来料不良问题记录履历表
产品不良履历表
2
3
4
5
6
7
8
9
10
111213Fra bibliotek1415
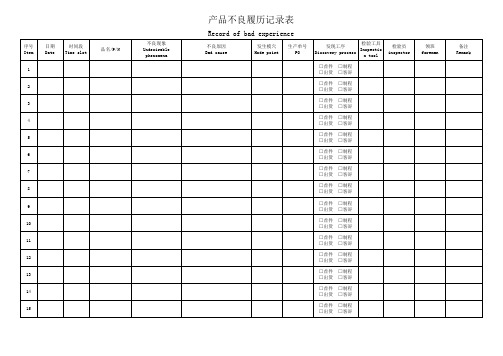
产品不良履历记录表
Record of bad experience
序号 Item 1 日期 Date 时间段 Time slot 品名/P/N 不良现象 Undesirable phenomena 不良原因 Bad cause 发生模穴 Mode point 生产单号 PO 检验工具 发现工序 Inspectio Discovery process n tool □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □首件 □出货 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 □制程 □客诉 检验员 inspector 领班 foreman 备注 Remark
不良对策履历

门框 (四 门)
焊接不 良
-
屡次对 策效果 不佳
542W
▲
▲
1、采购的导电嘴 内径大小不一,生 管未进行验收合格 后就发放到生产线 使用,焊丝在导电 嘴内晃动,导致焊 接不良; 2、锯片研磨不 好,未使用到150 次的标准时就产生 锯切毛刺,导致产 品对接不好,产生 焊接不良;
对策①: 采购的物资必须经 过验收合格才能入 库发放到生产使 用; 对策②: 制定锯片研磨的标 GP12和现场服务人 准,采购考核锯片 员漏检,导致不良 研磨的供应商; 流入丰越现场; 对策③: 修正锯切作业标 准,要求操作者在 锯切后进行检验, 如有毛刺用尖嘴钳 子将毛刺清除。
下发422A门框不良 流出管理规定,对 相关人员进行奖 惩;
67041-0R040 67042-0R040 67043-0R040 67044-0R040
门框 (四 门)
漏序
-
屡次对 策效果 不佳
542W
▲
▲
1、上条冲切后的 半成品在冲孔工位 发生堆积,作业员 忙中出错将冲孔后 的产品和未冲孔的 产品放在一起,导 致未冲孔的产品流 入焊接工序; 2、焊接的焊渣将 防错的感应器线烧 断,造成感应器失 效,由于作业员只 在开班前对感应器 进行点检,感应器 在过程中失效没发 现,造成不良发 生;
2014年1月-8月供应商品质不良调查表
一,目的:从不良率PPM较高和不良程度较严重的供应商着手,分析不良发生的原因,制定实施对策,以提高供应商零部件的质量水平。 二,实施方法:汇总2014年1-8月SFTM两个工厂全体不良情况,并按照不良率PPM和不良级别排名,与供应商共同分析发生和流出问题的原因及制定对策,同时追踪改善效果。 三,实施内容和结果:
来料品质不良统计表--绝对实用(中英对照)

They need to make inprovements on the issue of sratches after chinease new year 变形问题待节后改善
230310
18
0.01%
56
0
0%
825438
0
0.00%
43
0
0%
33400
0
0.00%
23
0
0%
1758100
0
0.00%
21
0
0%
189244
0
0.00%
19
0
0%
89061
0
0.00%
18
0
0%
1570000
0
0.00%
16
0
0%
52650
0
0.00%
15
0
0%
72000
0
0.00%
12
They had made a big improvements on the big demension issue of the entrance size of the clip 开口大有改善
We had visited this vendor last week and we had disscussed the appearance standrard and the improvement actions. 材料问题,已要求供应商挑选出 后送货
1
混料,批锋,变形 burr, deformation etc
2
3
孔浅,脏污,麻点,发黄,内径尺寸小,抛 光不平 Hole shallow, smudgy, yellowing, diameter size small, polishing rough
供应商质量不良履历表
不良 不良次 不良次 不良 不良次 不良次 不良次 不良次 次数 数 数 次数 数 数 数 数
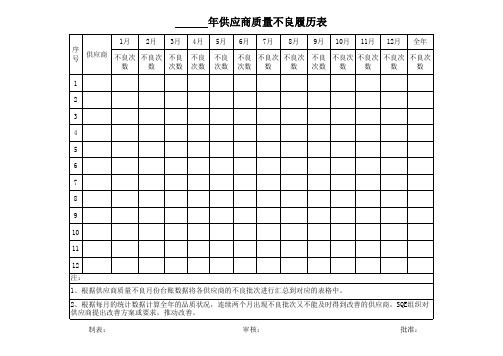
年供应商质量不良履历表
1月 2月 3月 4月 不良 次数 5月 不良 次数 6月 7月 8月 9月 10月 11月 12月 全年 序 供应商 不良次 不次 不良次 不良次 不良次 次数 数 数 次数 数 数 数 数
年供应商质量不良履历表
1月 2月 3月 4月 不良 次数 5月 不良 次数 6月 7月 8月 9月 10月 11月 12月 全年 序 供应商 不良次 不良次 不良 号 数 数 次数 1 2 3 4 5 6 7 8 9 10 11 12 注: 1、根据供应商质量不良月份台账数据将各供应商的不良批次进行汇总到对应的表格中。 2、根据每月的统计数据计算全年的品质状况,连续两个月出现不良批次又不能及时得到改善的供应商,SQE组织对 供应商提出改善方案或要求,推动改善。 制表: 审核: 批准:
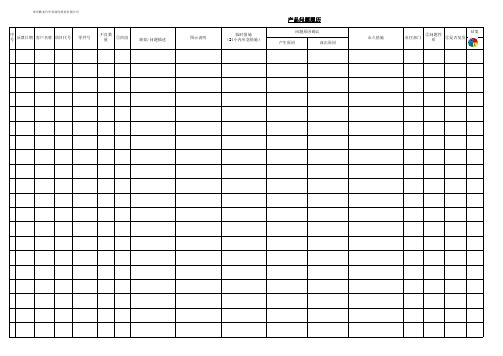
产品问题履历表
常州腾龙汽车零部件股份有限公司
序 号
反馈日期
客户名称
项目代号
零件号
不良数 量
①阶段
缺陷/问题描述
图示说明
临时措施 (24小内应急措施)
产品问题履历
ห้องสมุดไป่ตู้
问题原因确认
产生原因
流出原因
永久措施
结案
责任部门
②问题性 质
③是否复发
常州腾龙汽车零部件股份有限公司
说明: ①、阶段包括:手工样件、OTS样件、试产、量产、客户投诉; ②、问题性质包括:人员操作、机器设备、工装模具、检具、量具、材料(含零部件)、供应商、图纸、作业指导书、检验指导书、未检验、其他; ③、是否复发:指在此产品中是否多次(含2次)发生,填写:是、否;
保 存
编制日 期:
版本:
常州腾龙汽车零部件股份有限公司
有无8D
是否 索赔 (元)
是否 零公里
是否 是否 是否 批退货 市场失效 功能不良
备注
常州腾龙汽车零部件股份有限公司
来料异常履历追踪表
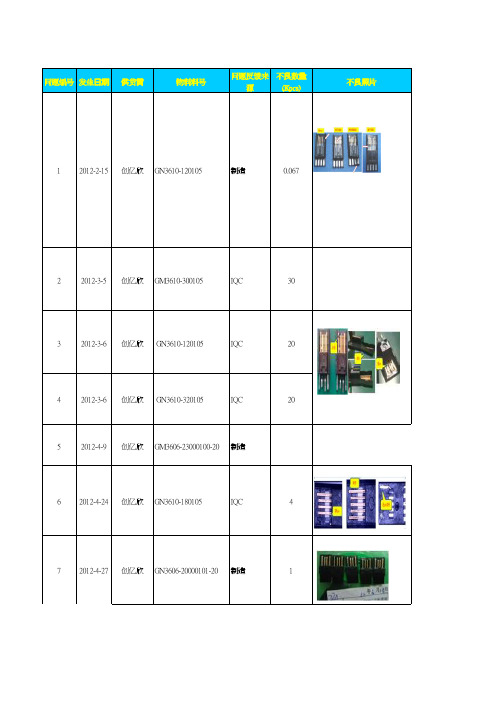
82012-6-13 创意欣GN3610-320105制造240/2000=12%92012-7-10创亿欣GN3606-20000101-20制造2PCS 胶芯 PIN针发白102012-7-26创亿欣GM3606-21000100-20制造120pcs USB A /P SOLD TYPE黑後蓋烧焦112012-7-24创亿欣胶芯IQC 来料包装袋严重破损122012-7-23创亿欣GM3606-23000100制造2pcs 来料铁壳混料异常132012-7-10创亿欣GM3610-100105制造来料铁壳混料异常142012-7-10创亿欣来料IQC 来料包装箱严重破损152012-7-27创亿欣GN3606-20000101-20制造USB A TYPE公頭PIN針下陷&缺PIN162012-7-5创亿欣GM3606-22000100-20IQC 來料鐵殼混料,壓傷,框口變形異常MINI A胶芯压痕6月份来料IQC检验不良履历料號廠商物料類別測試條件不良狀況GM3606-22000100-20創億欣connector熒光膜厚測試NI80~100U;鹽霧24H 有变形,刮伤、漏铜;尺寸NG:9.65±0.1实际9.78~9.82;1.5±0.1实际1.61~1.62;1.45±0.1实际1.61~1.62;1.5±0.1实际1.67~1.7GM3606-23000100-20創億欣connector熒光膜厚測試NI80~100U;鹽霧24H1±0.1实际1.27~1.3;4.1±0.1实际4.24~4.27 GM3610-100105創億欣connector熒光膜厚測試NI≧40U,,CU≧50U,鹽霧24H2±0.1实际2.18~2.2;R0.25±0.05实际0.48~0.55GM3610-300105創億欣connector熒光膜厚測試NI≧50U,CU≧50U,鹽霧24H 2.15±0.05实际2.06~2.09;3.93±0.03实际3.85~3.88GM3606-23000100-20創億欣connector熒光膜厚測試NI80~100U;鹽霧24H1±0.1实际1.24~1.26;Ni 實際106.1u'' GM3610-100105創億欣connector熒光膜厚測試NI≧40U,,CU≧50U,鹽霧24H2±0.1实际2.16~2.18;;R0.25±0.05实际0.34~0.36GM3610-300105創億欣connector熒光膜厚測試NI≧50U,CU≧50U,鹽霧24H 3.93±0.03实际3.83~3.85G3503-051213創億欣connector光膜厚測試膠芯AU≧30U,NI≧5U,SN≧150U;外殼NI≧80U;接觸阻抗≦30mΩ,絕緣阻抗≧1000MΩ,DC500V;插力≦3.57kgf,拔力≧1.02kgf;耐久插拔5000次,鹽霧24HNi實際68.1u"。
品质异常履历表

。
7%
2.产品库存数量过多,存 2.根据客户订单交货计划控制产量,使库存数量
放时间偏长久,受到季节气 保持在合理范围内,缩短库存时间。
温的变化影响大而发生变形
。
5
2018.8.11
430-1618-0203 AC1618 注塑件
科沃斯
混料、结构 错误
顶部出风栅
1. 对改模内容不了解,改
模后产品没有进行确认区分
1.作业员工品质意识工作责 任心差,修胶口作业时态度 1.对相关作业员进行培训教育,灌输品质意识提高 随意导致胶口修剪不平整。 工作责任心。 6%
2.修剪胶口工具破旧,使得
胶口不易修平整。
2.生产班长对修胶口工具进行检查替换更新
1. 注塑成型后产品放在 台车中使产品受到挤压变形
1.注塑成型后产品放置在箱子中,避免产品受 到挤压变形。
品质异常改善对策
苏州凯迪塑胶有限公司
N O.
日期
品名
客户 不良内容 不良率
不良原因分析
供方改善对策
改善结果验证/日期 备注
有效
无效
430-1637-0804
1 2018.8.8
科沃斯
ZJ1637 注塑丝 印件 面盖
划伤
1.丝印后覆膜时切割保护膜 时被刀划到所致
1.由原丝印后1个人进行覆膜装袋装箱作业,增 加到2个人,减少切割保护膜时应匆忙导致刀划到 产品。
印件 上盖
1.丝印前没有对丝印位置 1.丝印作业前先对丝印位置进行确认参照样 进行确认,首件检查缺失。 件,完善丝印初中终物检查。
100%
2. 丝印工装设计不合理, 没有对丝印位置进行定位的
功能
2.重新设计制作丝印工装,保证新工装能有效的对 丝印位置进行定位防呆。