注塑模具日期章规格
模具仕样书
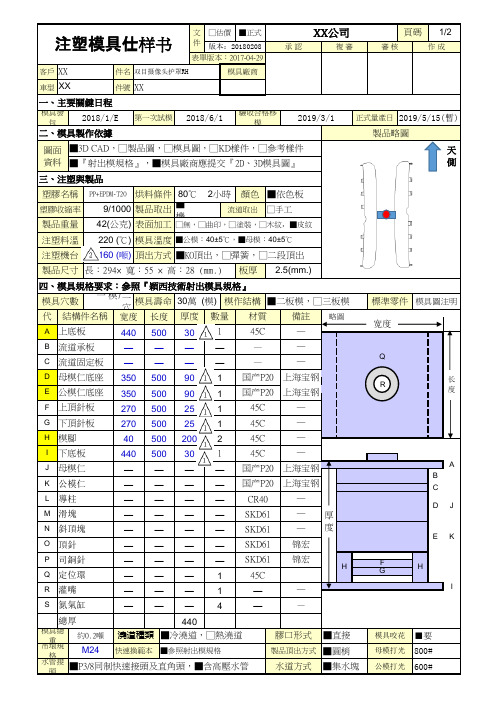
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
模具更换日期章作业指导书A0

模具技师
6 PU
订购非标准日期章
采购部按照TD提供的尺寸订购非标日 期章
采购工程师
7 TD
新日期章安装
8 TD
编制:XX 审批:XX
资料登记台帐
将新日期章安装到模具上
模具技师
将日期章的型号,规格,尺寸(是否 为非标)更换日期等资料登记到台帐 中
模具资料管理 员
制定日期:2016-4-26 审批日期:2016-4-28
XXX有限公司模具更换日期 章作业指导书
实施日期 版本
文件编号
2016-5-5 A/0
WI-07-08-002
受控状态 受 控 Controlled
模具更换日期章作业指导书
序 职责 号 部门
作业流程
作业描述
责任人
1 TD
更换前作业准备
需要准备的工具 1.数显游标卡尺 2.内六角扳手 3.新的日期章
模具技师
2 TD
旧日期章取出
将模具上的旧日期章取出
模具技师
3 TD 4 TD 5 TD
测量
1、测量模具上安装日期章的孔内径 2、测量新日期章外径
模具技师
检查日期章和 孔径的匹配
OK
NG
匹配OK:孔径与日期章外径间隙配 合,间隙≤0.02mm 匹配NG:孔径比日期章外径间隙配 合,间隙>0.02mm
模具技师
非标日期章数据提供
注塑模具标准件

表2-7 标准复位杆(摘自GB/T 4169.13—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um。 a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 端面允许留有中心孔。 标记示例:直径D=10mm、长度L=100mm的复位杆: 复位杆 10×100 GB/T 4169.13—2006
未注表面粗糙度Ra=6.3μm;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm。 标记示例:直径D=12mm、长度L=50mm、与模板配合长度L1=20mm 的带头导柱:带头导柱 12×50×20 GB/T 4169.4—2006
盲孔会增加模具闭合时的阻力,并使模具不能紧密
闭合,带导套的模具应采用带肩导柱。生产实际中
使用的导套如所示。
图1-5 导套实例
导套常用的结构形式也有两种,一种不带安装
凸肩,另一种带安装凸肩,相应地称为直导套和带
头导套,GB/T 4169.2—2006和GB/T 4169.3—
2006分别规定了他们的尺寸规格和公差,同时给出了
mm
注:① 材料由制造者选定,推荐采用4Cr5MoSiV1、3Cr2W8V。 ② 硬度45HRC~50HRC。 ③ 淬火后表面可进行渗碳处理,渗碳层深度为0.08mm~ 0.15mm,心部硬度40HRC~44HRC,表面硬度≥900HV。 ④ 其余应符合GB/T 4170--2006的规定。
四、推板
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
表面粗糙度以微米为单位
未注表面粗糙度Ra=6.3um;未注倒角1mmX45°. a 可选砂轮越程槽或R0.5mm~R1mm圆角。 b 允许开油槽。 c 允许保留两端的中心孔。 d 圆弧连接,R2mm~R5mm 标记示例:直径D=16mm、长度L=50mm、与模板配合长度L1=20mm 的带肩导柱:带肩导柱 16×50×20 GB/T 4169.5—2006 .
注塑模具标准件

4.导柱布置
一副模具最少要用两根导柱,模板外形尺寸大 的模具,可最多用4根导柱。为了使模具在使用、 维修时的拆装过程中不会发生动、定模认错方向, 导柱的布置可采取如下几种方案: (1)2根直径相同的导柱不对称布置; (2)2根直径不同的导柱对称布置; (3)3根直径相同的导柱不对称布置; (4)4根直径相同的导柱不对称布置; (5)两组直径不同的导柱各两根,对称布置。 5种布置方案分别如图(a)、(b)、(c)、(d)、(e) 所示,可根据模具大小和总体结构选用。
图1-2 带肩导柱与导套的安装尺寸一致
图1-3 带头导柱挠曲时不易卸下
(2)导柱尺寸的确定 导柱直径尺寸随模具 分型面处模板外形尺寸而定,模板尺寸愈大,导柱 间的中心距应愈大,所选导柱直径也应愈大。除了 导柱长度按模具具体结构确定外,导柱其余尺寸随 导柱直径而定。表列出导柱直径推荐尺寸与模板外 形尺寸关系数据。
表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
Hale Waihona Puke mm表1-2 标准带肩导柱(摘自GB/T 4169.5—2006)
mm
注: ① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度56HRC~60HRC。 20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC。 ③ 标注的形位公差应符合GB/T 1184—1996的规定, t为6级精度。
mm
注:① 材料由制造者选定,推荐采用T10A、GCr15、20Cr。 ② 硬度52HRC~56HRC。20Cr渗碳0.5mm~0.8mm,硬度56HRC~60HRC 。 ③ 标注的形位公差应符合GB/T 1184—1996的规定,t为6级精度。 ④ 其余应符合GB/T 4170-2006的规定。
塑料模具铭牌要求

“模具铭牌”要求1、铭牌规格
1.1锁模力在350T及其以下设备用:70×50(mm);1.2锁模力在350T以上设备用:100×70(mm);。
2、铭牌材料及加工方式
用厚0.5-1mm不锈钢板,雕刻加工。
3、铭牌格式
铭牌1
铭牌2
注:
1、铭牌1填写说明:
1)“模具名称”允许仅填“制件名称”;
2)“制件图号”指成型产品图纸编号;
3)“模具编号”按合同所给定编号;
4)“外形尺寸”按模具最大外形尺寸;
5)“重量”栏:重大于1000kg时,单位用“吨”;
6)“↑”表示吊装方向;
7)码模数量:指上、下、前、后装夹数量;
2、铭牌2填写说明:
1)“模具名称”允许仅填“制件名称”;
2)“适合机台”:按“合同”要求;
3)“配用射嘴”:在本通用要求指定的序列中选择;
4)“顶出行程”:顶出行程范围(最小值—最大值);
5)“动作要点”:对模具使用的重要提示或警示;
6)“运水连接”:标识每组水的路径(按本通用要求);
4、铭牌位置
a.使用于“锁模力350吨及其以上设备”的模具铭牌位置按图视“位置I”(铭牌1置于铭牌2之上);
b.使用于“锁模力350吨以下设备”的模具铭牌位置按图视“位置I”或位置II”(铭牌1置于铭牌2之上);
海信容声(广东)冰箱有限公司
顺德基地制造部
2014年02月。
注塑部生产日样表

11.3 1300
6.5 12 12 12 1776 1270 2200 12 12 12
670 1702 1225 2180
RT-201004035
2010-5-4 9# 伟佳 836-19
衣架
HIPS POM 抽粒 ABS 抽粒 ABS
杏色 本色 黑色 黑色 黑色
1*2 1*1 1*2
18
4560
6 670
HIPS 灰白色 1*1
2010-5-4 22# 宏翔 HXCF01
后牛角 0021 HXCF01 2010-5-4 23# 宏翔 脚座 0023 2010-5-4 24# 顺嘉 XJ-0536 睡船公仔
2010-5-5 6# 侨兴 67C-9A 手柄 电话机 底壳/电池 2010-5-5 6# 超然 8# 侨兴 67C-9A 电话机 2010-5-5 9# 伟佳 836-19 功能钮
2010-5-5 17# 源制
RT201004026 RT201004015 RT201004035 RT201004026 RT201004035 RT201003008
13;00修机停机 8:30-9:30调机 够数停机
1 12 8 12
118 422
牙箱 数字金刚
ABS ABS
黑色 黄色
1*1 1*1 24 1710
15:00开机 9:10开机, 13;00-14:00漏料调 17:00开机 17:40开机 14;00-15:00料花有 气泡 8:40开机
12 10.5 12 12 12
电话机 2010-5-3 25# 顺嘉 XJ-0536 睡船公仔
HIPS 灰白色 1*1 灰白色 1*1
RT201004026 RT201004026 RT201004026
注塑模具标准件.

拉 料 杆
无头螺丝
D
L L1 L2
3
4
5
0.4左右 2.5~5
6
……
根据实际板厚确定
R
0.3~0.5
拉料杆
拉料杆
说明:拉料杆常用于三板模中,利用L距离的倒扣勾住流道料, 开模后使流道料脱离产品。如图
点 浇 口
点浇口流道 拉料杆
点浇口
点浇口
D=0.5~2 a=3~10 b=20~60 L=0.5~2
耐磨块(油板)
限位螺丝
滑 块 座
W=3~5 h=5~8 D =斜撑斜直径+1~2
a<=24 b=a+2~3 D1=弹簧直径+1
铲机、压块
h1=5~15 h=螺丝杯头高+1 D=螺丝直接+1 D1=螺丝杯头直径+1~2
耐 磨 块
说明:耐磨块的大小根据滑块座底下大小确定。
斜 撑 销
d
10
D
L
13
100 70
120 90
…… ……
D d
100 35
120 35
…… ……
说明:定位环又叫定位圈,与注塑机连接,给注塑机喷嘴定位作用。
唧 嘴
D d h:型号不 同尺寸不同, 可查看相关标 准件书,L可 根据实际需要 长度任意调整。
说明:注塑成型时唧嘴和注塑机喷嘴相接触,常见形式有销钉 和螺丝固定二种形式,如上图。
延伸唧嘴
其它形式
说明:延伸唧嘴是把定位环和唧嘴二部分做成一个整体的模具零件 其规格尺寸可参照定位环和唧嘴自行设计出所需要的规格。
说明:边锁/零度束块,是一种 模具标准零件,常用于 精密定位,成对使用。
注塑模具规范

模具技术要求一﹑模具设计﹕A. 水路﹕1.公母模﹕依成品形状来决定﹐水路循环的路径与数量﹐公母模的水路需相互配合.2.脱料板x 2 cycle。
3.水孔接头处需做沉孔,沉孔尺寸φ35*L25mm。
4.模具的水栓处,必需上IN﹑OUT且编号。
5.需附铜制水栓﹐铜水栓的尺寸为3/8” PT。
6.侧面止水栓之做法﹐2PCS止水栓或1PCS止水栓+铜块。
7.若有喷水孔﹐使用铜片做隔板。
B. 料沟﹕依成品进料达到平衡﹐来设计料沟的路径﹑形状﹑尺寸…等。
C. 进点﹕依成品的外观形状要求重点﹐来决定进点的型式﹐为针点﹑侧针点﹑侧边状﹑锥型状等。
D.顶出方式﹕1.PIN顶出﹐需使用DME规范(依不同客户决定)。
2.顶针成品面有形状时﹐需做方向性之定位。
3.顶出环(特别注意打水环之拔模斜度)或顶出块。
E. 定位块X 4﹕于公母模板360度/4﹐加长方型之定位块﹐增加基准面之精度(材质:SKD-61)F. 模仁方式﹕1.锁公母模仁之螺丝﹐设计时愈多愈好﹐且需平均分配﹐使模仁与模座接触面更密合﹐锁螺丝时需封称锁入﹐且扭力一致。
2.公母模仁均须有卡入模座之定位梢。
3.所有insert之模仁形状为圆形时需做定位﹐且只能单方向组装﹐避免组装时方向错误。
G. 4支导柱需有1pcs做偏心﹐X﹑Y轴各偏10mm。
H. 模具的螺丝孔及螺丝﹐须为DME的公制规范。
I. 回位销封边要有耐顶板﹐材质为TDAC+氮化处理。
J. 若有斜销及滑块﹐三面需加耐磨板﹐且必须有油槽(材质﹕TDAC+氮化处理)。
K, 需安装计数器﹐INSERT的型式。
L. 模具的长﹑宽﹑高﹑定位环与KO孔﹐需配合客户的机台尺寸。
O. 模具上需有放电加工之指示箭头。
P. Name Plate ﹑箭头﹑锁模器﹑Part No.﹑日期章﹑穴号﹑回收章﹑计数器…等﹐需标示于结构图上。
Q. 模具出货时箭头需喷黄漆﹐锁模块需喷红漆。
R. 模具需强制回位时﹐需于模脚的箭头下方﹐贴强制回位铭板。
注塑工艺参数表(范文)

流量 Speed(%)
25
位置 Position (mm)
15
25
20
25
30
8
时间 Injection Time
5
/
/
保压5 (5th Stage)
/
/
/
松退 Suck Back
48
35
9
抽芯设定 Core-Pulling
抽芯类型选择 Mold Option(0/1/2)
抽芯控制方式 Way of Control(0/1)
冷却水 Tower Water( )
冷冻水Cool Water( )
顶针设定 Ejector Setting
顶针退2 (2nd Return)
75
8
/
/
射胶残余量:14.8
前模设定 Cavity
58
50
9段--10段
290/290
冷却时间 Cooling Time
再循环时间 Recycle Time
/
/ 15
2
关模2 (2nd Stage)
25
30
关模3 (3rd Stage)
20
22
关模4 (4th Stage)
8
15
关模5 (5th Stage)
105
15
25
开模2 (2nd Stage)
压力 Press(bar)
35
1段--2段
290/290
流量 Speed(%)
位置 Position (mm)
45
60
3段--4段
295/295
Open
开模1 (1st Stage)
5段--6段
注塑缺陷总结含产品缺陷模具缺陷

整理课件
顶高、顶白Blushing
顶高、顶白:有顶针印的表面肉眼能看出稍微比别处高出 一点(或有白色印痕)。
原因: 1、粘模太紧、抛光不良。 2、顶针不够、布局不合理、直径太小。 3、顶出不平衡、顶针板倾斜、拉杆长度不一。 4、顶出机构有延时。 5、深腔塑件,因收缩导致分型面骨位或柱位的顶针、司
23
整理课件
粘模
粘模:制品贴在前模或后模型腔内,开模后不能完整取出。 原因: 1、抛光不良导致筋位、镶针柱位等粘模。 2、深筋位未能得到足够冷却。 3、拔模斜度太小。 4、皮纹面、火花纹面,表面过于粗糙。
24
整理课件
气纹GAS FLOW MARK
气纹:热流冲入模腔时,而模腔却排气不良造成的气纹、 流纹、气花,有类似于手指纹。(在水口位周围出现比较 多,呈雾状、斑状、纹路状)
原因: 1、浇口太薄、太小。 2、熔体流动性差。 3、初始填充时熔体通过浇口速度过快,直接冲入型腔。 4、浇口温度过低。
25
整理课件
拉高/反口
拉高:制品边缘或孔位在脱模时拉出反口。 原因: 1、拔模斜度太小。 2、拔模面抛光不良。 3、碰穿位碰出倒扣。 4、脱模时受力不平衡,或某侧有粘前模,造成产品轻微
开裂:产品裂缝。 原因: 1、水口料太多,影响强度。 2、粘模,出模拉裂。 3、顶出不平衡,顶裂。
整理课件
9
整理课件
起泡
起泡:塑胶件内部或表面形成气泡状。 原因: 1、塑化不良,熔体内有空气。 2、过热,原料分解。
10
整理课件
冷料/粘胶
冷料:在上一制品后残留的胶渣在模腔内,导致粘在后一 制品表面。
原因: 1、原料流动性佳。(PA,ABS+PMMA) 2、模具配合不良,排气及装配间隙过大。 3、分型面有异物。 4、生产合模速度太快压力太大导致分型面压变形。 5、注塑压力过大,锁模力不够。 6、碰穿面撞塌,插穿面刮出毛刺。 7、合模机配模,推方不能锁死在B板,配模时推方被压回,
日期章规格表

日期章的内部结构分为:波珠结构、弹簧结构、螺丝结构、换芯结构、使用时无台阶结构整体式日期章(MISUMI)(材质:SUS420 硬度:48-52HRC)直径(MM)345681012高度(MM)6868688标准式日期章(MISUMI)(材质:SUS420 硬度:47-50HRC)直径(MM)4568101216高度(MM)88810121414 DME-F式日期章(材质:SUS420 硬度:47-50HRC)直径(MM) 2.63456810高度(MM)445881012 DME加长型日期章(材质:SUS420 硬度:45-50HRC)直径(MM)56810121620高度(MM)17172020253333 HASCO加长型日期章(材质:SUS420 硬度:45-50HRC)直径(MM)45681012高度(MM)12.51416182225HASCO台阶式日期章(材质:SUS420 硬度:45-50HRC)直径(MM)68121620高度(MM)1417222736可换式日期章(MISUMI)(材质:SUS420 硬度:47-50HRC)直径(MM)4568101216高度(MM)88810121414 CUMSA日期章(材质:SUS420 硬度:45-50HRC)直径(MM)4568101216高度(MM)12122020202020三圈日期章(CUMSA)(材质:SUS420 硬度:48-52HRC)直径(MM)810121620高度(MM)2020202020OPITZ日期章(DATI1200)(材质:SUS420 硬度:45-50HRC)直径(MM)345681012高度(MM)14141717202025 OPITZ日期章(DATI1300)(材质:SUS420 硬度:45-50HRC)直径(MM) 2.6 2.83 3.5456高度(MM)4444588 OPITZ日期章(DATI1400)(材质:SUS420 硬度:45-50HRC)直径(MM) 2.6 2.83 3.5456高度(MM)777881212环保、材料指示章(材质:SUS420 硬度:48-52HRC)直径(MM)4568101216高度(MM)688881010用时无台阶结构等。
注塑模具零件图标注规范20131127

零件材料
备料尺寸,一定要校核此 处的备料尺寸和图纸上所 标注的尺寸是否相同。
4.1.8、打印(转为PDF格式后打印,图纸清晰),审核,下发。
注塑模具零件图标注规范
4.2、零件图标注规范:适合500*500以下零件的标注。 4.2.1、A1板:热流道板和水口板的标注规范。
编号 版本/版次 页码
HTT-W-T2-PM-014 A/0
C.浇口套孔:基本尺寸见简图;
4.2.1.9、侧面配合槽的长宽深和位置,配合面都需要标注并且都要加公差。 4.2.1.10、有特殊要求的零件写上技术说明。 4.2.1.11、右下角菜单栏的信息一定要写正确,备料尺寸和图纸对照一下是否开料正确。
注塑模具零件图标注规范
4.2.2、A2板:顶板标注规范
编号 版本/版次 页码
4.2.1.7、规则的热流道板槽标注长,宽和角度;不规则的可以不标注。热流道销钉定位位置和深度要标注清楚, 加定位公差±0.02 、直径+0.02/0。 4.2.1.8、三板模上的①拉料杆位置、配合段直径,
②浇口套位置、配合段直径 A.点浇口加长套安装孔:直径和深度0~+0.02 B.点浇口套:直径和深度0~+0.02
HTT-W-T2-PM-014 A/0
第5页
共25页
顶板
三板模顶板
4.2.2.1、投影时俯视图沿Y轴旋转180°,基准一般位于视图左下角,也有特殊情况。 4.2.2.2、基准角标注,视图上要注明加工基准、Z向基准(需要分清Z向基准在顶面还是在底面)。 4.2.2.3、最大外形尺寸:长、宽、高 有无公差视要求而定,一般情况不用标注公差。 4.2.2.4、吊环孔需标注位置、大小和数量,模架厂加工的不用标注。 4.2.2.5、销钉需表达位置(±0.02)大小(+0.02/0),模架厂加工的不用标注。 4.2.2.6、螺孔和过孔需标注位置、大小和数量。螺孔数目多时可列孔表,注意坐标调正确,列完孔表选一两个对 照一下3D图看位置是否正确,有孔表的要在投影图上指示X、Y方向;斜面上的螺孔可以只标注规格和数量。
3大模具配件标准标准

HASCO标准HASCO标准是世界三大模具配件生产标准之一,以其互配性强,设计简洁,容易安装,可换性好,操作可靠,性能稳定,兼容各国家工业标准等优点屹立于世界各模具标准,与美国的DME标准、日本的MISUMI标准齐名是世界覆盖范围最广的模具配件生产标准。
HASCO标准镀彩锌的顶针HASCO标准的精神勇气-在一个长期历史过程中的传统公司,哈斯科一直成功地面临新的挑战。
I n this way, HASCO developed from a trade workshop to an internationally a ctive industrial company within its 80-year history.这样,哈斯科发达国家从贸易国际研讨会,积极工业公司在其80年历史。
Even today, at a time of globally o rientated markets, this company virtue is a mark of our trade.即使在今天,在面向全球市场的时间,这家公司是我们商标的美德。
Courageous, confident and highly motivated, we cope with the tasks that lie before us, together with ou r partners.勇敢,自信和充满活力,我们面对的任务摆在我们面前,我们与我们的合作伙伴。
只有勇敢的人才能灌输勇气。
性能-性能和质量,我们公司愿意无限带来了传统的价值观和对未来的展望持久的成功是我们的座右铭。
Excellent products for tool and mould construction an d customer-orientated, co-operative service are our trademarks.优质的产品为工具和模具的建设和用户至上,合作的服务是我们的商标。
模具标识管理规范

> ▲▲▲ <
材料标识
字体样式:黑体;字高5;高宽比1;线宽0.2;深度0.2;
用于注塑件
F
回收标识
1)图形尺寸为10×10,深度0.2;中间文本字体样式黑体,字高2,高宽比为1,线宽0.2,深度为0.2。
2)回收标识的图形与塑料代码按相关标准执行。
用于注塑件
注:表中文字和图案的深度要求是指模具上采用凹字方式,对应到零件上为凸字;同理,凸高是指要求模具上采用凸字方式,对应到零件上为凹字。
用于注塑件
方案二:
mm-dd
生产日期印记
1)月-日
2)字体样式:黑体;字高3;高宽比1;线宽0.2;深度0.2。
用于压铸件
BБайду номын сангаас
XXX
主机厂标识
字体样式:黑体;字高5;高宽比1;线宽0.2;凸高0.2;
C
◆◆◆◆◆◆◆◆◆
图样代号
字体样式:黑体;字高5;高宽比1;线宽0.2;凸高0.2;
D
△△
模号
字体样式:黑体;字高5;高宽比1;线宽0.2;凸高0.2;
5.2.2完整的注塑件模具标识建议按图1方式布置,如有调整则按设计图纸要求执行。
图1
5.2.3压铸件模具标识包含的内容一般有:生产日期印记、主机厂标识、图样代号、模号,其中主机厂标识和模号为必须打刻的内容,当因空间原因不能摆放时可按比例进行缩放后摆放;图样代号和生产日期印记如果因空间原因可分开摆放或不标识。
5.2模具标识摆放要求
5.2.1注塑件模具标识包含的内容一般有:生产日期印记、主机厂标识、图样代号、模号、材料标识、回收标识,其中主机厂标识和模号为必须打刻的内容,当因空间原因不能摆放时可按比例进行缩放后摆放;其他内容如果确因空间原因不能摆放时可不标识,按照标识的重要程度和所需空间大小,省略标识的先后顺序为:生产日期印记→材料标识→图样代号→回收标识。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
20
25
33
OPITZ日期章(DATI1000)(材质:SUS420 硬度:45-50HRC)
直径 (mm)
3
4
5
6
8
10
12
16
高度(mm) 14
14
17
17
20
20
25
33
OPITZ日期章(DATI1200) (材质:SUS420 硬度:45-50HRC)
直径 (mm)
3
4
5
6
8
10
12
16
20
高度(mm) 14
17
22
27
36
可换式日期章(MISUMI)(材质:SUS420 硬度:47-50HRC)
直径 (mm)
4
5
6
8
10
12
16
20
高度(mm) 88ຫໍສະໝຸດ 81012
14
14
16
CUMSA日期章 (材质:SUS420 硬度:45-50HRC)
直径 (mm)
4
5
6
8
10
高度(mm) 12
12
高度(mm) 14
14
17
17
20
20
25
33
OPITZ日期章(DATI1300)(材质:SUS420 硬度:45-50HRC)
直径 (mm)
2.6
2.8
3
3.5
4
5
高度(mm) 4
4
4
4
5
8
6
8
10
8
10
12
OPITZ日期章(DATI1400)(材质:SUS420 硬度:45-50HRC)
直径 (mm)
20
20
20
12
16
20
20
20
20
三圈日期章 (CUMSA)(材质:SUS420 硬度:48-52HRC)
直径 (mm)
8
10
12
16
20
高度(mm) 20
20
20
20
20
OPITZ三圈日期章(DATI9000) (材质:SUS420 硬度:48-52HRC)
直径 (mm)
6
8
10
12
16
高度(mm) 17
2.6
2.8
3
3.5
4
高度(mm) 7
7
7
8
8
5
6
8
10
12
12
14
16
环保、材料指示章( 材质: SUS420 硬度: 48-52HRC)
直径 (mm)
4
5
6
8
10
高度(mm) 6
8
8
8
8
12
16
20
10
10
10
12
12
14
gh.li
日期章的内部结构分为:波珠结构、弹簧结构、螺丝结构、换芯结构、使用时无台阶结构等。
整体式日期章 (MISUMI)(材质:SUS420 硬度:48-52HRC)
直径 (mm)
3
4
5
6
8
10
12
16
20
高度(mm) 6
8
6
8
6
8
8
10
10
14
14
12
14
标准式日期章 (MISUMI)(材质:SUS420 硬度:47-50HRC)
直径 (mm)
4
5
6
8
10
12
16
20
高度(mm) 8
8
8
10
12
14
14
16
DME-F式日期章(材质:SUS420 硬度:47-50HRC)
直径 (mm)
2.6
3
4
5
6
8
10
12
16
20
高度(mm) 4
4
5
8
8
10
12
14
14
16
DME加长型日期章(材质:SUS420 硬度:45-50HRC)
直径 (mm)
5
6
8
10
12
16
20
高度(mm) 17
17
20
20
25
33
33
HASCO加长型日期章 (材质:SUS420 硬度:47-50HRC)
直径 (mm)
4
5
6
8
10
12
高度(mm) 12.5
14
16
18
22
25
HASCO台阶式日期章(材质:SUS420 硬度:45-50HRC)
直径 (mm)
6
8
12
16