成品作业流程图-07-15
返工、作业流程图

做
模
2、PE 组接图纸后,按图纸要求做 好模具,交给加工车间,加工 车间在“模具清单”中登记。
PE
图纸 模具清单
试
制
3、加工车间在模具上加工的首件 产品,交品管部做首检。
加工车间
NG 首检 4、品管部按图纸要求检验合格后, 填写“品质控制记录表”并通 知加工车间。
品管部
品质控制记录 表 首检记录表
OK 5、加工车间取回“品质控制记录 表” ,安排人员生产。 加工车间 品质控制记录 表
制订
批准
日期
A726 客诉/退货处理流程图
流 程 图 内 容 说 明 责任部门/ 人员 完成 时间 完成情况 表单/ 记录
投诉、退货
业务、计划员接到客户的有 业务员、计 当天 关投诉、退货信息,开出“客 划员 户投诉/退货处理单”,交品管 部。 品管部召集相关责任单位会 品管部 审,拟定纠正 对 策 ( 返 工 、 相关部门 分选、报废等) ,品管部依实际 情况(与产品品质有关之投诉) 查验成品库存 情 况 。 将其库存品标示“待处理” 物管部 , 然后由物管部负责隔离存放。 相关责任单位依投诉内容分 析其造成原因,提出纠正预防 措施。品管部针对拟定措施 进 行 效果确认,如效果不理想, 需召集相关责任单位重新提出 对策,到品 管 部 效 果 确 认 OK,则传客户确认至满意。 品管部 生产部 工程部 计划部 业务 当天
分 选
报 废
返 工
纠正对策及时知会物管部、 及处理部门,物管部依会审结 果处理库存品,确保不良之库 物管部 存品不流入客户处,相关部门 相关部门 进行及时处理。 处理部门把良品及不良品数 量统计清楚,以便补数。
2天
数量统计
良 品
成品出入库库作业流程图
盘点作业
帐目调整 安全库存预警及呆
滞物料提报 仓库整理
作业要求
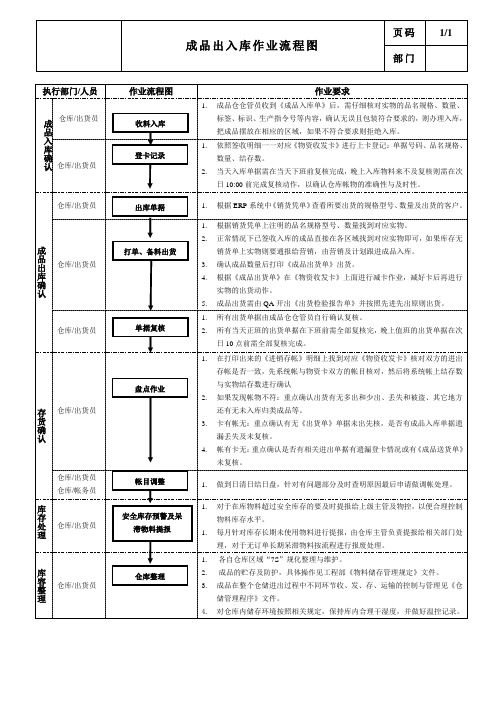
1. 成品仓仓管员收到《成品入库单》后,需仔细核对实物的品名规格、数量、 标签、标识、生产指令号等内容,确认无误且包装符合要求的,则办理入库, 把成品摆放在相应的区域,如果不符合要求则拒绝入库。
1. 依照签收明细一一对应《物资收发卡》进行上卡登记:单据号码、品名规格、 数量、结存数。
2. 当天入库单据需在当天下班前复核完成,晚上入库物料来不及复核则需在次 日 10:00 前完成复核动作,以确认仓库帐物的准确性与及时性。
1. 根据 ERP 系统中《销货凭单》查看所要出货的规格型号、数量及出货的客户。
1. 根据销货凭单上注明的品名规格型号、数量找到对应实物。 2. 正常情况下已签收入库的成品直接在各区域找到对应实物即可,如果库存无
成品出入库作业流程图
页 码 1/1 部门
执行部门/人员 成 仓库/出货员 品 入 库 确 认 仓库/出货员
仓库/出货员
成
品 出
仓库/出货员
库
确
认
仓库/出货员
存 仓库/出货员 货 确 认
仓库/出货员 仓库/帐务员
库 存 处 仓库/出货员 理
库
登卡记录 出库单据 打单、备料出货
日 10 点前需全部复核完成。 1. 在打印出来的《进销存帐》明细上找到对应《物资收发卡》核对双方的进出
存帐是否一致,先系统帐与物资卡双方的帐目核对,然后将系统帐上结存数 与实物结存数进行确认 2. 如果发现帐物不符:重点确认出货有无多出和少出、丢失和被盗、其它地方 还有无未入库归类成品等。 3. 卡有帐无:重点确认有无《出货单》单据未出先核,是否有成品入库单据遗 漏丢失及未复核。 4. 帐有卡无:重点确认是否有相关进出单据有遗漏登卡情况或有《成品送货单》 未复核。
成品设备检验流程
陕西众森电能科技有限公司检验申请单申请日期设备名称设备编号数量(台)生产预计完成时间申请检验时间申请人备注生产主管:陕西众森电能科技有限公司成品检验单设备名称设备型号设备编号生产单位检验日期检验员项次检查项目检查结果备注合格不合格123456789101112判定结果□允收□拒收□返工□其它(注明): 核准检验员陕西众森电能科技有限公司Gsolar Power Co., Ltd成品检验报告Inspection Report设备编号Equipment No.检验日期Inspection date软件Software 1软件、说明书、OFFICE的安装(Install windows, office, and instruction manual.)2 图像清晰(Image is clear.)3软件各项功能运转正常(All the functions of the software are available.)安装Assemble 1布线合理、工整、美观(Wiring is reasonable and neat.)2内部的清洁(包括镜子干净、掉漆是否严重)(Inside cleaning (including mirror is clear and whether the paint-shedding is serious).)3测试顶盖的上下开合速度适中(Opening and closing speed of the testing lid is suitable.)发货Delivery 1标识是否完好(包括高压危险标志、设备标签)(All the labels are complete (including high voltage symbols andmachine labels).)2 附件齐全(Spare parts are complete .)3外观整洁(撕膜干净,无划痕)(Appearance is neat and tidy.)4 特殊要求是否达到(Meet special request.)5 包装的可靠性(Packaging Reliability) 可靠主管审核Superior:质检员Inspector:附件五:质量异常通知单陕西众森电能科技有限公司质量异常通知单生产日期生产车间设备名称设备型号设备编号异常数量异常情况说明:检验员:异常原因分析:责任人:处理措施:临时措施:长期措施:责任人:预计完成时间执行成效追踪:检验员:总经理:质检主管:质检员:备注: 1.本表单生产单位必须依要求在回复期限内完成。
OQA(OEM)成品检验作业流程图
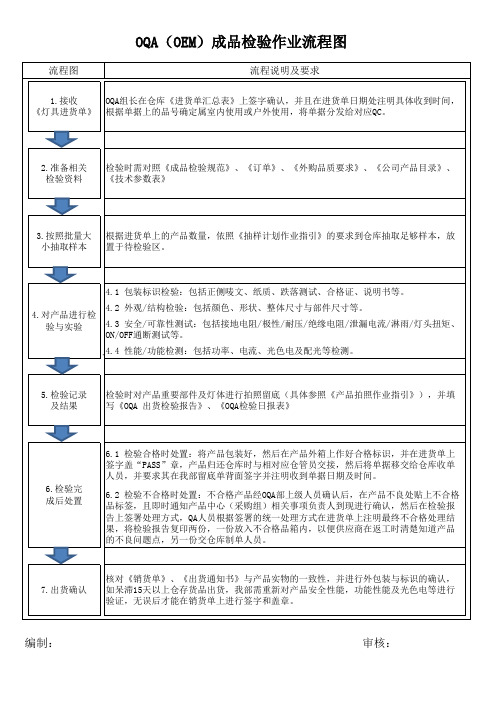
4.1 包装标识检验:包括正侧唛文、纸质、跌落测试、合格证、说明书等。
4.2 外观/结构检验:包括颜色、形状、整体尺寸与部件尺寸等。
4.对产品进行检
验与实验
4.3 安全/可靠性测试:包括接地电阻/极性/耐压/绝缘电阻/泄漏电流/淋雨/灯头扭矩、
ON/OFF通断测试等。
、4.4 性能/功能检测:包括功率、电流、光色电及配光等检测。
5.检验记录 及结果
检验时对产品重要部件及灯体进行拍照留底(具体参照《产品拍照作业指引》),并填 写《OQA 出货检验报告》、《OQA检验日报表》
6.检验完 成后处置
6.1 检验合格时处置:将产品包装好,然后在产品外箱上作好合格标识,并在进货单上 签字盖“PASS”章,产品归还仓库时与相对应仓管员交接,然后将单据移交给仓库收单 人员,并要求其在我部留底单背面签字并注明收到单据日期及时间。
流程图
OQA(OEM)成品检验作业流程图
流程说明及要求
1.接收
OQA组长在仓库《进货单汇总表》上签字确认,并且在进货单日期处注明具体收到时间,
《灯具进货单》 根据单据上的品号确定属室内使用或户外使用,将单据分发给对应QC。
2.准备相关 检验资料
检验时需对照《成品检验规范》、《订单》、《外购品质要求》、《公司产品目录》、 《技术参数表》
成品打包作业流程图

转入车间
1.
将领好的 B 品交接给车间交接人,并在交接记录本上注明。
库 容 打包员 整 理
仓库整理
1.
打包组区域纸箱及各类标签需分区域分类存放 ,摆放要求整齐美观。
登记入账
1.
依照入库单明细一一对应《存货计数账》进行记录:日期、母件编号、来源 单号、收入数量、发出数量、结存数。
打包员
打印领料单
1.
根据 PMC 计划开出的返修计划单,打出《领料单》 ,领料单需找工程、品质、 生产确认签字。
返 修 成 打包员 品
打包员
领取 B 品
1.
领取 B 品需对应计划表上的车间、线别,核对实物的型号及数量。
封箱贴标签 封箱贴标签
品质/QA
品质/QA
品质确认
主要确认标签内容是否正确,内箱及外箱标识是否一致,合格则 QA 加盖合 格章。不合格则要求打包组进行返工。
产 打包员 品 转 出 确 认 打包员
1. 成品入库
将 QA 确认 OK 的产品打包封箱并转入成品仓库,开出成品入库单,注明: 生产指令号、日期、产品型号、数量、车间、线别。
页码
1/1
包装组作业流程图
部门
执行部门/人员
作业流程图
1.
作业要求
打包员不定期到生产车间查看是否有生产检验完成的成品或车间电话知会打 包组进行成品接收。 打包员根据车间给与的物料交接转移本明细仔细核对实物的品名规格、 数量、 标签、标示、生产指令号及有无客户合格标签核对无误后转入成品打包房等 待包装。
打包员
成品转移凭证
2.
产 品 转 入 确 打包员 认
1. 2. 3. 4. 1.
打包组根据出货指令,比对实物的型号及产品的对应客户,到仓库领取相应 外包装纸箱。 打包组负责人负责根据实物内标签内容打印及填写外箱标识 (内箱及外箱标 识需保持一致)。 打包员负责进行封箱及加贴外箱标签并通知 QA 到现场确认检验,核对成品 的品名规格、数量、标签、标示,内容一致且包装符合要求,则可以打包。 对应各客户的要求,按不同客户分别贴不同月份标签
成品出库作业流程

接销售订单 发货指令
审核 发货通知 仓库备货
台账更新 移转包装 包装作业 出货点数 开出门条 装车出货
成品出库作业流程
内容描述
责任部门 标准表格
1、客户有电传下单、邮寄下单、电话口头下单等,业务内勤都应 将它们转成订单跟踪表, 并在确认交期后回复订单。 2、客户下单时,应注意的问题。如:产品名称、规格型号、技术 参数、数量、交期的沟通等。
由点货员登记客户,清点件数无误后方可装车。并通知业 务内勤开出门条。
点货员
《登记表》
业务内勤依点货员的清点无误的信息通知后,开具出门放 行条。
营销中心 《出门放行条》
装车人员在点货员的陪同下进行装车作业。装车无误后点 货员在出门条签名确认,并凭出门条出厂。
装车单位 《出门放行条》
营销中心
《订单跟踪表》
营销中心业务内勤根据客户订单情况,开具《送货单》, 并签字。
营销中心
《送货单》
1、财务部应收人员根据营销中心业务内勤提供的《送货单 》进行资金到账情况核实无误后在送货单上签字确认。 2、业务需先发货再付款的需经财务经理同意后应收人员方 可签字,另经公司领导同意为月结客户的可直接发货。
财务部ቤተ መጻሕፍቲ ባይዱ
《汇款通知单》 《送货单》
营销中心业务内勤下达经过财务签字确认的《送货单》到 仓库,进行发货通知。
营销中心
《送货单》
1、成品仓库接到业务内勤开具财务签字确认的《送货单》
进行配货,配货主要依公司的《机型配件清单》进行配
货,并且要核对好所配实物和《送货单》上要求是否相符
。
2
、仓管员备好货后同时需对成品出厂检测、贴标,输机台
号码并登记好。
3
标准化作业流程图

标准化作业流程图生产技术部门下达检修生产任务确认人检修单位接收生产任务确认人现场勘查确认人检修单位编制预算、三措、施工进度和材料计划确认人相关部门组织审批确认人生产技术部门安排项目监理或质检人员确认人检修单位进行施工准备并办理开工许可手续确认人检修单位实施现场进行工作确认人项目监理或质检人员对继续重要工序、工艺确认确认人检修结束后,检修单位自检、互检、专检并申请验收确认人生技部组织运行、检修及建立、质检人员进行总体验收确认人生技部根据验收情况形成验收报告检修单位编制设备检修工作总结生技部根据工程量的增减审核预算检修单位办理工程竣工手续检修单位办理财务决算作业前准备阶段流程图检修、运行单位共同现场勘查形成查勘纪要检修单位查阅相关资料1检修单位编制预算、三措、施工进度和材料计划上报停电计划安排停电计划相关部门组织审批生产技术部门安排项目监理或质检人员检修单位进行施工准备并办理开工许可手续确认人安全、技术交底按材料计划准备材料按工程需要准备安全工器具检查作业工器具是否合格(特别是起重工器具)组织材料、人员进场检修线路停电验明线路确无电压在工作地两端挂主接地线检修作业阶段流程图在工作地点挂个人保安线杆塔基础检修杆塔检修2导、地线检修附件检修绝缘子、金具检修接地装置检修检修人员对杆塔各部件进行检查检修结束后拆除个人保安线监理或质检人员对重要工序、工艺进行检查检修结束阶段流程图检修结束后拆除主接地线工作人员撤离工作现场汇报调度恢复送电检修单位自检、互检、专检检修单位申请竣工验收生技部组织总体验收生技部形成验收报告检修单位编制设备检修工作总结生技部根据工程量的增减审核预算检修单位办理工程竣工手续检修单位办理财务决算34架空输电线路缺陷管理办法A.1 制定线路缺陷标准为便于线路运行、检修人员以及群众护线员及时发现线路缺陷,并对缺陷的种类及对线路安全运行造成的危害程度进行分析、判断,各输电线路运行单位应按线路的基本构成(包括基础及拉线、杆塔、导地线、绝缘子、金具、防雷与接地装置以及线路通道等),分别制订出一般缺陷、严重缺陷、危急缺陷的标准。
生管作业流程图

•依据各月份目标产能计算出各月份各条线的目标产量及 各月份工作天数(当月目标产量-当月订单总欠数即為 当月需提前下月订单生产数量)。
一个月生产计划
• 依据三个月生产计划目标产能,及生产欠数表排 定一个月生产计划表。
資料
整理
。月份品牌接單數 。月份型體接單數 。月份交期接單數
各制程未完成 訂單整理
生産指令表 預計用量表
否
計劃的制定 (訂單飽和發外
包)
供應商 樣品 製作
確認 是
資料 整理
是
確認鞋 色卡 制樣的材料
報價作業 送貨驗收
應付凴單
外包
扣款明細
加工
品質異常
單
及交貨延誤
處理
生管作业流程
• 一、新型体导入: • 客户提前预告业务,业务汇总,分发各相关单位,生管查核其中新型体
訂單SIZE明 細
生產進度
月生產進度
底料進度 底模分析
周生產進度
針;車周生產進 度
成型周生產進 度
裁斷派 工
生產管制
底部派 工
產量回饋
成型派工 補料追蹤
產量回饋
生產績效 產量回饋
生管作业流程图
業務
1中文樣品 單
2 函件或 客人Calender
3.用量表
生管
國內 採購
國外 採購
資材 倉庫
模具課 紙版組
排定生产进度(二)
• 资材备料则在针车上线日前7天完成材料配套; • 一般认可的完成时间:
– 裁断1天; – 针车完成日是针车上线往后推(n+2)天(需生产天数n天及领完料2
MRP系统作业流程图
MRP系統作業流程圖
補充說明:
1.業務處 run MRP展開的最重要的目的,是要讓MRP系統去CHECK預測訂單和正式訂單之間需求的差異,透過MRP系統對需求數量和需求時間嚴
密控管的功能,可以讓預測訂單和正式訂單對成品需求產生最佳的供給規劃,不必再由人工去核對之間的差異。
至於桃園業務處的 MRP系統中的成品屬性全部設為「採購件」,因此當、MRP展開時,系統會將訂單品項全部展開成採購單,再透過三角拋程式自動轉入SINO WIN 的ERP系統而變成訂單。
2.應用MRP最重要的單位就是各廠的生管了,其目的是希望透過MRP的展開,充分落實各項和物料供應及生產政策有關的規定(這些規定畫為各種
主檔中的各項參數)。
在MRP展開後產生的三種工單中,要發給SINO WIN 採購作業中心的採購單變再次透過三角拋程式自動轉入SINO WIN的ERP 系統而變成物料訂單。
3.至於規劃SINO WIN物料採購中心也 run MRP的目的,乃在於採購中心必定有很多重要的採購規定和政策,這些參數需要透過MRP展開時才會自
動CHECK並產生在所自動產生的採購單中,比較能避免純粹由人工作業所可能產生的疏漏之處。
OQC作业流程图

流程
作業依據
作業內容
應用表單及標示
NG
無
1:OQC點數,放置OQC待檢區
2:OQC根據包裝核對
OQC交接卡
成品出貨檢驗規范出貨檢驗基准書
成品外觀檢驗標准
抽樣檢驗作業指導生產作業指導書
測試規格書
SPEC
包裝檢ቤተ መጻሕፍቲ ባይዱ標准
1:OQC¨依據批量取樣﹐先進行外觀:AQL:0.40﹔
2:尺寸量測AQL:0.40﹔
4:電氣檢測AQL:0.40﹔(電氣檢測之樣品需全數進行外觀檢驗)
5.包裝作業(所有產品需真空包裝,每小箱放兩袋干燥劑)﹐在封箱前產品應與外包裝進行核對OK后才入箱封箱。
6:封箱后﹐在外裝處蓋上PASS章及檢測印章及檢驗員代號,放入待入庫區。
OQC檢驗記錄表
出貨檢驗報告表
1.待入庫產品,由MRP人員依完成產品狀況輸入MRP并列印記錄與完成品送倉庫與倉庫負責人交接入庫。
(過AIR曲線圖﹑保証書﹑出貨測試報告表有客戶要求才附)
2.業務依客戶訂單列印出貨申請單通知出貨
生產成品入庫單
出貨申請單
出貨申請單
出貨注意事項
1.倉庫與OQC收到<出貨申請單>則准備出貨產品﹐OQC進行查核(對產品型號﹑數量﹑標識查核和核對)及填<出貨檢驗報告>資料﹐經主管審核后附貼在產品箱內。
2:<出貨查檢表>經主管審核后﹐將產品放行。
出貨檢驗報告表
出貨查檢表
成品仓库物流员作业饱和度分析011下半年01
2.88Hr
0.31Hr
5
6 7
华为向
货架移动 卡板入库
0.436
0.013 0.0012
13,000
270,000 300,000
1.57Hr
1Hr 0.1Hr
11人 110Hr
63.55Hr
63.28%
8
废弃卡板处理
合计
0.0028
300,000
300,000
0.23Hr
※ 成品仓库问题点
1.成品仓库移动卡板(先入先出)次数多时间长 LOSS时间多
※ 成品仓库改善计划
NO. 11. 其它改善 详细改善计划 成品入库多量少次 入库,提高熟练度 尽量减少(不必要的搬运等)
DREAM 2 0 1 1
担当 聂/谈 协助人员 顾Z 纳期 5/10
工序重新检讨 合理排列
无用Loss减少 (不必要的搬 运等) 人力作业工位 使用的小工具 改进
12.
/聂/谈
车间成品入库
成品放入待打 包货架
出货计划确认
成品打小包装
包装箱折叠 附贴标签
出货
放置待出货架
地磅称重
出货卡板打包
成品打大包装
※ 作业流程及细部作业动作
NO. 1 2 工序流程 成品入库 出货计划 业务区分 主要作业 NO. 1 2 1 主要作业 细部事项 二楼至三楼成品移动至仓库 当日出货情况确认工作安排 小包装盒胶带缠绕
包装工序 明细ST 状况
DREAM 2 0 1 1
包装工序 要因分析
关键要因清单
称重贴标签 打小包装带 小包装盒胶带缠绕 成品入库 更换卡板 标签附贴/打包带 产品出货拍照手续办理 贴标签 套外箱打包膜固定
作业流程图

d doctor 接收
除圆角倒角与小 A.2D 模具图档 B.塑胶材料信息 C.产品功能与外面要求 D.产品设计尺寸与公差 E.分析结果的要求 F.新开模与模具改善 G.报告的形式 上,翘曲90%以上。
)
变化的区域至少要保证三排的网格
10以下(7以下为最好)。
因工作量大
而待定。
格的稀疏情况。
致。
中存在自由边,fusion 中不存在自由
上面蓝色下面红色,Fusion 全部为蓝
除小圆角、倒角与微小特
设定坐标系,转成igs 与
*.stl
资料汇总 模具设计前的分析 开模后的改善分析 模具设计前的分析 1异大时采用
3D
,浇口形状与属性
与流道属性
置与大小
喷泉管(heat transfer
ness 值,0--模具外侧,
.5--隔板;0--喷泉管内
lling&post filling充填/
冷却)
rientation(纤维配向)
残余应力)
1.是否在资料库内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物流单/快递 单处理 物流车出厂 装车时应注意 做好外箱编号 、防止混货
内勤将已发 货信息通知 客户
无差异本单 关闭
如非完整成 品,做后续二 次检测包装工 作
待客户收到 货同客户核 对
有差异反馈 成品仓,查 找分析原因
四:
入库
核对入库单
清点产品型号 及数量
签字确认
接收产品
成品仓定位放 置
录入电脑系 统
成品仓库作业流程图
有库存 王宇打印分单 内勤接到 客户订单 财务李影确 认收到货款 王宇打印总发 货单 (一式三联) 查询可用库 存 材料仓提供缺 料信息给采 购,齐料后通 知生产 材料齐全直接 通知生产排单 仓库配货 发货 做电子档 成品仓更新成 品收发表信息 同时提交内勤
一:
没有库存
成品仓提供缺 货信息给生产 回复内勤该单 预发货时间
生产公布排 单日期,按 时生产
车间办入库
成品仓收货
有库存 取出库存 放置配货区 核对数量型 号
随箱附发货单 记录产品编码 /区域码 发货 通知销售跟 单 做电脑账目
二:
配货 没有库存 待生产入库 仓库跟踪生产 入库 配货
三:
发货 取货
客户、型号、 数量核对
在拣完一客 户的货时, 备到发货区, 标注品名、 客户名称 按单配好的 货,放在待 发区等物流 公司来装货
1、配货人员必须把好第一道关,对货品名称、型号、数量严格查看核对,不可有误 2 、搬运货物时,要做到轻拿轻放,严禁损坏产品 3 、装车对单人员要仔细认真核对,把好最后一关,保证按发货单要求,准确发货,不可造成错发,少发,多发现象发生 要求 事项 4 、成品仓管员要做好本职工作,对配货、对单、跟单等做严格要求,确保发货准确无误。数据录入严谨、准确、及时 5、物流单据处理: 河南由张丹联系物流车并开物流单,一家一开; 山东是由电脑打印总发货单交由物流, 其他快递 (德邦,圆通,韵达等)仓库上报旧铺德邦微信群周佳伟开单,内勤如发现开单有问题会及时反馈联系处理 6、销售内勤做好订单跟催、跟踪、反馈的工作;对没有明确回复订单出货时间的,上报金捷运营群处理