计量器具内校规程
内部校准规程
内部校准规程
根据《质量手册》中《监视和测量装置的控制程序》的要求,本规程旨在制定内部校准计量器具的流程。
本规程包括内校项目、内校标准、方法、周期等。
1、钢盒尺的内部校准:使用标准盒尺与受校盒尺进行比对校准。
每一把受校盒尺选三个点(尺两端及中间一点)与标准盒尺比对校准。
标准钢盒尺应送国家授权的计量检定机构校准并出具检定报告。
钢盒尺的内校周期为一年。
标准钢盒尺应标注清晰与内校钢盒尺相互区分,并妥善保存。
2、秤的内部校准:使用标准秤与受校秤进行比对校准。
取一份重物分别用标准秤和受校秤比对校准,这份重物的重量应为该受校秤量程的1/2倍左右。
标准秤应送国家授权的计量检定机构校准,并出具检定报告。
秤的内校周期为一年。
经外校秤应标注清晰与内校秤相区分。
3、温度计的内部校准:使用标准温度计与受校温度计进行比对校准。
每只受校温度计在室内环境温度下与标准温度计比对校准。
标准温度计应送国家授权的计量检定机构校准,并出具检定报告。
温度计的内校周期为一年。
经外校温度计应标注清晰与内校温度计区分并妥善保管。
4、百分表的内部校准:使用标准百分表与受校百分表进行比对校准。
用同一重物对标准百分表和受校百分表进行受压比对校准。
标准百分表应送国家授权的计量检定机构校准,并出具检定报告。
百分表的内校周期为2个月。
标准百分表标注清晰与内校百分表相区分。
5、游标卡尺的内部校准:使用标准块规与受校卡尺进行比对校准。
标准块规应送国家授权的计量检定机构检定,并出具检定报告。
量具内校规范
器具名称 型号规格 生产厂家 校准机构 校准日期
备注:
校准合格标签
器具编号 测量范围 使用部门
校准人 有效期限
核验:
日期:
计量器具年度校验周期表
器具类别 器具编号
使用部门
2016 年 校验周期
1 2 3 4 5 6 7 8 9 10 11 12
备
计划:
实施: 注
核准 拟案
部门:
序号 编号 名 称 型号规格
4、内校游标卡尺连续对量块长、宽、厚尺寸测量,记录在《内校记录》。
5、内校游标卡尺所测数据及标准尺寸之差,均在允许误差范围内,判校准合格。 否则,需调整再次校准,如均达不到要求,外送维修校准或报废停用。允许误 差范围为±0.02mm 内
6、校准周期:6 个月。
钢尺 1、检查钢尺是否弯曲,刻度是否清晰。 2、将外校合格后的钢尺平放在工作台上,与内校钢尺平行靠近放在工作台上,将 两根钢尺零基准线对齐,对照每个刻度是否对齐,并作判定记录,取钢尺不等 值的至少三组数据记录在《内校记录》上。 3、对量块用外校合格的游标卡尺测量数据,并作记录,作为基准尺寸。然后用内 校钢尺测量三次数据并作记录。 4、允许误差为±0.5mm,对 2、3 两项综合评定,在计可范围内判定合格,超出许 可范围判定不合格停用。 5、新购钢尺必须内校合格后方可使用。 6、校准周期 6 个月。
2、用无尘纸沾酒精,将通止规擦拭干净。。 3、检查通止规使用部位应无变形、碰缺、凸起、锈斑等其它影响精度的缺陷。 4、检验时用千分尺分别测量如图所示的部位,通端部位沿圆周方向测量均布的三个直径(止端 部位沿圆周方向测量均布的一个直径),通端记录最大值,止端记录最小值。
5、校准完后对通止规进行防锈维护。 6、判定标准:A、B、C 相应位置中最大值 通端: ⑴0≤MAX( A、B、C)- Φ1≤ (2)0≤MAX( A、B、C)-MIN( A、B、C) ≤ 以上两点均满足判定该通止规通端尺寸合格 2 止端:D 相应位置中最大值 ⑴0≤Φ2-D≤
计量器具内校规程

计测器内校管理程序1、硬度计的内校程序〔1〕、构造说明:常用硬度计分为①章氐其计算符号为HV。
②布氐其计算符号为HB,③洛氐其计算机符号为HR三者之构造大致一样。
是由以下构造组成如图〔一〕所示:〔2〕、校验基准:使用外校合格的硬度计进展比照校准。
〔3〕、校准环境及周期:常温、常压,静置2小时以上,校准周期12个月。
〔4〕、校准步骤:〔6〕、记录保存:①、校准合格后,贴校准标签。
②、校准不合格时:依实际情况,判定为:暂停使用,降级使用,维修,报废处理。
③、将校准结果登录在DF4221-02?检测仪器清单?表格内。
2、深度尺内校程序:〔1〕、构造概述:深度尺是用来测量肓孔,梯形孔及凹槽等深度尺寸的量具,构造组成如图〔二〕所示:〔2〕、校准基准:标准量块〔外校合格的标准块〕。
〔3〕、校准环境及周期:常温,常压,静置2小时以上,校准周期12个月。
〔4〕、校准步骤:〔6〕、记录保存:①、校准合格后,贴校准标签。
②、校准不合格时,依实际情况,判定为暂停使用,降级使用,报废处理。
③、将校准结果登录在DF4221-02?检测仪器清单?表格内。
3、高度尺内校程序:〔1〕、构造概述:高度尺是用来测量工件的中央相互位置和精细划线的量具,其主要由以下构造组成,如图〔三〕所示:〔2〕、校准基准:选用外校合格的量块和平台进展比对校准。
〔3〕、校准环境及周期:常温,常压,静置2小时以上,校准周期为12个月。
〔4〕、校准步骤:〔6〕、记录保存:①、校准合格后,贴上校准标签。
②、校准不合格时,依实际情况定为暂停使用,降级使用报废处理。
③、将校准结果登录在DF4221-02?检测仪器清单?表格内。
4、外径千分尺内校程序:〔1〕、外径千分尺又叫螺旋测微器,外径千分尺是由尺架,测砧,测微螺杆,微调装置,锁紧装置,固定套筒,微分筒等组成,如图〔三〕所示。
〔2〕、使用基准:外校合格的标准量块:〔3〕、校准环境及周期。
常温,常压,静置2小时以上,校准周期为12个月。
计量器具内校规程
计量器具内校规程一、引言计量器具是用于测量和检验各种物理量的工具,其准确性和可靠性对各行业的生产和质量控制至关重要。
为了保证计量器具的准确性,减少误差,提高测量的可靠性,内校(内部校验)成为一项必要的工作。
本文档旨在规范计量器具的内校工作,确保内校的准确性和可靠性。
二、内校的目的内校的目的是检验计量器具的准确性和可靠性,保证其符合相应的技术标准和规范要求。
通过内校,可以及时发现和纠正计量器具的偏差,确保其在测量过程中的可靠性和准确性,提高产品质量和生产效率。
三、内校的方法1.选择校验设备:根据被测量的计量器具的种类和特点,选择相应的校验设备。
校验设备应符合国家和行业标准,保证其准确性和可靠性。
2.准备校验材料:根据内校的要求,准备相应的校验材料,例如标准样品、校验盘等。
校验材料应具有相对准确度较高且稳定的特性。
3.内校流程:按照内校规程,进行内校的具体操作流程。
包括以下步骤:–准备工作:检查校验设备的状态和准确性,保证其正常运行。
准备被测量的计量器具,确保其处于可内校状态。
–校验:根据内校要求和被测量的计量器具的特点,进行相应的校验操作。
记录校验结果,并与标准要求进行比对。
–处理不合格:对于校验结果不合格的计量器具,应及时进行维修、调整或更换,确保其符合内校要求。
–记录与报告:记录内校的相关数据和过程,编制内校报告,包括校验结果、不合格处理情况等。
报告应存档备查。
4.内校周期:根据计量器具的使用频率和重要性,确定内校的周期。
常见的内校周期有日常内校、定期内校和验收内校等。
不同的计量器具可能需要不同的周期来进行内校,应根据实际情况确定。
四、内校的要求1.计量器具的内校应由经过培训并具备相关专业知识和技能的人员进行。
内校人员应熟悉内校的操作流程和要求,具备相应的仪器操作和维护能力。
2.内校应在符合相应的环境条件下进行,避免干扰和误差。
内校环境应具备相对稳定的温度、湿度和光照条件。
3.内校应严格按照内校规程进行,确保操作的准确性和可靠性。
计量器具内部校准规程

版序:A/0 页次: 1 / 3内部校准规程一、目的:本指示规定了公司自行校准的计量器具校准方法、接受标准及校准周期。
二、范围:校准包括1、电子天平2、外径千分尺3、钢卷尺4、带表、数显游标卡尺三、权责单位:质管部。
四、指示内容:计量员每季度对可自行校准的计量器具进行校准。
五、电子天平校准方法5.1、计量标准器具名称/型号:砝码测量范围/准确度:50g~200g/M2级5.2、校准环境要求温度:21℃湿度:68%RH 其它:5.3、校准方法5.3.1、按TARE键将天平置零。
5.3.2、按下CAL键,天平将显示满量校准值。
5.3.3、按照天平所显示的重量放置标定砝码,然后按MODE键,天平显示“ACAL”,然后回到正常称量模式。
5.3.4、重复5.3.1~5.3.2步骤,按一下TARE键天平显示满量程以内的某点,按照天平所显示的重量放置标定砝码,然后按MODE键,天平显示“ACAL”,然后回到正常称量模式。
5.3.5、如果天平显示“NOCAL”,请检查标定砝码和称量环境,天平应远离有气流及振动的环境。
5.4、接受标准检定项目允许误差准确度标准器具200g ±20mg 一级 200g标准砝码300g ±30mg 一级 300g标准砝码六、外径千分尺校准方法6.1、计量标准器具名称/型号:量块测量范围/准确度:0.5~1.5mm/4等6.2、校准环境要求温度:20℃湿度:68%RH 其它:6.3、校准方法6.3.1、将千分尺测量下限调至正确位置(即归零)。
6.3.2、分别用0.5mm、1.5mm的量块测量,查看测量值。
6.4、接受标准检定项目允许误差准确度标准器具0.5mm ±0.010mm 一级 0.5mm标准量块1.5mm ±0.015mm 一级 1.5mm标准量块版序:A/0 页次: 2 / 3内部校准规程七、钢卷尺校准方法7.1、校准环境要求温度:20℃湿度:68%RH 其它:7.2、校准方法用钢卷尺自10CM位置分别测量出0.5M、1.0M的距离段并作好标识,需校准的钢卷尺参照测量出的长度标识同卷尺上的刻度相对比,并记录差值,若有一个值误差超过接受标准,则此卷尺达不到标准。
计量器具内校规范

1 目的对公司内的计量器具进行内部校验,确保其准确度和适用性,保持完好。
2 范围适用于公司内长度类量具(如卡尺、千分尺、高度尺)、检具、塞规、环规及电子秤的内部校准。
3.职责:内校由计量室有证书资质人员实施4 校验仪器及设备外校合格的千分尺,外校合格的标准量块,外校合格的投影仪,外校合格的法码等。
5 环境条件1、温度: 23 ±2 ℃2、湿度: 50 ±20 %RH6 校验1、外观检查2、示值误差检测校验仪器及设备外校合格的卡尺、外校合格的标准块(1-100mm 38块 2级)。
1、外观检查:检查尺子测量接触面是否平整、干净,无污渍、锈迹,表头的指针/游标是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
各功能能稳定、工作可靠。
2、示值误差检测:(1)将尺子调至零点位置,使读数归零、指针对准零点。
(2)选取一块标准量块进行测量,读取其数值。
(注意:取放标准量块时,必需戴细纱手套;测量过程卡尺要与被测量块同方向平直。
(3)用同样的方法,取3~5组不同量块进行测量。
测量点如下图((5)将检定结果填写在《监测设备履历卡》内。
校准周期:6个月。
1、外观检查2、示值误差检测校验仪器及设备外校合格的标准块(1-100mm 38块 2级)1、外观检查:千分尺刻度应清晰,测量面无损伤,测量面应无漏光,微调装置,锁定机构应良好,2、示值误差检测:量程范围内选取低、中、高三个检定点,分别选取三个相应的标准量块,用待检千分尺对每一量块检定三次。
要求3将检定结果填写在《监测设备履历卡》内。
校准周期:6个月外径、中径、校验仪器及设备外校合格外径千分尺,外校合格螺纹千分尺,外校合格投影仪验1外径检测:千分尺归零后,量取塞规的外径2.中径检测:据螺距选取相应一组量头,将待校螺纹牙规、牙沟的油污、铁屑擦净,把其中一个量头插在零件的螺纹牙沟,另一个骑在牙尖上,用棘轮仔细测量。
单位:mm校准周期12个月。
量具内校规程
1、游标卡尺内部校准规程1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准外校合格的量块.4环境条件室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑.5.2调校零位,或使指针对准零点.5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围根据不同卡尺的精度分为±0。
01mm、±0.02mm。
5.4测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H"型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
5.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5。
6历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期每年一次7相关记录《检测设备校验记录表》2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5。
2扭动千分尺螺栓调校零位,使刻度对准零点。
5。
3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围为±0.01mm.5。
4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
计量器具内校规范

计量器具内校规范1、目的:规范公司计量器具、检测设备的内部校准,确保计量器具、检测设备的正确使用,特制定本规范。
2、适用范围适用于本食品公司内所有正常使用的计量器具和检测设备。
3、职责3.1品控员负责对生产现场使用的计量器具进行季度内校,将校准结果记录于《计量器具校验记录表》中。
3.3 各使用部门协助品控员进行计量器具的内校。
4、工作程序4.1由品控内校人员通知使用部门内校安排,使用部门按要求收集好本月度需内校的计量器具,要求相关人员同时在场,方可开始内校工作,使用部门协助内校人员进行内校。
4.2 各计量器具内校操作规程4.2.1电子称内校的操作流程4.2.1.1标准砝码的确定将公司内每个型号的标准砝码送往技术监督局计量鉴定科进行校正,内校时以此作为参照标准。
公司内校使用标准砝码规格:10g、50g、100g、200g、1kg、2kg及20kg。
4.2.1.2标准砝码的选取:注1:常用范围在3kg以下的,按最接近现有标准砝码来选取。
4.2.1.3允许误差的判定.依电子称的用途及最小检测值来定,如果是用来配料的电子称,则选用较小的允许误差。
4.2.1.4校正内容4.2.1.4.1针对新投入使用的电子秤进行外观检查:A.法制计量管理标志:检查制造许可证的标志和编号。
B.计量特征:制造厂的名称与商标;准确度级;最大称量(Max);最小称量(Min);校正分度值(e)。
C.铭牌以及校正标志和管理标志。
4.2.1.4.2检查电子秤的使用条件和地点是否合适,存放环境是否妥当。
4.2.1.5校准4.2.1.5.1校准前的准备将进行内校的电子秤放在洁净的平板或平台上,准备好相应的标准砝码.4.2.1.5.2称量测试:A.选定五个测试点:电子称的四角及中央。
B.将标准砝码依次放到电子称的四个角及中央处,记下在每个测试点时电子称的读数;移开砝码后应等电子称回归零点后再进行下一个测试点的检测。
4.2.3温度计内校的操作流程4.2.3.1标准温度计的选取:选取送往技术监督局计量鉴定科进行校正数显温度计1支,内校时以此作为参照标准4.2.3.2 校准用基准设备的准备1)标准温度计(精度0.1℃)2) 盛冰、水的透明容器3) 冰、水4) 30℃和80℃的水。
计测器具内校管理规范
计测器具内校管理规范一、目的根据本公司实际情况,大部分计量器具送检外校,其中对部分没有送外校、或无法外校的、或外校后使用频繁的器具进行不定期的内部校准,确保其准确度和适用性,以保持完好。
二、范围适应于游标卡尺、电子秤、温湿度计、万用表等的内部校准。
三、校准基准:外校合格的游标卡尺、电子秤、温湿度计、万用表等。
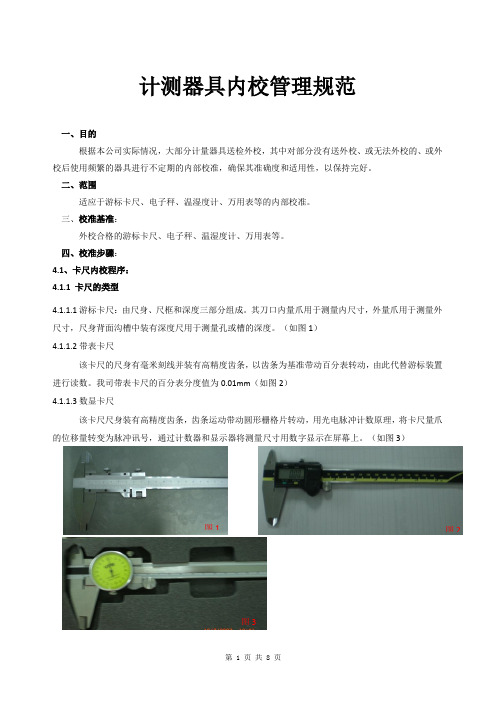
四、校准步骤:4.1、卡尺内校程序:4.1.1 卡尺的类型4.1.1.1游标卡尺:由尺身、尺框和深度三部分组成。
其刀口内量爪用于测量内尺寸,外量爪用于测量外尺寸,尺身背面沟槽中装有深度尺用于测量孔或槽的深度。
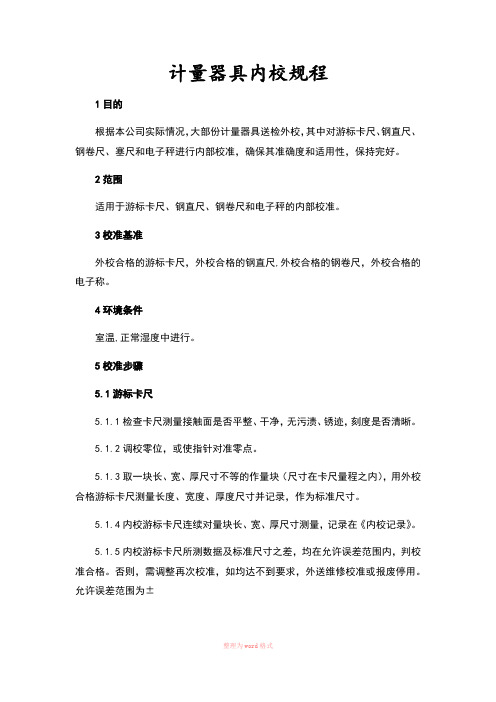
(如图1)4.1.1.2带表卡尺该卡尺的尺身有毫米刻线并装有高精度齿条,以齿条为基准带动百分表转动,由此代替游标装置进行读数。
我司带表卡尺的百分表分度值为0.01mm(如图2)4.1.1.3数显卡尺该卡尺尺身装有高精度齿条,齿条运动带动圆形栅格片转动,用光电脉冲计数原理,将卡尺量爪的位移量转变为脉冲讯号,通过计数器和显示器将测量尺寸用数字显示在屏幕上。
(如图3)图1图2图34.1.2校准原理:利用主尺刻线间距与游标刻线间距之差来进行小数部分读数,整数部分由游标尺的零刻线所对应的主尺刻线确定。
4.1.3校准基准:①、外校合格的标准件。
②、选用外校合格的平台。
4.1.4 校准环境及周期:常温,常压,静置2小时以上,校准周期为6个月。
4.1.5校准步骤:4.1.6 判定标准:表示值误差不超过下表所列的标准即为合格:4.1.7 注意事项:4.1.7.1掌握好测力测量力对于卡尺来说是一个影响测量准确度的重要因素,测量时要掌握好量爪与工件表面接触时的压力,测量面与工件接触后,量爪应能沿工件表面滑动,但不能有松动,跌落的手感,有微动装置的卡尺应使用微动装置。
4.1.7.2注意减少测量孔径的误差用内量爪测孔径时,应先将固定量爪接触孔壁,再移动活动量爪找出最大尺寸,这样的测得值才是孔径尺寸,否则,测得值是弦长或其他尺寸。
计量器具内校规程
计量器具内校规程1目的根据本公司实际情况,大部份计量器具送检外校,其中对游标卡尺、钢直尺、钢卷尺、塞尺和电子秤进行内部校准,确保其准确度和适用性,保持完好。
2范围适用于游标卡尺、钢直尺、钢卷尺和电子秤的内部校准。
3校准基准外校合格的游标卡尺,外校合格的钢直尺,外校合格的钢卷尺,外校合格的电子称。
4环境条件室温,正常湿度中进行。
5校准步骤5.1游标卡尺5.1.1检查卡尺测量接触面是否平整、干净,无污渍、锈迹,刻度是否清晰。
5.1.2调校零位,或使指针对准零点。
5.1.3取一块长、宽、厚尺寸不等的作量块(尺寸在卡尺量程之内),用外校合格游标卡尺测量长度、宽度、厚度尺寸并记录,作为标准尺寸。
5.1.4内校游标卡尺连续对量块长、宽、厚尺寸测量,记录在《内校记录》。
5.1.5内校游标卡尺所测数据及标准尺寸之差,均在允许误差范围内,判校准合格。
否则,需调整再次校准,如均达不到要求,外送维修校准或报废停用。
允许误差范围为±0.02mm内。
5.1.6校准周期:12个月。
5.2钢直尺5.2.1检查钢直尺是否弯曲,刻度是否清晰。
5.2.2将外校合格后的钢直尺平放在工作台上,与内校钢直尺平行靠近放在工作台上,将两根钢直尺零基准线对齐,对照每个刻度是否对齐,并作判定记录,取钢直尺不等值的至少三组数据记录在《内校记录》上。
5.2.3对量块用外校合格的钢直尺测量数据,并作记录,作为基准尺寸。
然后用内校钢直尺测量三次数据并作记录。
5.2.4允许误差为±0.5mm,对2、3两项综合评定,在计可范围内判定合格,超出许可范围判定不合格停用。
5.2.5新购钢直尺必须内校合格后方可使用。
5.2.6校准周期:12个月。
5.3钢卷尺5.3.1检查钢卷尺是否破损,零点勾是否正常,刻度是否清晰可用。
5.3.2将外校合格钢直尺平放在工作台上,钢卷尺零点勾住钢直尺,对照比较钢卷尺刻度是否与钢直尺刻度对齐。
5.3.3对内校钢卷尺刻度超出基准钢直尺长度时,可分段进行。
计量器具内校要求规范

1 目的对公司内的计量器具进行内部校验,确保其准确度和适用性,保持完好。
2 范围适用于公司内长度类量具(如卡尺、千分尺、高度尺)、检具、塞规、环规及电子秤的内部校准。
3.职责:内校由计量室有证书资质人员实施4 校验仪器及设备外校合格的千分尺,外校合格的标准量块,外校合格的投影仪,外校合格的法码等。
5 环境条件1、温度: 23 ±2 ℃2、湿度: 50 ±20 %RH6 校验6.1卡尺、高度尺、深度尺6.1.1、校检项目:1、外观检查2、示值误差检测6.1.2校验仪器及设备外校合格的卡尺、外校合格的标准块(1-100mm 38块 2级)。
6.1.3校验标准6.1.4 校验步骤:1、外观检查:检查尺子测量接触面是否平整、干净,无污渍、锈迹,表头的指针/游标是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
各功能能稳定、工作可靠。
2、示值误差检测:(1)将尺子调至零点位置,使读数归零、指针对准零点。
(2)选取一块标准量块进行测量,读取其数值。
(注意:取放标准量块时,必需戴细纱手套;测量过程卡尺要与被测量块同方向平直。
(3)用同样的方法,取3~5组不同量块进行测量。
测量点如下图卡尺量程校准点0-150mm 50 100 1400-200mm 20 50 120 1900-300mm 40 100 200 290(4)不同量程的尺子可选用不同的基准块或其组合进行校准,对标准块量测值误差,不能大于6.1.3项表格内的允许误差。
(5)将检定结果填写在《监测设备履历卡》内。
校准周期:6个月。
6.2千分尺6.2.1、校验项目:1、外观检查2、示值误差检测6.2.2校验仪器及设备外校合格的标准块(1-100mm 38块 2级)6.2.3校验步骤1、外观检查:千分尺刻度应清晰,测量面无损伤,测量面应无漏光,微调装置,锁定机构应良好,2、示值误差检测:量程范围内选取低、中、高三个检定点,分别选取三个相应的标准量块,用待检千分尺对每一量块检定三次。
计量器具内校规程

计测器内校管理程序1、硬度计的内校程序(1)、结构说明:常用硬度计分为①章氐其计算符号为HV。
②布氐其计算符号为HB,③洛氐其计算机符号为HR三者之结构大致相同。
是由以下结构组成如图(一)所示:(2)、校验基准:使用外校合格的硬度计进行对比校准。
(3)、校准环境及周期:常温、常压,静置2小时以上,校准周期12个月。
(4)、校准步骤:(6)、记录保存:①、校准合格后,贴校准标签。
②、校准不合格时:依实际情况,判定为:暂停使用,降级使用,维修,报废处理。
③、将校准结果登录在DF4221-02《检测仪器清单》表格内。
2、深度尺内校程序:(1)、结构概述:深度尺是用来测量肓孔,梯形孔及凹槽等深度尺寸的量具,结构组成如图(二)所示:(2)、校准基准:标准量块(外校合格的标准块)。
(3)、校准环境及周期:常温,常压,静置2小时以上,校准周期12个月。
(4)、校准步骤:(6)、记录保存:①、校准合格后,贴校准标签。
②、校准不合格时,依实际情况,判定为暂停使用,降级使用,报废处理。
③、将校准结果登录在DF4221-02《检测仪器清单》表格内。
3、高度尺内校程序:(1)、结构概述:高度尺是用来测量工件的中央相互位置和精密划线的量具,其主要由以下结构组成,如图(三)所示:(2)、校准基准:选用外校合格的量块和平台进行比对校准。
(3)、校准环境及周期:常温,常压,静置2小时以上,校准周期为12个月。
(4)、校准步骤:(6)、记录保存:①、校准合格后,贴上校准标签。
②、校准不合格时,依实际情况定为暂停使用,降级使用报废处理。
③、将校准结果登录在DF4221-02《检测仪器清单》表格内。
4、外径千分尺内校程序:(1)、外径千分尺又叫螺旋测微器,外径千分尺是由尺架,测砧,测微螺杆,微调装置,锁紧装置,固定套筒,微分筒等组成,如图(三)所示。
(2)、使用基准:外校合格的标准量块:(3)、校准环境及周期。
常温,常压,静置2小时以上,校准周期为12个月。
计量器具内校操作规程LM-QC-SOP-37

计量器具内部校操作规程1.目的维持计量器具的准确度,确保检验数据真实有效性,满足产品质量要求。
2.范围适用于公司现场使用计量器具(卡尺、千分尺、游标角度尺、角度尺、卷尺、硬度计)的内部校准;3.职责3.1使用者: 配合校验联络单按时将必须校验之设备送品质部试验室校验;3.2内部校准员: 确保计量器具均能及时校验;3.3品质主管负责审核外校量规器具的校验结果;4. 内部校规定4.1校验人员资格4.1.1曾受过计量器具校验课程培训并获得内部校员资格证书人员;4.1.2具有计量器具实际校准1年以上经验;4.2.内部校员依据量测设备内部校验联络单按有效期限及时发出校验通知使用者或使用单位,将校验到期的计量器具送实验室校准;4.3内部校员依本规程进行校验判定,校验必须使用经校验合格之标准器材校验;4.4内部校员校验完成后将校验结果填写在『计量器具校准记录表』上;4.5 校验完毕的合格计量器具,由使用者领回使用;4.6校验出现不合格计量器具,由内部校员回收登记处理。
4.7标准件:标准件由内部校验员保管。
5.各计量器具内部校规程5.1硬度计5.1.1常用硬度计:①维氏其计算符号为HV。
②洛氏其计算机符号为HRB,③韦氏其计算符号为HW,④巴氏硬度计算单位Hba。
5.1.2校验基准:使用外校合格的硬度计基准片进行对比校准。
5.1.3校准环境及周期:常温、常压,静置2小时以上,维氏和洛氏硬度计内部校周期6个月,韦氏、巴氏硬度计1个月。
5.1.6记录标识:校准合格后,贴校准标签;校准不合格时:依实际情况,判定为:限制使用,禁止使用,维修,报废处理。
将校准结果登录在《计量器具内部校准记录表》内。
5.2高度规5.2.1校准基准:选用外校合格的量块和平台进行比对校准。
5.2.2校准环境及周期:常温,常压,静置2小时以上,校准周期为3个月。
5.2.5记录标识:校准合格后,贴校准标签;校准不合格时:依实际情况,判定为:限制使用,禁止使用,维修,报废处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计测器校管理程序1、硬度计的校程序(1)、结构说明:常用硬度计分为①章氐其计算符号为HV②布氐其计算符号为HB, ③洛氐其计算机符号为H"者之结构大致相同。
是由以下结构组成如图(一)所示:(2)、校验基准:使用外校合格的硬度计进行对比校准。
(3)、校准环境及周期:常温、常压,静置2小时以上,校准周期12个月(4)、校准步骤:(5)、判定标准:表示值误差不超过土0.02,即为合格。
(6)、记录保存:①、校准合格后,贴校准标签。
②、校准不合格时:依实际情况,判定为:暂停使用,降级使用,维修,报废处理。
③、将校准结果登录在DF4221-02《检测仪器活单》表格。
2、深度尺校程序:(1)、结构概述:深度尺是用来测量肓孔,梯形孔及凹槽等深度尺寸的量具,结构组成如图(二)所示:(2)、校准基准:标准量块(外校合格的标准块)。
(3)、校准环境及周期:常温,常压,静置2小时以上,校准周期12个月。
(4)、校准步骤:(5)、判定标准:表示值误差不超过±0.04MM即判为合格(6)、记录保存:①、校准合格后,贴校准标签②、校准不合格时,依实际情况,判定为暂停使用,降级使用,报废处理③、将校准结果登录在DF4221-02《检测仪器活单》表格。
3、高度尺校程序:(1)、结构概述:高度尺是用来测量工件的中央相互位置和精密划线的量具,其主要由以下结构组成,如图(三)所示:3303. &?5Wr. 4|^n招 网 50mm 4pn&7 14 .M 5Q-75n--n S^ni畛 *15 相 3203-100 M : 彻曲WHArnrr6|xii113 73 掣g 愧At WSdSamE T&fl lU '5 * : 150 175mrr19J 4 104 鸟m 初AC l/iiUUfflrT iW 194 1173龄坦SA£ 凶0■盐5mrr Bjpinn 144 130g 袂AC 路 5 IX 1425 渤安 1MiMHi啊 194 1颇 (2) 、校准基准:选用外校合格的量块和平台进行比对校准。
(3) 、校准环境及周期:常温,常压,静置 2小时以上,校准周期为12个月(4) 、校准步骤:项 目 步 骤校准前 1、 检查局度是否有碰撞,锈蚀,带磁,或其他缺陷。
2、 检查高度尺的刻度线及数值是否清晰可见。
3、 检查是否有影响测量精度的外观缺陷。
4、 尺框在尺身上移动应平稳,无卡住现象。
5、 锁紧装置的作用是否有效。
校准中 1、 先检查游标剑测局扑与划线量扑下平面, 与底座平面在问一水平面时, 游标零刻度线,与尺身零度刻你是否对齐?不对齐,则先调整。
2、 选择适当,又不同长度的量块,分别用高度尺,对每个量块量测2次,其 平均值与量块实际值做比对。
3、 将校量测值减去外校合格量块测数值,即为误差值。
校准后 1、高度尺遇有外观不良或须调整时,由品管部判定暂停使用,并安排外校。
(5) 、判定标准:表示值误差不超过土 0.04mm 即为合格(6) 、记录保存:① 、校准合格后,贴上校准标签。
② 、校准不合格时,依实际情况定为暂停使用,降级使用报废处理。
③ 、将校准结果登录在DF4221-02《检测仪器活单》表格。
4、外径千分尺校程序:(1) 、外径千分尺乂叫螺旋测微器,外径千分尺是由尺架,测砧,测微螺杆,微调装置, 锁紧装置,固定套筒,微分筒等组成,如图(三)所示。
外径千分尺瑚»5枝■计■值cr _i■电破fn 会濯1通111(2)、使用基准:外校合格的标准量块:(3)、校准环境及周期。
常温,常压,静置2小时以上,校准周期为12个月(4)、校准步骤:(6)、记录保存:①、校准合格后,贴上校准标签。
②、校准不符合时,依实际情况判定为暂停使用,降级使用,报废处理。
③、将校准结果登录在DF4221-02《检测仪器活单》表格。
5、卡尺校程序:(1)、结构概述:卡尺分为游标卡尺,带表卡尺,带电子显示器卡尺寸三种①、游标卡尺:游标卡尺主要用丁测量物件的外尺寸,游标卡尺主要由以下部位组成,尺身,刀口量爪、外量爪、游标,尺框,紧固螺丝,深度尺等,如图(四)所示:②、带表卡尺:带表卡尺主要由以下部份组成:尺身,刀口量爪,外量爪,尺框,紧固螺丝,深度尺,指示表等,如图(五)所示。
③、带电子显示器卡中尺:其结构主要由以下部份组成:尺身,刀口量爪,外量爪,尺框,紧固螺丝,深度尺,电子显示表组成,如图(六)所示:tv JK ^St tiidflr d NO. Q9/T 63117-93 Sliil-titiiiHlAM«蒲卖卡匿堆用覆度不慢精-姓照好的眸她理&豪炫岩$幻二知坦:雄馈盘哲耙;处毒.:WiM工制距液成-它以指示星代替传甄牌Jf标读BE至盟呼必41.财小nndaha ovei«fi»filing rnding ■-兑月E T溺标读fit瑞置同观是大的除点,恨高了工忤瓶莘和测■橱鹿疏性’因而具亩HJt离,舞者长,配情蚀,使用方便的特点,主费用于H件的闾、st尺寸、海度' 台咐苇用寸勘到测堂范围Measuring Range读数值Leading Value主襄结构尺寸伽n) Main dimensiotiL A M H B C0-150mm0.02mm23476P 403,厂1615 0-20Qmm0.02mm2848245 3.5 11617Q-30Qmm0.02mm4091096242021(2)、校准基准:①、标准量块(外校合格的标准件)。
②、选用外校合格的平■台。
③、选取用外校合格20mm®的标准量块。
(3)、校准环境及周期:常温,常压,静置2小时以上,校准周期为12个月(4)、校准步骤:(5)、判定标准:表示值误差不超过下表所列的标准即为合格:(6)、记录保存:①、校准合格后,贴上校验标签。
②、校准不合格时,依实际情况定为暂时停用,降级使用报废处理③、将校准结果登录在DF4221-02《检测仪器活单》表格。
算符号为HK,三者之结构大致相同由测贴,指示表,按键,测杆,支架等组成,如图(七) 所示:6、厚度器校程序:(1)、结构概述:厚度器分为:①、章氐计算符号HV,②、布氐计算符号为HB,③、洛氐计(2)、校准基准:选择外校合格的标准量块。
(3)、校准环境及周期:常温,常压,静置2小时以上,校准周期为12个月(4)、校准步骤:(5)、判定标准:表示值误差不超过± 0.02mm即为合格。
(6)、记录保存:①、校准合格后,贴上校准标签。
②、校准不合格,依实际情况定为暂停使用,降级使用,报废等三级处理③、将校准结果登录在DF4221-02《检测仪器活单》表格。
7、电子秤校程序:(1)、结构概述:电子秤主要由:承重和传力机构,秤重传感器,电源,电子显示器等部分组成(2)、校准基准:选用外校合格的石去码(3)、校准环境及周期:常温、常压,静置2小时,校准周期为12个月(4)、校准步骤:(5)、判定标准:显示值与石去码实际重量误差不超过下表所列数据时,判为合格⑹、记录保存:①、校验合格后,贴上校准标签。
②、校验不合格时,依实际情况定为暂停使用,降级使用,报废等三级处理③、将校准结果登录在DF4221-02《检测仪器活单》表格。
5校准周期:2年8、钢卷尺校程序。
结构概述:其结构主要有尺壳,尺身,锁紧装置等组成。
校正环境及周期:常温,常压,静置 2小时,校准周期为12个月。
(6) 、记录保存:① 、校验合格后贴上校准标签。
② 、校准不合格作降级使用或报废。
③、将校准结果登录在DF4221-02《检测仪器活单》表格。
9、环规校程序目的:加强对计量器具的管理,确保器具测量的准确性及检测结果的有效性校验围:公司使用的所有光滑环规(以下简称环规)校验环境:温度20逾C ,湿度不高丁 65%RHW 围无振动、噪声、外部干扰校准方法:用检定合格且在有效期的投影仪和径千分尺对环规规格直接校准校准步(4)(5)、判定标准:如果钢卷尺的每段误差超过土 1mM 旦全长累计误差未超过土 3mmfc 合格。
(2)、 校准基准:选用外校合格的量块.(1)、 (3)、6校准步骤:6.1取标准块对检定的投影仪、径千分尺进行使用前校准。
6.2用无尘纸沾洒精,将环规擦拭干净。
6.3目测环规使用部位应无变形、碰缺、凸起、锈蚀等其它影响精度的缺陷。
6.4检测方法:(1)通规检测方法(如图所示):将通规放在投影仪上,测量三次孔(X)的直径;(记录最小值)。
通规?A(2)止规检测方法(如图所示):用径千分尺沿圆周径方向分别测量环规上下各1mmt的直径(丫、Z)分别测量三次(各记录最大值)。
止规?B6.5判定标准6.5.1 通规:-0.005m^ ?AX< 0.005mm;6.5.2 止规:-0.005mn^ Y - ?EK 0.005mm; -0.005mm < Z - ?EK 0.005mm;以上第一条满足要求时,判定该环规通规尺寸合格;第二条满足要求时,判定该环规止规尺寸合格。
环规通止规尺寸合格基础上,外观满足 6.3要求时即可判定该环规合格。
7记录保存①、校验合格后,贴上校准标签。
②、校验不合格时,依实际情况定为暂停使用,降级使用,报废等三级处理。
③、将校准结果登录在DF4221-02《检测仪器活单》表格。
通止规校记录表DF7-06-005 校准人:日期:10、通止规校程序1目的:加强对计量器具的管理,确保器具测量的准确性及检测结果的有效性2校验围:公司使用的所有光滑通止规(以下简称通止规)3校验环境:温度20逾C,周围无振动、噪声、外部干扰4校准方法:以检定合格且在有效期的千分尺对通止规直接校准5校准周期:2年6校准步骤:6.1取标准块对校验的千分尺进行使用前校准。
6.2用无尘纸沾洒精,将通止规擦拭干净。
6.3检查通止规使用部位应无变形、碰缺、凸起、锈斑等其它影响精度的缺陷。
6.4检验时用千分尺分别测量如图所示的部位,通端部位沿圆周方向测量均布的三个直径(止端部位沿圆周方向测量均布的一个直径),通端记录最大值,止端记录最小值。
觥。
16.5校准完后对通止规进行防锈维护判定标准:A、B、C相应位置中最大值7.1通端: ⑴ 0W MAX( A 8 C)-① K 0.005mm⑵0 < MAX(A B、C)-MIN( A、Ek C) < 0.005mm以上两点均满足判定该通止规通端尺寸合格7.2止端:D相应位置中最大值⑴ 0W ① 2-DW 0.005mm以上满足判定该通止规止端尺寸合格通止规尺寸合格基础上,外观满足 6.3要求时即可判定该通止规合格。
8表格(如下:环规校记录表)环规校记录表DF7-06-005 校准人:日期:。