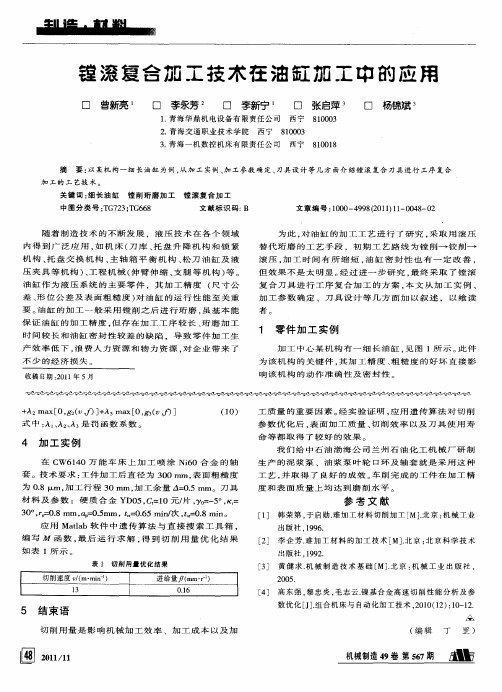
采用浮镗与滚压相结合的工艺加工油缸内孔
油缸内孔一次镗滚成型工艺

图" %" 螺钉 柱 道
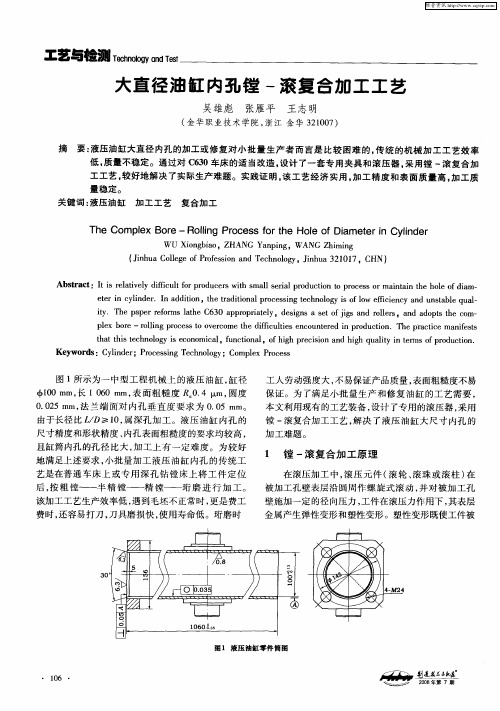
镗滚头的结构 ," 浮动镗刀 1、 %0" 套筒 4" 螺钉 0" 滚 2、 %!" 跑 %," 卡环
&" 粗镗刀 3" 保持器
!" 导向跑道
%-" 心轴
%%" 轴承套
%&" 止推轴承
粗镗刀是两刃高速钢刀片, 主偏角 ! 5 主偏角增大, 主要是为了减少切削力, 但 0!., 是在此内孔加工中, 切屑向前排, 如不继续增 大 ! 角, 铁屑不易排出, 反而受阻, 增加切削 负荷。采用两个刃, 可减少切削厚度, 使切屑 易于变形, 减少切削力。更重要的是, 因两个 切削刃受吃刀抗力相反, 使切削中刀杆受的 径向力相互抵消一部分 (不可能完全抵消, 因 切削刃有误差) 。
00
拖拉机与农用运输车
&""" 年第 4 期
滚压器既起滚压作用, 又起着导向和刚 性支承作用, 减少刀杆的弯曲和震动。 (!) 滚压器是由相同尺寸的两排滚柱在 轴向上排列组成, 它既起导向作用, 又起滚压 作用。紧挨着浮动镗刀的第一排滚柱, 起浮 动镗刀的导向作用, 滚柱与加工工件孔壁之 间隙为 "#"$ %%, 形成高精度的滚压摩擦, 使 导向不易磨损, 始终保持高的定位、 导向精 度, 也起着退刀时作为镗杆的支撑作用, 保证 镗刀不致于在已加工的表面划出刀痕。 (&) 第二排滚柱起滚压作用, 同时也增强 刚性和起到导向作用, 经滚压后, 表面产生一 层冷硬层, 提高油缸的耐磨性。滚压时, 滚柱 的过盈量不易太小, 否则, 就会使精镗过的孔 表面细小刀痕滚压不下ቤተ መጻሕፍቲ ባይዱ, 滚压后的表面粗 糙度达不到要求。过盈量也不宜过大, 过大 将使滚压阻力过大, 易使孔的母线偏移。适 宜的过盈量为 "#&" ’ "#&( %% 左右。滚柱与 跑道接触不宜过小。合适的跑道接触长度应 为滚柱长度的一半左右, 这样也有利于防止 工件母线的偏移。 ($) 第三排滚柱用于第二次滚压, 提高表 面质量。经过二次滚压后, 表面粗糙度值可 达到 !" ! " ) ! ! %。孔径尺寸将比精镗后扩 大 "#"! %%。
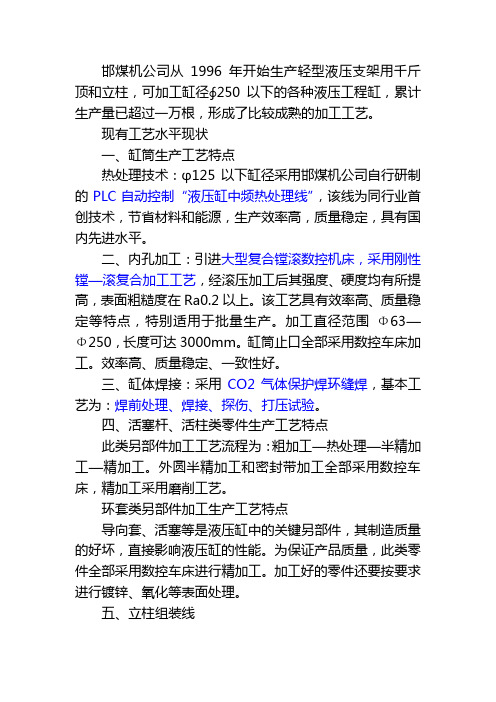
镗削滚压复合工具的改进

滚 压 时 ,孔 壁 在 产 生 塑 性 变 形 的 同时 还 产 生 弹 性 变 形 ,使 得 滚 压 后 的 实 际 孔 径 比 滚 压 工 具 的 直 径
要 小 。 而 原 复 合 镗 削 滚 压 工 具 的 滚 柱 在 滚 道 体 上 无
法 内移 ,其 滚 压 工 具 直 径 无 法 缩 小 。 如 直 接 拉 出工 件 ,势 必 会 产 生 拉 伤 痕 迹 。 即使 工 具 旋转 ,也 会 造
成螺 旋拉痕 。 改 进 后 的 镗 销 滚 压 工 具 在 快 退 前 ,只 要 将 半 圆
l A
卡环 1 1的 两 半 圆 环 拿 到 前 滚 柱 保 持 架 4前 面 ,迫
使 滚 柱 5后 移 进 入 滚 道 体 8的 小 直 径 凹槽 中 ,使 镗
图 2
1 .钻 头 2 .铰 刀
维普资讯
魈
厘 畲
江苏 省 建湖 县轻 工业 通 用机 械 厂
哟 敢避
(27 1 24 3 ) 刘 军
我 们 原 来 在 卧 式 车 床 上 ,用 双 排 滚 柱 式 镗 削 滚 使 整 个 镗 削滚 压 工 具 向下 位 移 ,此 时 ,将 镗 刀 刀 尖 压 复 合 工具 加 工 液 压 缸 缸 体 内孔 。加 工 时 ,将 工 件 向 上 , 即能 快 速 拉 出 工 件 ,在 工 件 孔 壁 上不 会 出现 1放 安 装 在 溜 板 上 ,镗 削 滚 压 工 具 同 车 床 主 轴 浮 动 联 任何 拉 痕 。 待 再 次 加 工 时 ,只 要 将 半 圆 卡 环 1 接 。 待 加 工 结 束 后 ,移 动 溜 板 拉 出 工 件 ,在 缸 体 孔 回原 来 位 置 ,滚 柱 前 移 ,其 镗 削 滚 压 工 具 又 会 恢 复
镗滚复合加工技术在油缸加工中的应用
镗 削 珩磨 加 工
镗滚 复合 加 工 文 献 标识 码: B 文 章 编 号 :0 0 4 9 (0 11- 0 8 0 10 — 9 82 1) 1 04 — 2
中 图分 类 号 :G 2 ;G 6 T 7 3T 6 8
随 着 制 造 技 术 的 不 断 发 展 。 液 压 技 术 在 各 个 领 域 内 得 到 广 泛 应 用 , 机 床 ( 库 、 盘 升 降 机 构 和 锁 紧 如 刀 托 机 构 、 盘 交 换 机 构 、 轴 箱 平 衡 机 构 、 刀 油 缸 及 液 托 主 松
镗 滚 复 合 加 工 技 木 在 油 缸 加 工 中 的 应 用 口 曾新亮 口 李永源自 口 李新宁 西宁口
80 0 10 3
张启萍 。
80 0 10 3
口 杨锦斌 。
1 青 海 华 鼎 机 电设 备 有 限责 任 公 司 西 宁 . 2 青 海交 通 职 业 技 术 学 院 .
为 此 , 油 缸 的 加 工 工 艺 进 行 了 研 究 , 取 用 滚 压 对 采
替 代 珩 磨 的 工 艺 手 段 ,初 期 工 艺 路 线 为 镗 削 一 铰 削一
滚压 , 工 时 间有 所 缩短 , 缸 密 封 性也 有 一 定 改善 , 加 油 但 效 果 不 是 太 明 显 。 过 进 一 步 研 究 . 终 采 取 了镗 滚 经 最 复合 刀具 进行 工序 复合加 工 的方案 , 文从 加 工实 例 、 本 加 工 参 数 确 定 、刀 具 设 计 等 几 方 面 加 以 叙 述 , 以 飨 读
者 。
压 夹 具 等 机 构 )工 程 机 械 ( 臂 伸 缩 、 腿 等 机 构 ) 。 、 伸 支 等
油 缸 作 为 液 压 系 统 的 主 要 零 件 。其 加 工 精 度 ( 寸 公 尺
复合镗头加工油缸内孔的研究与应用

参考文献[1] 陈怀南.加工缸体内孔的镗滚头装置的设计.机床与液压2006(7).[2] 朱红波,史玉春.镗滚压复合加工应用研究.煤矿机械,2005(7).[ 3 ] 姬爱玲,陈科家,罗红霞. 缸筒内孔复合镗滚加工. 新技术新工艺,2005(7).[ 4 ] 王维新. 内孔滚压加工及其影响因素的分析. 西北轻工业学院学报,2002(4).[ 5 ] 宋海林. 大直径液压缸内孔的加工方法. 工程机械,2000(8).[ 6 ] 冯留欣,许民. 油缸内孔一次镗滚成型工艺. 拖拉机与农用运输车,2000(6).论文题目:复合镗头加工油缸内孔的研究与应用摘要:复合镗头为粗镗头—精镗头—滚压器组合安装一体,实现液压缸内孔的镗滚压加工,并解决了液压油缸大尺寸内孔的加工难题委托期刊之家网发表论文认证800099353。
关键词:复合镗头镗滚压改装镗滚压工艺已成为油缸内孔精加工的主要工艺之一,滚压加工缸体内孔不但可在缸体金属表面层产生塑性变形,修正零件表面的微观几何形状,降低表面粗糙度值,而且同时使缸体表面层晶粒改变纤维组织,形成有利的残余压应力,提高表面的耐磨性和抗疲劳强度,这对频繁承载的液压缸具有特殊的意义。
传统的油缸内孔镗滚压工艺按粗镗—半精镗—精镗—滚压进行加工。
该加工工艺生产效率低,遇到毛坯不正常时,更是费工费时,还容易打刀,刀具磨损快,使用寿命低。
滚压时工人劳动强度大,不易保证产品质量,表面粗糙度不易保证。
为了满足批量生产的工艺需要,本文利用现有的工艺装备,设计了专用的复合镗头,采用粗镗头—精镗头—滚压器复合一体实现液压缸内孔的镗滚压加工,并解决了液压油缸大尺寸内孔的加工难题。
1 机床改装本方案液压油缸内孔一次镗滚加工用的是3Mc630 车床,无法实现刀具的冷却以及排屑。
为此,设计了一套专用夹具、冷却和排屑的油路系统,对设备进行了改装,夹具的一端与机床主轴刚性连接,专门设计了排出铁屑和冷却油的集屑箱,冷却油经过滤再流回油箱内循环使用。
复合镗滚油缸内孔工艺研究

4 结 束 语
基 于工 厂线 切 割 加 工 生产 实 践 的浅 表 变 质层 、 浅
响 。 黑 白 条 纹 的 出 现 与 电极 丝 的 运 动 有 关 , 排 屑 和 该 因
冷 却 条 件 不 同 造 成 电 极 丝 进 口 处 呈 黑 色 , 口 处 呈 白 出 色 。 电极 丝从 上 向下运 动 时 , 作 液 被 电极丝 从上 部 当 工 带 人 工 件 切 缝 内 , 电 产 物 由 电极 丝 从 下 部 带 出 , 部 放 上
滚 压 已 成 为 油 缸 内孔 精 加 2 的 主 要 工 艺 之 一 , 1 2 滚
/加 工缸 体 内孔 不但 可在 缸体 金 属表 面层 产生 塑性 变 N . 形 , 正 零 件 表 面 的 微 观 几 何 形 状 , 低 表 面 粗 糙 度 修 降 值 , 且 同 时 使 缸 体 表 面 层 晶 粒 改 变 纤 维 组 织 , 成 有 而 形
复合 镗 滚 油 缸
关键词 : 压 滚
中 图分 类 号 :G 3 T 5
文 献 标 识 码 : A
文章 编 号 :0 0— 9 8 2 l ) l 0 4 0 10 4 9 (O O O 一 0 9— 3 面 的 粗 糙 度 可 由 预 加 工 的 R.. m 降 低 到 R 0 2 m, 3 2I x . 疲 劳 强 度 提 高 2 % ~4 % f 0 0 。
复 合 镗 滚 油 缸 内 孔 工 艺 xt究 j ,- -
口 耿丽 霞
05o 7 1o
河 北 工 业 职 业 技 术 学 院 宣 钢 分 院 机 电 系 河北 宣 化 摘
要 :介 绍 了复 合镗 滚 油缸 的 工 艺过 程 、 艺 参 数及 质 量控 制 , 油缸 生 产 厂 家进 行技 术 改 进提 供 了借鉴 。 工 为
液压油缸内孔推镗的滚压工艺及设备

液压油缸内孔推镗的滚压工艺及设备张丽丽胡大龙张重州摘要:对液压油缸缸体内孔加工所采用的复合镗滚工艺、工艺装备设计及设备的选用进行了详尽的介绍,并对加工过程中的工艺经验数据加以推荐,对研究加工工艺与生产实践有一定的参考价值.关键词:缸体;推镗滚压工艺;镗滚压头设备中图分类号:TH 12 文献标识码: BRolling Technique and Equipment of Inner Bore Push Boring ofThe Oil VatZHANG Li-li, HU Da-long, ZHANG Chong-zhou (Zhengzhou Coalmining Machinery Plant,Zhengzhou 450007,China)Abstract:In this paper,the compound bore rolling technique of the inner bore of the oil vat body, design of the technological clamping appartus and selection of the equipment were introduced, and some practical process parameters were given.This paper can provide some reference for the study of manufacturing process.Key words:vat body; technology of the push boring rolling press; boring rolling press head equipment0 引言液压支架关键零件之一的缸体需要量很大,缸体的内孔加工又是该零件的关键工序,其内孔的加工方法有推镗珩磨和推镗滚压两种.近年来,推镗珩磨逐渐被推镗滚压所替代.我厂采用新型高效精密复合镗滚工艺,用Φ63,Φ125,Φ160及Φ230等缸筒镗滚压头代替珩磨工艺,经滚压后的内孔表面硬度、尺寸精度、位置精度,均能达到设计要求,粗糙度可达Ra0.4 mm,镗滚头的设计标准化、系列化已基本形成了模式.1 液压油缸的技术要求以Φ125油缸为例,缸体的技术要求见图1.缸体材料为27SiMn,调质硬度HB=230~270,属厚壁无缝钢管,其孔径与长度之比大于5.图1 Φ125油缸零件设计图2 镗滚头结构设计特点[1,2]滚压加工是通过滚柱对零件表面进行挤压,使零件材料产生塑性变形,从而降低零件表面的粗糙度并提高其强度.滚压加工属于无屑加工,所设计的推镗头和滚压头都与镗削加工复合在一起,因此称之为推镗滚压.镗滚压头将普通推镗头中的硬质合金导向条改为滚柱,将滑动摩擦变为滚动磨擦.这样除具有导向作用外,还有滚压作用.为了增加其滚压效果,可将滚柱设置前、后两排,每排6个滚柱,一次行程兼起两次行程的作用,可使油缸的塑性变形得到改善.滚压头的结构见图2,主要由刀盘1、滚压滚柱4、保持器5、平面上推轴承7、芯轴8、半圆卡环6等组成 .1.刀盘2.紧固螺钉3.机夹刀4.滚压滚柱5.保持器6.半圆环7.平面轴承8.芯轴图2 镗滚头结构示意图滚压时,动力通过床头主轴接盘转动带动零件,滚柱受零件孔壁摩擦力带动,沿其滚道的外圆滚动,迫使保持器等相对于滚道作旋转运动,被加工表面的原始波峰在滚柱的辗压作用下,晶粒沿滚柱运动方向位移,并被拉长使微观波谷填平.滚压结束后,当纵向进给伸进套筒接盘后,令主轴停转,刀盘卸下,然后卸下半圆卡环,滚柱退至过渡套,滚压头工作直径即自行减少,滚压头退出.滚柱的材料为GCr15,热处理淬火硬度HRC 62~66,尺寸Φ13×20,Ra<0.2,滚柱前端磨出R=2 mm的圆弧,尾部有30°×4的锥度.镗刀采用机夹刀具.不重磨涂层刀片,刀片材料选用YB 435,排屑方式采用杠销式,刀片、刀杆的耐用度很高,且刀片具有很高的尺寸精度,能够保证排出C形屑.3 推镗滚压加工机床[3]加工缸体内孔滚压时,缸径>Φ140时是在T 2120或T 2130镗床上进行的,而对于缸径<Φ125的油缸,因机床负荷大,输油器镗杆粗,不适合在镗床上加工,须将C 630车床改装成镗床.改装时,将尾座去掉改为镗杆座,拖板上面的方刀架、横向走刀溜板卸下,改成输油器.输油器具有冷却、导向、夹紧工件的作用.车床主轴卡盘装一套筒和带90°锥面的接盘,镗刀体镗杆孔中心线与车床主轴中心线等高,同轴度误差不大于0.02 mm,滚压头与刀杆中心同轴度误差不小于0.02 mm.加工装夹示意图见图3.缸体外圆的45°倒角作定位夹紧基准,通过床头接盘和输油器上的接盘顶住工件即可定位夹紧.切削冷却液从输油器的侧口输入,在内腔沿刀杆流向刀头,将切削热和切屑带走.加工时工件旋转,刀具作直线运动,这样有利于油缸壁厚均匀,能保证其直线性.1.床头箱2.套筒接盘3.镗滚头4.后接盘5.输油器6.镗杆导向套7.镗杆8.镗杆座图3 缸体加工工艺系统图4 工艺参数的选择(1) 用加长C630车床时,刚性要好,精度要高,主轴径向和轴向跳动误差应小于0.015 mm.(2) 前后排6个滚柱的几何尺寸和形位公差必须选配一致,误差应在0.002 mm以内,每排滚柱连接圆角R也必须一致,否则影响滚压质量.(3) 为使滚压头进入工件前有一个可靠的初始导向,输油器上的滚压导向套过盈导向,其过盈量为0.02 mm.这样在滚柱进入工件前,镗刀不易发生让刀现象,保证了内孔的尺寸精度和直线度.(4) 滚压时工件的过盈量按下式选取Δt=hp+he+Δ,式中:hp为压下量,滚压后孔径实际尺寸与滚压前镗刀对刀尺寸之差;he为弹性恢复量.在挤压力作用下,Δt高度内,一部分金属产生塑性变形hp,一部分产生弹性变形he;Δ为扩张量,与机床工艺系统刚度、切削用量(V,f)大小,工件的外形是否规则,弯曲度大小等有关.Δt为过盈量,滚压前滚子的对刀尺寸与镗刀对刀尺寸之差;过盈量一般选取0.12~0.15mm.(5) 利用对刀规,使对刀精度达到0.01 mm.(6) 滚压开始必须先通入冷却液,以防高温烧伤内孔表面.冷却液采用乳化液、机油或861通用切削液等,必须对切削液采取过滤和防尘措施.(7) 若镗滚前壁厚差大小于1.5 mm需粗镗,而当壁厚差小于1.5 mm 时,可直接镗滚.粗镗的目的是为了保持镗滚时余量较均匀,不致于因余量变化过大导致切削力变化过大而引起振动.文章编号:1007-6492(1999)01-0106-02作者简介:张丽丽(1961-),女,广东省潮阳县人,郑州煤矿机械厂高级工程师,主要从事金属加工工艺等技术工作.作者单位:郑州煤矿机械厂,河南郑州 450007参考文献[1]程通模.滚压和挤压光整加工[M].北京:机械工业出版社,1989.[2]金属机械加工工艺设计手册[M].上海:上海科学技术出版社,1987.[3]王先逵.机械制造工艺学[M].北京:清华大学出版社,1989.收稿日期:1998-06-18; 修订日期:1998-10-30。
油缸加工成熟工艺
邯煤机公司从1996 年开始生产轻型液压支架用千斤顶和立柱,可加工缸径∮250以下的各种液压工程缸,累计生产量已超过一万根,形成了比较成熟的加工工艺。
现有工艺水平现状一、缸筒生产工艺特点热处理技术:φ125以下缸径采用邯煤机公司自行研制的PLC自动控制“液压缸中频热处理线”,该线为同行业首创技术,节省材料和能源,生产效率高,质量稳定,具有国内先进水平。
二、内孔加工:引进大型复合镗滚数控机床,采用刚性镗—滚复合加工工艺,经滚压加工后其强度、硬度均有所提高,表面粗糙度在Ra0.2以上。
该工艺具有效率高、质量稳定等特点,特别适用于批量生产。
加工直径范围Φ63—Φ250,长度可达3000mm。
缸筒止口全部采用数控车床加工。
效率高、质量稳定、一致性好。
三、缸体焊接:采用CO2气体保护焊环缝焊,基本工艺为:焊前处理、焊接、探伤、打压试验。
四、活塞杆、活柱类零件生产工艺特点此类另部件加工工艺流程为:粗加工—热处理—半精加工—精加工。
外圆半精加工和密封带加工全部采用数控车床,精加工采用磨削工艺。
环套类另部件加工生产工艺特点导向套、活塞等是液压缸中的关键另部件,其制造质量的好坏,直接影响液压缸的性能。
为保证产品质量,此类零件全部采用数控车床进行精加工。
加工好的零件还要按要求进行镀锌、氧化等表面处理。
五、立柱组装线立柱组装线适用于Φ160~Φ360缸径长度不小于1000mm立柱、千斤顶的装配。
立柱组装线由以下部分组成:上料机构、清洗设备(活柱清洗、缸筒清洗)、活塞头及密封件装配、小件超声波清洗设备、活柱缸筒装配(顶缸机)、导向环装配(压套机)、导向套装配(拧帽机)、缸筒流水线、活柱流水线、整体试压机、试验台、液压系统、控制系统等组成。
本生产线1.解决了我公司生产轻型液压支架大规格立柱装配质量不稳定问题,提高我公司生产大规格立柱、千斤顶市场竞争能力;2、该生产线自动化程度高,选用PLC控制,是又一个典型的机、电、液一体化生产流水线。
油缸内孔的滚压加工
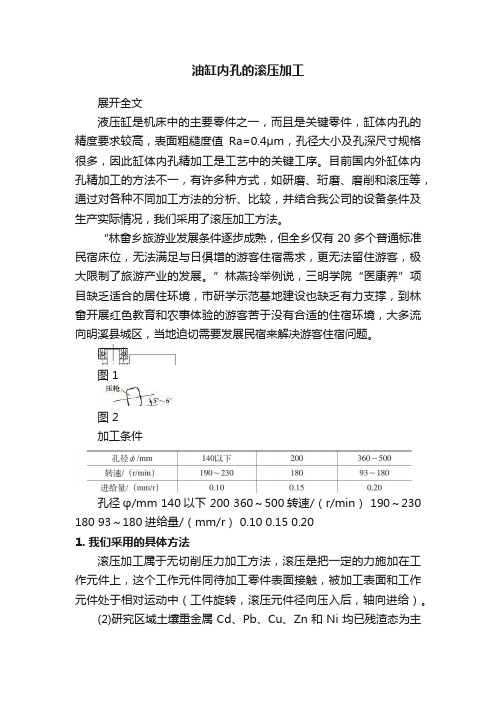
油缸内孔的滚压加工展开全文液压缸是机床中的主要零件之一,而且是关键零件,缸体内孔的精度要求较高,表面粗糙度值Ra=0.4μm,孔径大小及孔深尺寸规格很多,因此缸体内孔精加工是工艺中的关键工序。
目前国内外缸体内孔精加工的方法不一,有许多种方式,如研磨、珩磨、磨削和滚压等,通过对各种不同加工方法的分析、比较,并结合我公司的设备条件及生产实际情况,我们采用了滚压加工方法。
“林畲乡旅游业发展条件逐步成熟,但全乡仅有20多个普通标准民宿床位,无法满足与日俱增的游客住宿需求,更无法留住游客,极大限制了旅游产业的发展。
”林燕玲举例说,三明学院“医康养”项目缺乏适合的居住环境,市研学示范基地建设也缺乏有力支撑,到林畲开展红色教育和农事体验的游客苦于没有合适的住宿环境,大多流向明溪县城区,当地迫切需要发展民宿来解决游客住宿问题。
图 1图 2加工条件孔径φ/mm 140以下 200 360~500转速/(r/min) 190~230 180 93~180进给量/(mm/r) 0.10 0.15 0.201. 我们采用的具体方法滚压加工属于无切削压力加工方法,滚压是把一定的力施加在工作元件上,这个工作元件同待加工零件表面接触,被加工表面和工作元件处于相对运动中(工件旋转,滚压元件径向压入后,轴向进给)。
(2)研究区域土壤重金属Cd、Pb、Cu、Zn和Ni均已残渣态为主要存在形态,除Cu元素外,其余4种元素的3种活性组分之和比例均较高,尤其是Cd元素,其有效态略高于稳定态,生物活性最强,生物有效性大小顺序为Cd>Pb>Ni>Zn>Cu。
工作元件可以是滚压球和硬质合金嵌入物。
这种相对运动与切削加工一样是通过速度值和进给量表征的。
我们采用以202或204单列向心球轴承为主要元件的滚压工具,如图1所示。
在加工较小孔径的缸体时,我们采用了整体滚压工具。
例如,在加工CK61160数控重型卧式车床床头箱内的变速液压缸时(孔径为φ80+0.05 +0.03mm),使用的是深孔弹性滚压工具。
深孔浮镗滚压刀具的液压缸筒内孔成型原理2
深孔镗滚压刀具的液压缸筒内孔成型原理所谓深孔自然是一米至十米之间甚至更长更深的深孔,此类深孔加工出来的缸筒可做成油缸和汽缸,在工业生产过程中可分为冶金缸和工程缸等用途。
缸筒的尺寸要求也有其严格的标准,内孔直径要求(+0至+0.06mm之间)表面光洁度要求(0.4)以上。
深孔浮镗滚压刀具的液压缸筒内孔成型原理;是由缸筒毛坯料经粗镗刀头粗镗完内孔之后,再由浮镗滚压刀头通过缸筒的高速旋转和浮镗滚压刀头的快速进给一刀成型。
(浮镗滚压刀头的前部是浮镗刀也就是成型刀,它采用的是西德进口原装合金涂层机夹刀片,后部是采用特殊材料具有高强高硬度的多个滚柱构成。
)浮镗滚压刀具的液压缸筒内孔成型原理;主要是通过前部浮镗成型刀切削成型,再通过后部的滚柱高速快速的滚压将浮镗切削成型后的刀纹滚压平整而成。
由于滚柱具有高强高硬度滚压过后的缸筒内孔会产生物理变化,表面生成光滑如镜的表面硬化层,经仪表测得表面光洁度可达到0.1至0.08之间。
缸筒表面的硬化层使的缸筒具有不易刮花.经久耐磨耐用等特性。
·深孔浮镗滚压刀具的液压缸筒内孔…国产深孔镗床的技能改造科技与人为本,随着科技先进水平的不断发展而液压油缸在工业中占据着举足轻重的地位,深孔镗床的技术也得到了飞速的发展,以德国为例,深孔镗床的加工技术已达到了世界先进水平。
他们的深孔镗床和镗刀技术是共同研制,力求专刀专机水平一致,性能匹配达到最佳的效果。
而国内的深孔镗床研制却是刀机分离,各行其道《表现为;生产深孔镗床的厂家不配备刀具的生产,而生产刀具的厂家也不生产深孔镗床。
》因此就出现了刀机匹配失衡加工过程中就达不到理想的效果,效率自然就跟不上。
本人根据多年来对深孔镗床的了解和对西德机床及西德刀具的研究理解所得,研制出了一套具有德国先进水准而又适合国产深孔镗床使用的具有高产高效的深孔镗床镗滚刀具,本刀具即保留了原西德刀具的先进技术和原西德进口原装合金涂层机夹刀片,又融合了本国的深孔镗床技术限制所造成的不足缺陷改造而成。
大直径油缸内孔镗-滚复合加工工艺
l
l
l
_
曼
\ 『 ( \ u/ J )
l J I
ee n c l de . I d iin,t e ta i o a r c s i e h l g so w fiin y a d u sa l u l tr i y i r n a d to n h r dt n lp o e sngt c noo y i fl efc e c n n tb e q a — i o
后 , 粗 镗—— 半 精 镗— —精 镗— — 珩 磨 进 行 加 工 。 按 该 加工 工艺 生产效 率低 , 到毛坯 不 正常 时 , 是费工 遇 更 费 时 , 容易 打刀 , 还 刀具磨 损快 , 用寿命 低 。珩磨 时 使
I
_
金属 产生 弹性 变形 和塑 性变 形 。塑性 变形 既使工 件被
pe r l x boe—r l n r c s o o e c me t e d f c te nc u tr d i r d to o l g p o e st v r o h i ul se o n e e n p o ucin.Th x cie ma ie t i i i ep '艺 , 决 了液 压 油缸 大 尺 寸 内孔 的 解
加工难 题 。
尺 寸精度 和形状 精 度 、 内孔表 面粗糙 度 的要求 均较 高 ,
滚挤压工艺在提升器壳体液压缸孔加工上的应用
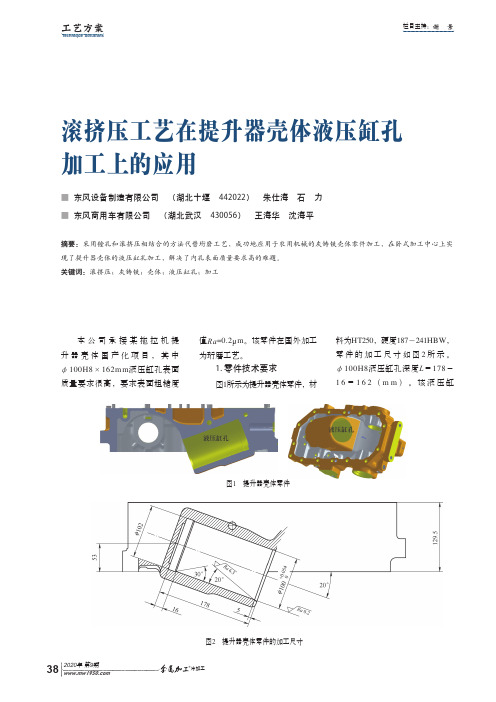
工艺方案Technique Solutions本公司承接某拖拉机提升器壳体国产化项目,其中φ100H8×162mm 液压缸孔表面质量要求很高,要求表面粗糙度滚挤压工艺在提升器壳体液压缸孔加工上的应用■■东风设备制造有限公司 (湖北十堰 442022) 朱仕海 石 力■■东风商用车有限公司 (湖北武汉 430056) 王海华 沈海平摘要:采用镗孔和滚挤压相结合的方法代替珩磨工艺,成功地应用于农用机械的灰铸铁壳体零件加工,在卧式加工中心上实现了提升器壳体的液压缸孔加工,解决了内孔表面质量要求高的难题。
关键词:滚挤压;灰铸铁;壳体;液压缸孔;加工料为HT250,硬度187~241HBW ,零件的加工尺寸如图2所示。
φ100H8液压缸孔深度L =178-16=162(m m )。
该液压缸值Ra =0.2μm 。
该零件在国外加工为珩磨工艺。
1. 零件技术要求图1所示为提升器壳体零件,材图1 提升器壳体零件图2 提升器壳体零件的加工尺寸栏目主持:谢 景工艺方案Technique Solutions孔为不通孔,液压缸孔底部有φ102×16mm的退刀孔,内孔表面粗糙度值Ra=0.2μm,加工方法要求珩磨,为重要项;液压缸孔与基准面的夹角为20°。
2. 加工工艺路线的确定该提升器壳体为国产化零件,在国外的生产工艺中,液压缸孔的加工采用立式珩磨工艺,其余各面及孔采用加工中心进行加工。
零件在国产化过程中存在的问题:①采用珩磨工艺,需投入珩磨设备,投资较大,周期长。
②单独珩磨液压缸孔将增加工序和人工成本,导致整个零件成本增加。
要求液压缸孔在活塞运行中减少阻力和密封不漏油,即可保证精度及功能要求。
(1)φ100+0.0540mm液压缸孔加工方案的确定 图样要求表面粗糙度值Ra=0.2μm。
如何满足表面粗糙度及孔的圆度是难点。
方案一是选择在卧式加工中心上进行精加工的工艺:粗镗→半精镗孔→精镗孔或铰孔;方案二是选择滚挤压加工工艺:粗镗→半精镗孔→精镗孔→滚挤压孔。
液压支架,工程油缸内孔加工技术

液压支架,工程油缸内孔加工技术摘要:近年来煤矿行业和工程机械行业发展迅速,而随着行业的发展,对液压支架和工程油缸的需求也大大增加。
而作为企业,面对着如此好的形势,对加工效率也提出了更高的要求。
而作为加工效率之中的重中之重,内孔的加工效率则成为关键。
关键词:液压支架;工程油缸;内孔液压支架内孔的公差要求一般为H9,粗糙度为Ra0.4,而工程油缸的精度要求更高,公差要求一般为H7,粗糙度为Ra0.2,这种工件内孔的加工采用镗削达不到要求,在现代加工方法中,需要采用珩磨或滚压加工才能达到要求。
下面就两种加工方法做分别介绍。
1珩磨用镶嵌在珩磨头上的油石(又称珩磨条)对精加工表面进行的精整加工叫珩磨,又称镗磨。
主要加工直径5~500 mm甚至更大的各种圆柱孔,孔深与孔径之比可达10或更大。
在一定条件下,也可加工平面、外圆面、球面、齿面等。
珩磨头外周镶有2~10根长度约为孔长1/3~3/4的油石,在珩孔时既旋转运动又往返运动,同时通过珩磨头中的弹簧或液压控制而均匀外涨,所以与孔表面的接触面积较大,加工效率较高。
珩磨后孔的尺寸精度为IT7~4 级,表面粗糙度可达Ra0.32~0.04 um。
珩磨余量的大小,取决于孔径和工件材料,一般铸铁件为0.02~0.15 mm,钢件为0.01~0.05 mm。
珩磨头的转速一般为100~200 rad/min,往返运动的速度一般为15~20 m/min。
为冲去切屑和磨粒,改善表面粗糙度和降低切削区温度,操作时常需用大量切削液,如煤油或内加少量锭子油,有时也用极压乳化液。
但由于珩磨要首先经过粗镗,精镗,而且一般留加工余量不到0.2,线速度也一般不能超过30m/min,所以加工效率较低,在现代加工手段中已经很少被使用。
当然,在一些特殊的领域,只能采用珩磨进行加工,如液压油缸中一些要求特别高的零件,需要珩磨加工中产生的油网进行润滑。
因此,珩磨加工也有它的价值所在,被一些特殊的工程油缸加工企业所采用。
航空增压油箱内孔浮动抛光技术
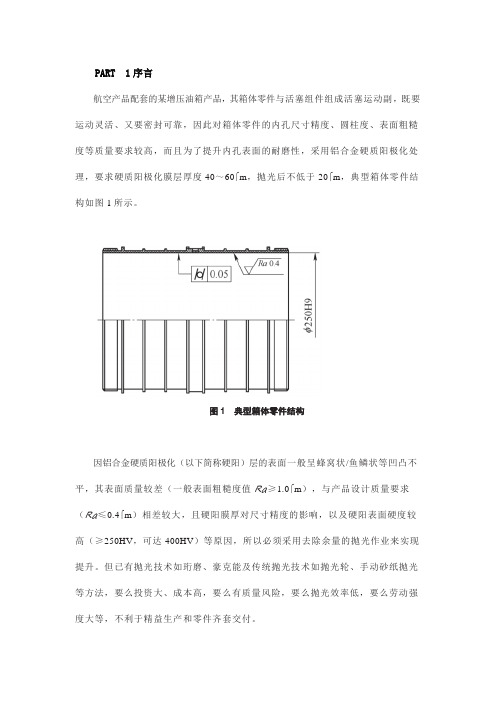
PART 1序言航空产品配套的某增压油箱产品,其箱体零件与活塞组件组成活塞运动副,既要运动灵活、又要密封可靠,因此对箱体零件的内孔尺寸精度、圆柱度、表面粗糙度等质量要求较高,而且为了提升内孔表面的耐磨性,采用铝合金硬质阳极化处理,要求硬质阳极化膜层厚度40~60⎧m,抛光后不低于20⎧m,典型箱体零件结构如图1所示。
图1典型箱体零件结构因铝合金硬质阳极化(以下简称硬阳)层的表面一般呈蜂窝状/鱼鳞状等凹凸不平,其表面质量较差(一般表面粗糙度值Ra≥1.0⎧m),与产品设计质量要求(Ra≤0.4⎧m)相差较大,且硬阳膜厚对尺寸精度的影响,以及硬阳表面硬度较高(≥250HV,可达400HV)等原因,所以必须采用去除余量的抛光作业来实现提升。
但已有抛光技术如珩磨、豪克能及传统抛光技术如抛光轮、手动砂纸抛光等方法,要么投资大、成本高,要么有质量风险,要么抛光效率低,要么劳动强度大等,不利于精益生产和零件齐套交付。
本技术研制的仿生机械臂抛光装置,在数控车床上实现了能浮动、可机动的连续平稳且高效的抛光作业,达到国内先进水平。
下面着重介绍仿生机械臂抛光装置的制作与应用。
PART 2夹具设计思路1)箱体类零件的结构为回转体,抛光作业设备选择数控车床。
利用数控车床所具备的功能特点:可调转速、可控吃刀量、可调进给速度等提供前提条件,开发数控车宏/子程序、优化切削参数,实现可机动、可循环往返连续作业的功能。
2)模拟手动抛光作业原理,研发/选用包括导柱导套组件和可调弹簧的一种装置,通过调节弹簧力,实现抛光过程平稳、能浮动的功能。
3)铝合金硬阳层的表面质量差、表面硬度较高,抛光作业就是将硬阳层的不平高点去除直至形成平滑弧面的过程,因此选用砂纸作抛光介质的方案较佳。
为克服手动抛光的缺点,提升机动抛光的质量和效率,设计、制作弧面轴瓦结构的抛光头夹持砂纸,旨在增大抛光接触面,且方便更换作业。
4)同类型的液压油箱、膨胀箱等产品的箱体类零件的内径尺寸一般在150~350mm、长度尺寸一般在200~550mm时差异较大。
工程机械油缸内孔加工滚压头设计
工程机械油缸内孔加工滚压头设计【摘要】本文介绍了工程机械油缸内孔加工滚压头设计的相关内容。
在工程机械生产中,油缸内孔加工是一项重要的工艺步骤,而滚压头作为内孔加工的关键工具,对加工质量和效率起着至关重要的作用。
本文从工程机械油缸内孔加工的需求分析入手,详细阐述了滚压头设计原理、结构设计、材料选择和加工工艺等方面。
通过对这些内容的探讨,展示了工程机械油缸内孔加工滚压头设计的优势,指出未来发展方向,并对整个设计过程进行总结。
这一研究有着重要的实际意义和应用价值,有助于提高工程机械内孔加工的效率和质量。
【关键词】工程机械、油缸内孔、加工、滚压头、设计、原理、结构、材料、工艺、优势、发展方向、总结1. 引言1.1 背景介绍工程机械油缸内孔加工是制造业中的重要工序之一,油缸内孔的加工质量直接影响到油缸的使用性能和寿命。
传统的加工方法存在工艺复杂、效率低下的缺点,加工精度和表面质量也无法满足要求。
设计一种高效、精准的滚压头对于提高油缸内孔加工质量具有重要意义。
随着工程机械行业的发展,用户对油缸内孔的加工要求也越来越高,需要更精准、更平滑的内孔表面。
传统的切削加工方法已经难以满足这一需求,而滚压头的设计可以有效改善这一问题。
研究工程机械油缸内孔加工滚压头设计具有重要的实用意义和推广价值。
本文将结合工程机械油缸内孔加工的实际需求,从滚压头设计原理、结构设计、材料选择和加工工艺等方面进行深入研究,以期提出一种效率高、质量好的油缸内孔加工解决方案,为工程机械行业的发展贡献力量。
1.2 研究意义工程机械油缸内孔加工是一项重要的工程技术,它直接影响着工程机械设备的性能和稳定性。
在工程机械领域,油缸内孔的加工质量和精度要求很高,因此设计一种高效且精准的滚压头对于提高油缸内孔加工效率和质量具有重要意义。
研究工程机械油缸内孔加工滚压头设计具有重要的意义。
通过设计一种优秀的滚压头,可以提高油缸内孔加工的效率和质量,降低生产成本,提高工程机械设备的使用性能,为工程机械行业的发展做出贡献。
工程机械油缸内孔加工滚压头设计
工程机械油缸内孔加工滚压头设计工程机械油缸内孔加工滚压头设计摘要:本文介绍了一种适用于工程机械油缸内孔加工的滚压头设计方案,通过对滚压头结构和加工工艺的探讨,提高了油缸内孔的加工精度和效率,并且提出了滚压头的制造和应用建议,为日后相关领域的研究提供参考依据。
关键词:滚压头;内孔加工;工程机械;加工精度;加工效率引言工程机械油缸内孔是机器正常运行的重要部件之一,其质量直接影响着机器的工作效率和安全性能。
而油缸内孔的加工精度和效率则与加工工艺和工具的质量有关,因此研究油缸内孔加工滚压头设计方案对于提高加工质量和效率具有重要意义。
本文将介绍一种适用于工程机械油缸内孔加工的滚压头设计方案,通过对滚压头结构和加工工艺的探讨,提高了油缸内孔的加工精度和效率,并且提出了滚压头的制造和应用建议。
滚压头结构设计滚压头是一种常用的内孔加工工具,它通过滚子的滚动压制,使被加工材料内孔的尺寸、形状和表面粗糙度具有一定的精度和光洁度。
滚压头的结构包括滚子、支撑轴、挡板、调整螺钉、调整手柄等部分,其中滚子是滚压头的主要部分,其数量和型号根据被加工孔的大小和形状不同而异。
本文提出的滚压头结构设计分为两个部分,一部分是滚子的选择和组成,另一部分是滚压头的整体结构设计。
1.滚子的选择和组成由于油缸内孔的直径较大,因此选择合适的滚子尺寸和特点对于整个滚压头的性能至关重要。
本文采用圆筒型滚子,滚子外径根据被加工孔的内径选择,其内径是为了配合支撑轴而设定,凸形和凹形滚子不适用于此场景。
滚子材料通常采用高速钢、硬质合金和陶瓷等材料,以确保其强度和耐磨性能。
对于滚子的组成,本文采用两种方式,一种是单个滚子组成滚压头,另一种是多个滚子连成链条,形成滚轮结构。
其中单个滚子由一个支撑轴和一个滚子组成,支撑轴用于支撑滚子,调整螺钉用于调整滚子的位置和角度,调整手柄用于调整调整螺钉,方便使用。
2.滚压头的整体结构设计由于油缸内孔的特殊性质,滚压头的整体结构设计需要注重以下几个方面:支撑稳定、磨损补偿、提高加工精度和效率等。
油缸内孔滚压加工技术
油缸内孔滚压加工技术姜 英,王友林(山东理工大学机械工程学院,山东淄博255049)摘要:对于油缸滚压加工,提出了采用镗-滚压组合加工工艺代替原来采用的粗镗-精镗-珩磨(或滚压)3道工序,以提高生产效率,并使质量稳定。
详细介绍了采用新工艺时各种轴向夹持器和组合滚压器的结构和工作原理,并对具体的工艺过程作了说明。
关键词:油缸;滚压;工艺;技术中图分类号:TG37 文献标志码:B 文章编号:1003 0794(2007)10 0119 03Machining Technique for Rolling Bore of CylinderJIANG Y ing,WANG You-lin(College of Mechanical Engineering,Shandong Universi ty of Technology,Zibo255049,China) Abstract:In order to increase efficiency and maintain a consistent quality,it is suggested tha t combined boring-rolling machining technique should be used instead of former scalping boring,precise boring and roll ing processes in the machining of hydraulic cylinder bore.The structures and operating principle of various axi al clamps and combined rollers to be used in the ne w machining technique are introduced in details,and con crete process is described.Key words:hydraulic cylinder;rolling;process machining;technique0 引言油缸的加工通常是采用无缝钢管在深孔镗床上镗孔后进行珩磨或滚压加工而成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中心 , 滚压最大余量单边 0 . 0 1 5 m m, 如图 1 所示。
1 粗 糙 度 精 度 低 的原 因分 析
—
1
排除机床 自身精 度及 加工 过程 中 的振动等 因 素 ,
我们发现 , 造成粗糙度不理想的原因主要 有以下两点 : ( 1 ) 由于 油缸质 量较 大 , 车床转 速较 低 , 采 用普 通
采用浮 镗与 滚压相结合的 工艺加工油缸内 孔
徐世韬 。 李 炫, 周 聪
( 镇江 中福 马机械 有限公 司, 江苏 镇 江 2 1 2 0 1 6 )
摘 要: 针对油缸 内孔加工过程 中出现 的问题 , 设 计 了专用宽刀进行车 削加 工以代替 浮镗加 工 , 并采 用滚压 头
对 油缸 内孔再 次加工 , 细化 了加 工工艺 , 使 油缸加 工更加方便 , 质量可靠 , 加工效率 高。
e ic f i e n c y .
Ke y wor d s: o i l c y l i n d e r p r ce o s s i n g ; d e d i c a t e d wi d e k n i f e ; r o l l i n g h e a d ; e ic f i e n c y
Abs t r a c t: I n v i e w o f t h e p r o b l e ms t ha t o c c u r i n he t p r o c e s s o f d r i l l i n g i n t e r n a l o i l s o f o i l c y l i n d e r s ,a d e d i c a t e d wi d e
角要尽量小 ; 另外滚压 内孔时滚压头中心需略 高于工件
内壁表面的粗糙度要求较 高( 达R a 0 . 8 ) 。传统 的加工工 艺是先 粗车 、 半精 车 、 精车 , 最后再进 行滚压成 型 , 但 这 种加工工艺加工 出来 的零件精度较低 , 油缸 内孑 L 的粗糙
度数值只能达到 R a 1 2 . 5 左右 。
第4 l 卷
第 4期
林 业 机 械 与 木 工 设 备
F O R E S T R Y MA C H I N E R Y &I P ME N T
V o 1 4 1 N o . 4
A p r . 2 0 1 3
2 0 1 3年 4月
k n i f e — b a s e d t u r n i n g p r o c e s s i s u s e d i n s t e a d o f l f o a t i n g b o r i n g ,wi t h a r o l l i n g h e a d f o r f u r t h e r p r o c e s s i n g ,d e t a i l i z i n g t h e p r o c e s s ,ma k i n g o i l c y l i n d e r pr o c e s s i n g e a s i e r a n d mo r e c o n v e n i e n t ,c o n t r i b u t i n g t o r e l i a b l e q u a l i t y a n d h i g h p r o c e s s i n g
Fl o a t i ng Bo r i ng a nd Ro l l i ng Pr e s s
XU Sh i -t a o , LI Xua n, ZHO U Co n g
( Z h e n j i a n g Z h o n g F o m a Ma c h i n e r y C o . , L t d . , Z h e  ̄i a n g J i a n g s u 2 1 2 0 1 6 , C h i n a )
收稿 日期 : 2 0 1 2 — 1 1 - 3 0
图 1 滚压加工示意图
5 4
林 业 机 械 与 木 工 设 备
削深度 2 mm;
第4 1 卷
( 4 ) 宽 刀 车 内孑 L : 转速 8 r / a r i n , 进 给量 0 . 3 m m / m i n ,
镇江 中福 马机械 有限公 司生产 的连续压机上 的油 缸 是压 机 的关 键 零件 ,根 据 设计 要求 ,杆 腔压 力 在 1 6 MP a 下保压 3 0 m i n 后压力下降应小于 3 %,因此对其
根据滚压刀具使用要求 , 一般建议线速度 v 尽量选最 大
值; 滚压刀具 的中心与工件 中心存在一个夹角 , 这个夹
车刀 加工后 内孔 的刀纹较深 ,仅仅通 过滚压加工无 法
提高 内孑 L 的粗糙度精度 。
( 2 ) 通过在滚压刀具 的生产厂家现场调研后发现 , 滚
压加工对工件 的转速及滚压刀具与工件之间的角度都 有 要求 : 工件的转速 n = v / 2 " a ' r ( 其中 : 线速度 v = 8 0 ~ 1 6 0 m / s ) ,
关键词 : 油缸加工 ; 专用宽刀 ; 滚压 头; 效率 中图分类号 : T H1 6 文献标识码 : A 文章编号 : 2 0 9 5 — 2 9 5 3 ( 2 0 1 3 ) 0 4 — 0 0 5 2 — 0 3
Pr o c e s s i n g I n t e r n a l Ho l e s o f Oi l Cy l i n d e r s t h r o u g h Co mb i n e d