冲床车间员工记工表
(冲床)维护保养记录表

无松动、无油、无 灰尘 无破损、无松动、 无断线 无异物
填写说明:√正常 ×异常 △维修 *暂停使用 Ο清洁保养 Q停用 “数值填数值”
点检人签字
周维护注意事项
月保养项目
序号 保养项目
保养内容
1 离合器、制动器的行程检查
1.5-2.0mm以内
2 电机三角皮带
松紧度1.5mm深弧度为佳
3 平衡气缸内壁状况
清洁
无松动、无油、无 灰尘 无破损、无松动、 无断线
无异物
填写说明:√正常 ×异常 △维修 *暂停使用 Ο清洁保养 Q停用 “数值填数值”
点检人签字
序号
1 空气滤清器 2 电器元器件 3 电气配线 4 部位清洁
保养项目
保养内容 W28 W29 W30 W31 W32 W33 W34 W35 W36 W37 W38 W39 W40 W41 W42 W43 W44 W45 W46 W47 W48 W49 W50 W51 W52 W53 W54
设 备
序号
1 空气滤清器 2 电器元器件 3 电气配线 4 部位清洁
保养项目
#########有限公司
(冲床)维护保养记录表
日常保养(周期:每周)
2020年
保养内容
W1 W2 W3 W4 W5 W6 W7 W8 W9 W10 W11 W12 W13 W14 W15 W16 W17 W18 W19 W20 W21 W22 W23 W24 W25 W26 W27
无拉痕、润滑良好
4 过载油箱换油
32#液压油(半年1次)
5
连杆螺纹、蜗轮蜗杆、润滑链条注 油
0#润滑脂(半年1次)
6 此轮箱、滑块、飞轮注油口
清理(半年1次)
机械冲床维护保养记录表

各润滑点保证润滑,检查出油情况是否堵塞 ●
3
紧急停止功能
紧急停止功能键是否正常
●
4 螺栓螺杆等紧固件
5
滑块、离合器、操纵 器部件
检查螺栓螺母是否锁紧 各部件做全面检查、重新紧固
● ●
6
弹簧
检查弹簧弹性
●
7 离合器接合、脱开
打扫内腔灰尘,保持机器内部干净
●
8ห้องสมุดไป่ตู้
三角胶带
调整三角胶带涨紧度
●
9
精度
按合格证书规定检测精度
备 1.保养实施人员:每日保养→操作人员,周、月保养→工程人员
2.在 3.以上项目根据维护保养规程来进行保养。
4.保 5.设 6.日
● 日保养
者
确认者
周/月保 养者
确认者
表单编号:XX-QRA-ENG024 Rev:A/01
审核:
部 门
序号
项目
1
冲床表面
XX电子科技有限公司
线 别
方法
机械冲床维护保养记录表
年月 周期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 日周月
打扫表面灰尘,保持机器表面干净
●
2
各润滑点
冲床使用记录表-1
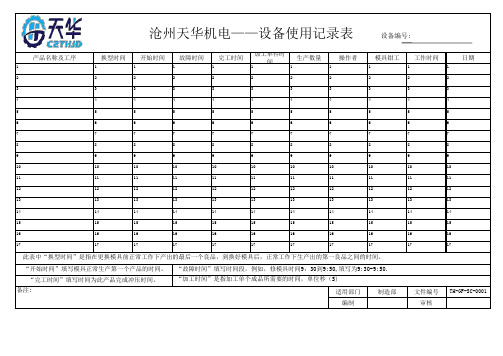
换型时间
开始时间
故障时间
完工时间加工单件时间
生产数量
操作者
模具钳工
工作时间
日期
1111111111222222222233333333334444444444555555555566666666667777777777888888888899999999991010101010101010101011111111111111111111121212121212121212121313131313131313131314141414141414141414151515151515151515151616161616161616161617
17
17
17
17
17
17
17
17
17
适用部门制造部
文件编号TH-GF-SC-0001
编制
审核
备注:
此表中“换型时间”是指在更换模具前正常工作下产出的最后一个良品,到换好模具后,正常工作下生产出的第一良品之间的时间。
14151617
“加工时间”是指加工单个成品所需要的时间,单位秒(S)
“完工时间”填写时间为此产品完成冲压时间。
“开始时间”填写模具正常生产第一个产品的时间。
“故障时间”填写时间段,例如,修模具时间9:30到9:50,填写为9:30-9:50.91011121345678 沧州天华机电——设备使用记录表 设备编号:
产品名称及工序
123。
副本冲压车间日常统计表~

5 26 15 32 5 3 4 38 49.5 20 46 9 3 20 18 37 2 2 38.5 6 4.5 9 6 9 38.5 34 12 6 28 6 2 16 20
34.86 1210.18 108.06 122.84 177.38 25.85 54.8 223.1 323.76 114.22 159.83 203.22 101.73 113.71 112.98 141.42 39.96 0 144.12 44.48 50.29 42.64 77.52 153.9 261.19 228.11 83.27 107.04 156.41 238.29 10.71 144.24 245.36
1579 1580 1582 1581 1583 1584 1585 1586 1587 1588 1590 1591 1592 1594 1596 1597 1598 1599 1600 1601 1602 1603 1604 1605 1606 1607 1608 1540 1609 1610 1611 1613 1614
13.9 82.3 43.9 53.9 128.3 18.8 72.1 97.0 21.3 49.7 666.0 281.8 57.5 49.4 49.1 98.9 0.5 0.0 100.8 16.5 62.6 118.7 235.7 211.4 97.5 92.7 116.8 42.6 33.3 48.9 0.1 100.9 91.6
0 0 0 45.74 38.52 12.82 0 0 30.24 0 0 19.22 0 0 0 0 32.14 0 0 0 15.56 0 0 0 36.83 0 0 0 79.81 118 6.78 0 0
10.82 507.22 48.8 19.2 69.66 6.6 31.42 62.2 211.44 33.32 40.98 95.88 39.14 28.62 21.16 26.542 1.2 1.17 43.27 14.82 20.86 21.11 17.4 86.02 65.32 62.58 19.9 18.12 25.92 40.48 1.7 23.49 162.98
冲床日常点检表
核准:
审核:
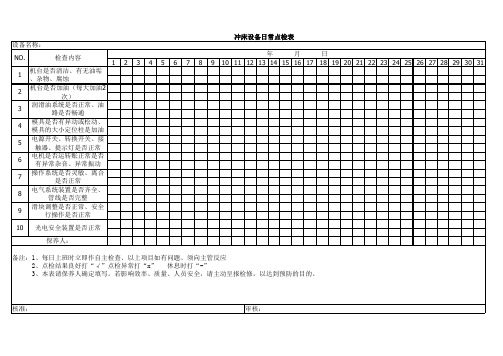
冲床设备日常点检表
设备名称:NO.Fra bibliotek检查内容
年
月
日
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
机台是否清洁、有无油垢 、杂物、腐蚀
2
机台是否加油(每大加油2 次)
3
润滑油系统是否正常、油 路是否畅通
4
模具是否有异动或松动、 模具的大小定位柱是加油
5
电源开关、转换开关、接 触器、提示灯是否正常
6
电机是否运转账正常是否 有异常杂音、异常振动
7
操作系统是否灵敏、离合 是否正常
8
电气系统装置是否齐全、 管线是否完整
9
滑块调整是否正常、安全 行操作是否正常
10 光电安全装置是否正常
保养人:
备注:1、每日上班时立即作自主检查、以上项目如有问题、须向主管反应 2、点检结果良好打“√”点检异常打“x” 休息时打“-” 3、本表请保养人确定填写。若影响效率、质量、人员安全,请主动呈报检修,以达到预防的目的。
冲床日别点检保养记录表(一级保养)
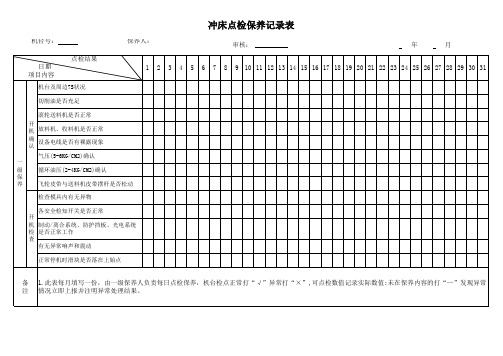
冲床点检保养记录表
机台号: _______
日期 项目内容
点检结果
机台及周边7S状况
保养人:
审核:
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
切削油是否充足
滚轮送料机是否正常
开 机 放料机、收料机是否正常
确 认
设备电线是否有裸露现象
气压(5-6KG/CM2)确认 一
级
循环油压(2-带与送料机皮带摆杆是否松动
检查模具内有无异物
各安全检知开关是否正常 开
机 制动/离合系统、防护挡板、光电系统 检 是否正常工作 查
有无异常响声和震动
正常停机时滑块是否落在上始点
备 1.此表每月填写一份,由一级保养人负责每日点检保养,机台检点正常打“√”异常打“×”,可点检数值记录实际数值;未在保养内容的打“—”发现异常 注 情况立即上报并注明异常处理结果。
冲压件生产工序表(可修改)
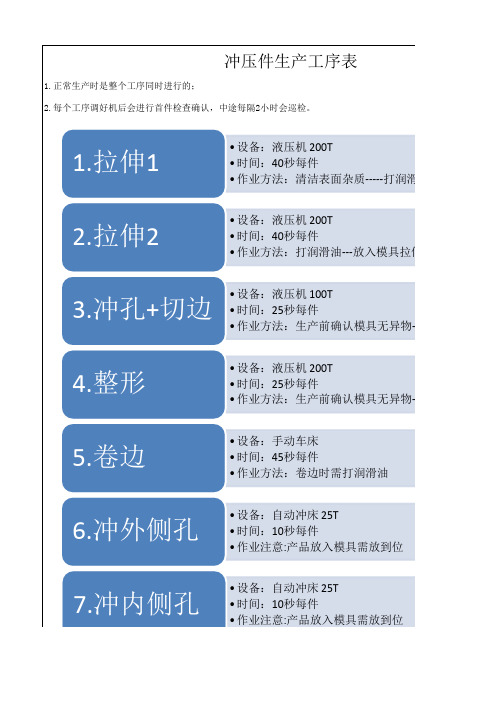
1.正常生产时是整个工序同时进行的; 2.每个工序调好机后会进行首件检查确认,中途每隔2小时会巡检。
1.拉伸1
• 设备:液压机 200T • 时间:40秒每件 • 作业方法:清洁表面杂质-----打润滑油
2.拉伸2
• 设备:液压机 200T • 时间:40秒每件 • 作业方法:打润滑油---放入模具拉伸
6.冲外侧孔
• 设备:自动冲床 25T • 时间:10秒每件 • 作业注意:产品放入模具需放到位
7.冲内侧孔
• 设备:自动冲床 25T • 时间:10秒每件 • 作业注意:产品放入模具需放到位
7.冲内侧孔 • 作业注意:产品放入模具需放到位
8.翻孔
• 设备:自动冲床 63T
打润滑油---放入模具拉伸 入模具拉伸 具无异物---放入模具加工 具无异物---放入模具加工
3.冲孔+切边 •设备:液压机 100T • 时间:25秒每件 • 作业方法:生产前确认模具无异物---放入模具加工
4.整形
• 设备:液压机 200T • 时间:25秒每件 • 作业方法:生产前确认模具无异物---放入模具加工
5.卷边
• 设备:手动车床 • 时间:45秒每件 • 作业方法:卷边时需打润滑油
冲压日报表6612

*报废率%=报废数/投入数量 *退货率%=后工序退回/投入数量 备注事项:
统计员
生管部长
品质部长
生产部长
冲压作业日报表
工序名称:□高速冲 机台 生产订单 编号 □手工冲 产品名称 □液压 □冲焊片 班长: 计划数量 投入 工时 投入 数量 课长: 成品数 生产日期:201 不良品统计 外观 尺寸 调机 合计 不良率 年 月 标准工时 分钟/个
文件编号: 日(星期 完成工时 分钟 ) 作业员 检验员
产品规格
车间员工工作记录表

车间员工工作记录表摘要:一、车间员工基本信息二、车间员工工作内容1.工作任务2.工作过程3.工作成果三、车间员工工作绩效评估四、车间员工培训与成长五、车间员工管理与沟通六、车间员工工作改进与优化正文:车间员工工作记录表是用于记录车间员工在工作过程中的各项信息,以便于管理层对员工进行绩效评估、培训和沟通。
以下是对车间员工工作记录表的详细解读。
一、车间员工基本信息车间员工工作记录表的第一部分是员工基本信息,包括员工姓名、工号、岗位、入职时间等。
这些信息有助于管理人员了解员工的基本情况,为员工的管理和培训提供依据。
二、车间员工工作内容1.工作任务工作任务部分详细记录了员工在车间的工作内容,包括生产任务、维修任务、质检任务等。
通过对工作任务的记录,管理层可以了解员工的工作负荷和工作重心,以便于合理安排人员和调整工作流程。
2.工作过程工作过程部分记录了员工在工作过程中的具体操作和实施情况,包括工作起始时间、结束时间、工作时长等。
这一部分有助于管理层了解员工的工作效率,以及是否存在加班等情况。
3.工作成果工作成果部分记录了员工在工作过程中所取得的成绩,包括产品产量、质量、消耗等。
通过对工作成果的统计,可以评估员工的工作绩效,并为员工的晋升和奖励提供依据。
三、车间员工工作绩效评估根据员工的工作任务、工作过程和工作成果,管理层可以对员工进行绩效评估。
绩效评估结果可以作为员工晋升、奖励和培训的依据,以激发员工的工作积极性。
四、车间员工培训与成长通过对员工工作记录的分析,管理层可以发现员工的培训需求和成长方向。
针对性地开展培训和提升活动,有助于提高员工的综合素质,提升车间整体运营水平。
五、车间员工管理与沟通车间员工工作记录表可以作为管理层与员工之间沟通的重要工具。
通过记录表,管理层可以了解员工的工作状况,及时发现并解决问题,提高车间管理水平。
六、车间员工工作改进与优化通过对车间员工工作记录的持续跟踪和分析,管理层可以发现车间管理中存在的问题和不足。
冲压车间员工安全操作规程

冲压车间员工安全操作规程冲压工安全操作规程1、应遵守一般冲压工安全操作规程。
2、开车前应检查油压系统、控制阀、压力表是否正常。
3、开车后如发现压力表指针不动或摆动时,应停车检查。
使用时不准超过额定压力。
4、调整模具,测量工件,检查和清理设备时均应停车进行。
操作者离开机床要关车,并停止油泵电机。
5、禁止将工具放入挤压范围之内,手足应注意安全(包括不得手扶立柱)。
6、两人以上操作,开车者与送料者应协调配合,送料人的手未离危险区前,不准起动压块下压。
7、工作完毕后,应将上、下模具平稳落靠,切断油路,断开电源、气源和油路,并进行必要的清扫现场。
工作结束停机后,应擦拭设备,上油保养,清扫工作场地。
冲床安全操作规程一、开机前必须检查设备紧固螺钉有无松动,操纵机构、离合装置、制动器状态是否正常。
二、安全防护罩是否齐全完好,严禁在没有防护罩的情况下开机。
三、检查模具是否完好,各部件连结螺钉有无松动;安装模具时必须将滑块开到下死点,闭合高度必须正确,固定模具螺栓必须紧固可靠。
四、工作时必须注意力集中,严禁其它人员与操作者闲谈。
手、工具等物不得伸进危险区域内,必须使用专用工具(如镊子、永磁铁吸持等)送料进行操作,坯料卡模时只准用工具解脱,严禁直接用手解脱被卡的坯料。
五、每冲完一件工件,手或脚必须离开按钮或脚踏板以防止误操作,造成伤害;两人以上同时操作时应有专人开机,注意配合作业。
六、发现机床运转异常时,应停止送料,停机(拉阐)检查,排除异常情况后再开机操作。
七、下班时应将模具落靠,切断电源,保养机床,清扫工作场地。
行车安全操作规程一、开车前认真检查机械、电气部份和防护保险装置是否完好,发现控制器、制动器、限位器、紧急停止开关等主要附件有无失灵,发现问题应立即停车进行检查修复,正常后方能使用。
二、发出紧急停车信号时,应立即停车。
三、当接近卷扬机限位器,大小车临近终端,应点动缓慢行走。
四、工作停歇时,不准将起重物悬在空中停留。
车间员工计件统计表格模板
车间员工计件统计表格模板1. 表格介绍车间员工计件统计表格是一种用于记录和统计车间员工计件工作量的工具。
该表格模板可以帮助车间管理人员对员工的工作量进行合理分配和监控,同时也能为员工提供工作清单和绩效评估依据。
2. 表格格式车间员工计件统计表格模板包括以下列:•员工编号:记录每位员工的唯一编号,方便标识和查询。
•员工姓名:记录每位员工的姓名,方便识别和沟通。
•日期:记录每次计件工作完成的日期。
•产品名称:记录计件工作所涉及的产品名称。
•单位:记录计件工作的单位,例如个、件、米等。
•数量:记录员工所完成的计件工作数量。
•单价:记录每个计件工作的单价。
•小计:根据数量和单价计算得出的小计金额。
•备注:用于记录与计件工作相关的其他信息或说明。
3. 使用指南•每位员工在完成计件工作后,需要填写相应的表格信息,包括日期、产品名称、数量等。
确保填写准确无误。
•员工编号和姓名两列是用于标识和识别员工的信息,务必填写正确,避免混淆和错误统计。
•单价可以根据产品类型不同而有所变化,需要根据实际情况填写。
•小计栏自动计算出的结果是数量和单价相乘得到的。
请确保数量和单价填写正确,以避免计算错误。
•备注栏可以用于填写与计件工作相关的任何额外信息,例如特殊要求、工作标准等。
•针对每次计件工作完成后的统计,可以在表格下方进行汇总和统计,计算出每位员工的总计件数量和总计金额。
4. 优势和应用场景车间员工计件统计表格模板的优势和应用场景包括:•方便记录和统计:通过填写表格,可以方便地记录每位员工的计件工作情况,并进行统计分析。
•便于管理和监控:表格可以帮助车间管理人员对员工的工作量进行监控和管理,以便合理分配工作任务。
•提供绩效评估依据:根据表格中的数据,可以对员工的绩效进行评估和比较,为员工的薪酬和晋升提供依据。
•适用于多种计件工作:该表格模板适用于各种计件工作,无论是生产制造行业还是其他领域。
5. 总结车间员工计件统计表格模板是一种简单而实用的工具,可以帮助车间管理人员有效管理和监控员工的计件工作情况,同时也能为员工提供工作清单和绩效评估依据。