暂停 秒指定或旋转数指定(M系统的旋转数指定需要螺纹切削`同步进给的选功能)圆柱插补螺旋插补 圆弧插补最多加2轴的直线插补 螺纹切削,同步切削跳过 G31高速跳过 输入点数为4点返回参考点 G28返回参考点检测 G27返回第2参考点返回第3/第4参考点法线方向控制进给功能项目 规格自动加速/减速 快速进给:直线切削进给:指数 快速进给铃型加速/减速切削进给插补后直线加速/减速进给速度倍率 0~254%JOG倍率 0~655.34%切削方式攻丝方式快速进给的程序段重叠外部减速AI前瞻控制程序输入项目 规格纸带代码 EIA RS244/ISO840标记跳过奇偶校检 水平和垂直校检 控制输入/输出选择程序段跳过 9最大可编程尺寸 ±8位数程序号 O4位数 外部存储和子程序调用功能顺序号 N5位数 绝对/增量编程 在同一程序段中可混用小数点编程/袖珍计算器小数点编程10倍输入单位平面选择 G17,G18,G19旋转轴指定旋转轴循环显示极坐标指令坐标系设定自动坐标系设定工件坐标系 G52~G59 附加工件坐标系 48对任意倒角/拐角R可编程数据输入 G10 子程序调用 4层嵌套用户宏程序B钻削固定循环倒削钻小孔循环R编程圆弧插补自动拐角倍率自动拐角减速按圆弧半径箝制进给速度比例缩放坐标系旋转可编程镜像六、技术培训1)用户工厂内培训:机床安装调试过程中,由我司服务人员对用户进行操作、编程及保养方面的培训。
数控铣床和立式加工中心技术规格
数控铣床和立式加工中心技术规格设备名称:数控铣床数量: 2 台设备名称:立式加工中心数量: 1 台一、机床结构、性能特点1. 采用立式主轴、十字型床鞍工作台布局;2. 大件采用稠筋封闭式框架结构。
主传动采用伺服主轴电机。
3. 三向导轨材料采用铸铁,淬硬后精磨,配合面贴塑。
4. 进给系统采用全数字交流伺服电机,滚珠丝杆传动。
5. 主轴低速扭矩较大,可进行重负荷强力切削。
注:立式加工中是在数控铣床上心配置上刀库,其他完全一致。
二、标准配置三轴联动数控铣床:西门子802Dsl 和FANUC Oi Mate MD各1台;立式加工中心:FANUC Oi Mate MD 主轴、三轴伺服同数控系统最高8000rpm主轴16把斗笠式刀库(立式加工中心)、BT40 主轴端面冷却水管、预留气冷接口刚性攻丝Z向门帘式导轨防护罩手持单元、自动集中润滑系统三色灯随机附件、随机技术文件各一套三、主要规格参数四、主关配套件配置清单六、技术培训免费技术培训,使买方能熟练掌握设备性能和操作使用方法、数控加工程序的手工编制及数控机床的电气与机械维护,共5个工作日。
六、售后服务1. 如客户对质量或技术反馈信息,4小时内回复客户。
2. 设备在使用期间出现故障,在接到通知的24小时内答复解决,如需现场服务,48小时内赶到现场维修。
3. “三包”期内,因正常使用发生的零、部件损坏,免费进行更换;4. 提供二年的质量保证期和终身技术支持、维修服务。
七、随机技术文件提供完善详细的技术文件,因包含下列文件: 使用说明书电气操作说明操作编程手册电气图册合格证明书装箱单维修手册。
立式加工中心技术规格
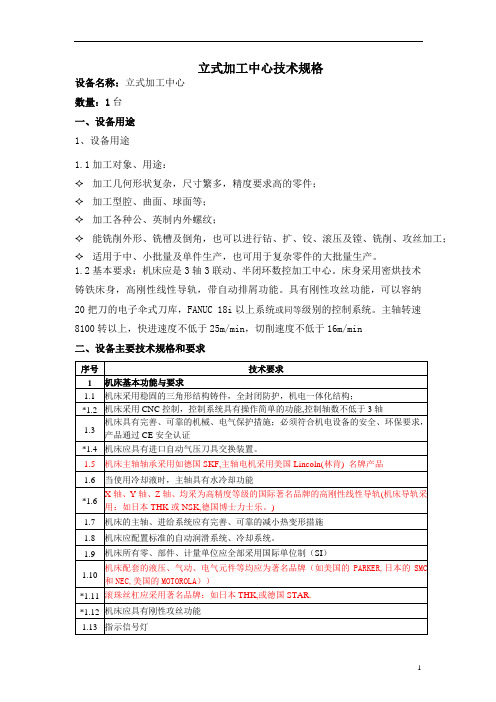
立式加工中心技术规格设备名称:立式加工中心数量:1台一、设备用途1、设备用途1.1加工对象、用途:✧加工几何形状复杂,尺寸繁多,精度要求高的零件;✧加工型腔、曲面、球面等;✧加工各种公、英制内外螺纹;✧能铣削外形、铣槽及倒角,也可以进行钻、扩、铰、滚压及镗、铣削、攻丝加工;✧适用于中、小批量及单件生产,也可用于复杂零件的大批量生产。
1.2基本要求:机床应是3轴3联动、半闭环数控加工中心。
床身采用密烘技术铸铁床身,高刚性线性导轨,带自动排屑功能。
具有刚性攻丝功能,可以容纳20把刀的电子伞式刀库,FANUC 18i以上系统或同等级别的控制系统。
主轴转速8100转以上,快进速度不低于25m/min,切削速度不低于16m/min二、设备主要技术规格和要求序号技术要求1 机床基本功能与要求1.1机床采用稳固的三角形结构铸件,全封闭防护,机电一体化结构;*1.2机床采用CNC控制,控制系统具有操作简单的功能,控制轴数不低于3轴1.3机床具有完善、可靠的机械、电气保护措施;必须符合机电设备的安全、环保要求,产品通过CE安全认证*1.4机床应具有进口自动气压刀具交换装置。
1.5机床主轴轴承采用如德国SKF,主轴电机采用美国Lincoln(林肯) 名牌产品1.6 当使用冷却液时,主轴具有水冷却功能*1.6X轴、Y轴、Z轴、均采为高精度等级的国际著名品牌的高刚性线性导轨(机床导轨采用:如日本THK或NSK,德国博士力士乐。
)1.7机床的主轴、进给系统应有完善、可靠的减小热变形措施1.8机床应配置标准的自动润滑系统、冷却系统。
1.9机床所有零、部件、计量单位应全部采用国际单位制(SI)1.10机床配套的液压、气动、电气元件等均应为著名品牌(如美国的PARKER,日本的SMC 和NEC,美国的MOTOROLA))*1.11滚珠丝杠应采用著名品牌:如日本THK,或德国STAR. *1.12 机床应具有刚性攻丝功能1.13指示信号灯2 机床主要技术参数*2.1各轴行程:X/Y/Z轴X≥508mm,Y≥400mm,Z≥500mm 2.2 主轴端面到工作台尺寸≥102-6102.3 工作台尺寸:长*宽≥660*350mm2.4 工作台承重≥1300KG2.5主轴电机功率:≥14.9KW(20HP)2.6 主轴最高转速:≥8100r/min2.7 主轴最大扭矩:≥102Nm2.8X轴快速移动速度:≥25m/min2.9 Y/Z轴快速移动速度:≥25m/min2.10 X/Y/Z轴最大进给速度:≥16m/min2.11自动换刀装置,刀库容量:≥20把2.12 刀具类型/锥度:BT/402.13 刀具最大直径(全装):≥89mm2.14 最大刀具直径:≥5.4KG2.15 刀对刀换刀时间:≤4.2秒2.16 切削对切削换刀时间:≤4.5秒3 机床精度要求3.1X/Y/Z轴位置精度:定位精度:X:≤0.010 mm全行程;Y/Z:≤0.010 mm/全行程重复定位精度:X:≤0.005mm全行程;Y/Z:≤0.005 mm全行程4 数控系统(CNC)要求4.1数控系统必须采用FANUC 18i以上系统或同等级别的控制系统,且满足机床的功能要求;系统联动轴数必须大于等于3轴,并具有铣削、钻孔、攻丝加工功能4.2系统采用15″及以上的彩色液晶显示器;4.3控制系统必须是中文操作界面4.4系统应带有标准输入/输出接口与USB接口4.5 控制轴数5 驱动系统要求5.1伺服驱动系统必须采用高可靠性的国际著名品牌,驱动电机:如采用日本安川YASKAWA5.2驱动系统应采用交流伺服驱动控制技术6 工作环境要求6.1电源:AC 380V ±10% ,50Hz±2% 6.2温度:5℃~40℃6.3相对湿度:≤90%7 随机附件7.1主机应包括机床正常使用所必需的附件(如:冷却与过滤系统、润滑系统、液压或气动系统等)7. 2提供机床其他配套附件清单7. 3提供机床其他选件清单及报价8 随机工具8.1机床专用安装、维修工具9 备件及易损件9.1提供机床备件和易损件清单10 技术资料10.1随机提供完整的中文(或英文)机床技术资料——操作使用说明书,如:机床操作使用手册、编程手册,等;——机床安装调试说明书,如:机床安装手册、调试说明书,等;三、技术服务要求1.安装和调试:机床的安装和调试,买卖双方签署购货合同后一周内卖方向买方提供合同产品地基图。
20寸加工中心技术参数及要求
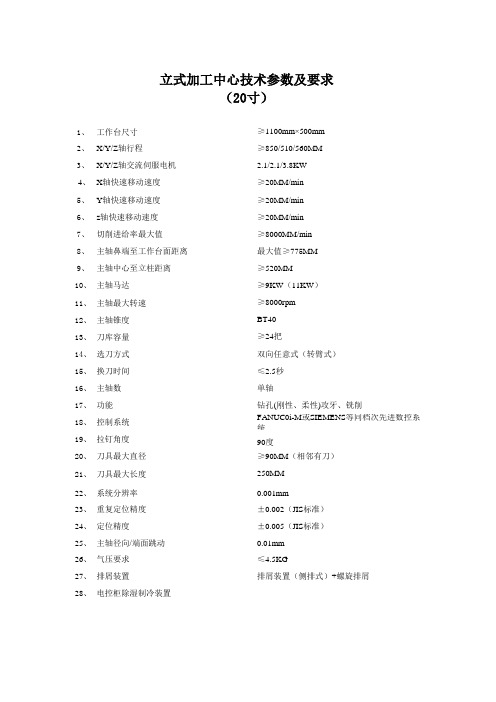
立式加工中心技术参数及要求
(20寸)
1、工作台尺寸≥1100mm×500mm
2、X/Y/Z轴行程≥850/510/560MM
3、X/Y/Z轴交流伺服电机 2.1/2.1/3.8KW
4、X轴快速移动速度≥20MM/min
5、Y轴快速移动速度≥20MM/min
6、z轴快速移动速度≥20MM/min
7、切削进给率最大值≥8000MM/min
8、主轴鼻端至工作台面距离最大值≥775MM
9、主轴中心至立柱距离≥520MM
10、主轴马达≥9KW(11KW)
11、主轴最大转速≥8000rpm
12、主轴锥度BT40
13、刀库容量≥24把
14、选刀方式双向任意式(转臂式)
15、换刀时间≤2.5秒
16、主轴数单轴
17、功能钻孔(刚性、柔性)攻牙、铣削
18、控制系统FANUC0i-M或SIEMENS等同档次先进数控系统
19、拉钉角度90度
20、刀具最大直径≥90MM(相邻有刀)
21、刀具最大长度250MM
22、系统分辨率0.001mm
23、重复定位精度±0.002(JIS标准)
24、定位精度±0.005(JIS标准)
25、主轴径向/端面跳动0.01mm
26、气压要求≤4.5KG
27、排屑装置排屑装置(侧排式)+螺旋排屑
28、电控柜除湿制冷装置
等同档次先进数控系统。
NC400小型立式加工中心主要技术参数MAIN
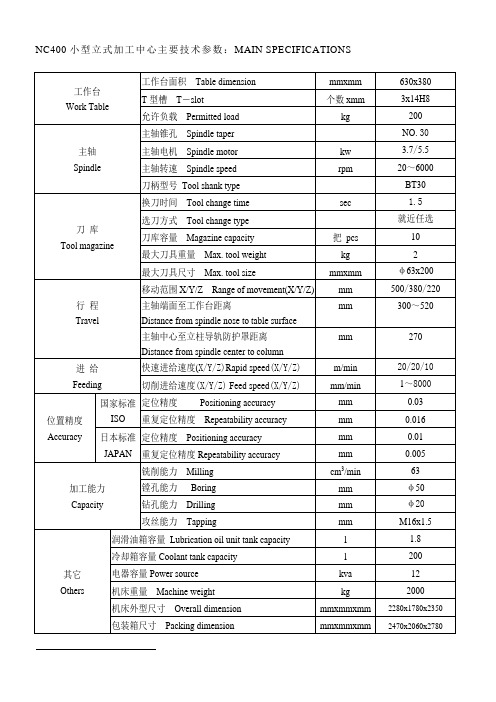
NC400小型立式加工中心主要技术参数:MAIN SPECIFICATIONSNC400小型立式加工中心为了适应现代机械加工教学、数控技术发展的需要,我公司特意开发出适合于教学演练的NC400小型立式加工中心。
该机床占地小、速度快,采用了典型的机械结构,如选用滚珠丝杠导轨、转塔式刀库等;数控系统选用大专院校广泛采用的华中世纪星HCNC-22M系统,也可根据用户需求配备FANUC、MITSUBISHI等进口系统,所选数控系统功能完备齐全,对培养机电一体化人才极为适用。
同时也适合于航空航天、汽车机车、摩托车、仪器仪表、轻工轻纺、电子电器、小型模具和各种机械制造业的中小型零件的轻铣平面、钻孔、铰孔、螺纹加工, 也可以进行复杂轮廓型面的加工,可用于中小批量,多品种生产。
从而帮助院校培养出能掌握数控机床操作、维修、编程技术的学生,实现与企业的“零距离”。
总体布局和主要部件的结构特点1.机电一体化布局, 结构紧凑, 造型美观, 操作方便, 采用先进的电子技术与机械装置实现最佳匹配, 无液压与气动环节, 可靠性高, 使用维修方便。
2.底座、立柱、滑座、工作台为优质铸铁件, 高刚度结构, 抗震性能良好。
三个方向导轨均采用高刚度滚动导轨, 三轴进给传动均采用精密滚珠丝杠螺母副, 支撑端使用国产优质轴承,摩擦阻尼小, 运动灵敏, 机床整机动静态特性优良。
3.主轴传动系统采用交流主轴电机驱动, 优质联轴器传动,提高主传动的平稳性和抗振性,主轴转速高, 可达到5000转/分, 无级变速范围大, 低速扭矩大, 恒功率区宽, 用S功能直接设定主轴转速,其转速增量达1转/分。
因而可按刀具和工件材质选择最佳切削条件。
主轴支撑采用进口轴承高性能油脂密封润滑, 温升低,噪声小。
4.进给驱动采用高性能交流(AC)伺服电机, 通过无隙联轴器与丝杠连接,减少了传动误差和反向间隙, 使传动精度高, 刚性高。
5.转塔式刀库和凸轮换刀机构。
刀库容量10把刀, 刀库由单独电机驱动, 通过主轴箱沿Z向移动和刀库旋转实现换刀, 动作可靠, 换刀迅速, 换刀时间仅1.5秒, 达到目前国际先进水平。
XH715立式加工中心
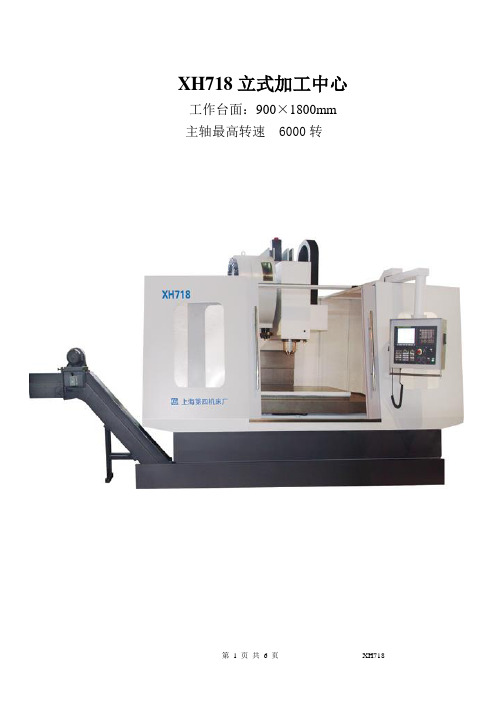
XH718立式加工中心工作台面:900×1800mm 主轴最高转速 6000转XH718立式加工中心XH718立式加工中心,是我厂消化吸收国外最新技术而生产的高性能、高精度、高可靠性的加工中心。
具备在重负荷切削及断续切削条件下保持良好的精度和刚性,具备高可靠性和稳定性的,是航天、航空、兵器、汽车等行业用于加工复杂零件和模具的理想装备。
一、机床主要技术参数:二、机床结构及性能说明:1.主轴部件1)整体精密主轴部件选用台湾旭泰主轴制造公司的产品,主轴具有卸荷结构,保护主轴轴承免受外力冲击,保证了主轴的高精度,延长了主轴的使用寿命,具有高的刚性和抗震性;2)主轴轴承采用德国FAG公司的高精度精密主轴轴承,回转精度高,精度的保持性长久;3)主轴采用18.5/22KW主轴电机驱动,主轴恒功率范围宽,扭矩大,转速高,最高转速可达6000RPM;4)具备刚性攻丝功能,主轴锥孔具有吹气功能,空气从主轴喷出,以防止铁粉尘进入主轴锥孔;5)配置主轴恒温冷却系统,保证了主轴的热稳定性及高精度。
2.立柱、床身及工作台部件1)机床的床身、立柱、主轴箱等重要结构件均采用高强度铸铁,铸件经二次回火,抗震性能好,以满足工件的强力切削及精度要求;2)立柱、床身采用加厚筋板布局,床身采用宽距四导轨布局,减小了受力变形,满足重载运动及切削;3)三向导轨均采用矩形滑动宽导轨副结构,导轨面经高频淬硬和磨削,配合采用聚四氟乙烯贴塑的导轨,提高了主轴箱与立柱及工作台的连接刚性,确保了加工的动态精度;3.传动系统1)X、Y、Z直线坐标轴由AC伺服电机驱动,并通过德国KTR联轴器直接与滚珠丝杠连接,从而消除了传动链的间隙,提高了位置精度;2)X、Y、Z直线坐标轴均采用经预加载荷的高精度双螺母滚珠丝杠,该丝杠两端的支撑为高精度成组轴承,形成双推结构配置,且对滚珠丝杠进行预应力拉伸安装,从而提高了进给传动系统的刚度并避免快速移动带来的热变形,定位精度高;4.主轴箱垂向平衡系统采用重锤平衡及园柱导向方式,确保了Z向运动的平稳性;5.园盘式刀库台湾专业制造的园盘式刀库,容量24把,最大刀具长度350mm,最大刀具重量15kg,换刀时间2.5秒;6.气路系统气源三大件、气阀、气缸采用合资的上海新益气动元件公司的产品,为机床的气路系统的正常工作提供了可靠的保障;7.润滑系统1)配置广东日华(合资)中央自动润滑系统,对所有滑动导轨面和滚动丝杆部件,通过定量分配润滑系统进行自动供油润滑2)进给系统的滚动轴承和其他部件中的滚动轴承用3#特种润滑脂润滑。
立式加工中心技术要求立式加工中心技术要求
立式加工中心技术要求立式加工中心技术要求
标准标准机床规格机床规格
主 轴 主轴电机
15/11/7.5KW(10分钟/30分钟/连续)
主轴锥孔规格 BT-40
主轴转速 40--10000rpm 行 程 X 轴行程 1120mm Y 轴行程 510mm Z 轴行程
510mm
主轴端面至工作台面 180-690mm
主轴中心至立柱前面 510mm
工 作 台 工作台面积
1460×510mm
T 型槽(宽×数目×距离) 18mm×5×100mm 进 给 快速移动 X/Y/Z 轴30m/min 进给速度 1-8000mm/min ATC 刀库容量 24把 刀具重量
8kgf
有相邻刀具时最大刀具尺寸
Φ80×350mm 无相邻刀具时最大刀具尺
寸
Φ110×350mm
换刀方式 机械手换刀方式 选刀方式 最短路径 换刀时间(刀对刀) 1.5秒 容 量 槽 切削液槽 250L
其 它 气源 5.0—9.0kg/cm2 220 L/min 动力源 33.0KVA/21.7KVA
占地面积 2972(L)×2925(W)×2664(H)mm 机床净重 6100Kg
电源要求 3∅380V +10% ∼ -15%,50Hz 气源要求
采用标准T13277-91, 质量等级采用3-3-3, (最大粒子尺寸:5μm 最大浓度:5mg/m 3, 最高压力露点-20℃; 最大含油量1mg/m 3) 环境温度 0~40℃
环境相对湿度 85%
精 度 定位精度(JIS) ±0.005mm /全行程 重复定位精度(JIS)
±0.0015mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立式加工中心技术规格
设备名称:立式加工中心
数量:1台
一、设备用途
1、设备用途
1.1加工对象、用途:
✧加工几何形状复杂,尺寸繁多,精度要求高的零件;
✧加工型腔、曲面、球面等;
✧加工各种公、英制内外螺纹;
✧能铣削外形、铣槽及倒角,也可以进行钻、扩、铰、滚压及镗、铣削、攻丝加工;
✧适用于中、小批量及单件生产,也可用于复杂零件的大批量生产。
1.2基本要求:机床应是3轴3联动、半闭环数控加工中心。
床身采用密烘技术
铸铁床身,高刚性线性导轨,带自动排屑功能。
具有刚性攻丝功能,可以容纳
20把刀的电子伞式刀库,FANUC 18i以上系统或同等级别的控制系统。
主轴转速
8100转以上,快进速度不低于25m/min,切削速度不低于16m/min
二、设备主要技术规格和要求
三、技术服务要求
1.安装和调试:
机床的安装和调试,买卖双方签署购货合同后一周内卖方向买方提供合同产品地基图。
买方负责机床就位,卖方负责安装调试,买方负责验收确认。
2.验收
验收在用户现场进行,内容包括验收机床部分功能和几何精度、加工用户的典型试切件。
典型试切件由买方提供图纸和与试切件相配套的夹具经卖方确认,卖方提供刀具清单交买方,买方按清单采购后交卖方加工典型试切件。
卖方在现场进行数控系统、编程、机床操作、维护保养等技术培训和指导。
并在买方现场对操作、维修人员进行培训直至设备进行正常工作状态。
四、质量保证期及服务要求
1.机床验收合格后保修一年。
2.在质保期内因制造质量而发生停机时间累计不得超过30个工作日,超过30个工作日,用户有权要求赔偿停机时间造成的损失。
对在质保期后的维修技术指导、提供零、配件等服务,卖方应积极配合,收费优惠合理,并及时提供所需件或适用替代品。
3.用户对机床、配件或附件中存在的缺陷有权在机床交付使用后提出修复、更换要求,在接到用户书面通知后8小时内进行答复,48小时内应给予明确答复,并在15天内修复,逾期视为默认违约。
4.投标方需单独提供随机零配件包,并列出清单及单价和总价,其总价必须包
括在投标总价中。
保修期内所须更换的零配件不包括在此零配件包内。
5.机床制造厂应具有完善的质量保证手段(如:通过ISO系列质量认证等)
五、其它要求
1.投标方应根据招标文件的技术要求条款,在投标文件中详细说明所提供货物的技术规格和参数、部件产地清单。
2.本技术要求中所发生的一切费用均包含在投标价内
六.包装及运输:
由卖方提供合格的包装并运输到卖方指定的位置。