QA产品不良履历表
产品不良履历表

控制在5.15以上。
起,再生产是挂在机位Fra bibliotek上。操作前首先检查模具, 是否损坏、堵塞、有碎 屑
各机位开机首先做好机 器和模具的检查。
备注
历表
临时对策
长期解决方案
1.冲压模具要验证是否
成品、线上半成品全部 磨损、闭合。2.铆合模
返工,A用治具重新全数 具时尺寸控制与验证,
校准四个角的平行度变 不能有塌陷;3.放置不
形在0.2以下,保证2.5 良看板;4.研磨用小石
的距离;B四个孔过检 头,洗干净;5.制作不
具,或一个一个孔过, 良履历,与图纸放在一
不良产品 发生时间
不良表现
产品不良履历表
问题点
原因分析
A01000519
2012.10.23
扣具平面高度不 良
扣具在平面上四角要平 齐,误差允许0.2,实 冲孔是模具未调死 际变形0.3-0.7
A01000589 2012.10.23 挖圆断齿
模具断齿
装模时没有检查模具是 否损坏,导致产品有断 齿现象。
产品不良履历表
2
3
4
5
6
7
8
9
10
111213Fra bibliotek1415
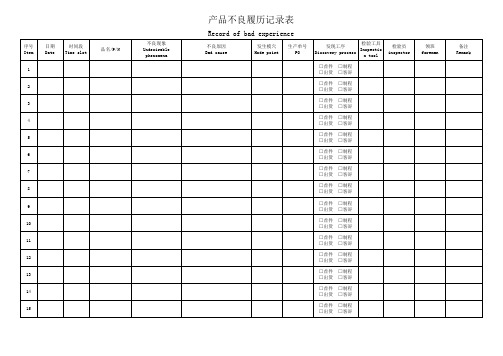
产品不良履历记录表
Record of bad experience
序号 Item 1 日期 Date 时间段 Time slot 品名/P/N 不良现象 Undesirable phenomena 不良原因 Bad cause 发生模穴 Mode point 生产单号 PO 检验工具 发现工序 Inspectio Discovery process n tool □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 检验员 inspector 领班 foreman 备注 Remark
不良对策履历

门框 (四 门)
焊接不 良
-
屡次对 策效果 不佳
542W
▲
▲
1、采购的导电嘴 内径大小不一,生 管未进行验收合格 后就发放到生产线 使用,焊丝在导电 嘴内晃动,导致焊 接不良; 2、锯片研磨不 好,未使用到150 次的标准时就产生 锯切毛刺,导致产 品对接不好,产生 焊接不良;
对策①: 采购的物资必须经 过验收合格才能入 库发放到生产使 用; 对策②: 制定锯片研磨的标 GP12和现场服务人 准,采购考核锯片 员漏检,导致不良 研磨的供应商; 流入丰越现场; 对策③: 修正锯切作业标 准,要求操作者在 锯切后进行检验, 如有毛刺用尖嘴钳 子将毛刺清除。
下发422A门框不良 流出管理规定,对 相关人员进行奖 惩;
67041-0R040 67042-0R040 67043-0R040 67044-0R040
门框 (四 门)
漏序
-
屡次对 策效果 不佳
542W
▲
▲
1、上条冲切后的 半成品在冲孔工位 发生堆积,作业员 忙中出错将冲孔后 的产品和未冲孔的 产品放在一起,导 致未冲孔的产品流 入焊接工序; 2、焊接的焊渣将 防错的感应器线烧 断,造成感应器失 效,由于作业员只 在开班前对感应器 进行点检,感应器 在过程中失效没发 现,造成不良发 生;
2014年1月-8月供应商品质不良调查表
一,目的:从不良率PPM较高和不良程度较严重的供应商着手,分析不良发生的原因,制定实施对策,以提高供应商零部件的质量水平。 二,实施方法:汇总2014年1-8月SFTM两个工厂全体不良情况,并按照不良率PPM和不良级别排名,与供应商共同分析发生和流出问题的原因及制定对策,同时追踪改善效果。 三,实施内容和结果:
供应商质量不良履历表
不良 不良次 不良次 不良 不良次 不良次 不良次 不良次 次数 数 数 次数 数 数 数 数
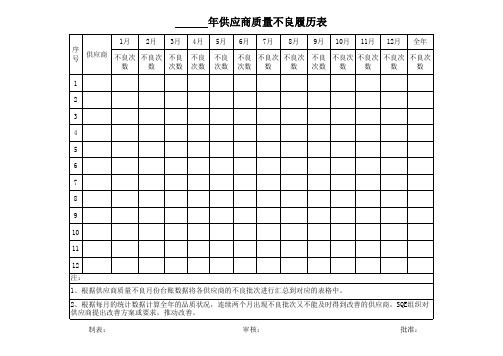
年供应商质量不良履历表
1月 2月 3月 4月 不良 次数 5月 不良 次数 6月 7月 8月 9月 10月 11月 12月 全年 序 供应商 不良次 不次 不良次 不良次 不良次 次数 数 数 次数 数 数 数 数
年供应商质量不良履历表
1月 2月 3月 4月 不良 次数 5月 不良 次数 6月 7月 8月 9月 10月 11月 12月 全年 序 供应商 不良次 不良次 不良 号 数 数 次数 1 2 3 4 5 6 7 8 9 10 11 12 注: 1、根据供应商质量不良月份台账数据将各供应商的不良批次进行汇总到对应的表格中。 2、根据每月的统计数据计算全年的品质状况,连续两个月出现不良批次又不能及时得到改善的供应商,SQE组织对 供应商提出改善方案或要求,推动改善。 制表: 审核: 批准:
产品质量不良情况分析表

产品质量不良情况分析表时间产品名称不良现象不良数量不良率根本原因改善措施2021/1/1 产品A 缺口10 5% 模具问题1. 更换模具2. 加强质检2021/1/1 产品A 色差 5 2.5% 原材料问题1. 调整原材料供应商2. 加强原材料质检2021/1/2 产品B 弯曲8 4% 产品设计问题1. 优化产品设计2.加强生产过程控制2021/1/2 产品B 断裂 6 3% 生产工艺问题1. 优化生产工艺2.增加工艺参数监控2021/1/3 产品漏液12 6% 机器故 1. 定期维护机器2.C 障安装液体检测装置2021/1/3 产品C 导电不良3 1.5% 零部件问题1. 更换导电零部件2. 强化零部件检验不良率分析根据以上表格数据,我们可以对产品的不良率进行分析。
不良率是指在生产过程中或产品使用中,出现不符合质量标准的产品数量占总产量的比例。
产品A在2021/1/1出现了两种不良现象,分别是缺口和色差。
缺口问题的不良率为5%,主要原因是模具问题。
为了改善这个问题,我们需要更换模具并加强质检工作。
而色差问题的不良率为2.5%,主要原因是原材料问题。
为了改善色差问题,可以调整原材料供应商并加强原材料质检。
产品B在2021/1/2出现了弯曲和断裂两种不良现象。
弯曲问题的不良率为4%,根本原因是产品设计问题。
为了改善弯曲问题,我们需要优化产品设计并加强生产过程控制。
断裂问题的不良率为3%,主要原因是生产工艺问题。
为了解决断裂问题,我们需要优化生产工艺并增加工艺参数监控。
产品C在2021/1/3出现了漏液和导电不良两种问题。
漏液问题的不良率为6%,主要原因是机器故障。
为了解决漏液问题,我们需要定期维护机器并安装液体检测装置。
导电不良问题的不良率为1.5%,主要原因是零部件问题。
为了改善导电不良问题,我们需要更换导电零部件并加强零部件检验。
通过不良率分析,我们可以定位产品质量问题的根本原因,并提出相应的改善措施,从而提高产品质量和生产效率。