脱模机构的设计
模具脱料板结构
模具脱料板结构
模具脱料板结构是模具设计中的一个重要部分,用于实现模具中零件的脱模操作,即将成型零件从模具中顺利取出而不损坏或卡住。下面是常见的模具脱料板结构:
1.拉钉结构:在模具上设置拉钉或拉杆,通过拉动钉或杆来推动脱料板,使成型零件从模具中脱离。
2.推杆结构:在模具上设置推杆,通过推动推杆,使脱料板向前移动,从而使成型零件脱模。
3.弹簧结构:在模具上设置弹簧,通过弹性力推动脱料板,实现脱模操作。
4.液压/气动结构:利用液压缸或气动缸来驱动脱料板的移动,使成型零件从模具中脱离。
5.滑动/摆动结构:通过设置滑动或摆动机构,使脱料板在模具内部产生相对运动,实现脱模操作。
6.模具分离结构:设计模具为分离结构,通过拆卸模具的部分或模具分离机构,使成型零件从模具中取出。
以上只是一些常见的模具脱料板结构,具体的结构设计会根据不同的模具类型、成型零件形状和材料特性等因素而有所差异。在模具设计过程中,需要根据具体需求和实际情况选择适当的脱料板结构,确保成型零件能够顺利脱模,并满足质量要求。
1/ 1
注塑模具设计结构篇--注塑模脱模系统的设计培训
1.普通浇注系统凝料推出和自动脱落 2. 点浇口凝料脱出和自动坠落 3. 潜伏浇口凝料脱出和自动坠落
➢ 定模脱模机构
1.链条牵引定模脱模机构
4.推块脱模机构
2. 弹簧脱件板定模推出机构
5. 拉板脱模机构
➢ 带螺纹塑件的脱模机构
6.多元件组合推出脱模机构
1.螺纹塑件的非旋转脱模
➢ 二次推出机构
2. 螺纹塑件的旋转脱模
4
推出机构的驱动方式
1.手动脱模 手动脱模是指当模具分型后,用人工操纵推出机构(如手动杠杆)取出塑件。 手动脱模时,工人的劳动强度大,生产效率低,推出力受人力限制,不能很大。 但是推出动作平稳,对塑件无撞击,脱模后制品不易变形,操作安全。在大批 量生产中不宜采用这种脱模方式。 2.机动脱模 利用注塑机的开模动力,分型后塑件随动模一起移动,达到一定位置时, 脱模机构被机床上固定不动的推杆推住,不再随动模移动,此时脱模机构动作, 把塑件从动模上脱下来。这种推出方式具有生产效率高,工人劳动强度低且推 出力大等优点,但对塑件会产生撞击。
推管脱模机构有三类形式: (1)长型芯 型芯紧固在模具底板上,见图4-82(a)。结构可靠,但底板加 厚,型芯延长.只用于脱模行程不大的场合。 (2)中长型芯 推管用推杆推拉,见图4-82(b)。该结构的型芯和推管可较 短些,但动模板因容纳脱模行程而增厚。
23
24
塑胶模具设计--经典旋转脱模机构
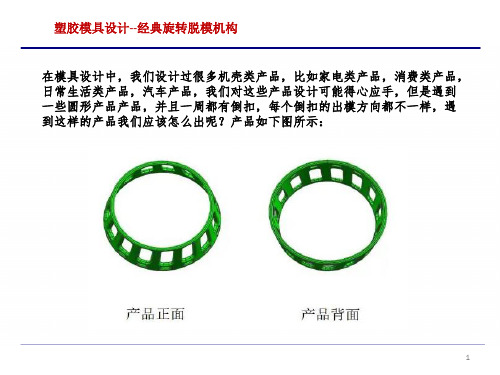
塑胶模具设计--经典旋转脱模机构 通过沿+Z方向的斜率分析可以看出,产品的倒扣不能沿着水平方向出模, 产品周圈存在倒扣,倒扣沿每个方向的出模角度都不一样,那么这些结构 我们如何设计出来呢?分析如下图所示:
3
塑胶模具设计--经典旋转脱模机构 我们设计这种滑块的时候要注意:每个滑块旋转角度都是24度,滑块包胶出 在前后模圆角处,此产品有15处倒扣,我们设计完一处滑块,我们可以复制 出其它14处的行位,由于行位要旋转运动,行位的材料一般用1.2344,淬火 温度达到(48-52)HRC,如下图所示:
6
塑胶模具设计--经典旋转脱模机构 运动原理解说:当齿条旋转的时候,齿条带动齿轮运动,由于大齿轮上面 安装有销钉,大齿轮运动就带动行位镶件运动,行位镶件就沿着出模的轨 道运动,产品倒扣被脱出,在利用顶出机构,产品顶出模具外面,如下图 所示:
7பைடு நூலகம்
塑胶模具设计--经典旋转脱模机构 后模仁采用圆形镶件镶拼起来,此镶件很大,镶件上面的胶位很多,为了 方便冷却,镶件上面设计水井冷却,设计水井的时候要注意:水井离胶位 面的安全距离(10-15)mm,产品进胶从镶件顶部侧进胶,如下图所示:
8
4
塑胶模具设计--经典旋转脱模机构 滑块镶件设计完成后,如何固定行位镶件呢?由于空间有限,先设计一个滑 块固定镶件固定在滑块镶件上面,用冬菇头连接,并用螺丝锁紧,设计完 成一个,在复制出14个,这样滑块镶件固定就完成,如下图所示:
4.7脱模机构解析
2、按模具构造分
一次推出脱模〔简洁脱模〕、二次推出脱模、动定模双向推出脱模、 挨次脱模、带螺纹塑件脱模等不同类型
对脱模机构的设计原则
1〕塑件不变形损坏 机构推出中心与脱模力中心相重合,推出力分布均匀,
作用点尽可能靠近型芯防止塑件脱模后变形;推出力施于 塑件刚性和强度最大的地方〔如凸缘、加强筋等〕。
图4-77 盖类塑件的顶出位置
图4-78 加强筋部增设推杆结构
2〕协作和装配
推杆和推杆孔协作取H8/f8间隙协作,协作段长度取推杆直径的2~3倍, 不小于10mm。非工作段与孔有0.5 ~1mm的间隙,以削减磨擦。 推杆端面应和型腔在同一平面或比型腔的平面高出0.05~0.1mm。一般 不允许推杆端面低于塑件外表。
对合螺纹型环成型时的脱出 齿轮齿条机动脱螺纹机构
α—脱模斜度
三. 简洁脱模机构
通过一次推出动作将塑件脱卸出模具的机构称为一次推出脱模机构, 或称为简洁脱模机构。最常见的构造形式,包括推杆机构、推板机构、 推管机构等。
推杆脱模机构
1、推出局部 1〕顶出位置:
应设置在脱模阻力大的地方;设置在非主要外表、较厚的部位
对于盖、壳类塑件,因侧面脱模阻力较大,应在底面和侧面周边同时布 置脱模机构。
推杆脱模机构
1—推杆;2—推杆固定板;3—导套;4—导柱;5—推板; 6—拉料杆;7—复位杆;8—挡销;9—螺钉;10—塑件
28 单元4 任务8 推出(脱模)机构设计
任务三 推出机构的设计
目的与要求:
1.要求了解推出机构的各种类型,看懂原理结构图。 2.会计算设计推杆、推管、推件板。
重点和难点:
重点:零部件的设计、计算
难点:结构分析
1
推出机构的设计
浇口套 定模座板
定模板 导柱
推杆固定板 动模板
支承板 推板 垫块 动模座板 推杆 复位杆
2
推出机构的设计
是指开模后在动模一侧用一次推出动作完 成塑件的推出。
包括推杆推出机构、推管推出机构、推件板推出
机构、活动镶块或凹模推出机构和多元推出机构。
9
推出机构的设计
1. 推杆推出机构
最简单最常用的一 种形式,制造简单,更 换方便,推出效果好, 在生产中应用广泛。但 因其推出面积一般较
小,容易引起应力集中
而推坏塑件或使塑件变 形,所以不宜用于脱模 斜度小和推出阻力大的 管形或箱形塑件。
推出机构的设计
在注射成型的每一个循环中,都必须使塑件从模具型腔中或 型芯上脱出,模具中这种脱出型件的机构称为推出机构(或 称脱模机构)。推出机构包括脱出、取出塑件两个动作,即首先 将塑件和浇注系统凝料等与模具松动分离,称为脱出,然后把其 脱出物件从模具内取出。
7
推出机构的设计
一、推出机构的设计要求
推板 支承推出和复位零件,直接传递注射机推出力的板件;
脱模机构
顺序脱模结构.
又称顺序分型机构。由于制品与模具结构需要,模具在分型时必须先使定模型腔与定模分开一定距离,再使动、定模分开取出制品。通常要完成两次以上的分型动作
1弹簧顺序脱模机构
结构特点是在定模一侧两模块之间设置压缩弹簧。合模时弹簧受压缩,开模时弹簧驱动定模型腔板分开一定距离,限位(定距拉板或定距拉杆)之后,动模与定模型腔板分开,取出制品。限位装置可以使用定距拉板或定距拉杆。
1)定距拉板式顺序脱模机构注射模。
2)定距拉杆式顺序脱模机构注射模。开模时,在弹簧顶销3的作用下,模具首先从A-A分开,浇注系统凝料随塑件一起向左移动,当A-A分开的距离达到能去除浇注系统凝料时,限位拉杆(兼导向杆)7的左端与中间板(型腔板)6相碰,使中间板停止移动。当动模部分继续向左移动时,模具必须从B-B处打开,此时塑件因包紧,在型芯4上与动模部分一起继续向左移动。当B-B分开到一定距离后,注射机推杆推动脱模板5,并在推杆(兼推出机构导柱)11的作用下,由脱模板5将塑件从型芯4上脱下来。
2拉钩顺序脱模机构
开模时定模型腔板(脱模板)首先被拉开作为第一次分型,至一定距离后拉钩脱开,随即限位。然后,动模与定模型腔板分开,完成第二次分型,再推出制品。
①拉钩压板式
定模型腔板或脱模板通过一对拉钩与动模连接在一起。开模时,先从A分型面分型,开模一定距离,拉钩在压板作用下摆动而脱钩,随即限位,于是从B分型面分型,再推出制品。
②拉钩滚轮式
3定距导柱顺序脱模结构
4尼龙拉钩式顺序脱模结构
第4章 塑料注射模设计 4.9脱模机构设计(第11讲)
(3)推杆的尺寸、数量和布置 )推杆的尺寸、
推杆的布局 推杆的布局
《塑料成型工艺与模具设计》
第4章 塑料注射模设计
(3)推杆的尺寸、数量和布置 )推杆的尺寸、
推杆的布局 推杆的布局
《塑料成型工艺与模具设计》
第4章 塑料注射模设计
(3)推杆的尺寸、数量和布置 )推杆的尺寸、
《塑料成型工艺与模具设计》
第4章 塑料注射模设计
1、推杆推出机构 、
(2)推杆形状 )推杆形状
《塑料成型工艺与模具设计》
第4章 塑料注射模设计
1、推杆推出机构 、
尺寸、 (3)推杆的尺寸、数量和布置 )推杆的尺寸 推杆的直径: 推杆的直径: 直径
L2 F脱 1 d = k( )4 nE
推杆直径( );L—推杆长度(mm);F脱—脱模力(N); 推杆长度( 脱模力( 式中 d—推杆直径(mm); 推杆直径 ); 推杆长度 mm); 脱模力 推杆材料的弹性模量( );n—推杆数量 推杆数量; 安全系数 安全系数, E—推杆材料的弹性模量(MPa); 推杆数量;k—安全系数,取 推杆材料的弹性模量 MPa); k=1.5。 =1.5。 =1.5
《塑料成型工艺与模具设计》 第4章 塑料注射模设计
4.9 塑件脱模机构设计
2、脱模机构特点 简单推出机构特点: 简单推出机构特点: 特点 推出机构结构简单, 推出机构结构简单,制造 方便; 方便; 零配件标准化程度高,维 零配件标准化程度高, 修容易。 修容易。
塑件脱模机构设计PPT演示课件

3
双脱模机构
塑料成型模具
成型无脱模斜度的轴套制品,制品 可能留在定模,开模的同时弹簧的 作用使制品从型腔脱出,留在型芯 上;开模完成后,再利用动模的推 板脱出制件。用于制品对型腔粘附 力不大,脱模距离不长的模具。注 意弹簧易失效。
在开模时,利用杠杆和滚轮使 制品留在动模。开模完成后
用动模的推板脱出制品。
4
顺序脱模机构
塑料成型模具
一般用于有两个分型面的情况,且这两 个分型面的分型有一个先后顺序。也叫 定距分型拉紧机构。
Flash 动画
5
弹 簧 顺 序 脱 模 机 构
Flash 动画
顺序脱模机构
塑料成型模具 6
顺序脱模机构 拉钩顺序分型机构
塑料成型模具
7
顺序脱模机构 其它形式的拉钩顺序脱模机构
塑件脱模 机构设计
1
双脱模机构
塑料成型模具
有时由于制品形状的特殊性使制件会 留于定模一边,或者留于动、定模的 可能性都存在,这就必须在定模设计 脱模机构,或在两个半模都设顶出机 构即双脱模机构。
定模顶出机构
2
双脱模机构
塑料成型模具
下图在动定模都设有气动脱模机构。在开模时, 先开启定模进气阀,制品随型芯脱出,关闭定 模电磁阀;开模终止时,动模电磁阀开启,制 件从型芯脱出。
开模时,压块1通过 压棒推动滑块切断 主浇道中的细丝。
第10讲-脱模机构设计-PPT

特点: 动作可靠。
要求: 1)复位杆通常装在推杆固定 板上,布置在分型面上,一 般2~4根; 2)为防止对定模板的撞击, 应使复位杆端面低于动模板 平面0.02~0.05mm。
推杆的复位装置 1-推板2-推杆固定板 3-推杆5-支承板6-型芯 8-动模板 9-复位杆
复位杆复位
(1)结构形式 3)短型芯
用方销将型芯固定在动模
板上 特点:
a.可在不增加动模板厚度的 前提下有效减少型芯长度;
b. 推管必须开窗,或剖切 成2~3个脚,致使强度被削弱, 制造亦困难;
c.为与方销连接,型芯须有 开口,固定也不可靠。
推管脱模机构
1-推板 2-推管固定板 3-支承板 4-动模板 5-推管 6-型芯 7-塑件
➢推出零 件
➢固定装 置
➢导向机 构
➢复位装 置
推出脱模机构 1-推杆 2-推板导套 3-推板导柱 4-拉料杆 5-推杆固定板 6-复位杆 7-限位钉 8-推板
10.1.2 脱模机构的分类
(1)按机构的推出动作特点分:
➢ 一次脱模机构 ➢ 定模脱模机构 ➢ 双脱模机构 ➢ 顺序脱模机构 ➢ 二次脱模机构 ➢ 转动脱模机构 ➢ 流道凝料脱模机构
d. 推 杆 材 料 常 用 4Cr5MoSiV1 或 3Cr2W8V , 热 处理硬度为45~50HRC,工作端配合部分的表面 粗糙度Ra0.8μm。
推件板脱模机构设计要点 PPT

推件板脱模机构设计要点
• 导向
推件板向前平移时 需要有可靠的支撑,一 般推件板上有四个导向 孔与模具的四根导柱配 合,并在导柱上滑动, 在设计导柱长度时应考 虑推出距离。
推件板脱模机构设计要点
• 导向 • 定距
推件板脱模机构设计要点
• 导向 • 定距 • 摩擦
气压脱模机构
多元脱模方式联合脱模机构
推杆与推件板联合推出机构
多元脱模方式联合脱模机构
推杆与推管联合推出机构
多元脱模方式联合脱模机构
推管与推板联合推出机构
先复位机构
① 侧抽芯底部有推杆或推管
先复位机构
① 侧抽芯底部有推杆或推管
先复位机构
② 定模斜滑块下有推杆或推管
先复位机构
③ 推块推出 ④ 斜顶头部有碰穿孔 ⑤ 圆推杆顶边
① 顶出位置:包紧力比较大,或强度较高的骨位。 ② 防止爆边 ③ 不能有推杆痕迹的用推耳。 ④ 不要将推杆布置在镶拼处,如设置则对半分或镶圆套。
推杆设计要点
⑤ 长度大于10mm的实心柱应加加推杆,双推杆加镶针。 ⑥ 螺丝柱深度小于15mm,使用双推杆;
深度大于15mm,使用推管。
推杆设计要点
⑦ 加强筋加推杆。
推件板脱模机构设计要点
①导向 ②定距 ③摩擦 ④进气
推块脱模机构
脱模机构设计
③ 良好的塑件外观:推出塑件的位置应尽量设在塑件内部,以
免推出痕迹影响塑件外观质量。
④ 机构简单动作可靠:机构本身要有足够的强度、刚度和硬度,
以承受推出过程中的各种力的作用,确保塑件顺利地脱模。
二、脱模力(推出力)的计算
脱模力的组成
①克服因包紧力而产生的摩擦力; ②克服大气压力(特指有不通孔的筒、壳类塑件)产生的阻力。 ③克服机构本身运动的摩擦阻力 注:开始脱模的瞬间所需克服的阻力最大
2 1 4
推杆直径确定后,还应进行强度校核
d n 4F
注:推杆直径不宜过细,应有足够的强度、刚度承 受推出力。通常推杆直径取2.5~12㎜,对直径小于2 ㎜的细长推杆应作成下部加粗的阶梯形。
2)推杆的数量
在首先保证推出稳定、可靠的情况下,应尽可能地降低 推杆数。
3)推杆布置的一般原则
(2) 推杆的结构形式 • 直通式推杆的横截面尺寸不应过小,以免影响强度和刚度。 • 细长杆可将后部加粗成阶梯形推杆,一般使d1=2d • 根据结构需要,节约材料等原则,还可设计成组合式推杆。
(3)推杆的尺寸、数量和布置 1)圆形推杆的直径 可由欧拉公式简化得
LF d k nE
推管在轴向上开有连接槽或连接孔,可将销连接在推管上,大大缩短型 芯的长度,模具高度减小,结构更加紧凑,但因紧固力小,只适用于小尺 寸型芯。
4.7脱模机构解析
对合螺纹型环成型时的脱出 齿轮齿条机动脱螺纹机构
三)推件板机构
用于薄壁容器、壳体形塑件以及不允许在塑件表面留有顶出痕迹的塑件。
特点:
顶出均匀、力量大,运动平稳,塑件不易变形,表面无顶出痕迹,结构简 单,勿需设置复位装置;但对于内腔不规则的塑件,其配合部分加工困难 推件板和推杆的连接 推件板和型芯配合采取H7/f7或H8/f7的间隙配合
推件板和型芯的配合的改进
脱模力一般ຫໍສະໝຸດ Baidu式:
其中:A—塑件包裹型芯的侧面积 p—塑件对型芯单位面积的包紧力,一般取8~12MPa μ—塑料对钢的摩擦系数,常取0.1 ~0.3,与塑料品种和型芯表 面粗糙度有关 α—脱模斜度
三. 简单脱模机构
通过一次推出动作将塑件脱卸出模具的机构称为一次推出脱模机构, 或称为简单脱模机构。最常见的结构形式,包括推杆机构、推板机构、 推管机构等。
5)推杆固定形式
推杆
推杆
推杆
推杆
推杆
推杆
(a)
(b)
(c)
(d) 图4-79 推杆的固定形式
(e)
(f)
2、复位机构
复位杆:2~4根 弹簧复位:先复位
3、导向机构
导柱、垫块
二. 推管脱模机构
又称为空心推杆,主要用于圆筒形塑件的脱模
三种形式
1)长型芯:推管固定在推杆固定板上,主型芯固定在动模座板上。 2)中长型芯:推管用推杆推拉,型芯固定在动模支承板上。推管在 型芯板(动模板)内滑动。 3)短型芯:型芯采用方销或键固定在动模支承板上,推管固定在推 杆固定板上。推管在轴向开槽 。
说明顶板顶出脱模机构的特点及在设计制造中的注意事项
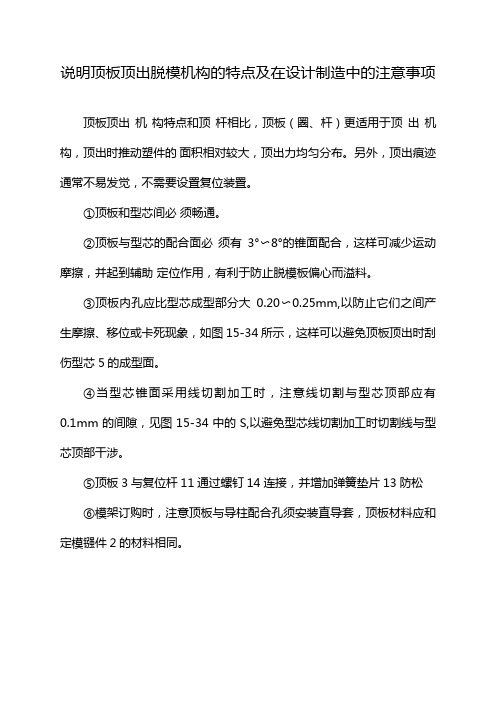
说明顶板顶出脱模机构的特点及在设计制造中的注意事项
顶板顶出机构特点和顶杆相比,顶板(圈、杆)更适用于顶出机构,顶出时推动塑件的面积相对较大,顶出力均匀分布。另外,顶出痕迹通常不易发觉,不需要设置复位装置。
①顶板和型芯间必须畅通。
②顶板与型芯的配合面必须有3°〜8°的锥面配合,这样可减少运动摩擦,并起到辅助定位作用,有利于防止脱模板偏心而溢料。
③顶板内孔应比型芯成型部分大0.20〜0.25mm,以防止它们之间产生摩擦、移位或卡死现象,如图15-34所示,这样可以避免顶板顶出时刮伤型芯5的成型面。
④当型芯锥面采用线切割加工时,注意线切割与型芯顶部应有
0.1mm的间隙,见图15-34中的S,以避免型芯线切割加工时切割线与型芯顶部干涉。
⑤顶板3与复位杆11通过螺钉14连接,并增加弹簧垫片13防松
⑥模架订购时,注意顶板与导柱配合孔须安装直导套,顶板材料应和定模镪件2的材料相同。
第8章注射模的导向及脱模机构设计
Company LOGO
8.2 脱模机构设计
8.2.1 概述 • 1. 脱模机构的结构组成 • 脱模机构主要由推出零件、推出零件固定板和推板、脱模
机构的导向与复位部件等组成。
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
2. 脱模机构的分类 3. 脱模机构的设计原则 • (1) 保证制件不因顶出而变形损坏及影响外观。 • (2) 脱模机构应尽量设置在动模一侧。 • (3) 机构简单动作可靠。 • (4) 合模时和正确复位。
Company LOGO
• 在推件板脱模机构中,为了减小推件板与型芯的摩擦,可 采用图8.16所示的结构,推件板与型芯间留0.20~0.25 mm 的间隙,并用锥面配合以防止推件板因偏心而溢料。
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
• 4. 活动镶件或凹模脱模机构
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
4) 滚珠推管式先复位机构
高等学校应用型特色w规ww.c划omp教any材.com
Company LOGO
5) 楔杆滑块摆杆式先复位机构 6) 连杆式先复位机构
高等学校应用型特色w规ww.c划omp教any材.com
8.2.4 脱模机构的导向与复位
简单脱模机构
简单脱模机构
在注塑成型的每一个循环中,塑件必须从模具型腔中取出,最理想的情况是模具开启后,塑件由自身重力作用从型腔或型,芭上自动脱落。事实上,由于塑件表面的微观凸凹、附着力和内应力的存在,必须设计取出塑件的脱模机构(或称为顶出机构),完成将塑件和浇注系统凝料等与模具松动分离,并从模内取出的动作。
脱模机构由一系列推出零件和辅助零件组成.按推出脱模动作特点可分为一次推出脱模(简单脱模),二次推出脱模,动、定模双向推出脱模,带螺纹塑件脱模等。按推出动作的动力源分类,可分为手动脱模、机动脱模、液压脱模和气压脱模等。
脱模机构的设计原则如下。
( 1 )机构运动准确、可靠、灵活,并有足够的刚度、强度来克服脱模阻力。
( 2 )保证塑件不变形或不损坏。机构推出重心与脱模力中心相重合,推出力分布均匀,作用面积尽可能大且作用点靠近型芯,可防止塑件脱模后变形;推出力作用在塑件刚性和强度最大的部位(如凸缘、加强筋等),可防止塑件在推出时造成损坏。
( 3 )保证塑件良好的外观。顶出位置应尽量设在塑件内部或对塑件外观影响不大的部位。同时,与塑件直接接触的脱模零件的配合间隙要保证不滋料,以避免在塑件上留下飞边痕迹。
( 4 )尽量使塑件留在动模一侧,以便借助注射机的开模力驱动脱模装置,完成脱模动作,简化模具结构。
开模后塑件在推出机构的作用下,通过一次推出动作将塑件脱卸出模具的机构称为一次推出脱模机构,或称为简单脱模机构。它是最常用的一种脱模机构,有推杆脱模、推管脱模、推板脱模、多元件联合脱模和气动脱模等形式。
1 .推杆脱模机构
注射脱模机构的设计原理_1
注射脱模机构的设计原理
制品顶出是注射成型过程中的最终一个环节,顶出质量好坏将直接影响制品的质量,设计时应遵循以下原则。
1)顶针位置设计的一般原则:
1、顶出要平衡,顶针必需匀称布置,以防顶出后胶件变形。
2、应留意塑件的美观性,尽量将顶针布置在产品装配后看不到的部位的地方,这一点对于透亮制品尤其重要。要知道,任何顶针都会在胶件上留下痕迹,而且随着顶针在生产过程中的不断磨损,这种痕迹会越来越明显。
3、顶针应落在最有利于成品出模,即脱模力最大的地方;顶出力必需施加于胶件的最底点,将胶件推出,而不是拉出。见下图:
4、顶出力必需作用在制品能承受最大顶出力的部位,即刚性好,强度最大的部位.如壁边,骨位、柱位下面,壳体侧壁,作用面积也尽可能大一些(即尽可能选直径大的顶针),以防塑件变形或损坏。尽量避开受力点作用于制品薄平面上,防止制品裂开,穿孔,顶白等。如筒形制品弃用顶针顶出而选择推板顶出。
5、为防止制品变形,受力点应尽量靠近型芯或难于脱模部位,如细小的柱位与骨位。
7、顶针尽量布置于胶件的拐角处。
8、顶针应尽可能对称布置。
9.在有滑块侧抽芯和斜滑块的模具中,顶针尽量布置于侧抽芯或斜滑块在分模面的投影面之外。如无法避开,则要加顶针先复位机构。顶针先复位机构图详见本章第节。
10、为便利水口脱落,在水口转角处应落水口顶针。
11、啤PP料及K料可采纳垃圾钉顶出。啤ABS等其它塑胶,当顶出力很小且成品上不允许留有顶针痕迹时,也可以采纳垃圾钉顶出。
12、顶针应尽量落在较平的地方,假如落顶针处斜度较大,顶针应磨成阶梯状以增大顶出力,或在不影响功能的状况下加大箭脚或顶针柱。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要
塑料是一种可塑性的合成高分子材料,具有重量轻且坚固,耐化学腐蚀,电绝缘性好,价格便宜,可塑性好等特点,广泛应用于电脑、手机、汽车、电机、电器、家电和通讯产品制造中。注塑成形是成形塑件的主要方法之一,是指使用注塑机将热塑性塑料熔体在高压下注入到模具内经冷却固化获得产品的方法。注塑的优点是生产速度快,效率高,操作可自动化,能成型形状复杂的零件,特别适合大量生产。本次课程设计的产品为电源按键,具有重量轻,强度高,耐腐蚀,易清洁等特点,为大批量生产产品。本次设计在针对产品进行工艺性分析后,确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,以及它们的定位和紧固方式。此外还进行了脱模机构的设计,合模导向机构的设计,冷却系统的设计等。最后绘制完整的模具装配总图和主要的模具零件图及编制成型零部件的制造加工工艺过程卡片。实践证明:该模具结构合理、可靠,并能保证产品质量,对此类注塑产品的模具设计有参考价值。
关键词:塑料 , 注塑成形 , 模具设计
Abstract
Plastic is a synthetic polymer material , with the characteristics of plasticity, light weight, sturdiness, electrical insulation, and which is resistance to chemical corrosion and cheap. It is widely used in computers, mobile phones, cars, motors, electrical, home appliances and communication products manufacturing. Injection molding is one of the main methods of forming plastic parts, it refers to the use of plastic injection machine to inject the thermoplastic melts into the mold under high pressure , after cooled to obtain the products . It has the advantage of fast production speed , high production efficiency , and automated operations , it can form the shape of complex parts, particularly suitable for mass production. The production of graduation project is power button , which has a light weight , high strength , corrosion resistance and easy cleaning features for mass production . After analysis the process of the product , the mold parting line , cavity number , gate form , gate location can be determined , one of the most important is to identify core and cavity structures , as well as their positioning and fastening methods. In addition, it also carries out the design of stripping agencies , mold-oriented organizations and the cooling system .At last, draw a complete mold assembly drawing , major parts diagram , and draw up cards of parts manufacturing and processing process . It is proved that the mold structure is reasonable , reliable and can guarantee product quality , and is valuable for the injection mold design of such products .
Key Words:Plastic , Injection molding , Mold design
1.1 引言
随着塑料工业的飞速发展和通用塑料与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断地扩大,如:家用电器、仪器仪表、建筑器材、汽车工业、日用五金等众多领域,塑料制品所占的比例正迅速增加,由于在工业产品中,一个设计合理的塑料件往往能代替多个传统金属结构件,加上利用工程塑料特有的性质,可以一次成型非常复杂的形状,并且还能设计成卡装结构,成倍地减少整个产品中的各种紧固件,大大地降低了金属材料消耗量和加工及装配件工时,因此,近年来工业产品塑料化的趋势不断上升。
模具是利用其特定形状去成型具有一定形状和尺寸的制品的工具。在各种材料加工工业中广泛地使用着各种模具,例如金属铸造成型使用的砂型或压注模具、金属压力加工使用的锻压模具、冷压模具及成型陶瓷、玻璃等制品使用的各种模具。塑料模具是指用于成型塑料制件的模具,它是型腔模的一种类型。模具是工业生产中的重要工艺装备。模具工业是国民经各部门发展的重要基础之一。模具设计水平的高低、加工设备的好坏、制造力量的强弱,模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。对塑料模具的全面要求是: ①尺寸精度、外观、物理性能等各方面均能满足使用要求的优质制品。
②高效率、自动化、操作简便。③结构合理、制造容易、成本低廉。④尽量减少开模、合模和取制件过程中的手工劳动。为此常采用自动开合模及自动顶出机构。
⑤合理的加工工艺、高效的设备、先进的模具。
1.2 塑料模具在国民经济中的作用
塑料模具(简称塑模)的现代设计与制造和现代塑料工业的发展有极密切的关系。塑模是现代塑料工业中的重要工艺装备。塑模工业是国民经济的基础工业。用塑模生产成形零件的主要优点是制造简单、材料利用率高、生产效率高、产品的尺寸规格一致,特别是对大批量生产的机电产品,更能获得价廉物美的经济效果。塑模也是成型塑料制品的主要工具,它的结构和加工精度对塑件的质量和生产效率等