均匀布料的控制方法在120t转炉中的应用
120t转炉课程设计

120t转炉 课程设计一、课程目标知识目标:1. 学生能够理解并掌握120t转炉的基本结构及其在钢铁冶炼过程中的作用。
2. 学生能够描述转炉冶炼过程中涉及的主要化学反应及物理变化。
3. 学生能够掌握冶炼参数对钢水质量的影响,如温度、氧气流量等。
技能目标:1. 学生能够运用所学知识,分析并解决转炉冶炼过程中出现的问题。
2. 学生能够通过实验和模拟操作,掌握转炉冶炼的基本操作技能。
3. 学生能够运用数据分析和处理方法,对冶炼过程进行优化。
情感态度价值观目标:1. 培养学生对冶金工程领域的兴趣,激发他们探索冶炼技术的热情。
2. 培养学生的团队协作精神,使他们学会在合作中共同解决问题。
3. 增强学生的环保意识,让他们认识到冶炼过程对环境的影响,并提倡绿色冶炼。
课程性质分析:本课程为工程技术类课程,侧重于转炉冶炼技术的实际应用。
课程内容与实际生产紧密结合,注重培养学生的动手操作能力和问题解决能力。
学生特点分析:高二年级学生对基础知识有一定的掌握,具备初步的实验操作能力。
学生对新鲜事物充满好奇,但注意力容易分散,需要通过生动有趣的教学方法来吸引他们。
教学要求:1. 结合课本内容,设计丰富的教学活动,使学生在实践中掌握知识。
2. 注重启发式教学,引导学生主动思考、探索和解决问题。
3. 强化实验和操作技能的培养,提高学生的实际操作能力。
4. 定期进行教学评估,确保课程目标的实现。
二、教学内容1. 转炉冶炼的基本原理与工艺流程:包括转炉的结构、冶炼原理、冶炼过程中的物理和化学反应等,对应课本第三章第一节。
2. 转炉冶炼操作技术:涉及冶炼参数的调整、冶炼过程的控制、操作要领等,对应课本第三章第二节。
3. 冶炼过程中的质量控制:介绍如何通过控制冶炼参数保证钢水质量,包括温度控制、成分调整等,对应课本第三章第三节。
4. 转炉冶炼设备与自动化:介绍转炉的主要设备及其作用,探讨自动化技术在转炉冶炼中的应用,对应课本第三章第四节。
120吨转炉课程设计
120吨转炉课程设计一、课程目标知识目标:1. 学生能够理解并掌握120吨转炉的基本结构及其工作原理,包括炉体、倾动装置、燃烧器等关键组成部分。
2. 学生能够描述120吨转炉冶炼过程中的物理变化和化学变化,并掌握冶炼过程中的能量转换关系。
3. 学生能够掌握120吨转炉冶炼过程中常见的故障及其原因,并了解相应的处理方法。
技能目标:1. 学生能够运用所学的知识,分析和解决实际生产中120吨转炉的运行问题。
2. 学生能够运用数据计算方法,进行120吨转炉冶炼过程中的热平衡计算。
3. 学生能够通过小组合作,设计并实施120吨转炉的模拟冶炼实验。
情感态度价值观目标:1. 学生能够增强对冶金工程领域的兴趣,培养主动学习和探究的精神。
2. 学生能够认识到120吨转炉在国民经济中的重要作用,增强社会责任感和使命感。
3. 学生能够通过课程学习,培养团队合作意识,提高沟通与协作能力。
课程性质:本课程为实践性较强的专业课,旨在让学生通过理论学习与实际操作相结合,全面掌握120吨转炉的相关知识。
学生特点:学生处于高年级阶段,具有一定的专业知识基础,具有较强的逻辑思维能力和动手操作能力。
教学要求:教师应注重理论与实践相结合,充分运用案例分析、小组讨论、实验操作等多种教学手段,提高学生的综合运用能力。
在教学过程中,关注学生的学习进度,及时调整教学策略,确保课程目标的实现。
通过课程学习成果的分解,为后续的教学设计和评估提供依据。
二、教学内容本课程教学内容依据课程目标,结合课本相关章节,进行以下安排:1. 120吨转炉的基本结构与工作原理- 炉体结构及功能- 倾动装置及其操作原理- 燃烧器类型及作用- 冶炼过程中物料与能量平衡2. 冶炼过程中的物理与化学变化- 冶炼过程中的温度控制- 物理变化与化学变化的相互关系- 冶炼过程中的杂质去除与元素调整3. 120吨转炉冶炼过程常见故障及其处理方法- 故障原因分析- 故障诊断与处理方法- 预防措施及维护保养4. 120吨转炉冶炼实验- 实验目的与要求- 实验步骤与方法- 实验结果分析5. 热平衡计算与应用- 热平衡计算的基本原理- 热平衡计算在实际生产中的应用- 提高热效率的方法与措施教学进度安排如下:第一周:基本结构与工作原理第二周:冶炼过程中的物理与化学变化第三周:常见故障及其处理方法第四周:冶炼实验与热平衡计算教学内容与课本章节紧密关联,注重科学性和系统性,通过理论与实践相结合,使学生在掌握专业知识的同时,提高实际操作能力。
120t转炉技术规格书
120t转炉技术规格书江鑫钢铁有限公司120t转炉炼钢车间转炉订货技术规格书唐山福海技术开发有限公司2007-09-19120t复吹转炉订货技术规格书1.本技术条件为120t转炉项目制定。
2.120t转炉项目之转炉本体、倾动、支撑及润滑系统依本技术条件进行订货和供货。
3.技术参数1)转炉公称容量120t2)转炉座数1座3)转炉平均出钢量125t4)转炉最大出钢量138t4.技术要求1)转炉挡渣形式挡渣球或挡渣塞2)转炉修炉方式上修炉3)转炉冷却方式水冷炉口、炉帽、托圈(有压回水)4)转炉倾动速度0.2~0.85r/min(变频电机)5)转炉倾动驱动方式四点全悬挂减速机6)转炉倾动力矩300tm7)操作方式全正力矩8)炉体支撑方式三点球铰支撑9)耳轴与托圈连接形式过赢配合,轴向销加法兰联接10)轴承座传动端为固定支座、从动端采摆动支座11)炉壳材料16MnR探伤托圈12)耳轴锻件,耳轴块用铸钢件13)炉嘴、炉身联接方式法兰联接14)炉口直径Φ2900mm5.供货范围1)转炉本体1套2)转炉托圈1套3)转炉倾动装置1套4)传动侧耳轴轴承座1套5)非传动侧耳轴轴承座1套6)炉体支撑装置1套7)润滑系统1套8)冷却系统1套9)螺栓、螺母、埋头螺栓各1套10)倾动角度指示装置1套11)复吹旋转接头1套12)冷却水旋转接头1套13)炉口水冷系统1套14)下止动托座1套15)挡渣裙板1套6.制造安装要求1)水冷炉口采用焊接结构。
2)出钢口的位置和角度处于最佳状态,分体装配时要保证装配精度。
3)托圈两耳轴的同轴度小于0.5mm。
4)耳轴轴承采用进口名牌产品。
5)设备验收按YB/T036和图纸设计要求执行。
7.技术资料1)设计方3日内提供给供货方工艺布置图。
2)供货方在一周内提供给用户和设计单位有关供货设备全部技术资料。
包括:转炉基础地脚螺栓布置图、基础负荷及相关介质资料(水、电、气等);●转炉及倾动机构总装配图;●满足用户进行电控、仪控系统配套所需的资料;3)以上资料均为一式三份。
120T转炉炼钢课设

学号:*********河北联合大学成人教育毕业设计说明书论文题目:120转炉炼钢设计学院:河北联合大学继续教育学院专业:大专班级:12冶金*名:**指导教师:***2014 年11 月20 日目录目录 (1)序言 (2)120T 转炉炉型设计 (2)1.设计步骤 (2)2.炉型设计与计算 (2)3.炉衬简介 (5)120T 转炉氧枪喷头设计 (7)1.原始数据 (7)2.计算氧流量 (7)3.选用喷孔参数 (7)4.设计工况氧压 (7)5.设计炉喉直径 (8)6.计算 (8)7.计算扩张段长度 (8)8.收缩段长度 (8)9.装配图 (8)120T 转炉氧枪枪身设计 (9)1.原始数据 (9)2.中心氧管管径的确定 (9)3.中层套管管径的确定 (10)4.外层套管管径的确定 (10)5.中层套管下沿至喷头面间隙的计算 (10)6.氧枪总长度和行程确定 (11)7.氧枪热平衡计算 (11)8.氧枪冷却水阻力计算 (11)结束语 (13)参考文献 (14)致谢 (15)序言现在钢铁联合企业包括炼铁,炼钢,轧钢三大主要生产厂。
炼钢厂则起着承上启下的作用,它既是高炉所生产铁水的用户,又是供给轧钢厂坯料的基地,炼钢车间的生产正常与否,对整个钢铁联合企业有着重大影响。
目前,氧气转炉炼钢设备的大型化,生产的连续化和高速化,达到了很高的生产率,这就需要足够的设备来共同完成,而这些设备的布置和车间内各种物料的运输流程必须合理,才能够使生产顺利进行。
转炉是炼钢车间的核心设备,设计一座炉型合理满足工艺需求的转炉是保证车间正常生产的前提,而炉型设计又是整个转炉设计的关键。
120T 转炉炉型设计1. 设计步骤1.1 列出原始条件:公称容量,铁水条件。
废钢比,氧枪类型以及吹氧时间等。
1.2 根据条件选炉型1.3 确定炉容比1.4 计算熔池直径,熔池深度等尺寸1.5 计算炉帽尺寸1.6 计算炉身尺寸1.7 计算出钢口尺寸1.8 确定炉衬厚度1.9 确定炉壳厚度1.10 校核 H/D1.11 绘制炉型图2. 炉型设计与计算2.1 本次设计任务:设计 120T 转炉炉型(1) 原始条件炉子平均出钢量为 120t ,钢水收得率为 90% ,最大废钢比取10% ,采用废钢矿石法冷却。
120t转炉安装技术及应用
黪 、 h— 一 盎 出 丞
一
一
~
斗
,
≥ ~ 一
一 ~
一
一
,
~,Βιβλιοθήκη 固J J — 卜 B .
L 2
I
I
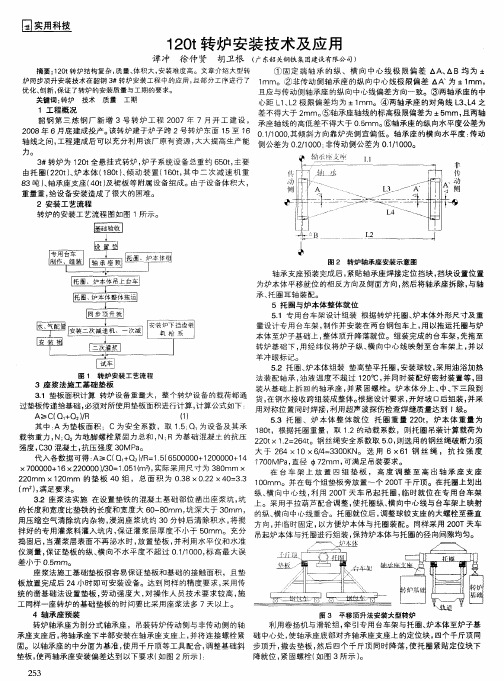
豳 2 转 炉 轴 承 座 安 装 示 意 图
轴承支座预装完成后 , 紧贴轴承座焊接定位挡块 , 挡块设置位置 为炉本体平移就位 的相反方向及 侧面方向 , 然后将 轴承座拆除, 与轴
1 0 转 炉 安 装 技 术及 应 用 t 2
谭冲 徐仲贤 胡卫根 ( 东韶 关钢 铁 集 团建 设 有 限公 司 ) 广
① 固定 端 轴 承 的 纵 、 横 向 中 心 线 极 限 偏 差 △A、 △B均 为 4 -
摘 要 :2 t 炉 结 构 复 杂 , 量 、 积 大 , 装 难 度 高 。 文 章 介 绍 大 型 转 10 转 质 体 安 炉 同 步顶 升 安 装 技 术 在 韶 钢 3 转 炉 安装 工 程 中 的应 用 ,A ̄ 分工 序 进 行 了 1 J- ] I mm。② 非传动侧轴承座 的纵 向中心线极 限偏 差 AA 为 41 、 - mm, 优 化 、 新 , 证 了转 炉 的 安 装质 量 与 工 期 的 要 求 。 刨 保 且应与传动侧轴承座 的纵 向中心线偏差方向一致。③两轴承座 的中
关键词 : 转炉
技术
质量
工期
心距 L 、2极 限偏 差均 为 ±1 1L mm。④ 两轴承座的对角线 L 、4之 3L
1 工 程概 况 差 不得大于 2 mm。 ⑤轴承座轴 线的标高极限偏差为 45 - mm, 且两轴 韶 钢 第 三 炼 钢 厂 新 增 3号 转 炉 工 程 2 0 0 7年 7月 开 工 建 设 , 承 座 轴 线 的 高低 差不 得 大 干 05 mm。 轴 承座 的纵 向水 平度 公 差 为 ⑥ 20 0 8年 6月底 建成 投产 。 转炉 建 于 炉 子跨 2号转 炉 东 面 1 该 5至 1 6 011 0 , 倾 斜 方 向靠 炉 壳 侧 宜 偏 低 。 轴 承 座 的横 向水 平 度 : 动 . 0 0其 / 传 轴线之间, 工程 建 成 后 可 以充 分利 用 该 厂 原 有 资源 , 大大 提 高 生 产 能 侧 公 差 为 O21 0 非 传 动侧 公 差 为 O11 0 。 . 0 0: / . 0 0 / 力。 3 #转 炉 为 1 0 全 悬 挂 式 转炉 , 子 系统 设 备 总 重 约 6 0 , 2t 炉 5 t主要
120吨转炉工艺技术操作规程

3.9、供氧:零位按+100mi控制,根据化渣情况合理调整枪位。
1、按分阶段定量装入
炉龄(次)
1〜5
6〜
铁水
炉容比
V/T1
0.905
炉口直径
d0
mm
2618
溶池直径
d1
mm
4774—
溶池深度
h1
mm
1300
出钢口直径
d2
mm
160
炉底总厚度
mm
720
炉底直径
mm
4190
炉衬总厚度
mm
炉底:970+70大面处:740+115出钢面:640+70
氧枪参数:
长度21.9m
直径:①273,①168
工作压力:0.75-1.0 MPa
出钢温度:1700—1780C;
3.5、开新炉补SiFe量:按含[Si]1.0%配加
1.0—铁水含[Si]%
SiFe量=X铁水量+(1300-1)x4(Kg)
SiFe含Si%
t:铁水实际温度 一般情况下:(仅供参考)
铁水含[Si]%
0.3
O.4
O.5
O.6
0.7
0.8
SiFe配加量Kg
950
800
700
T100 300 600 800 1300 1300 1300C
⑤开吹5000NrVh,逐渐增加到8000NrVh左右流量吹氧,按对比温差,增减氧气流量,
150分钟结束。
2.4、烘炉后炉况检查:
2.4.1、烘炉结束,提起氧枪至最高位;
2.4.2、抽出测温热电偶;
120t转炉课程设计

120t转炉课程设计一、课程目标知识目标:1. 学生能理解并掌握120t转炉的基本结构、工作原理及操作流程。
2. 学生能够掌握120t转炉冶炼过程中的物理、化学变化,及其对冶炼质量的影响。
3. 学生能够了解并描述120t转炉冶炼过程中的能源消耗、环保要求及安全操作规程。
技能目标:1. 学生能够运用所学知识,进行120t转炉冶炼过程的模拟操作。
2. 学生能够分析冶炼过程中出现的问题,并提出合理的解决方案。
3. 学生能够通过小组合作,完成120t转炉冶炼操作的实践任务。
情感态度价值观目标:1. 培养学生热爱冶金专业,增强对冶炼行业的职业认同感。
2. 培养学生严谨的科学态度,提高对冶炼过程中安全、环保的认识。
3. 培养学生团队协作精神,增强沟通与表达能力。
本课程针对高年级学生,结合冶炼专业特点,以提高学生实际操作能力和综合运用知识的能力为教学要求。
课程目标具体、可衡量,旨在使学生能够掌握120t转炉的相关知识,具备实际操作技能,同时培养积极的情感态度和价值观。
为实现课程目标,将分解为具体的学习成果,为后续的教学设计和评估提供依据。
二、教学内容1. 120t转炉结构及工作原理:讲解转炉的构造、各部件功能及工作原理,使学生了解转炉的基本组成和操作原理。
教材章节:第二章《转炉结构与原理》2. 冶炼过程中的物理化学变化:分析冶炼过程中金属熔炼、氧化还原等反应,探讨其对冶炼质量的影响。
教材章节:第三章《冶炼过程中的物理化学变化》3. 冶炼操作流程及模拟操作:详细介绍120t转炉冶炼的操作流程,指导学生进行模拟操作,提高实际操作能力。
教材章节:第四章《冶炼操作流程》4. 能源消耗、环保与安全:讲解冶炼过程中的能源消耗、环保要求和安全操作规程,提高学生的环保意识。
教材章节:第五章《冶炼过程中的能源、环保与安全》5. 实践操作与问题分析:组织学生进行小组合作,完成120t转炉冶炼操作的实践任务,分析冶炼过程中可能出现的问题,并提出解决方案。
120吨转炉技术参考Microsoft Word 文档[1]
![120吨转炉技术参考Microsoft Word 文档[1]](https://img.taocdn.com/s3/m/ac4d34d0c1c708a1284a4437.png)
120吨转炉转炉修砌技术参考120吨转炉整体承包招标书一、120吨转炉修砌技术要求:1、转炉砌炉后的炉型要严格符合承包方提供的炉型的内衬尺寸;实施综合砌炉,炉衬各部位达到同步侵蚀速度。
2、按北京钢铁研究总院设计的底吹透气元件安装位置进行砌筑,共八块透气元件。
3、底吹透气护砖采用奥美公司的VRS82B003砖和钢铁研究总院双环缝式底吹供气元件,透气量及理化性能指标达到工艺要求。
底吹元件寿命达到与炉龄同步,否则,因底吹元件质量或底吹元件安装问题造成中途停用时,分清责任对钢铁研究总院或转炉砌筑投标方进行5000~10000元/支的扣款,发生重大事故时投标方负责经济赔偿。
4、投标方砌筑时要保证透气元件的安全,处理好透气元件与炉底周边的缝隙。
5、在烘炉、开炉及正常使用过程中,投标方及时进行现场技术服务,做好指导提高炉龄的工作。
6、在实施溅渣护炉的情况下炉龄≥10000炉;在不实施溅渣护炉的情况下耳轴部位侵蚀速度≤0.15㎜/炉,前后大面侵蚀速度≤0.2㎜/炉;在整个炉役期间,要求炉衬耐冲刷、抗氧化性强,不出现炉衬抽砖特别是炉帽、炉口掉砖事故;炉衬各部位特别是炉帽部位不出现镁碳砖粉化现象。
7、出钢口部位修砌要求采用出钢口整体大砖和套砖组合式。
8、砌筑时要用木锤敲打,让砖与砖之间靠紧、挤紧,做到严丝合缝;工作层与永久层砌筑要求前后环间砖缝错开,避免环缝相通,砖缝层层要交错。
9、膨胀缝:由投标方根据所供炉衬砖自行决定。
10、炉底、炉身、炉帽永久层和工作层采用干砌,出钢口采用湿砌。
为了保证炉底修砌质量和砌筑进度、炉底必须进行予砌。
11、开炉后2天至炉衬砖残厚300㎜左右时,转炉冶炼过程中炉壳外的温度不超过200℃.12、出钢口套管的使用寿命≥150炉/支。
二、招标方的责任:1、提供中冶华天设计的传洋集团公司120吨转炉砌砖图,该图只作为炉型图,仅供投标方参考。
2、为转炉修砌创造条件:即在转炉的机械、电气、润滑、汽化冷却系统、除尘系统、散状料系统等安装、调整、试车完毕,并检查验收合格,转炉与氧枪、烟罩提升等联动试车符合要求,在具备砌炉开始的条件下,方可进行砌炉作业。
120吨转炉工艺技术操作规程

12日钢120吨转炉冶炼技术操作规程345炉型参数6氧枪参数:78长度 21.9m9直径:Φ273,Φ168工作压力:0.75-1.0 MPa 10马赫数Ma :1.9811喉口直径:38.9mm12出口直径:51mm13夹角:13 。
14120吨转炉冶炼技术操作规程1516转炉冶炼开新炉检查171819120吨转炉冶炼技术操作规程20转炉冶炼开新炉烘炉212223120吨转炉冶炼技术操作规程24转炉冶炼开新炉烘炉2526272829120吨转炉冶炼技术操作规程30转炉冶炼开新炉313233120吨转炉冶炼技术操作规程34转炉冶炼开新炉35363738120吨转炉冶炼技术操作规程39转炉冶炼装入制度4041424344转炉冶炼钢铁料装入46474849转炉冶炼钢铁料装入515253转炉冶炼供氧555657转炉冶炼供氧596061转炉冶炼供氧63646566转炉冶炼供氧6869 7071 120吨转炉正常吹炼顺序(冶炼周期35分)72 吹73 下 炼 点 提 下 提 74 枪 开 火 枪倒 枪 枪7576 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118119 120 121 122 123124 120吨转炉紧急停吹顺序125 吹 紧 126 顺127 下 炼 点 提 下 急 128 序129 枪 开 火 枪倒 枪 停 130 复131132 位133 134 135 (min 136 137138 待 吹 139 (8.0m 140 氧 141 枪 142 枪143 位 144 145 146 147148 149 150151 氧 紧急切断阀152 气 快速切断阀153 系 压力调节阀154 统 流量调节阀155156 氮 紧急切断阀157 气 快速切断阀158 系 压力调节阀159 统 流量调节阀160161162 163 480 164 底 主 165 管166吹 供 167 气168 系 流 169 量170 统 171 172 173 174 175 176 177178 120吨转炉停电或风机停止吹炼顺序179 吹 紧 180 顺181 下 炼 点 提 下 急 182 序183 枪 开 火 枪倒 枪 停 184 复185 加废钢 始 炉 止 186 位187 对 铁 水 吹炼 吹炼 测188 冶炼周期 装 料 期 前期 吹炼中期 后期 温 点吹 189 (min ) 2 2 3 9 3 2 2 190 冶炼计时191192 待 吹 点 193 (8.0m ) 194 氧 3.0m 195 枪 2.8m196 枪 2.6m197 位 2.4m198 2.2m 199 2.0m 200 1.8m2011.6m202 1.4m203204205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232233 120吨转炉冶炼技术操作规程234 转炉冶炼 供 氧2357、氧枪系统设备、介质主要技术参数 236 7.1、枪身参数及工作点、喷头标高 237238239 240241 7.3、介质参数:242 冷却水:压力1.6MPa ,给水温度≤40℃,回水≤50℃,流量Q =180m 3/h ;243 氧 气:供氧强度3.41~3.85Nm 3/t.min ,纯度≥99.60%,工作压力O.75- 1.20Mpa ; 244 氮气(溅渣):纯度≥99.6%,无袖、无水、使用压万0.8~0.9Mpa ; 245 7.4、升降及横移设备性能参数:246 7.4.1、氧枪用直流电机升降,横移为交流驱动; 247 7.4.2、升降速度:快速 40m/min ; 248 慢速 4m/min ;249 横移小车行程: 3.6m ;250 速 度: 3 m/min ;251 252253254255120吨转炉冶炼技术操作规程256转炉冶炼造渣257258 259260261 120吨转炉冶炼技术操作规程262 转炉冶炼 造 渣263264 265 266 267269270120吨转炉冶炼技术操作规程271转炉冶炼造渣272273275276120吨转炉冶炼技术操作规程277转炉冶炼开新炉278280281282 120吨转炉冶炼技术操作规程283 转炉冶炼 造 渣2849、主要设备性能285 9.1炉顶高位料仓(每座转炉一套) 286287288 L-9设备性能289290120吨转炉冶炼技术操作规程291转炉冶炼温度制度292293294120吨转炉冶炼技术操作规程295转炉冶炼终点控制原则296297298299300120吨转炉冶炼技术操作规程301转炉冶炼出钢及脱氧合金化302303304305120吨转炉冶炼技术操作规程306转炉冶炼出钢及脱氧合金化307308309120吨转炉冶炼技术操作规程310转炉冶炼出钢及脱氧合金化311312313314120吨转炉冶炼技术操作规程315转炉冶炼出钢及脱氧合金化316317318319120吨转炉冶炼技术操作规程320转炉冶炼出钢及脱氧合金化321322323120吨转炉冶炼技术操作规程324转炉冶炼出钢及脱氧合金化325326327120吨转炉冶炼技术操作规程328转炉冶炼出钢及脱氧合金化3293304、主要设备性能及操作要点:3314.1 转炉普通铁合金加料系统:3324.1.1 设备概况:333由16个料仓(每个料仓设高低料位检测,每个料仓下设一台手动插板阀及一台振334动给料器),五个称量斗,一条皮带机C5组成。
120 t 活炉底复吹转炉炉型控制工艺实践
120 t 活炉底复吹转炉炉型控制工艺实践吕安明,郭传奇(特钢事业部)摘要: 针对120 t 活炉底复吹转炉在生产中易出现的炉底高度波动大,钢渣两侧大面凹陷,熔池部位形状不规则和炉口粘渣内径波动等现象,采取了动态控制炉底高度,合理维护两侧大面,量化控制炉口粘渣内径等措施后。
炉底高度稳定在6. 60 ~ 6. 80 m,钢渣两侧大面无凹坑,熔池、渣线部位无明显凹槽,炉口粘渣内径稳定在1. 90 ~ 2. 35 m,转炉炉型保持稳定受控状态,为转炉操作提供了有利条件。
关键词:转炉; 炉型; 溅渣; 碱度0 前言在实际生产过程中活炉底复吹转炉炉型控制难度较大,比如炉底上涨和下陷,出渣侧和出钢侧大面凹陷,熔池﹑渣线﹑炉帽部位形状不规则,炉口内径缩小等。
这些现象如果处理不恰当,一是会引起炉容比[1]变小,操作困难加重喷溅程度; 二是存在吹炼死角[2],过程化渣不透; 三是一方面兑铁加废钢困难,另一方面易造成烟道内壁粘渣。
1 炉型变化成因分析1. 1 炉底上涨和下陷莱钢特钢事业部炼钢二车间120t 活炉底复吹转炉生产钢种较为复杂,包括轴承、齿轮、合结、螺纹、普碳等约十余个钢种。
每一类钢种对终点渣况,终点钢水碳含量﹑出钢温度﹑炉渣氧化性的要求均不同。
如同一座转炉长时间连续生产终点渣较粘,终点钢水碳含量较高,出钢温度较低,炉渣氧化性较弱的钢种,熔池部位的溅渣层会增厚,炉底会出现上涨,反之就会出现炉底下陷的情况。
生产中要求炉底控制稳定,炉底上涨会影响底吹透气元件透气效果,炉底下降无法确保炉底安全运行。
1. 2 熔池、渣线部位形状不规则在炉役生产过程当中,活炉底复吹转炉由于存在底吹气易从炉底砌炉砖砖缝中涨出的隐患,使炉壳发红。
为了保证炉底的安全,一般将炉底的深度控制在接缝以上的位置,这样就造成熔池上移,吹炼过程中的渣钢界面化学反应(FeO) + C = CO↑+ Fe[3],在熔池四周形成一圈凹槽; 在转炉拉碳放钢过程中受钢水浸泡侵蚀在熔池钢面和渣面部位易形成一块大凹坑; 在炉体维护时倒入熔池部位的补炉料层熔结后,也会使熔池部位的形状变得不够规则[4]。
120吨转炉机械使用规程
3.3 兑铁水时,须将转炉向前动30-45度,然后随着翻铁将炉壳逐渐倾 转至60-70度,防止铁水溅到炉外(新开炉除外)。 3.4 倾 动3.5转换炉 氧枪小
3.6 氧枪供氧压力在0.8-1.3MPa内可调。
3.7 下枪、提枪时,必须认真观察枪位.氧枪上升或下降到极限位置时 仍然运动,应立即停电向调度室和维修人员报告异常情况,派专业人员 进行处理。
2.1.6 通知维修人员向炉口、氧枪、下料口水套送水,要求炉口、炉帽 和托圈出水流量≥80m3/h,要求氧枪、下料水套出水流量≥30m3/h,检 查回水正常后方可生产。
2.1.7 换枪小车上必须备有二支枪,备用氧枪可随时投入生产的状态.小 车定位装置能够达到准确定位的状态。
2.1.8 氧枪计算机控制系统调试应达到信号功能准确、枪位控制精度为 20毫米之内;供氮系统也应调整无误,氮气压力在0.45MPa以上方可生 产。 2.2报告调度室通知除氧室软水加压,并向汽包和汽化烟罩送水,冬季 生产须打开引射蒸汽阀门,生产正常后则关闭,除氧软水压力在 1.9MPa以上方可生产,锅炉补水泵变频调节正常。 2.3计算机联锁信号准确无误,控制指令能准确到位。 2.4对各种设备、装置的具体要求内容: 2.4.1倾动系统具体要求如下:
4.8 停炉工作完成后,转炉车间认真填写生产记录,写明停炉的炉号、 原因、时间及进行停炉工作的内容情况。
4.9 停炉后,报告调度室通知维修人员。
5 除尘系统开炉与试运行 5.1蒸发冷却器系统的具体要求如下: 5.1.1各类计量仪表确认合格。 5.1.2蒸汽与水的切断阀及调节阀完好并能够正常调节,各管路及法兰没 5.1.3双摆阀动作灵活。 5.1.4应急排灰阀及储灰仓排灰阀应在关闭状态,正常排灰阀在打开状态 5.1.5输灰机运行平稳,无异常声音。 5.1.6各氮气系统处于正常。 5.2电除尘器系统的具体要求如下: 5.2.1各类计量仪表确认合格。 5.2.2双摆阀动作灵活。 5.2.3应急排灰阀应该在关闭状态,正常排灰阀在打开状态。 5.2.4一次输灰机、集中输灰机及斗式提升机运行平稳,无异常声音。 5.2.5各氮气系统处于正常。 5.2.6刮灰机运行正常,无明显刮卡现象。 5.2.7计算机系统应运行准确,控制信号能准确到位。 5.2.8各部阀门、管道打压合格,无泄漏.阀门应动作灵活,完整可靠。
120t转炉安装技术及应用论文

120t转炉安装技术及应用摘要:120t转炉结构复杂,质量、体积大,安装难度高。
文章介绍大型转炉同步顶升安装技术在韶钢3#转炉安装工程中的应用,且部分工序进行了优化、创新,保证了转炉的安装质量与工期的要求。
关键词:转炉技术质量工期1 工程概况韶钢第三炼钢厂新增3号转炉工程2007年7月开工建设,2008年6月底建成投产。
该转炉建于炉子跨2号转炉东面15至16轴线之间,工程建成后可以充分利用该厂原有资源,大大提高生产能力。
3#转炉为120t全悬挂式转炉,炉子系统设备总重约650t,主要由托圈(220t)、炉本体(180t)、倾动装置(160t,其中二次减速机重83吨)、轴承座支座(40t)及裙板等附属设备组成。
由于设备体积大,重量重,给设备安装造成了很大的困难。
2 安装工艺流程转炉的安装工艺流程图如图1所示。
3 座浆法施工基础垫板3.1 垫板面积计算转炉设备重量大,整个转炉设备的载荷都通过垫板传递给基础,必须对所使用垫板面积进行计算,计算公式如下:a≥c(q1+q2)/r(1)其中:a为垫板面积; c为安全系数,取1.5;q1为设备及其承载物重力,n;q2为地脚螺栓紧固力总和,n;r为基础混凝土的抗压强度,c30混凝土,抗压强度30mpa。
代入各数据可得:a≥c(q1+q2)/r=1.5(6500000+1200000+14×700000+16×220000)/30=1.051(m2),实际采用尺寸为380mm ×220mm×120mm的垫板40组,总面积为0.38×0.22×40=3.3(m2),满足要求。
3.2 座浆法实施在设置垫铁的混凝土基础部位凿出座浆坑,坑的长度和宽度比垫铁的长度和宽度大60-80mm,坑深大于30mm,用压缩空气清除坑内杂物,浸润座浆坑约30分钟后清除积水,将搅拌好的专用灌浆料灌入坑内,保证灌浆层厚度不小于50mm。
带式焙烧机台车布料均匀性控制
(2)辊筛:由 多 个 辊 子 组 成,分 成 三 组,每 一 组由不同数量的辊子组成,小球辊筛、合格生球辊 筛和大球辊筛,通过辊与辊之间的间隙将不同粒 径的生球分离,大球进入大球皮带,小球进入小球 皮带,大球小球均属于不合格生球,经过处理后回 到造球料仓跟混合料一起重新再造,合格生球(粒 径一般在 8mm~16mm)进入公共皮带;
DTeocteamlbNeor.2208273 ME TA L冶LU RG金IC A设L EQ备UIPMENT 20 23总年第1228月7第期6期
带式焙烧机台车布料均匀性控制
周检平①
(中钢设备有限公司 北京 100000)
摘 要 研究生球在带式焙烧机台车上布料均匀的控制方法,利用横断面多点厚度测量数据,借助均 方差公式提供料厚均方差作为判定依据,同时借助大数据分析,找到布料最均匀的布料设备速度组合作为 控制依据,达到布料均匀的目的。
3.3 台车布料均匀性
2 410 402 409 421 411 8
台车布料均匀性主要通过雷达测料厚与人工 观察来评判。 3.3.1 雷达料位计安装
在生球入焙烧口,即辊式布料器的末端相应 的位置沿台车横断面方向均匀安装 N个雷达料 位计,以 4米宽的台车为例,设计了 4台雷达料位 计,距离台车挡板边缘 05m开始安装,然后每隔 1米安 装 1台,雷 达 料 位 计 安 装 示 意 图 如 图 2 所示。 3.3.2 布料均匀性量化
以 Wg=10m生球有效宽度,Vg=05m/s速 度,Q=480t/h合格生球量,堆密度 p=22t/m3为 例,那么堆积在公共皮带上的平均料厚为:
平 均 料 厚 H =(Q/3600)/p/(Vg ×Wg) =0121m;
由此可见,公共皮带上生球平均料厚,跟皮带 有效宽度、皮带速度、合格生球量和生球堆密度有 关,其中生球堆密度为常数,对布料均匀性分布影 响不大;公共皮带的有效宽度、速度、合格生球量 均为变量,对布料均匀性影响很大。对于一个年 产 400万吨球团的带式焙烧机生产线,一般配置 8 个造球盘,正常生产需要开启 6~8个造球盘,每 个造球盘的落料点在公共皮带上基本上是不重复 的,也就是说公共皮带落料点均分成了 8个区域, 一个造球盘对应一个区域,当然有用生球的运动 会出现部分重叠,这样相对来说均匀的分布在公 共皮带上。但是,目前大多数企业的带式焙烧机 生产线产能过剩,40% ~60%的产量也很常见,当 开启 2~4个造球盘时,公共皮带上的生球就会出 现严重的不均匀,可能出现两边高,中间没料,或 者出现中间料高,两边没料的情况,这种情况完全 是不饱和生产导致的。 3.2 宽皮带布料均匀性
120t转炉综合自动化系统的研究与应用

大速度运行 , 当设定值与 实际偏 差越 来越 小时 , 制速度也 随之 控 减小 , 最终使 氧 枪准 确 停止 在所 要 求 的位 置上 。要 达 到上 述要 求, 关键在 于找 出偏 差距 离与速度给定 之间的关 系。即偏差为多
控制 , 但相对独立 , 成 “ 岛”, 互之 间缺 少信 息 的传输 与 交 形 孤 相 换, 无法实现生产管理对 现场 生产 的 自动调 度 与信息 反馈 , 能 不
在银山型钢的转炉 系统 中 , 采用 了干 法 除尘 ( T 工 艺 作发
大型转炉煤 气净 化的方法 , 目前 世界 上主要 有两种 , 日本 以 O G法 为代 表的湿法净化系统 ( 以下 简称 O G法 ) 和以德 国鲁 奇与
转炉的一次除尘 , 以代替传统 的 O G湿 法除尘 。L T系统 由于其采
精炼 、 连铸技 术的发展 , 打破 了传 统 的转炉炼 钢模 式。 目前 由单
纯用转炉冶炼发 展 为铁水 预处理一复 吹转炉 吹炼一 炉外 精炼一 连铸这一新 的工艺流程 。这一流程 以设 备大型化 、 现代 化和连续 化为特点 , 在这种形 势下 , 炼钢流程 中, 转炉 区域的综合 自动化系 统 的实现就变得非常 的必要且重要 。 莱钢银 山型钢炼钢厂共有 10 转炉三座 , 2t 是莱钢 目前炉容最 大的三座转 炉 , 每炉 出钢 量达 到 10 , 4 t为后道 工序 的 2台板 坯连 铸机 , 1台异型坯连铸机 提供 优质钢水 , 在炼铁 一 钢 一轧钢的冶 炼
转炉大面料技术方案
转炉大面料技术方案一、前言。
咱这转炉就像个超级大胃王,天天吃铁水,可也得好好照顾它呀。
大面料在转炉里就像是给这个大胃王做内部装修,重要得很呢!下面就来唠唠咱这个转炉大面料的技术方案。
二、大面料的基本要求。
# (一)耐高温性能。
转炉里面那可是热火朝天,温度高得吓人。
大面料得像个不怕热的勇士,能在高温环境下保持稳定。
咱就好比是给转炉穿上一件超级隔热防护服,即使炉内温度达到[具体高温数值]摄氏度,大面料也不能轻易被熔化或者变形。
这就要求大面料的成分里有耐高温的材料,像[列举一些耐高温材料]之类的,这些材料就像一个个小火炉里的坚强卫士,守护着大面料的整体结构。
# (二)耐侵蚀性。
转炉里不光有高温,还有各种化学反应,那些铁水、炉渣啥的都像是一群调皮捣蛋的小怪兽,总是想侵蚀大面料。
所以呢,大面料得有很强的耐侵蚀能力。
就像给转炉内部装上一层坚不可摧的铠甲,不管是酸性物质还是碱性物质来搞破坏,大面料都能稳稳地挡住。
这就需要在大面料的配方里精心挑选一些耐侵蚀的成分,让它能在这种恶劣的化学环境下长期坚守岗位。
# (三)良好的粘结性。
大面料得紧紧地粘在转炉内壁上,不能掉链子。
这就像贴瓷砖一样,要是瓷砖粘不牢,那可就麻烦大了。
大面料的粘结性要好,能够牢固地附着在转炉壁上,这样才能保证在转炉不断运转、震动的过程中,大面料不会脱落。
这就需要在制作大面料的时候,加入合适的粘结剂,就像胶水一样,把大面料和转炉壁紧紧地粘在一起,形成一个完美的整体。
# (一)主要原料。
1. 镁砂。
镁砂可是大面料里的主力军。
它就像建筑里的坚固基石,具有很高的耐火度和耐碱性侵蚀的能力。
选择镁砂的时候,要注意它的纯度,纯度越高,效果就越好。
就像选水果一样,越新鲜、越纯正的,口感就越好嘛。
而且镁砂的颗粒大小也很有讲究,不同大小的颗粒要按照一定的比例搭配,就像搭积木一样,这样才能构建出一个稳定、耐用的大面料结构。
2. 白云石。
白云石也是个得力助手。
它含有一些特殊的成分,能够在一定程度上提高大面料的性能。
莱钢2^#转炉均匀布料自动控制系统开发应用
加入辅料来实现转炉均匀布料。第一批料下料时 间为 90 s(可设定);第二批料的下料方式为定量定 时的方法,在不同的料重的情况下,又同时按照不 同的下料时间百分比和料重百分比多次下料。在 自动模式多次下料的过程中,均匀布料预设调节档 位共有 9 档下料频率,下料过程中自动调节加减 档,保证下料平稳,温度上升稳定。 3.2 均匀布料档位自动调节控制原理
2018 年 8 月
山东冶金
第 40 卷
初值是在选择设定值归属的 8 段设定范围内任意 1 个设定范围对应的初始输出值。输出值与反馈值 之间的关系处理是为满足控制要求,对输出值与反 馈值做的比较、差值计算、差值判断控制的处理。 3.2 模糊控制模型功能
模糊控制模型包括输出值自整定、输出模糊判 断、输出自修正。输出值自整定是在手动/自动控 制进行切换时,为控制输出值选择一个最佳初值。 输出模糊判断是在对比设定值与反馈值后,选择最 佳的输出值增量来实现控制值对设定值的快速响 应。输出自修正是将输出值增量自动增加到输出 值当中,根据反馈值与设定值的变化不断调整输出 值,并建立了一定的死区范围,确保输出值不会受 信号干扰频繁调整。 3.3 手动自动控制功能
点火炉模糊控制系统分为手动控制和自动控
制。手动控制时可以人工设置输出参数,使调节稳 定在一个开度上,在压力和流量波动较大,模糊控 制调节缓慢时可以投用;自动控制为模糊控制,在 切换到自动控制时,系统先记住阀门开度位置,从 现有位置基础上进行模糊控制,控制范围满足一定 条件后能够自动锁定开度,设定值与反馈值在一定 小范围内变化时不频繁调节阀门,在稳定控制的基 础上减少频繁调节对阀门的损坏。
4结语
点火炉模糊技术在调节阀调节不准、不线性时 进行模糊控制,比 PID 控制范围更宽,能实现各种 调节下的模糊控制,控制稳定性更高,控制曲线更 加平稳,更符合工艺人员要求。且系统具有控制参 数自修定快、计算工作量小、简单实用、操作简便、 控制范围广的特点,可供其他调节系统参考。
浅谈120t转炉高拉碳低磷控制工艺
浅谈120t转炉高拉碳低磷控制工艺目的:为了降低生产成本,提高产品质量,提升中高端产品的市场竞争力,使操作人员在实际操作中能有效地做到保碳低磷,特对此工艺进行研究与实践。
关键词:高拉碳脱磷质量效果1、前言目前钢材市场不景气,企业要想获得更多利益,就得开发一些具有高附加值的品种钢。
永钢冶炼的工业材品种主要有低碳SAE系列、冷镦钢系列、号钢系列,以后还会开发一些高碳钢,链线钢、锚链钢、轴承钢等,所以高拉碳低磷工艺就显得尤为重要。
2、理论分析及研究高拉碳技术关键在于“保碳脱磷”,在高碳的情况下,钢渣的氧化性较低,脱磷需要的工艺条件不具备,如何保证低温条件下快速化渣、脱磷,这是控制技术的难点。
根据冶金热力学理论,转炉冶炼的高拉碳工艺与低磷钢控制工艺存在一定矛盾。
脱磷需要钢——渣间具备很强的氧化势,而转炉在中、高碳出钢时,由于碳氧平衡热力学规律的制约,钢水和炉渣的氧化性相对比较低,很难达到生产低磷钢水所需要的钢——渣间磷的分配系数(希望磷的分配系数控制在100以上)。
为此对脱磷反应进行了系统分析。
2.1 脱磷反应热力学分析磷在钢液中能够无限溶解,而它的氧化物P2O5,在钢中的溶解度很小,因此要去除钢中的磷,首先必须使磷氧化,并使氧化产物能够进入炉渣。
其次要把磷的氧化物固定在炉渣中,不让它再分解返回到钢液内。
按分子理论,脱磷反应是在钢————渣界面进行的,为了分析方便,以脱磷的分配比:LP=(%P2O5)/[%P]2表示炉渣的脱磷能力。
由此可以看出要提高炉渣的脱磷能力,必须增大LP和降低温度,即适当的低温、高碱度、高(FeO)含量。
影响这些因素的有关工艺参数的改变,也就改变了钢中磷的分配。
2.2 脱磷反应的影响因素2.2.1 温度的影响根据脱磷反应式可知:n(CaO)+2【P】+5(FeO)=(nCaO·P2O5)+5【Fe】(1)放热反应W[P]=W(P2O5)/KP·W5(FeO)·W5 (CaO)lgKP=40067/T—15.06(2)由上面公式可知:温度升高使K值下降,最终导致钢中[P]增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
该批次下料实际时间百分比及 该批次实际下料百分比下料
图3 均匀布料功能流程
均匀布料控制原理
图2
下料累计计算包括本炉料重累计, 本班料重累 计和本月料重累计, 不同仓下同种辅料的总重累 计。精确计算转炉辅料消耗, 实现精益管理[6]。
3.2
70
陈永生
均匀布料的控制方法在 120 t 转炉中的应用
2018 年第流程见图 2。
选择计算机下料模式 下第一批料 (吹炼 5 min 之内) 下第二批料 (吹炼 5 min 之后) 计算机均匀布料完成 根据下料 设定时间下料 称量设定值 下料完成
下料时间为 4 min 30 s; 矿石重量 3 000 ~4 000 kg, 下料时间为 5 min; 矿石重量 4 000~5 000 kg, 下料 时间为 5 min 30 s; 矿石重量>7 000 kg, 下料时间为 6 min 30 s。均匀布料控制原理如图 3 所示。
第 40 卷 第 3 期 2018 年 6 月
������������ ������������������������������������������������������
山
东
冶
金
Shandong Metallurgy
Vol.40 No.3 June 2018
������������������������������������������������������
4~20 mA
数字 数字 信号 信号
PLC PLC
振动给料筛 振动给料筛
4~20 mA
4-20mA
图1
均匀布料配置结构
2) 软件部分构成。软件采用西门子 Step7 模块 化编程, 主要包括称重信号的数据采集、 逻辑判断、 输入输出控制。画面采用 Wincc 7.0 编辑操作员操 作画面。系统以西门子工业以太网环网作为主干 控制网, 实现散装料加料系统与转炉本体的通讯。
矿石仓 矿石仓 称重变送器 称重变送器 (现场显示) (现场显示)
控制系统实现转炉本体、 散装料、 铁合金、 余热锅 炉、 干法除尘、 二次除尘、 精炼炉、 脱硫、 炉底吹氩、 循环水、 煤气加压等系统的常规控制和模型控制, 也可单独对每套系统进行控制。在炼钢转炉冶炼 过程中, 当需要加料时, 操作人员按照料种配方, 将 所需物料通过料仓下的振动给料器卸入称量斗内, 称量斗根据配方进行准确称量, 称量后的物料经过 称量斗卸入皮带传输, 汇入转炉汇总斗, 而后经过 叉车送入指定的料斗中, 经旋转溜槽一次性卸入钢 包中。采用这种转炉下料方式, 一次性加入大量的 物料, 物料分布均匀性较差, 尤其是当一次性加入 大量的烧结矿时, 容易引起钢水的温度骤变, 不利 于控制目标钢水温度, 降低了钢水质量合格率。针 对目前布料存在的问题, 开发了一种通过振动给料 筛分批次均匀布料的控制方式。
������������
1
前 言
山钢股份莱芜分公司型钢炼钢厂 1 120 t 转炉
#
料分布的均匀性, 避免了喷溅, 有利于控制目标钢 水温度。仪表技术方案为: 下料过程采用振动给料 筛, 分批次加入辅料。第一批料下料时间为 2 min 20 s (可根据工况设定) ; 第二批料的下料方式为定 量定时, 在不同料重的情况下, 均匀布料共有 8 档 下料频率, 下料过程中自动调节加减档。保证下料 平稳, 温度上升稳定。 2.3 均匀布料系统配置 1) 硬件部分构成。现场安装称重仪表、 传感器 等, 称重信号传送 PLC, PLC 采集料仓称料重量; 安 装振动给料筛, PLC 发送启动运行信号、 频率给定 信号给振动给料筛, 控制振动给料筛的启停及振动 幅度。均匀布料配置结构如图 1 所示。 4-20mA
均匀布料控制方式
均匀布料控制方式分为手动和计算机模式。 1) 手动模式: 手动称料即手动开启振动给料机, 称 料完毕, 手动开启下料振动给料筛下料, 在下料过 程中可以设定下料频率, 调节下料速率。2) 计算机 模式: 加料散装料二级模型下单后, 在上一炉放钢 过程中, 散装料控制系统接收操作人员设定的矿石 重量, 自动进行称料。在转炉冶炼期间, 计算机模 式下, 根据氧步、 料仓代码, 该矿石仓需要下料时, 自动启动振动给料筛振料, 分批次加入辅料。 吹炼 5 min 前, 第 1 批料下料时间为 2 min 20 s (可设定) ; 吹炼 4 min 后, 第 2 批料的下料方式采用 定量定时的方法, 在不同的料重的情况下, 按照料 重比例和下料时间比例多次下料。矿石重量<2
经验交流
均匀布料的控制方法在 120 t 转炉中的应用
陈 永 生
(山钢股份莱芜分公司, 山东 莱芜 271104) 摘 要: 120 t 转炉下料方式采用均匀布料的控制方式, 通过建立数学模型, 智能计算下料时间、 下料重量, 比较模型数据和
实际数据后按照下料时间比例、 料重比例, 分步多批次、 小批量的加入矿石等料种, 实现档位的自动调节。系统避免了因一 次性大量下料引起喷溅和热量损失, 提升了钢水合格率。 关键词: 转炉; 布料控制系统; 配置结构; 控制方式 中图分类号: TF345 文献标识码: B 文章编号: 1004-4620 (2018) 03-0070-02
收稿日期: 2018-01-08 作者简介: 陈永生, 男, 1982 年生, 2005 年毕业于湖南冶金职业技术 学院钢铁冶金专业。现为莱钢银山型钢炼钢厂工程师, 从事钢铁 冶金工艺技术工作。
3
3.1
均匀布料控制的实现
均匀布料档位自动调节控制
在自动模式多次下料的过程中, 均匀布料共有 8 档下料频率, 下料过程中自动调节加减档。保证 下料平稳, 温度上升稳定。具体控制方式是计算出 该批次下料比例、 下料实际时间、 下料时间比例。 在该批次下料实际时间比例>0.1 的前提下, 若该 批次实际下料比例<0.1, 则下料档位自动加 1 档; 若该批次实际下料比例>0.1, 则下料档位自动减 1 档; 对该批次下料实际时间比例每增加 0.1 进行比 较, 共比较 15 次, 保证下料时间在相应的范围内,
2
2.1
均匀布料控制系统的构成
生产工艺存在的问题
目前, 转炉使用的加料方式是一次性加入较多 重量的料, 操作简单, 无法保证物料分布的均匀性, 温度变化较大, 特别是矿石大量下料时会很容易引 起钢水温度的骤然下降, 影响钢水质量, 而且在下 料的过程中容易引起喷溅现象, 控制难度较大, 不 利于终点目标出钢温度控制。 2.2 均匀布料控制原理 转炉均匀布料控制方法克服了目前在转炉下 料过程中, 尤其是一次性加入大量烧结矿时, 引起 的钢水温度骤然下降及容易喷溅的问题, 保证了物