注塑工艺卡
注塑成型工艺卡
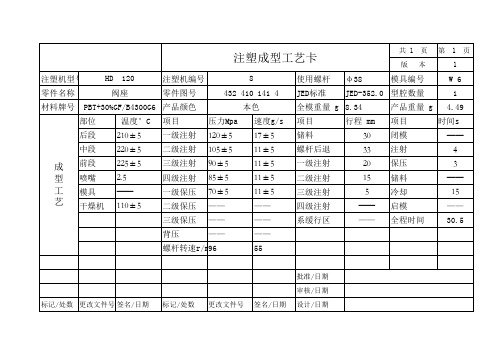
11±5 11±5 11±5 ——
一级注射 二级注射 三级注射 四级注射
20 15 5 ——
保压 储料 冷却 启模
3 ——
15 ——
三级保压 ——
——
系缓行区
—— 全程时间
30.5
背压
——
——
螺杆转速r/m9i6n
55
标记/处数 更改文件号 签名/日期
标记/处数
更改文件号
签名/日期
批准/日期 审核/日期 设计/日期
压力Mpa 速度g/s 项目
行程 mm 项目
时间s
后段 210±5
一级注射 120±5
17±5
储料
30 闭模
——
中段 220±5
二级注射 105±5
11±5
螺杆后退
33 注射
4
成 前段
225±5
型 喷嘴 2.5
工 模具 ——
艺 干燥机 110±5
三级注射 四级注射 一级保压 二级保压
90±5 85±5 70±5 ——
注塑成型工艺卡
共1 页 第 1 页
版本
1
Байду номын сангаас
注塑机型号
HD 120
注塑机编号
8
使用螺杆 φ38
模具编号
W6
零件名称
阀座
零件图号
432 410 141 4 JED标准 JED-352.0 型腔数量
1
材料牌号 PBT+30%GF/B4300G6 产品颜色
本色
全模重量 g 8.34
产品重量 g 4.49
部位
温度°C 项目
注塑工艺卡

速度% 全程
12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S 12±5S
注射成型时间S 射二 冷却 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S
3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S 3±1S
设备型号
原材料干燥处理
成型后处理
注塑工 艺卡
注塑成型工艺
产品型号
HL23-1 HL23-2 HL23-3 HL3-3 HL3-4 HL3-5 HL3-6 HL-11 HL2-1 HL2-1A HL2-1B HL2-2 HL3-1 HL3-1B HL3-2 HL-10 HL9-1 HL10-1 HL-18 HL-19 HL5-1 HL5-1K HL5-2 HL5-2K HL5-ST13 YDP-2 YDP-2-1 SSD-3-2 SSD-3-2D SSD-3 YD-01 YD-02 YD-03 YD-04 YD-05 YD-118 YD-118 YXD-01A YXD-02 YXD-03 D01 D03 D05 D06 D08 D18 D19 YSC-01 YSC-02 YD-03A
注塑工艺卡

mm S S Bar X
± 5 ± 2 ±0.1 ±30
备注:
1,在参数范围内生产仍不稳定时,需确 认材料,机器设备及模具状况,若OK,则
由生产工艺工程师修改工艺卡 2, 闭模监控时间比实际闭模时间多0.1秒 3, 射出终点Cushion参考 ccm 4,首次PPAP机台编号 5, 需阻塞模穴生产时,而超出参数范围 的,可使用由生产工艺工程师签字的临 时手工工艺卡。
200± 10
下 料 口
Tip6
Tip2
Tip3
nner Manifold(Ref.)
200±10 2
Hot Runner tip 对应的Cavity
200± 10 C1 ,C2
200± 10 C3, C4 计量
N/A N/A Unit mm/s ccm Bar
N/A N/A 1
N/A N/A 2
N/A N/A
射出 射速 注射行程 注射压力 保压 保压压力 保压时间 保压速度
Unit ccm/s ccm Bar
1
3
4
± 10 ± 5 ± 20
1 (Packing)
± 10 ± 5 ± 20
2(holding)
± 10 ± 5 ± 20
± 10 ± 5
计量速度 计量行程 背压
KJSJ
产品名称 模具号 模腔数量 模穴分布图 1 2 Up 3 上4 5 6 7 8
青岛凯建塑胶包装有限公司注塑工艺卡
版本号: 生效日期: 2010/9/15
173壳体 KJZ-001 8
机台型号 机器吨位 螺杆直径
HX88 88
Ton mm mm Bar S
材料号 材料类型 回料比例(%) 干燥时间 色母比例(%) 色母号 材料干燥
零件注塑加工工艺卡

描
原
料
干
燥
处
理
使用设备
加热时间
将成品放入工位筐内,自然冷却。
盛料高度
保温时间
4
检验
卡尺
图号
翻料时间
h
冷却方式
5
入库
干燥温度
℃
订单
干燥时间
h
设计〔日期〕
审核〔日期〕
规范化(日期)
会签〔日期〕
标志
处数
更改文件号
签字
日期
标志
处数
更改文件号
签字
日期
℃
启模
s
喷嘴
℃至
℃
总时间
s
总高
mm
压
力
注射
Mpa
模温
℃至
℃
顶出高
mm
保压
Mpa
螺杆类型
图号
称号
数量
螺杆转速
r/min
加料制度
嵌件
零件构成
工序号
工序内容
工艺装备
工时
后处置
1
原料枯燥处置完成
准终
早上
热处置方式
2
将枯燥处置后的原料参与料斗,按注射
模具
表
加热温度
成形工艺各参数停止注射成型
保温温度
3
从模具内取出零件,去除毛刺及飞边,
零件注塑加工工艺卡
零〔部〕件注塑加工工艺卡
产品型号
零〔部〕件图号
产品称号
零〔部〕件称号
资料称号
资料牌号
资料颜色
每台
共1页,第1页
零件毛重
零件毛重
消耗定额
注塑构成时间
注塑工艺参数卡

工序号 原料干燥 材料牌号 烘料料温℃ 烘料时间h 85 ℃±5 1~2 H 熔胶设定 序号 熔胶一段 熔胶二段 速度% 55 50 压力bar 80 80 松退设定 序号 松退一段 松退二段 抽芯设定 序号 入芯—快 入芯—慢 抽芯—快 抽芯—慢 50 50 1.8 414.4 速度% 50 压力bar 50 时间S 1.8 位置mm 414.4 序号 开模前慢 快速一段 快速二段 1 开模后慢 速度% 压力bar 位置mm 位置mm 55 77 时间S 12 序号 射出一段 射出二段 射出三段 射出四段 射出五段 射出六段 控制方式 开模设定 速度% 35 30 35 30 序号 料温℃ 序号 热流道℃ 注射设定 速度% 59 工序名称 1H 195 1H 2H 215 2H
产品型号 产品名称
原材料干燥及注塑成型 3H 220 3H 4H 210 4H 5H 185 5H 6H 7H 8H 9H 10H 11H 6H 7H 8H 9H 10H
材料/颜色 卧铺侧
净重g 11H 12H 13H
PP
12H
13H
保压设定 压力bar 70 位置mm 60 时间S 4 序号 保压一段 保压二段 保压三段 注塑时间S 冷却时间S 定模温度℃ 1 动模温度℃ 4 10 循环水 循环水 锁模设定(关模) 位置mm 35 150 300 400 低压关模 高压关模 30 25 30 85 15 5 序号 快速关模 低速关模 速度% 50 40 压力bar 50 30 40 位置mm 使用时间 S 注塑机名称 模具名称 速度% 32 压力bar 40 时间S 2.5 序号 针进一段 针进二段 针退一段 针退二段
顶针设定 速度% 压力bar 位置mm
设备 EA250
注塑成型工艺卡
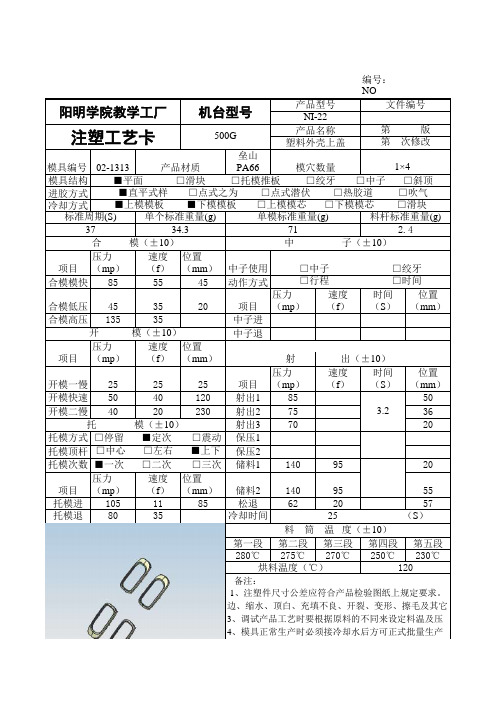
编号:NO 模具编号02-1313垒山PA66模具结构进胶方式冷却方式项目压力(mp )速度(f )位置(mm )中子使用合模模快855545动作方式合模低压453520项目压力(mp )速度(f )时间(S )位置(mm )合模高压13535中子进中子退项目压力(mp )速度(f )位置(mm )开模一慢252525项目压力(mp )速度(f )时间(S )位置(mm )开模快速5040120射出18550开模二慢4020230射出27536射出37020托模方式保压1托模顶杆保压2托模次数储料11409520项目压力(mp )速度(f )位置(mm )储料21409555托模进1051185松退622057托模退8035冷却时间第一段第二段第三段第四段第五段280℃275℃270℃250℃230℃备注:标准工时(秒/件)定额(模/8H )746模/8H 修改标记数量签字日期编制 2012-4—30确认审核阳明学院教学工厂机台型号产品型号文件编号NI-22产品材质模穴数量 1×4■平面 □滑块 □托模推板 □绞牙 □中子 □斜顶注塑工艺卡500G 产品名称第 版塑料外壳上盖第 次修改 ■直平式样 □点式之为 □点式潜伏 □热胶道 □吹气■上模模板 ■下模模板 □上模模芯 □下模模芯 □滑块标准周期(S)单个标准重量(g)单模标准重量(g)料杆标准重量(g)合 模(±10)中 子(±10)□中子 □绞牙□行程 □时间3734.371 2.4□停留 ■定次 □震动□中心 □左右 ■上下■一次 □二次 □三次开 模(±10)射 出(±10)3.2托 模(±10) 25 (S )料 筒 温 度(±10)烘料温度(℃)1201、注塑件尺寸公差应符合产品检验图纸上规定要求。
2、注塑件外观上应保持光洁,不可有色差、气泡、毛边、缩水、顶白、充填不良、开裂、变形、擦毛及其它3、调试产品工艺时要根据原料的不同来设定料温及压4、模具正常生产时必须接冷却水后方可正式批量生产共一张第一张5、注塑件必须符合品质及组装配合标准。
注塑工艺卡(新)

XXXXXX公司
零件名称
型 号
注塑工艺卡
图 号
文件编号
模具编号产品材质模穴来自量进胶方式模具结构
冷却方式
标准周期(S)
单个标准重量(g)
单模标准重量(g)
料杆标准重量(g)
55
合模(±10)
中子(±10)
项目
压力㎏/㎝2
速度f
位置mm
中子使用
合模快速
动作方式
合模低压
项目
压力㎏/㎝2
H2
H3
H4
备注:
(1)注塑件尺寸公差应符合产品图纸要求。
(2)注塑件外观应光洁,不允许有色差;气泡;飞边;缩痕顶白;充料不足;开裂;变形;擦毛等缺陷。
(3)字板商标;认证标记等字符要清楚和正确,符合订单之要求.
(4)根据不同批次原料来调整以上工艺参数,并记录。
(5)拌色料的冷却时间在原基础上再加十秒.
速度f
延时s
位置㎜
合模高压
中子进
开模(±10)
中子退
项目
压力㎏/㎝2
速度f
位置mm
射出
开模一慢
项目
压力㎏/㎝2
速度f
延时s
位置㎜
开模快速
射出1
开模二慢
射出2
托模(±10)
射出3
托模方式
保压1
托模次数
保压2
项目
压力㎏/㎝2
速度f
延时s
位置㎜
储料
托模进
背压
托模退
松退
示图:
冷却
料管温度℃(±15℃)
喷嘴
H1
标准工时(秒/件)
定额(模/6h)
注塑成型工艺卡

版本
1
模具编号
W6
型腔数量
1
产品重量 g 4.49
项目
时间s
闭模
——
注射
4
保压
3
储料
——
冷却
15
启模
——
全程时间
30.5
标记/处数
更改文件 号
签名/日期
标记/处数
更改文件号
签名/日期
批准/日期 审核/日期 设计/日期
三级注射 四级注射 一级保压 二级保压
90±5 85±5 70±5 ——
11±5 11±5 11±5 ——
三级保压 ——
——
背压
——
螺杆转速 r/min
96
—— 55
使用螺杆
JED标准
全模重量 g 8.34
项目
行程 mm
储料
30
螺杆后退
33
一级注射
20
二级注射
15三级注射Fra bibliotek5四级注射
——
系缓行区
——
共1 页 第 1 页
xxx机械厂
注塑成型工艺卡
注塑机型
号 零件名称
注塑机编号 零件图号
材料牌号 PBT+30%GF/B4300G6 产品颜色
本色
部位
温度°C 项目
压力Mpa 速度g/s
后段
210±5
一级注射 120±5
17±5
中段
220±5
二级注射 105±5
11±5
成 前段
225±5
型 喷嘴 2.5
工 模具 ——
艺 干燥机 110±5
注塑工艺卡

7.其它: 5, 需阻塞模穴生产时,而超出参数范围 的,可使用由生产工艺工程师签字的临时手 工工艺卡。 制表 日期 批准 日期 注 :Ref. 表示参考值
注
部件名称 模具号 模腔数量 总成 2010 4
塑
工
版本号:
艺
A 2010.G 2010.H卡ຫໍສະໝຸດ 文件编号 2012-4-20
产品编号 机器编号 机台型号 机器吨位 螺杆直径ø 低压闭模间隔
产品名称 设备厂家 材料名称 材料类型 回料比例(%) 干燥时间 色母比例(%) 色母号 产品用料
平塑片、止动件
宁波海天集团 ABS —— 5 30 0.4 794928 3×4 g 终止位置 5±2 20±5 40±10 % 分钟 %
名称 压力 托模进 45±10 托模退 40±10 座台 50±10 调模 50±10 公模吹气 母模吹气 保压转换选择:0
储料/射退/冷却设定 速度 延迟 时间 30±10 40±10 40±10 30±10 0 0 0 0
终止位置 45±10
名称 射出#1 射出#2 射出#3 射出#4 保压#1 保压#2 保压#3
特别工艺说明: 选项: 说明: 1.抽芯动作 2.顶杆强制回位 3.特别顶出 4.模水路示意 5.产品调湿处理 6.毛边/水口修除
注射时间 射出最高压力
S Bar
0.5 400 3.00 X
± 0.1 ± 30 4
产品单重X型腔数 (g) 水口总重 (g) 总重 (g) 短射重量 (g)
3.200 15.200 11.600
压力 80±10 70±10 0 0 80±10 80±10 0
时间 10±3 10±3 4±2 2±1 2±1 0
终止位置 10±3 0 0 0
注塑成型工艺卡
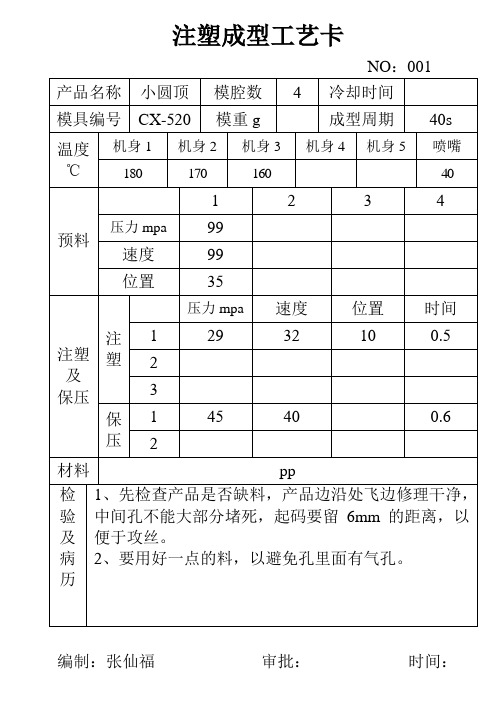
注塑成型工艺卡
NO:021
产品名称
反光罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
ABS
检验及
病历
1、先检查产品有无缺料,表面有无银丝和起皮,产品里面两个脚不能断裂,放在袋子里装好。
检验及
病历
1、先检查产品是否缺料,再检查产品边沿有无毛边,整个产品有无起泡变形,影响外观,
2、修好的产品必须用冷水泡,再装袋子。
编制:张仙福审批:时间:
注塑成型工艺卡
NO:010
产品名称
小柱子
模腔数
2
冷却时间
模具编号
CX-122
模重g
成型周期
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
时间
1
2
3
保压
1
2
材料
pp
检验及
病历
1、先检查产品有无缺料,产品内部有无起泡变形,两端飞边要修平整,产品表面要无毛边。
2、产品修好泡水冷却,再装袋子
注塑工艺参数卡

XXX CO., LTD.
序 产品 号 名称
注塑工艺卡
设 备
-
设
大
备
爱
射出
保压
储料
温度
关模
开模
料号
供应商
模具 编号
一段
二段
三段
时 一段
二段
三段
三段
设退
三二一
一段
二段
低压
高压
一段
二段
三段
四段
压速位压速位压速位间压速压速压速压速位压速距段段段压速位压速位压速位压速压速位压速位压速位压速
力度置力度置力度置 s 力度力度力度力度置力度离℃℃℃力度置力度置力度置力度力度置力度置力度置力度
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 注:请每位操作工务必按此参数执行!
拟 制
100 50 35 40 35 26 30 30 0 4 20 50 30 50 40 50 125 45 40 50 40 10 275 275 265 88 88 50 65 65 30 50 50 10 85 55 35 35 2 70 55 50 35 32 125 35 32
审 核
日期:
注塑工艺卡模板
时间(S)
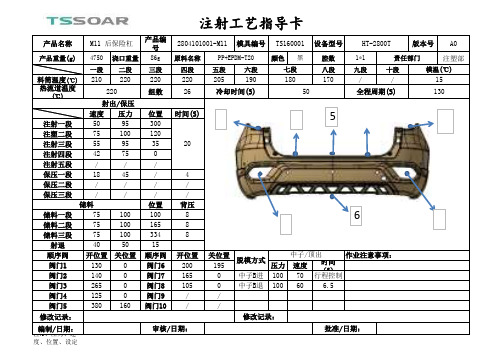
20
4 / / 背压 8 8 8
开位置 200 165 105 / /
5
6
关位置 195 0 0 / /
中子/顶出
作业注意事项:
脱模方式 压力 速度
时间
(S)
中子B进 100 70 行程控制
中子B退 100 60
6.5
位置、设定
审核/日期:
批准/日期:
速度 50 75 55 42 / 18 / /
储料 75 75 75 40
开位置 130 140 265 125 380
压力 95 100 95 75 / 45 / /
100 100 100 50 关位置 0 0 0 0 160
位置 300 120 35
0 / / / / 位置 100 165 334 15 顺序阀 阀门6 阀门7 阀门8 阀门9 阀门10
注射工艺指导卡
产品名称 产品重量(g)
M11 后保险杠
产品编 号
4750 浇口重量 86g
2804101001-M11 模具编号 TS160001
原料名称
PP+EPDM-T20
颜色 黑
设备型号 腔数
HT-2800T
版本号 A0
1*1
责任部门
注塑部
一段 二段
三段
四段
五段
六段
料筒温度(℃) 210
220
220
220
热流道温度
(℃)
220
组数
26
射出/保压
205
190
冷却时间(S)
七段
八段
180
170
50
九段
十段
/
注塑工艺卡

热流道
水口比例 一段
二段
三段
射胶时间 冷却时间 保压时间 再循环时间 绞牙时间 □是 □否
℃
℃
是否使用喷脱模剂
□是
℃ □否
材料名称
是否烘料
前模温度 (℃)
后模温度 (℃) 一段
□是
烘料温度 (℃)
冷却/加热方式:
二段
冷却/加热方式:
三段
四段
原料牌号 烘料时间
(h)
□机水
□冷水
□机水 五段
□冷水 六段
口否 □ 热水 □ 热水
颜色 锁模力 □热油 □热油
□发热管 □发热管
锁模设定 射出设定 储料设定 中子进
快速
慢速
压力(Bar)
速度(%)
位置(mm)
射一
射二
压力(Bar)
速度(%)
位置(mm)
时间(s)
储料一 储料二
压力(Bar)
速度(%)
位置(mm)
压力(Bar) 速度(%)
位置 (mm)
低压 射三 射退 时间(s)
制定部门
制定日期
版本/版次 页数
A0 1 OF 1
客户名称
模具编号 1、机器操作方式:
2、成型周期(S):
3、色粉编号: 4、烘料条件:
5、模温要求:
6、成型温度(℃)
文件编号
编制
注塑工艺卡
审核 批准
产品名称
机型
模具腔数
配件编号
产品毛重 (g)
产品净重 (g)
□半自动 □ 时间全自动
□
水口重量 (g)
品质要求:
模具运水图、产品图:
1:注塑常见缺陷:变形,缩水、缺胶 、 料花、夹水纹、气纹、混色、批锋、顶 白
注塑机工艺标准成型工艺卡
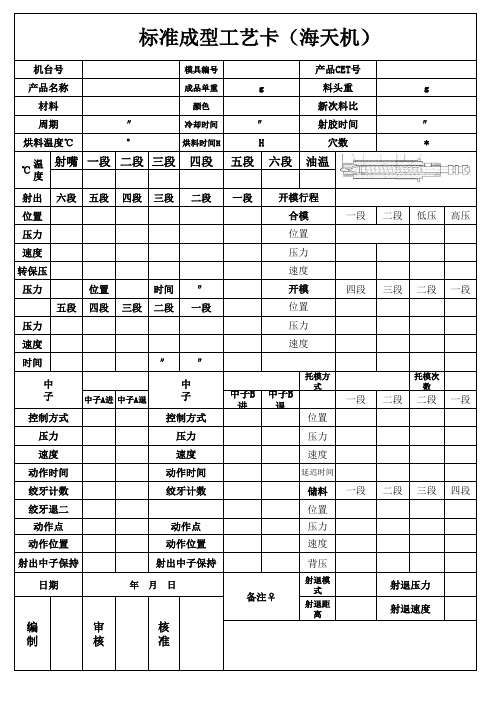
模具编号成品单重颜色
冷却时间烘料时间H
射嘴一段二段三段
四段
五段
六段油温
射出六段
五段
四段
三段
二段
一段
位置一段
二段
低压
高压
压力速度转保压压力
位置时间″四段三段二段一段
五段
四段
三段
二段
一段
压力速度时间
″
″
托模方式
托模次数
中子A进中子A退
中子B 进
中子B 退
一段
二段二段一段
位置压力速度
延迟时间
储料一段二段三段四段
位置压力速度背压
射退模式射退距离
编制审核核准
备注♀
射出中子保持
动作位置射出中子保持
绞牙计数绞牙退二动作点动作点压力速度动作时间动作位置温度℃开模行程H
穴数
速度
控制方式绞牙计数
合模位置压力速度
控制方式压力射退压力中子
中子日期
年 月 日
速度°
动作时间开模位置″射胶时间*压力″产品名称料头重g
周期″材料g
标准成型工艺卡(海天机)
机台号产品CET号
射退速度
烘料温度℃新次料比。
注塑工艺卡片 模板
总周期
抽芯油缸动作参数
1
2
3
计量长度 mm
注射时间
4
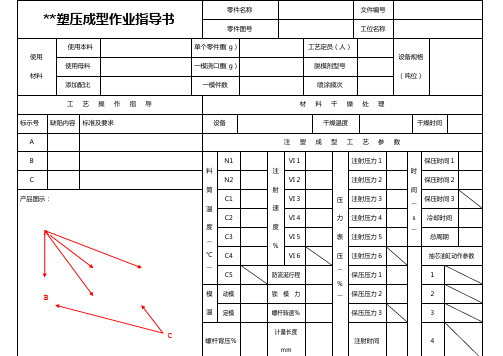
**塑压成型作业指导书
使用 材料
使用本料 使用母料 添加配比
工艺操作指导
标示号 缺陷内容 标准及要求
A
B
C
产品图示:
A
B C
零件名称 零件图号 单个零件重(g) 一模浇口重(g) 一模件数
设备
N1 料
N2 筒
C1 温
C2 度 ︵ C3 ℃ C4 ︶
C5 模 动模 温 定模
螺杆背压%
文件编号
工位名称
工艺定员(人) 脱模剂型号 喷涂频次
设备规格 (吨位)
材料干燥处理
干燥温度
注
VI 2 射
VI 3 速
VI 4 度
VI 5 %
VI 6
防流涎行程
锁模力
螺杆转速%
注射压力 1
注射压力 2
压 注射压力 3
力 注射压力 4
表 注射压力 5
压 注射压力 6 ︵
保压压力 1 % ︶ 保压压力 2
保压压力 3
保压时间 1 时
注塑成型工艺参数卡

注塑成型工艺参数卡
机器编号:
客户
-
水口比例
零件名称
设备吨位
零件编号
烘烤温度/时间
用料
零件颜色
段数 压力Bar 速度%
一段
二段 注 三段
射 四段 五段
六段
注射时间:
转保模式
转保压值
保 保压 压力Bar
第一段 压 第二段
速度%
第三段
段数 压力Bar 速度%
顶出一段
顶 顶出二段
顶退一段 出 顶退二段
6 7 8
不用 不用 不用 不用 不用 不用 不用 不用
零 件 简 图
1、冷冻机温度设定为16℃【正负5】 备 注 2、注塑温度正负5℃。
页码 第1页 共1页
版本号
版本修订/描述
编制/日期 审核/日期 批准/日期 标准化/日期
顶出延时 0.0 顶退延时
顶出模式
顶出次数
动作 压力Bar 速度%
A进
抽 A退
B进 芯 B退
C进
C退
压力Bar 速度%
1段
合 2段
3段 模 4段
低压
高压
1段
2段 开 3段
模 4段 5段
6段
冷却时间
其 他
生产模式
成型周期 射台模式
位置mm
时间s 位置mm
0.0 位置mm
位置mm
段数
储 第一段 第二段
料 第三段
第四段
料 第一段 筒
压力Bar 背压Bar 第二段 第三段
速度% 第四段
位置mm 抽胶压力 抽胶速度 抽胶距离 抽胶模式 储前冷却
第五段 第六段 第七段
注塑工艺卡--模板
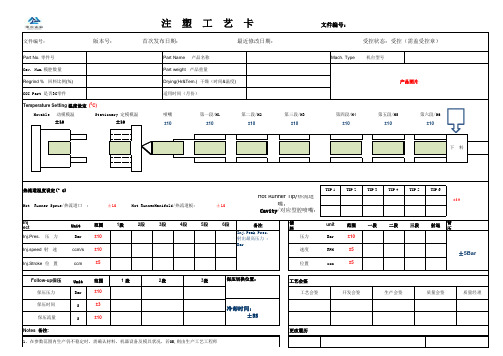
第五段/H5 ±10
第六段/H6 ±10
下
料
热流道温度设定(°C) Hot Runner Sprue/热流道口 : ±10 Hot RunnerManifold/热流道板: ±10
TIP 1
TIP 2
TIP 3
TIP 4
TIP 5
TIP 6 ± 10
Hot Runner Tip/热流道嘴: Cavity/对应型腔喷嘴:
文件编号: 受控状态:受控(需盖受控章)
Mach. Type 机台型号
版本号:
首次发布日期:
Part Name 产品名称
Part weight 产品重量 Drying(Hr&Tem.) 干燥(时间&温度) 适用时间(月份) 产品图片
第一段/H1 ±10
第二段/H2 ±10
第三段/H3 ±10
第四段/H4 ±10
±5Bar
Follow-up保压 保压压力 保压时间 保压流量 Not±3 ±10
1段
2段
3段
保压切换位置:
工艺会签 工艺会签 开发会签 生产会签 质量会签 质量经理
冷却时间: ±5S
更改履历
1。在参数范围内生产仍不稳定时,需确认材料,机器设备及模具状况,若OK,则由生产工艺工程师
提请质量工程师变更工艺参数。不得擅自更改工艺导致工艺超差。 2。需阻塞模穴生产时,而超出参数范围的,可使用由生产工艺工程师&质量工程师签字的临时手工工艺卡。
注
文件编号:
Part No. 零件号 Cav. Num.模腔数量 Regrind % 回料比例(%) CCC Part 是否3C零件 Temperature Setting 温度设定 (0C) Movable 动模模温 ±10 Stationary 定模模温 ±10 喷嘴 ±10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烘料温度
烘料时间
□是 □否
(℃)
(h)
合模设定
一段
二段
三段
低压
高压
开模行程(mm)
开模设定
五段
四段
三段
二段
一段
位置(mm)
位置(mm)
压力(Bar)
压力(Bar)
速度(%)
速度(%)
射出设定
六段
五段
四段
三段
二段
一段
保压设定
六段
五段
四段
三段
二段
一段
转保压
位置(mm)
压力(Bar)
□时间
压力(Bar)
/
(mm)
中子AB
中子A进
中子A退
中子B进
中子B退
控制方式
成型周期
(S)
射胶时间
冷却时间
保压时间
循环时间
产品颜色
压力(Bar)
□行程控制□时间控制
速度(%)
动作时间(s)
工作方式
□半自动□时间全自动□电眼全自动
产品冷却方式
□水冷□强制风冷□自然冷却
模具温度(℃)
备注
1.工艺参数允许调整范围为±5%;
□位置
速度(%)
时间(s)
时间(s)
托模设定
顶出一段
顶出二段
顶退二段
顶退一段
托模次数
储料设定
一段
二段
三段
四段
位置(mm)
位置(mm)
□储料前
□储料后
压力(Bar)
托模方式
压力(Bar)
速度(%)
□停留□定次□振动
速度(%)
时间(s)
背压(kg/cm2)
/
中子AB
中子A进
中子A退
中子B进
中子B退
控制方式
注塑工艺卡目录
编制时间:2017-06
序号
设备型号/制造商
工艺卡编号
编制日期
备注
1
HTB150x/1/海天
ALB/ZS-CX-001
2017-06-30
2
HTB110x/1J/海天
ALB/ZS-CX-001
2017-06-30
3
MA1600Ⅱ/540/海天
ALB/ZS-CX-002
2017-06-21
压力(Bar)
低压限时
(s)
开快计时
(s)
压力(Bar)
速度(%)
速度(%)
射出设定
三级
二级
一级
动作
保压
射胶方式
动作
前抽胶
熔胶
后抽胶
冷却计时
(s)
压力(Bar)
压力(Bar)
压力(Bar)
清料次数
(c)
速度(%)
速度(%)
射胶时间
速度(%)
熔胶延迟
(s)
时间(s)
时间(s)
(s)
时间(s)
熔胶限时
(s)
3
编制
日期
审核
日期
批准
日期
注塑工艺卡
编号:ALB/ZS-CX-002 NO:
产品名称
设备型号
MA1600Ⅱ/540/海天
物料名称
产品毛重
(g)
回料比例
产品型号
设备编号
2#
物料型号
产品单重
(g)
(%)
模具编号
模具腔数
色母代号
水口重量
(g)
成型温度±10(℃)
射嘴
一段
二段
三段
四段
五段
六段
色母重量
是否烘料
模具温度(℃)
备注
1.工艺参数允许调整范围为±5%;
2.如工艺参数调整超出±5%,则需重新送样确认,合格后于下表中做变更记录。
序号
变更原因
变更内容
变更标识
变更日期
变更确认
变更批准
1
2
编制
日期
审核
日期
批准
日期
注塑工艺卡
编号:ALB/ZS-CX-007 NO:
产品名称
设备型号
HB400-FA3/海波
物料名称
产品冷却方式
□水冷□强制风冷□自然冷却
模具温度(℃)
备注
1.工艺参数允许调整范围为±5%;
2.如工艺参数调整超出±5%,则需重新送样确认,合格后于下表中做变更记录。
序号
变更原因
变更内容
变更标识
变更日期
变更确认
变更批准
1
2
编制
日期
审核
日期
批准
日期
注塑工艺卡
编号:ALB/ZS-CX-005NO:
产品名称
射出设定
六段
五段
四段
三段
二段
一段
保压设定
五段
四段
三段
二段
一段
转保压
压力(Bar)
压力(Bar)
□时间
速度(%)
速度(%)
□位置
位置(mm)
时间(s)
储料设定
一段
二段
三段
四段
五段
射退
托模设定
顶出一段
顶出二段
顶退二段
顶退一段
托模方式
背压(kg/cm2)
□储料前
□储料后
压力(Bar)
□停留□定次□振动
压力(Bar)
中子B退
控制方式
储前冷却
(s)
射退距离
(mm)
储前射退距离
(mm)
压力(Bar)
□行程控制□时间控制
成型周期
(S)
射胶时间
冷却时间
保压时间
循环时间
产品颜色
速度(%)
时间(s)
工作方式
□半自动□时间全自动□电眼全自动
产品冷却方式
□水冷□强制风冷□自然冷却
模具温度(℃)
备注
1.工艺参数允许调整范围为±5%;
位置(mm)
中子AB
中子A进
中子A退
中子B进
中子B退
控制方式
储前冷却
(s)
射退距离
(mm)
储前射退距离
(mm)
压力(Bar)
□行程控制□时间控制
成型周期
(S)
射胶时间
冷却时间
保压时间
循环时间
产品颜色
速度(%)
动作时间(s)
工作方式
□半自动□时间全自动□电眼全自动
产品冷却方式
□水冷□强制风冷□自然冷却
全程
总数
顶进
引阀开关
抽芯方式
设定
动模
顶退
滑板选择
入芯位选
操作
射胶
(mm)
保持
开模限数
出芯位选
压力
(Bar)
速度
(%)
顶针停留
顶针种类
备注
1、工艺参数允许调整范围为±5%;
2、如工艺参数调整超出±5%,则需重新送样确认,合格后于下表中做变更记录。
序号
变更原因
变更内容
变更标识
变更日期
变更确认
变更批准
1
2
速度(%)
速度(%)
位置(mm)
托模次数
位置(mm)
延迟时间(s)
/
/
储前冷却
(s)
射退距离
(mm)
储前射退距离
(mm)
中子AB
中子A进
中子A退
中子B进
中子B退
控制方式
成型周期
(S)
射胶时间
冷却时间
保压时间
循环时间
产品颜色
压力(Bar)
□行程控制□时间控制
速度(%)
动作时间(s)
工作方式
□半自动□时间全自动□电眼全自动
ALB/ZS-CX-007
2017-06-25
9
HBW500-FA3/海波
ALB/ZS-CX-008
2017-06-26
10
HBL1100-F5/海波
ALB/ZS-CX-009
2017-06-27
11
LOG-130M6/朗格
ALB/ZS-CX-010
2017-06-27
12
JM138Ai/JM98Ai/MJ35/震雄
模具编号
模具腔数
色母代号
水口重量
(g)
成型温度±10(℃)
射嘴
一段
二段
三段
四段
五段
色母重量
是否烘料
烘料温度
烘料时间
□是 □否
(℃)
(h)
锁模设定
快速
低压
高压
高压计时
()
开消计时
(s)
二慢
快速
开消
开模设定
压力(Bar)
低压限时
(s)
开快计时
(s)
压力(Bar)
速度(%)
速度(%)
射出设定
三级
二级
一级
烘料温度
烘料时间
□是 □否
(℃)
(h)
合模设定
一段
二段
低压
高压
开模行程(mm)
开模设定
五段
四段
三段
二段
一段
位置(mm)
位置(mm)
压力(Bar)
压力(Bar)
速度(%)
速度(%)
射出设定
六段
五段
四段
三段
二段