电脑横机选针原理分析及影响因素
国产电脑横机撞针的原因和处理方法

8: 收针退位不足或拷针不清, 毛纱挂丝引起 改进操作
9: 由于原料质量而引起的 提高毛纱质量及准备工程中的摇(倒) 毛纱质量
7: 针床调节螺钉未顶实或当中低 校平、顶实
8: 针床塞铁过紧, 压针毛纱过多 修整及适当减少压针毛纱 (阻尼要适当)
9: 针床塞铁过松, 压针毛纱过少 调换及适当增加压
10: 各三角装配后平面不平直 修磨或配换
11: 成圈三角修磨后与压针三角眉尖脱空 调换戍圈三角
2: 螺丝松动 旋紧螺丝
四: 针 床
1: 针槽太宽 修整或调换
4: 针脚露出针床表面 剔除针床积垢及调换
5: 机头导轨螺丝松动 拧紧螺丝
3: 各三角热处理硬度不足 重新热处理或重配, 硬度达HRC58~62
4: 各三角走针面发毛或碰伤 修磨平滑
5: 各三角平面与针床配合间隙过大 镶垫三角底板, 使间隙调整至0.20~0.35mm
5: 针槽歪斜 修整或调换
6: 针槽积垢, 使针踵上翘 定期揩车 (易爬针)
6: 操作不当引起的撞针 提高挡车工的基本功锻炼, 改进操作
7: 放针高度不足 改进操作, 使放针时针踵高于起针三角的起针点 (如自动放针, 应检查放针机构)
一: 三角部件: 产 生 原 因 消 除 方 法
1: 各三角起痕严重或破裂 修磨平直、光滑, 严重者重配
2: 各三角之间配合不当, 间隙过大 调整或重配
3: 钢丝舌针在弯制中针踵弯脚处应力集中 调换 (打闷针)
4: 针踵损伤后发毛及弯曲 调换
三: 机头和导轨
1: 使用过久, 磨损严重 修整
15: 起针三角与顶针三角离缝, 交接不良 修正集圈高度与顶针角落差不得小于0.8mm
电脑横机的基本结构与编织原理
监视系统为一面彩色液晶显示器,特殊机型采用彩色台式显示器。 用于来对程序的输入、修改、检测以及机器的编织过程进行实时监视。 信号反馈系统通过光敏管、霍尔元件等各种光、磁场、电场传感器提 供机器所处状态或位置的各种信息(如机头计数、压针状态、摇床状 态等)由控制盘运算.系统进行处理。 二、 各三角装配示意如下图
10 移圈上栏针 23 压针三角 R 36
小压板 R 49 活动起针三角 R
11 压针三角 R 24 上栏针 R
37 活动起针三角 R 50
选针器
12 回针三角中 25 筒口调节三角 38
选针器
51
下栏针 R
13 筒口调节三 26 回针三角 R 39
下栏针中 52 提花针上栏针 R
角
零件简图
1 上栏针 L
程序的输入途径为磁盘和 USB 输入。但各类磁盘都易受外界磁 场、紫外线、潮湿、温度等因素的破坏,所以存放环境一定要符合其 说明书的要求,现已基本不用。U 盘输入方式有存储量大、输入速度 快、操作方便等优点。
控制部分的主体是电控箱,由开关电源、信号转换及控制电路、 工控计算机四类部件组成。工控计算机储存着已输入的程序,并根据 输入的程序对机器进行控制和对各种反馈信号进行处理,是控制的核 心部分。信号转换及控制电路是用于数字和模拟信号之间的转换,并 解析指令控制其他电器元件的电源,具体作用详见后面电路原理部 分。
电脑横机的基本结构与编织原理
电脑横机的基本结构与编织原理TY电脑横机的基本结构与编织原理电脑横机是一种机电一体化的比较先进的全自动针织机械。
1975年问世到现在已经发展到了比较完善的程度,TY电脑横机是我国唯一具有完全知识产权的全自动电脑横机,代表了我国全自动电脑横机研发的最高水平。
与普通的横机比较,具有生产效率高花型变换方便,产品属性易于控制,适编花型范围广泛等优点。
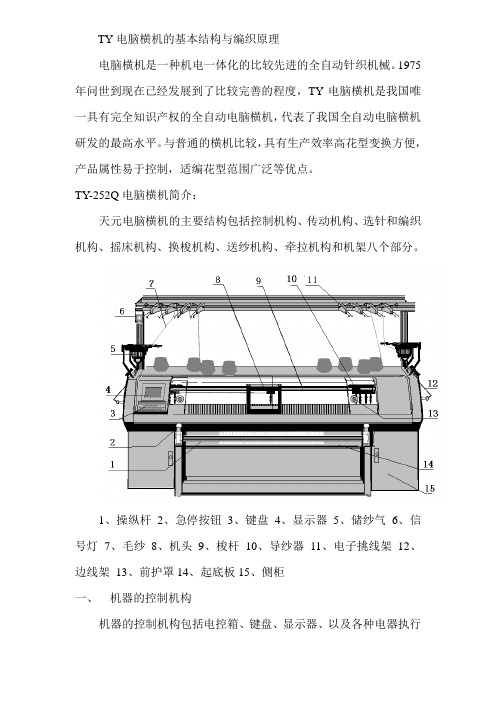
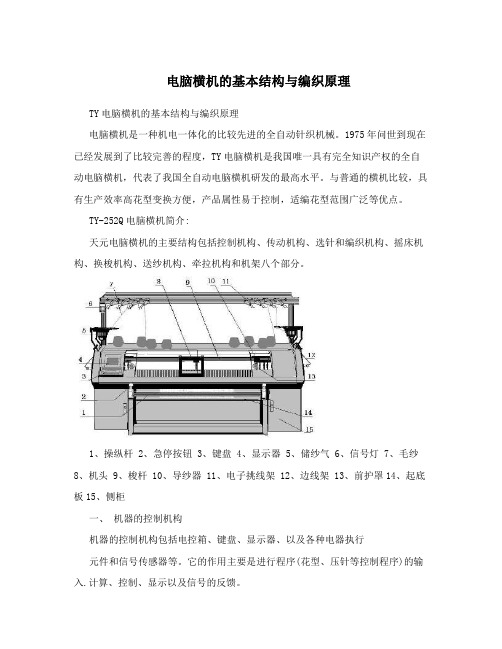
TY-252Q电脑横机简介:天元电脑横机的主要结构包括控制机构、传动机构、选针和编织机构、摇床机构、换梭机构、送纱机构、牵拉机构和机架八个部分。
1、操纵杆2、急停按钮3、键盘4、显示器5、储纱气6、信号灯7、毛纱8、机头9、梭杆 10、导纱器 11、电子挑线架 12、边线架 13、前护罩14、起底板15、侧柜一、机器的控制机构机器的控制机构包括电控箱、键盘、显示器、以及各种电器执行元件和信号传感器等。
它的作用主要是进行程序(花型、压针等控制程序)的输入.计算、控制、显示以及信号的反馈。
程序的输入途径为磁盘和USB输入。
但各类磁盘都易受外界磁场、紫外线、潮湿、温度等因素的破坏,所以存放环境一定要符合其说明书的要求,现已基本不用。
U盘输入方式有存储量大、输入速度快、操作方便等优点。
控制部分的主体是电控箱,由开关电源、信号转换及控制电路、工控计算机四类部件组成。
工控计算机储存着已输入的程序,并根据输入的程序对机器进行控制和对各种反馈信号进行处理,是控制的核心部分。
信号转换及控制电路是用于数字和模拟信号之间的转换,并解析指令控制其他电器元件的电源,具体作用详见后面电路原理部分。
监视系统为一面彩色液晶显示器,特殊机型采用彩色台式显示器。
用于来对程序的输入、修改、检测以及机器的编织过程进行实时监视。
信号反馈系统通过光敏管、霍尔元件等各种光、磁场、电场传感器提供机器所处状态或位置的各种信息(如机头计数、压针状态、摇床状态等)由控制盘运算.系统进行处理。
二、各三角装配示意如下图序名称序名称序名称序名称号号号号1 上栏针L 14 上栏针中 27 提花针上栏针L 40 选针器2 筒口调节三15 压针三角L 28 选针器 41 活动起针三角L角3 回针三角 16 起成圈三角 29 小压板l 42 提花针上栏针中14 压针三角L 17 30 活动起针三角L 43 小压板L5 移圈三角L 18 移圈三角L 31 下栏针L 44 小压板中6 眉毛三角 19 眉毛三角 32 小压板中 45 复位三角7 起成圈三角 20 接圈三角 33 提花针上栏针中46 不织压板28 接圈三角 21 移圈上栏针 34 复位三角 47 提花针上栏针中2 9 移圈上栏针22 移圈三角R 35 不织压板 48 小压板R 10 移圈上栏针 23 压针三角R 36 小压板R 49 活动起针三角R 11 压针三角R 24 上栏针R 37 活动起针三角R 50 选针器 12 回针三角中 25 筒口调节三角 38 选针器 51 下栏针R 13 筒口调节三26 回针三角R 39 下栏针中 52 提花针上栏针R角零件简图1 上栏针L2 筒口调节三角3、26 回针三角4、11、15、23 压针三角5、10、18、22移圈三角6、19眉毛三角7、16 起成圈三角 8、20接圈三角9、21移圈上栏针 12 回针三角中11 压针三角R 24 上栏针R14 上栏针中 33、47 提花针上栏针中226 回针三角R 29、36、43、48 小压板50、40、38、28 选针器 31、51 下栏针L、R30、37、41、49活动起针三角L、R 33、47 提花针上栏针中232、44 小压板中 35、46不织压板34、45 复位三角 28 提花针上栏针中127 下栏针中 30 提花针上栏针R三、选针和编织机构TY系列天元电脑横机的编织机构主要由组合织针、三角机构和选针机构组成。
选针器选针原理和影响选针器稳定性的几个因素
选针器选针原理和影响选针器稳定性的几个因素探讨:关于选针器的问题.研究一下,这里也解释了六段和八段的问题: 目前,针织横机已普遍采用了计算机控制技术和利用电子选针技术来控制横机进行单针选针,从而形成各种花色 . 另外,一些老的机械,在进行设备改造时,也采用电子选针替代旧式的机械选针,以扩大其花纹的可能性和实用性. 我们在调研中发现不少厂家在进行选针系统的自行研制改造中,因选针器选用不当经常会出现花型错乱变形,甚至还可能引起机构的错误动作而损坏机械结构,为此,我们在研制和实验的基础上,针对影响电脑横机选针器选针可靠性的几个因素进行了一些研究,提出相应措施,以保证选针可靠.1 选针器的作用大多数电脑横机选针控制系统的结构都是电磁选针这里,电脑横机采用上、下两级计算机结构,上位机为工控机,主要负责管理与监控;下位机采用单片机及扩展系统,其根据同步信号和上位机的控制信号,负责控制选针器的选针. 由此可见,选针器是一种依照织物花型组合的电信号依次驱动选针机件的换能器,是电脑横机控制系统用来实施选针控制的执行元件.因此,其性能好坏将直接影响选针准确性和可靠性.2 选针器的类别目前常用的选针器,从动作原理上分,有电磁式和压电式两种. 压电式选针器是利用压电陶瓷材料作为转换元件,利用控制器发送的脉冲信号,作用于压电元件上,靠压电材料的逆压电效应,使压电元件弯曲到预先记忆的形状来进行选针;另一种选针器则是利用对电磁螺旋管通入不同方向电流,使电磁螺旋管头端的极性相应变化,或与永久性磁铁配合使用,靠电磁铁与永久性磁铁间的吸力和斥力来实现选针头摆动,即用压针法实现选针,或者直接通过电磁铁的极性变化来控制选针器选针,使织针分走不同轨道,用抄针法完成选针.两种选针方式相比较,压电式选针器具有响应速度快、发热少的特点,但在元件的受力和防冲击、震动等方面稍稍逊色,易发生压电元件失去记忆的情况,故在针织圆机上使用较多,以保证快速响应,并适应多路,同时选针器耗电和发热量也不会太大. 而在横机上选用电磁式选针器较为有利. 主要原因有:①横机机针较粗,编织时纱线张力较大,因而选针器受力较大,采用电磁式选针器可承受较大的力,且防震动性好,使用寿命长.②横机控制动作复杂,各部分间配合精度要求高,因而采用电磁选针器可取其动作可靠之优势. 故在实验中我们选用电磁选针器.3 选针器结构电磁式选针器原理:选针时,选针器中的电磁螺旋管被通以某个方向的电流产生极性, 该极性磁场与永久磁铁产生的磁场相互作用,推拉结合,使送针器的选针头绕轴上摆,不与选针片齿作用,选针片沿选针三角上升.一般选针器构造:1-电磁螺旋管;2 -永久磁铁;3 -选针头;4 -轴电磁式选针器的选针原理:不选针时,电磁螺旋管被通以反方向的电流,产生相反极性. 使得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升.由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针头处在工作和不工作两个位置. 大量实验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后仍受小电流和永久性磁铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选针头始终处于受控制状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,这样则不会出现编织错误和碰针现象. 我们在实验中采用德国雅迪(HARTING) 公司的电磁选针器. 该选针器是一种较新的具有双稳态结构的选针器.4 选针器的级数选针器选针,可分为单级选针和多级选针. 单级选针是每路安装的选针器仅一级选针位,即此选针器对每枚针都作用,其具有机件体积小、作用时间短、选针频率高、机件磨损小等特点,特别适于高速机. 但是单级选针对机件精度要求高,价格较贵,与之相比,多级选针的应用更为普遍. 多级选针器具有多个选针头,对应多级选针位,每一级选针头只对应选取具有等高度的选针片,因此,对每一个选针器上的每一片选针头而言,它都要间隔多针才对选针片作用一次,这样就增加了选针时间,使选针更加可靠. 但多级选针机构增加了针床的高度,并要求不同齿高的选针片类,使机构稍复杂. 目前电脑横机上采用的选针器大多为多级选针器, 因此,如何确定选针器级数成为一个重要问题,因为每种选针器的选针动作频率都有一个上限,而电脑横机机速越快,机号越高,需要的选针频率也高,即要求的选针器级数越高机号(针数/ 25. 4 mm);若选择的选针器级数比要求的多,则造成浪费;选择的级数不够,则无法正确选针,为此我们进行如下计算:设: G ——机头运动最高速度t0 —选用的选针器选针周期则:针距为T = 25. 4/G机头以最高速移过每一针所需的时间t = T/ Vmax所要求的选针频率f′= 1 000/ t考虑保险系数f =1. 5 f′而选针器选针频率f 0=1 000/t0故选针级数n0= f/ f 0一般电脑横机中常用六档或八档选针器.5 选针器的驱动方式电磁式选针器的驱动方式有两种:一种是脉冲宽度调制法控制开关电压; 一种是用斩波限流的电流控制法. 从选针可靠的角度出发, 应采用第二种方法, 以便控制方式较稳定,免受温度的影响. 这是因为电磁铁在电磁感应中,除了磁能增加, 做机械功外, 还有一部分能量用于产生热量,该热量会使电磁铁温度升高,而温度又影响电阻大小,从而影响电流大小,最终影响电磁力,即影响选针的可靠性. 我们采用的雅迪公司选针器的驱动方式如图3 所示; 图3 (a) 为通入电磁铁的电流波形图,图3 ( b) 为选针器的选针头运动图.其中:t1 、t2 为通入的大、小电流的时间, Ⅰ为选针头响应时间, Ⅱ为选针片摆动时间(包括回跳和抖动时间), Ⅲ为选针头的可靠作用时间, 作用于选针片应在此时间内. 由此可见, 当脉冲信号发出后, 选针头要滞后若干时间才开始摆动, 摆动到位后还会产生短时间的回跳与抖动,稳定下来,后才能开始与选针片作用.选针器的驱动方式(斩波限流的电流控制法)6 .结束语选针器是用来实施选针控制的关键元件, 它的结构、性能等都将直接影响选针控制的准确性和可靠性. 因此,在选用选针器时, 应考虑其本身特点, 注意以下几点:(1) 选用适合电脑横机使用的选针器种类;(2) 根据需要选取选针器参数,如级数;(3) 采用合理的控制方式,减少控制过程中的不稳定因素;(4) 选择结构时,宜采用选针头始终处于受控制的双稳态结构,以保证性能稳定.参考文献: 郑州纺织工学院报.张一平教授的文章二月在此深深的铭谢!。
横机出针原理说明

电脑横机出针原理针织横机是一种双针板舌针纬编织织机.它的三角装置犹如一组平面凸轮,织针的针脚可进入凸轮的槽道内,移动三角,迫使织针在针板的针槽内作有规律的升降运动,并通过针勾和针舌的动作,就能将纱线编织成针织物.织针在上升过程中,线圈逐步退出针勾,打开针舌,并退出针舌挂在针杆上;织针在下降过程中,针勾勾住新垫放的纱线,并将其牵拉弯曲成线圈,同时原有的线圈则脱出针勾,新线圈从旧线圈中穿过,与旧线圈串联起来,众多的织针织成的线圈串互相联结形成了针织物.1,成圈过程横机的织针将纱线编织成织物的过程称为成圈过程,成圈过程可分为退圈,垫纱,带纱,闭口,套圈,脱圈,成圈和牵拉等8个阶段.(1)退圈退圈就是将处于针勾中的旧线圈移动到针杆上,为垫放新的纱线作好准备.在退圈过程中,织针从最低点上升到最高点,织针处于退圈阶段,退圈后针舌被线圈刮开.(2)垫纱垫纱就是将纱线放到针舌上,完成退圈后,织针开始下降,由于给纱机构的配合动作,纱线便在导纱器的引导下,通过纱嘴被垫放到针勾的下面,针舌的上面,以便织针继续下降时,针勾能可靠地勾住纱线.(3)带纱带纱就是将垫放到针勾下面的纱线引到针勾内的过程.这一过程是依靠织物下降来完成.(4)闭口闭口即封闭针口,使新垫放的纱线旧线圈为针舌所隔开.不带纱过程结束后,纱线正确地被针勾勾住,织针继续下降,落到针杆上的旧线圈沿针杆向针头滑动,移到针舌的下面,针舌由于旧线圈的作用,开始绕针舌轴旋转,当织针再下降时,针舌旋转盖住针勾封闭针口.(5)套圈套圈过程是从旧线圈套到关闭了的针舌上开始,而后沿关闭了针舌移到针勾处而结束.(6)脱圈脱圈就是线圈从针头上脱落下来的过程.当完成套圈后,织针沿三角工作面下降,勾住新垫放的纱线穿过旧线圈,而旧线圈同时由于牵拉力的作用,由针头处脱出.(7)成圈成圈阶段的工作是在旧线圈脱出针头后,针勾带住新垫放的纱线穿过旧线圈,织针再下降将纱线拉弯成新的线圈.(8)牵拉牵拉就是为了使成圈后的新线圈得以张紧,不得脱出针勾,以进行下一横列编织的成圈工作.牵拉是利用牵拉机构将旧线圈拉向针背,达到紧张的目的,同时将已成形的织物引出成圈区域.2,集圈过程集圈是针织物组织的基本线圈结构之一,它是将旧线圈不予退圈或脱圈,而织针继续成圈,新旧线圈集合在一起而形成的一种组织.在横机上采用两种手段来制取集圈组织,一种是无脱圈法,一种是无退圈法.(1)无脱圈法集圈无脱圈法集圈是将横机的一个或前后对角的两个压针三角推上一定高度.当要头带动三角运行时,织针上升到最高点,然后下降到闭口阶段即不再下降,线圈关闭针舌后挂在针杆上,此时针勾勾住了新垫放的纱线.当机头反向运行编织下一横列的织物时,织针在三角的作用下可上升到顶点,或下降到最低点,新纱线形成悬弧退圈后与挂在针杆上的旧线圈合并在一起共同脱圈后形成集圈.(2)无退圈法集圈无退圈法形成的集圈又称为胖花组织,只能在胖花横机上织成.二级胖花横机形成平行集圈,三级胖花横机可形成交错集圈.平行集圈:二级胖花横机有一个活动的挺针三角,针板上排列高脚针和低脚针.当机头运行编织时,挺针三角退出低脚针高度,高脚针可被挺针,继续上升至退圈,而低脚针只能升起到起针三角的顶尖处,尚横档三角上平面行进,然后下降,线圈打开针舌后挂在针舌上不退圈,针勾同时勾住新垫放的纱线.当机头编织下一横列的织物时,退出的挺针三角回复原位,低脚针针舌上挂着的旧线圈与新形成的纱线悬弧共同退圈,脱圈形成集圈.因这种集圈只在低脚针上形成,织出的集圈组织在衣片上互相平行排列,故称为平行集圈或二级胖花.交错集圈:三级胖花横机的活动挺针三角有两个,针板上排列高脚针,低脚针和高脚长舌针.当上,下挺针三角共同退出低脚针高度时,织出平行集圈组织.当上挺针三角单独退出工作位置时,织针上升到下挺针三角位置,因长舌针针舌较长,线圈打开针舌后挂在针舌上不退圈,垫纱后,新旧线圈集合在一起形成集圈.因此种集圈在低脚针和长舌针上形成,织出的集圈组织在衣片上交错排列,故称为交错集圈,又称为交点网眼胖花和三级胖花.。
电脑横机成圈机件的工作原理及工艺分析

LI画舾●■__-_—_●第三章全自动电脑横机成圈分析针片总是被放在针槽里,这样可避免织针针踵、挺针片片踵与三角间的摩擦;编织时,根据选针的需要,中间片3被选针片4推到B位置或c位置,此时挺针片2的针踵从针槽内露出,参加编织。
其中,处于B位置时,织针成圈或移圈,处于c位置时,织针集圈或接圈;选针片4把中间片3推到B位置或c位置的选针信号来自选针器11,选针片4和弹簧5镶嵌在一起,由塞铁9压住。
弹簧使选针片经常保持标准位置,选针或不选针由选针器ll是否吸取选针片的头端决定。
图3—1成圈机件与选针机件间的配置关系3.2.2三角座平面结构sTOLL公司生产CMS330TC系列全自动电脑横机的每个三角系统具有相同的平面结构,现以一个三角系统为例,如图3—2所示,图中各部件作用如下:起针三角l固装在三角底板上,其作用是将处于工作状态的织针推到集圈或成圈的高度位置;接圈三角2和起针三角l同属一个整体,是在起针三角块上铣出一个走针轨道而形成的三角,其作用是将接圈的织针推到接圈的高度位置;压针三角3活配于三角底板上,可以平行于三角底板移动,由步进电动机控制,其主要作用有压针作用,同时还可控制弯纱深度,故弯纱深度可无级调节,压针三角除了起压针作用外,还起移圈三角的作用;导向三角4固装于三角底板上,起导向和收针的作用;t、下护针三角孔6属于固定三角,第三章全自动电脑横机成圈分析图3—2三角座平面结构图3.2.3选针工作原理STOLL公司生产CMS330TC系列全自动电脑横机采用双重选针系统,即每个选针器有两个选针点设置,因此,当机头朝一个方向运动时,同一个选针器不仅能完成一次选针,而且还可以进行第二次选针。
现结合下图来说明双重选针工作原理,如图3—3所示,机头沿箭头方向向左运动,位于三角系统左侧的选针器9进行选针,选针开始时,选针片4的尾部受到复位三角13的作用,头端向上摆出针槽,先被选针器9的永久磁铁吸住;选针片的头端被选针器的永久磁铁吸住后,随着机头的向左移动,选针片头端相对选针器向右移动,选针或不选针决定于选针片的头端在经过两个选针点cI和c2时选针片片头是否一直被吸住,如果不选针,选针片的头端经过两个选针点时,仍被选第三章仝自动电脑横机成圈分析针器磁铁吸住,选针片的下片踵一直沉入针槽,不上升,选针片头端仍处于水平位置,此时,挺针片2受中间片的压力作用其片踵沉入针槽,织针不能参加编织;反之,如果选针,选针片的头端在经过两个选针点时,在选针信号的作用下,吸力中断,释放选针片的头端,选针片在选针弹簧的作用下其尾部从针槽摆出。
电脑横机编织原理叙述

电脑横机编织原理叙述编织工作原理1、不织三角状态:常规状态选针状态:不选弹簧针停留 B 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:选针复位三角推起选针片,选针片针脚露出针板,选针器闭合直压,选针片针脚被原位压入针槽,选针片原地停留,弹簧针针脚停留在B 位,并被不织压片连带长针针脚压入针槽,编织针组不出针,因此针组不进入编织工作。
2、编织三角状态:中山导块进入工作,翻针导块退出工作,吊目、接针压片进入工作选针状态:预选弹簧针被推致H 位,二次选弹簧针被推致A 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:(1)予选;选针复位三角推起选针片,选针片针脚露出针板,选针器打开(斜向抬起),选出选针片。
选出选针片针脚露出针板,针脚被选针导针三角推升,选针片推动弹簧针致H 位,予选完成。
(2)予选出选针片再次经选针器选出,选针片针脚再被选针推针三角推升,选针片推动弹簧针致A 位,编织针组下针脚在蝶山斜面作用下编织针组沿走针轨迹上升到中山导块顶点,此时舌针升致3/4 高,旧线圈滑过针舌致针杆,编织针组沿走针轨迹向下运动,纱线垫入,线圈推动针舌使其关闭,旧线圈经针舌上方滑针头,在度目三角斜面走针轨迹推压下,编织针组下针脚致度目三角下向压针面,旧线圈翻转脱落新线圈完成,编织完成。
3、吊目三角状态:中山导块进入工作,吊目压片进入工作,翻针导块退出工作,接针压片退出工作选针状态:弹簧针被推致H 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:予选;选针复位三角推起选针片,选针片针脚露出针板,选针器打开(斜向抬起),选出选针片。
选出选针片针脚露出针板,针脚被选针导针三角推升,选针片推动弹簧针致H 位。
编织针组下针脚在蝶山斜面作用下,编织针组沿走针轨迹上升到中山导块水平导向槽,经过吊目压片弹簧针针脚连带长针针脚压入针槽,长针针脚脱离导向作平行运动。
吊目压片结束对弹簧针针脚的控制,针脚弹出,长针针脚落入中山导块水平导向槽,在度目三角斜面走针轨迹推压下,纱线垫入,编织针组下针脚致度目三角下向压针面,吊目完成。
电脑横机维修知识

电脑横机维修知识一、横机的主要规格针织横机是生产羊毛衫的主要生产设备,全机由130多个零件装置而成。
横机的规格是根据它的针型和长度来制定的,即针型指针板的每英寸内(2.54cm)有几个槽;长度为针板上带有针槽的横向总距(英寸),也就是针板的有效长度。
横机的规格名称是:3x36、3.5 x 6、4X36、5x36、6x36、7x36、9X36、11x36、12x36和14x36,以上数字,前数指针型,后数指长度,但特殊规格的横机只是在长度上换个叫法,如24英寸、32英寸、40英寸、42英寸等等。
二、横机构成的主要部件机架、针板、方轨、龙头、花板。
三、横机零部件安置介绍1、机架:有两个山头,并由两根横梁把山头连接成一个整体,它是一个铸造件。
机架上安装的小件有扳手、扳手固定螺丝、托针板螺丝、托针板螺丝压簧。
2、针板:是有相当硬度的钢板精制而成的,它上面带有的零件有大压条、小压条、机针、豆腐块及固定螺丝。
3、导轨:导轨是祷件或特殊钢材加工而成的,它用固定螺丝拴紧在机架上,一般分前后两支,为机头行走的轨道,后导轨的上方还有一根纱嘴导轨,主要供喂纱嘴随机头左右平稳移动或更换纱嘴时用。
4、龙头:它是横机的心脏,整个机头的零部件都安装在它上面,它的零件有前后推子、推手焦木球及螺丝、推手压板(也叫推手滑块),滑块上装着轴承。
龙头上前边部分装看三眼盖板,通过三眼的螺杆是起针三角拉杆,中心眼里的螺杆叫活鸡心拉杆螺丝,拉杆井圈和起针三角小扳手、活鸡心小扳手、机头表面有刻度的叫刻度板,刻度板上装青小压板,刻度板中心的螺杆叫两头螺丝。
两头螺丝下端部拴紧在大三角上,两头螺丝中心装看指针,指针上面装着元宝螺丝。
龙头后边安装着摆梭架,摆梭架上装有摆杆、梭杆,机头后边部还装着插销开关,机头上面的主要机件是花板。
5、花板:花板是横机的中枢,它有底板座,所有三角都按装在底板座上,花板上的三角有起针三角、鸡心三角(活鸡心、小鸡心)、人字三角、大三角。
国产电脑横机编织过程及常见故障分析
国产电脑横机编织过程及常见故障分析李日东杨柳(西安工程大学纺织与材料学院, 陕西西安710048)摘要:分析国产电脑横机在生产过程中常见故障产生的原因。
通过对国产电脑横机生产中出现问题的观察、分析,总结了常见故障的现象,寻求故障产生的症结所在。
国产电脑横机故障的产生是多因素的,有些可以人为避免,而有些故障是设备本身不够完善而产生。
国产电脑横机技术有待于进一步提升,元部件质量须加强。
关键字:国产电脑横机编织过程故障中图分类号:TS 183.2+2 文献标识码:BAnalysis of the Knitting Principle and Common Breakdown of Domestic Computerized Flat Knitting MachineLi Ridong, YANG Liu( Faculty of Textile&Material, Xi’an Polytechnic University, Xi’an 710048,China )Abstract: This paper is an analysis of common breakdown and its causes about the domestic computerized flat knitting machine. Observed and analyzed the breakdown of domestic computerized flat knitting machine when it is working, summarized the common breakdown phenomenon, and seeks for the crux. The reason of the breakdown is multi-factors, some can be avoided, but some breakdowns are caused by the insufficient of equipment. The technology of domestic computerized flat knitting machine should be promoted, and the quality of components must be strengthened.Key words: domestic computerized flat knitting machine; knitting principle; breakdown前言:随着电子信息技术的飞速发展,电脑横机的更新换代也越来越快,使得我们光靠进口很难赶得上国际技术发展的前沿,所以迫切需要研发有自主知识产权的电脑横机[1]。
15第二编 纬编 横机产品与编织3

•
随后,另一块接圈压条重
新作用于中间片的上片踵, 挺针片的片踵再次沉入针槽, 以免与起针三角相撞,并且 不受压针三角3的影响。走过 第二块接圈压条后,挺针片
片踵再次露出针槽,从三角5、
6之间通过,被压到起始位置, 完成接圈动作。
双向移圈原理: • 定义:在同一成圈系统也 可以有选择的使前后针床织 针上的线圈相互转移,即形 成双向移圈。 此时,有些选 针片在第一选针区被选上, 其上的织针进行移圈,有些 选针片在第二选针区被选上, 其上的织针接圈。 • 在两个选针区都没有被选 上的选针片,其上面的织针 既不移圈也不接圈。
半畦编扳花等。
(五)嵌花织物(又称纵向连接组织)
1、定义——是由几种不同种类(粗细、 颜色)的纱线轮流编织同一横列线圈 的织物组织。 2、形成方法: (1)每个成圈系统必须配置几只嵌花 导纱器。导纱器在编织一个横列时相 继进入工作,按照花型要求分别将各 自的纱线垫放到相应的针上,各只导 纱器引导的色纱所编织的线圈形成了 色块花型。 (2)把一个横列中各导纱器引导的色 纱所编织的线圈(即各个色块之间) 连接起来,可采用轮回、集圈、添纱 和双线圈等方式加以连接。
2、三平织物形成方法与特点: (1)形成方法:是由一个横
列的四平和一个横列的平
针组成。 (2)织物特点:织物两面具有 不同的密度和外观。
(二)集圈类织物 1、分类:单面和双面集圈两种。 2、特点: • 单面集圈织物形成各种凹凸网眼结构,有凸起 的悬弧效果(又称胖花)。 • 双面集圈织物形成畦编(又称双元宝针或双鱼 鳞组织)和半畦编(又称单元宝针或单鱼鳞组 织)
移圈工作原理: • 移圈时的选针与成圈时 相似,选针片和中间片 都走与成圈时相同的轨 迹。 • 不同的是:此时的挺针 片压针三角3向下移动到 最下的位置,挡住了挺 针片片踵进入三角1,使 其只能沿压针三角3的上 面通过,从而使其上方 的织针上升到移圈高度。
电脑横机的基本结构与编织原理
电脑横机的基本结构与编织原理TY电脑横机的基本结构与编织原理电脑横机是一种机电一体化的比较先进的全自动针织机械。
1975年问世到现在已经发展到了比较完善的程度,TY电脑横机是我国唯一具有完全知识产权的全自动电脑横机,代表了我国全自动电脑横机研发的最高水平。
与普通的横机比较,具有生产效率高花型变换方便,产品属性易于控制,适编花型范围广泛等优点。
TY-252Q电脑横机简介:天元电脑横机的主要结构包括控制机构、传动机构、选针和编织机构、摇床机构、换梭机构、送纱机构、牵拉机构和机架八个部分。
1、操纵杆2、急停按钮3、键盘4、显示器5、储纱气6、信号灯7、毛纱8、机头9、梭杆 10、导纱器 11、电子挑线架 12、边线架 13、前护罩14、起底板15、侧柜一、机器的控制机构机器的控制机构包括电控箱、键盘、显示器、以及各种电器执行元件和信号传感器等。
它的作用主要是进行程序(花型、压针等控制程序)的输入.计算、控制、显示以及信号的反馈。
程序的输入途径为磁盘和USB输入。
但各类磁盘都易受外界磁场、紫外线、潮湿、温度等因素的破坏,所以存放环境一定要符合其说明书的要求,现已基本不用。
U盘输入方式有存储量大、输入速度快、操作方便等优点。
控制部分的主体是电控箱,由开关电源、信号转换及控制电路、工控计算机四类部件组成。
工控计算机储存着已输入的程序,并根据输入的程序对机器进行控制和对各种反馈信号进行处理,是控制的核心部分。
信号转换及控制电路是用于数字和模拟信号之间的转换,并解析指令控制其他电器元件的电源,具体作用详见后面电路原理部分。
监视系统为一面彩色液晶显示器,特殊机型采用彩色台式显示器。
用于来对程序的输入、修改、检测以及机器的编织过程进行实时监视。
信号反馈系统通过光敏管、霍尔元件等各种光、磁场、电场传感器提供机器所处状态或位置的各种信息(如机头计数、压针状态、摇床状态等)由控制盘运算.系统进行处理。
二、各三角装配示意如下图序名称序名称序名称序名称号号号号1 上栏针L 14 上栏针中 27 提花针上栏针L 40 选针器2 筒口调节三15 压针三角L 28 选针器 41 活动起针三角L角3 回针三角 16 起成圈三角 29 小压板l 42 提花针上栏针中14 压针三角L 17 30 活动起针三角L 43 小压板L5 移圈三角L 18 移圈三角L 31 下栏针L 44 小压板中6 眉毛三角 19 眉毛三角 32 小压板中 45 复位三角7 起成圈三角 20 接圈三角 33 提花针上栏针中46 不织压板28 接圈三角 21 移圈上栏针 34 复位三角 47 提花针上栏针中2 9 移圈上栏针22 移圈三角R 35 不织压板 48 小压板R 10 移圈上栏针 23 压针三角R 36 小压板R 49 活动起针三角R 11 压针三角R 24 上栏针R 37 活动起针三角R 50 选针器 12 回针三角中 25 筒口调节三角 38 选针器 51 下栏针R 13 筒口调节三26 回针三角R 39 下栏针中 52 提花针上栏针R角零件简图1 上栏针L2 筒口调节三角3、26 回针三角4、11、15、23 压针三角5、10、18、22移圈三角6、19眉毛三角7、16 起成圈三角 8、20接圈三角9、21移圈上栏针 12 回针三角中11 压针三角R 24 上栏针R14 上栏针中 33、47 提花针上栏针中226 回针三角R 29、36、43、48 小压板50、40、38、28 选针器 31、51 下栏针L、R30、37、41、49活动起针三角L、R 33、47 提花针上栏针中232、44 小压板中 35、46不织压板34、45 复位三角 28 提花针上栏针中127 下栏针中 30 提花针上栏针R三、选针和编织机构TY系列天元电脑横机的编织机构主要由组合织针、三角机构和选针机构组成。
电脑横机选针器
选针器选针原理和影响选针器稳定性的几个因素探讨:关于选针器的问题.研究一下,这里也解释了六段和八段的问题:目前,针织横机已普遍采用了计算机控制技术和利用电子选针技术来控制横机进行单针选针,从而形成各种花色 . 另外,一些老的机械,在进行设备改造时,也采用电子选针替代旧式的机械选针,以扩大其花纹的可能性和实用性. 我们在调研中发现不少厂家在进行选针系统的自行研制改造中,因选针器选用不当经常会出现花型错乱变形,甚至还可能引起机构的错误动作而损坏机械结构,为此,我们在研制和实验的基础上,针对影响电脑横机选针器选针可靠性的几个因素进行了一些研究,提出相应措施,以保证选针可靠.1 选针器的作用大多数电脑横机选针控制系统的结构都是电磁选针这里,电脑横机采用上、下两级计算机结构,上位机为工控机,主要负责管理与监控;下位机采用单片机及扩展系统,其根据同步信号和上位机的控制信号,负责控制选针器的选针. 由此可见,选针器是一种依照织物花型组合的电信号依次驱动选针机件的换能器 , 是电脑横机控制系统用来实施选针控制的执行元件.因此,其性能好坏将直接影响选针准确性和可靠性.2 选针器的类别 ,目前常用的选针器,从动作原理上分,有电磁式和压电式两种. 压电式选针器是利用压电陶瓷材料作为转换元件,利用控制器发送的脉冲信号,作用于压电元件上,靠压电材料的逆压电效应,使压电元件弯曲到预 .先记忆的形状来进行选针;另一种选针器则是利用对电磁螺旋管通入不同方向电流,使电磁螺旋管头端的极性相应变化,或与永久性磁铁配合使用,靠电磁铁与永久性磁铁间的吸力和斥力来实现选针头摆动,即用压针法实现选针,或者直接通过电磁铁的极性变化来控制选针器选针,使织针分走不同轨道,用抄针法完成选针.两种选针方式相比较,压电式选针器具有响应速度快、发热少的特点,但在元件的受力和防冲击、震动等方面稍稍逊色,易发生压电元件失去记忆的情况,故在针织圆机上使用较多,以保证快速响应,并适应多路,同时选针器耗电和发热量也不会太大. 而在横机上选用电磁式选针器较为有利. 主要原因有:①横机机针较粗,编织时纱线张力较大,因而选针器受力较大,采用电磁式选针器可承受较大的力,且防震动性好,使用寿命长.②横机控制动作复杂,各部分间配合精度要求高,因而采用电磁选针器可取其动作可靠之优势. 故在实验中我们选用电磁选针器.3 选针器结构电磁式选针器原理:选针时,选针器中的电磁螺旋管被通以某个方向的电流产生极性, 该极性磁场与永久磁铁产生的磁场相互作用,推拉结合,使送针器的选针头绕轴上摆,不与选针片齿作用,选针片沿选针三角上升.一般选针器构造:1-电磁螺旋管;2 -永久磁铁;3 -选针头;4 -轴电磁式选针器的选针原理:不选针时,电磁螺旋管被通以反方向的电流,产生相反极性. 使得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升. 由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针头处在工作和不工作两个位置. 大量实验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后仍受小电流和永久性磁铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选针头始终处于受控制状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,这样则不会出现编织错误和碰针现象. 我们在实验中采用德国雅迪(HARTING) 公司的电磁选针器. 该选针器是一种较新的具有双稳态结构的选针器.4 选针器的级数选针器选针,可分为单级选针和多级选针. 单级选针是每路安装的选针器仅一级选针位,即此选针器对每枚针都作用,其具有机件体积小、作用时间短、选针频率高、机件磨损小等特点,特别适于高速机. 但是单级选针对机件精度要求高,价格较贵,与之相比,多级选针的应用更为普遍. 多级选针器具有多个选针头,对应多级选针位,每一级选针头只对应选取具有等高度的选针片,因此,对每一个选针器上的每一片选针头而言,它都要间隔多针才对选针片作用一次,这样就增加了选针时间,使选针更加可靠. 但多级选针机构增加了针床的高度,并要求不同齿高的选针片类,使机构稍复杂. 目前电脑横机上采用的选针器大多为多级选针器,因此,如何确定选针器级数成为一个重要问题,因为每种选针器的选针动作频率都有一个上限,而电脑横机机速越快,机号越高,需要的选针频率也高,即要求的选针器级数越高 .机号(针数/ 25. 4 mm) 若选择的选针器级数比要求的多,则造成浪费;选择的级数不够,则无法正确选针,为此我们进行如下计算:设: G ——机头运动最高速度t0 —选用的选针器选针周期则:针距为T = 25. 4/G机头以最高速移过每一针所需的时间t = T/ Vmax所要求的选针频率f′= 1 000/ t考虑保险系数f =1. 5 f′而选针器选针频率f 0=1 000/t0故选针级数n0= f/ f 0一般电脑横机中常用六档或八档选针器.5 选针器的驱动方式电磁式选针器的驱动方式有两种:一种是脉冲宽度调制法控制开关电压; 一种是用斩波限流的电流控制法. 从选针可靠的角度出发, 应采用第二种方法, 以便控制方式较稳定,免受温度的影响. 这是因为电磁铁在电磁感应中,除了磁能增加, 做机械功外, 还有一部分能量用于产生热量,该热量会使电磁铁温度升高,而温度又影响电阻大小,从而影响电流大小,最终影响电磁力,即影响选针的可靠性. 我们采用的雅迪公司选针器的驱动方式如图3 所示; 图3 (a) 为通入电磁铁的电流波形图,图3 ( b) 为选针器的选针头运动图. 其中:t1 、t2 为通入的大、小电流的时间, Ⅰ为选针头响应时间, Ⅱ为选针片摆动时间(包括回跳和抖动时间), Ⅲ为选针头的可靠作用时间, 作用于选针片应在此时间内. 由此可见, 当脉冲信号发出后, 选针头要滞后若干时间才开始摆动, 摆动到位后还会产生短时间的回跳与抖动,稳定下来,后才能开始与选针片作用.选针器的驱动方式 (斩波限流的电流控制法)6 . 结束语选针器是用来实施选针控制的关键元件, 它的结构、性能等都将直接影响选针控制的准确性和可靠性.因此,在选用选针器时, 应考虑其本身特点, 注意以下几点:(1) 选用适合电脑横机使用的选针器种类;(2) 根据需要选取选针器参数,如级数; .(3) 采用合理的控制方式,减少控制过程中的不稳定因素;(4) 选择结构时,宜采用选针头始终处于受控制的双稳态结构,以保证性能稳定评价答案您已经评价过!好:10 您已经评价过!不好:0 您已经评价过!原创:5 您已经评价过!非原创:0 行痴 2010-08-23 07:25。
电脑横机双系统编织优势及其存在问题
2019年4月Wool Textile JournalDOI :10.19333/j.mfkj.2018040290404电脑横机双系统编织优势及其存在问题王新泉,董瑞兰,丁慧,乔建成(内蒙古鹿王羊绒有限公司技术中心,内蒙古包头014040)摘要:针对电脑横机双系统编织针织物的优势和存在的问题2个方面进行分析。
在分析双系统编织的工作机制和特点的基础上,得出双系统编织针织物的优势包括:生产效率高、改善织物歪斜、避免织物边缘破损、规避因纱线粗细不匀造成衣坯薄厚裆;双系统编织存在的问题包括:纱线浪费严重、下机织物疵点增加、打纱设备及人员增加、设备调试频繁、对导纱器数量及卷速的要求高、织物组织受到限制,针对此提出了相应的解决办法。
结果表明:双系统编织针织物存在着诸多的利与弊,生产管理人员可根据企业实际情况,参考成本核算,最终决定大货生产是否选用双系统编织。
文章可为电脑横机针织品加工企业的生产管理人员和设备调试人员提供技术帮助和参考。
关键词:电脑横机;双系统编织;编织优势;生产问题;生产效率中图分类号:TS 183.42文献标志码:AResearch on the advantages and existing problems of dual systemknitting on computerized flat knitting machinesWANG Xinquan ,DONG Ruilan ,DING Hui ,QIAO Jiancheng(Technology Center ,Inner Mongolia King Deer Cashmere Co.,Ltd.,Baotou ,Inner Mongolia 014040,China )Abstract :The advantages and problems of the dual system knitting on computerized flat knitting machine were studied.The working principle and characteristics of dual system knitting was introduced and analyzed ,the advantages including improved production efficiency ,improved distortion of the fabric ,avoid of the edge damage of the fabric and avoid of the thin and thick crotch caused by uneven yarn thickness ;while problems in dual system knitting including serious yarn waste ,increase in fabric defects ,increase in requirements and staffing of yarn knitting equipment ,variable tuning machine and yarn guide.The advantages and problems of dual system knitting were discussed in detail from the above aspects ,and the corresponding problems were put forward.The results show that there are many advantages and disadvantages for double -system knitted fabric.The production manager can calculate the cost according to the actual situation of the workshop ,decide whether or not to use double system knitting for big goods.It can provide certain technical assistance and reference value to the computerized flat knitting industry ,production management personnel and adjustment personnel.Keywords :computerized flat knitting machine ;dual system knitting ;knitting advantages ;production issues ;production efficiency收稿日期:2018-04-26第一作者简介:王新泉,工程师,主要从事电脑横机编织技术及羊绒针织系列产品研发与设计工作,E-mail :1294082419@qq.com 。
电脑横机电磁选针器、控制方法以及使用方法与设计方案
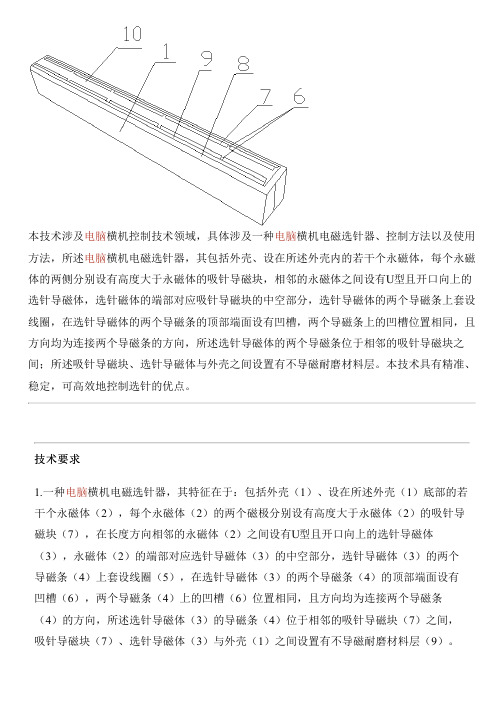
本技术涉及电脑横机控制技术领域,具体涉及一种电脑横机电磁选针器、控制方法以及使用方法,所述电脑横机电磁选针器,其包括外壳、设在所述外壳内的若干个永磁体,每个永磁体的两侧分别设有高度大于永磁体的吸针导磁块,相邻的永磁体之间设有U型且开口向上的选针导磁体,选针磁体的端部对应吸针导磁块的中空部分,选针导磁体的两个导磁条上套设线圈,在选针导磁体的两个导磁条的顶部端面设有凹槽,两个导磁条上的凹槽位置相同,且方向均为连接两个导磁条的方向,所述选针导磁体的两个导磁条位于相邻的吸针导磁块之间;所述吸针导磁块、选针导磁体与外壳之间设置有不导磁耐磨材料层。
本技术具有精准、稳定,可高效地控制选针的优点。
技术要求1.一种电脑横机电磁选针器,其特征在于:包括外壳(1)、设在所述外壳(1)底部的若干个永磁体(2),每个永磁体(2)的两个磁极分别设有高度大于永磁体(2)的吸针导磁块(7),在长度方向相邻的永磁体(2)之间设有U型且开口向上的选针导磁体(3),永磁体(2)的端部对应选针导磁体(3)的中空部分,选针导磁体(3)的两个导磁条(4)上套设线圈(5),在选针导磁体(3)的两个导磁条(4)的顶部端面设有凹槽(6),两个导磁条(4)上的凹槽(6)位置相同,且方向均为连接两个导磁条(4)的方向,所述选针导磁体(3)的导磁条(4)位于相邻的吸针导磁块(7)之间,吸针导磁块(7)、选针导磁体(3)与外壳(1)之间设置有不导磁耐磨材料层(9)。
2.根据权利要求1所述的电脑横机电磁选针器,其特征在于:吸针导磁块(7)、选针导磁体(3)的顶端与耐磨材料层的顶端位于同一水平面,并高于外壳(1)的顶端。
3.根据权利要求1所述的电脑横机电磁选针器,其特征在于:所述凹槽(6)的数量为1条或多条。
4.根据权利要求1所述的电脑横机电磁选针器,其特征在于:所述凹槽(6)的长度与吸针导磁块(7)由永磁体(2)方向到不导磁耐磨材料层(9)方向的尺寸相同。
电脑横机编织效率的影响因素
电脑横机编织效率的影响因素余剑;陈莉【摘要】将电脑横机的工作过程分解为几个主要的基本动作,找出各基本动作之间的相互关系,通过测试编织过程中的工作时间,得到各基本动作所占用的时间.结果认为:电脑横机的编织效率除了与具体的编织时间有关外,机头停顿占用时间的比例也较大,回针距占用的时间较小,翻针占用的时间与所翻的针数无关,与翻针的次数有关.所得结果能够为改善电脑横机编织效率提供一定的参考,实验方法在预测电脑横机工作时间上具有一定的应用价值.【期刊名称】《毛纺科技》【年(卷),期】2011(039)004【总页数】3页(P39-41)【关键词】电脑横机;工作时间;效率;影响因素【作者】余剑;陈莉【作者单位】江苏常熟金龙机械有限公司,江苏,常熟,215500;天津工业大学纺织学院,天津,300160【正文语种】中文【中图分类】TS183.42近年来电脑横机发展迅速,随着劳动力成本的上升和技能型劳动工人资源的逐渐缺乏,全自动电脑横机的应用在未来仍具备广阔的空间。
当电脑横机在各个企业普及之后,面临的问题已不再是能够使用,而是如何用好电脑横机,提高其生产效率。
本文排除其他人为影响因素,主要从编织工艺的角度讨论影响电脑横机编织效率的主要因素。
以 STOLL电脑横机(机型 CMS320TC,机号6.2)为例,根据电脑横机的编织原理及成形针织物的形成过程进行分析[1—2],将电脑横机工作过程分解为几个主要的基本动作,然后对其进行测试并分析。
编织:机器运行时,根据选针状况不同,织针完成成圈、集圈等动作。
机头停顿:当机头每次编织完1行再进行下1行编织时,在编织区域两端略有停顿,然后回转,每织完一行可以看作有一次停顿。
安全距离:即回针距,机头距编织区域的安全距离,机头每编织1行有2个安全距离,即离编织区域左边的安全距离和离编织区域右边的安全距离。
翻针动作:通过翻针三角在前、后针床翻针,分为单独翻针和编织加翻针2种情况,后者多用于多系统机器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电脑横机选针原理分析及影响因素
目前,针织横机已普遍采用了计算机控制技术是利用电子选针技术控制横机进行单针选针,从而形成各种花色 . 另外,一些老的机械,在
进行设备改造时,也采用电子选针替代旧式的机械选针,以扩大其花
纹的可能性和实用性. 我们在调研中发现不少厂家在进行选针系统
的自行研制改造中,因选针器选用不当经常会出现花型错乱变形, 甚至还可能引起机构的错误动作而损坏机械结构,为此,我们在研制和
实验的基础上,针对影响电脑横机选针器选针可靠性的几个因素进行了一些研究,提出相应措施,以保证选针可靠.
1 选针器的作用
大多数电脑横机选针控制系统的结构都是电磁选针这里,电脑横机采用上、下两级计算机结构,上位机为工控机,主要负责管理与监控;下位机采用单片机及扩展系统,其根据同步信号和上位机的控制信号,负责控制选针器的选针. 由此可见,选针器是一种依照织物花型组合的电信号依次驱动选针机件的换能器 , 是电脑横机控制系统用来实施选针控制的执行元件. 因此,其性能好坏将直接影响选针准确性和可靠性.
2 选针器的类别
目前常用的选针器,从动作原理上分,有电磁式和压电式两种.
压电式选针器是利用压电陶瓷材料作为转换元件,利用控制器发送的脉冲信号,作用于压电元件上,靠压电材料的逆压电效应,使压电元件
弯曲到预先记忆的形状来进行选针;另一种选针器则是利用对电磁螺旋管通入不同方向电流,使电磁螺旋管头端的极性相应变化,或与永久性磁铁配合使用,靠电磁铁与永久性磁铁间的吸力和斥力来实现选针头摆动,即用压针法实现选针,或者直接通过电磁铁的极性变化来控制选针器选针,使织针分走不同轨道,用抄针法完成选针.
两种选针方式相比较,压电式选针器具有响应速度快、发热少的特点,但在元件的受力和防冲击、震动等方面稍稍逊色,易发生压电元件失去记忆的情况,故在针织圆机上使用较多,以保证快速响应,并适应多路,同时选针器耗电和发热量也不会太大. 而在横机上选用电磁式选针器较为有利. 主要原因有:
①横机机针
较粗,编织时纱线张力较大,因而选针器受力较大,采用电磁式选针器可承受较大的力,且防震动性好,使用寿命长.
②横机控制动作复杂,各部分间配合精度要求高,因而采用电磁选针器可取其动作可靠之优势. 故在实验中我们选用电磁选针器.
3 选针器结构中国服装皮革机械网
电磁式选针器原理:选针时,选针器中的电磁螺旋管被通以某个方向的电流产生极性,该极性磁场与永久磁铁产生的磁场相互作用,推拉结合,使送针器的选针头绕轴上摆,不与选针片齿作用,选针片沿选针三角上升.选针器构造
1-电磁螺旋管;2 -永久磁铁;3 -选针头;4 -轴
电磁式选针器的选针原理
不选针时,电磁螺旋管被通以反方向的电流,产生相反极性. 使
得选针器的选针头摆向下方,作用于片齿,选针片被压入针槽,选针片的下齿不露出针床表面,选针片不沿选针三角上升.
由此可见,对选针的控制,简而言之就是控制选针电磁铁使选针
头处在工作和不工作两个位置. 大量实验证明,选针器结构必须满足:螺旋管通电时,选针头能迅速摆动到位,而且在规定的时间内稳定下来,而后仍受小电流和永久性磁铁控制,使之处于受控状态;螺旋管不通电时,也应受永久性磁铁握持,使选针器的选针头始终处于受控制
状态,无论在任何状态下选针头都不会处在一个不确定的中间位置,
这样则不会出现编织错误和碰针现象. 我们在实验中采用德国雅迪(HARTING) 公司的电磁选针器. 该选针器是一种较新的具有双稳态
结构的选针器.。