八大浪费讲义
生产中八大浪费PPT课件
对员工反馈的信息进行及时处理和 跟进,确保问题得到解决和落实。
案例分析法
选择典型案例
经验借鉴
选择生产过程中具有代表性和普遍性 的浪费案例进行分析。
从案例中提炼出可供借鉴的经验和教 训,为减少类似浪费提供参考。
案例剖析
对选定的案例进行深入剖析,了解浪 费的具体情况和原因。
04
减少和消除策略
管理浪费
定义
管理浪费是指企业管理中不必要 的环节、流程或制度所造成的资 源、时间和成本的浪费。
危害
增加管理成本、降低管理效率; 影响企业决策效果和响应速度; 可能导致企业失去市场机会和竞 争优势。
解决方法
优化管理流程和组织结构,减少 不必要的管理环节和制度;实施 信息化和数字化管理手段,提高 管理效率和决策效果;加强员工 培训和管理素质提升,提高员工 对管理要求的认知和执行能力。
设备利用率提高
合理安排生产计划,充分利用设备产能,避免设备闲置和浪费。加强Βιβλιοθήκη 工培训和技能提升员工技能培训
01
针对员工岗位需求,制定个性化的培训计划,提高员工技能水
平和操作效率。
多能工培养
02
鼓励员工学习多种技能,培养多能工,提高员工适应性和灵活
性。
员工激励机制
03
建立合理的激励机制,激发员工积极性和创造力,促进员工持
生产中常见浪费现象
过度生产
生产超出实际需求或计划的产品,导致库存积压和 资金占用。
等待时间
设备或员工在等待下一道工序或资源时产生的空闲 时间。
运输浪费
不必要的物料搬运和运输,以及由此产生的时间和 资源消耗。
生产中常见浪费现象
01
02
八大浪费课件
操作不经济(Handling)﹕动作不精简﹔动作多余 设计不合理(Design)﹕可同时完成但未同时﹔
不必要但被增加﹔ 可同规格但不同﹔ 考虑调整/转换/取放 物料需要翻找﹔
四.动作浪费
(四)浪费的消除:
操作不经济(Handling)﹕按经济原则设计并标准 化﹔制订Check list发现并消除﹔ 设计不合理(Design)﹕合理设计﹔变成设计要 素﹔设计验证与稽核﹔符合人体工效设计﹔
计划不同步(Schedule)﹕设备产能要求﹔信息不 准﹑不畅﹔计划错误﹑失当﹔交叉排配﹔
管理原因(Management)﹕制程反应度慢﹔Push﹔
信息
错误﹔不是一个流﹔工作纪
律﹔
五.库存浪费
(四)浪费的消除:
产能不均衡(Capability)
线平衡(ECRS)﹐使用共同CT﹔设备微型 化﹑考虑前后工程产能﹔ 计划不同步(Schedule)﹕直通流程﹔同步排配﹔ 信息集成化﹔前后工程计划协调平台﹔ 管理上原因(Management)﹕柔性制造﹔Pull﹔ CIMS﹔广告牌﹔一个流作业﹔
六.移动浪费
(一)浪费的定义:
流程中因两点间距离远﹐而造成的搬运
走动
等浪费﹐包括人和机器如.
六.移动浪费
(二)浪费的表现:
人(Man)﹕走动﹔搬运﹔过大身体动作﹔ 机(Machine)﹕运输﹔设备空转﹔ 料(Material)﹕碰伤﹔库存﹔ 法(Method)﹕仓储物流管理﹔搬运﹔ 环(Environment)﹕仓储区﹔物流动线﹔
取放工具物料等不必要的动作浪费.
劳动强度增加
满意度低
(如例)
不必要裝PE袋 不必要的分開
四.动作浪费
(二)浪费的表现:
八大浪费讲义

度,而只尽其所能,在本制程生产过多的产品.
2. 让作业员有生产伸缩的充分空间. 3. 让每一制程或生产线有提高自己的生产力的利益. 4. 因为有不合格品而想提高直通率(OAY: 直通率指从物 料加工到组装成品一次性成功合格品的比率). 5. 因为有多余的产能,所以容许机器生产多于所需之量. 6. 因为引进了昂贵的机器设备—为折旧费的分摊,而提高
5.对已发生的不良处理不当--处理方法不当,原因追查 不彻底,制程能力未提高.
9
一. 不良浪费
(四)如何减少不良发生:
1.作业管理—SOP,标准作业,标准持有,教育训练; 2.全面质量管理(TQM); 3.品管统计手法(SQC); 4.品管圈(QCC)活动;
SQE﹑供货商 辅导
5.异常管理(广告牌管理);
28
搬运浪费案例-改善对策
优化产线布局﹐将部品加工设备直接搬到产 在线来﹐并通过加装滑槽的方式﹐使加工好的 产品直接流到产在线。
29
搬运浪费案例-效果对比
效果﹕搬运彻底取消,并精简人力2人(包装和物 流搬运人员).
距离(m)
30
0
改善前 改善后
30
五﹑库存浪费
(一)产生原因:制造业的工厂,存在着原材料﹑零部件 ﹑半成品﹑成品等在库,在库发生的原因有: 存货管理名言: 空闲时多制造的部分; 库存是必要的恶物 设备状态良好时连续生产; 占用 缓解 认为提前生产是高效率的表现; 认为有大量库存才保险.
6.斩首示众; 7.首件检查; 8.不制造不良的检查--源流检查;自主检查;全数检查; 9……..
10
不良浪费案例--现状描述
F产品铭牌产品用真空盘包装,装箱时采用直接迭加方 式,搬运过程中出现碰刮伤,不良率为25%,需投入2人 从事修复作业
生产中的八大浪费
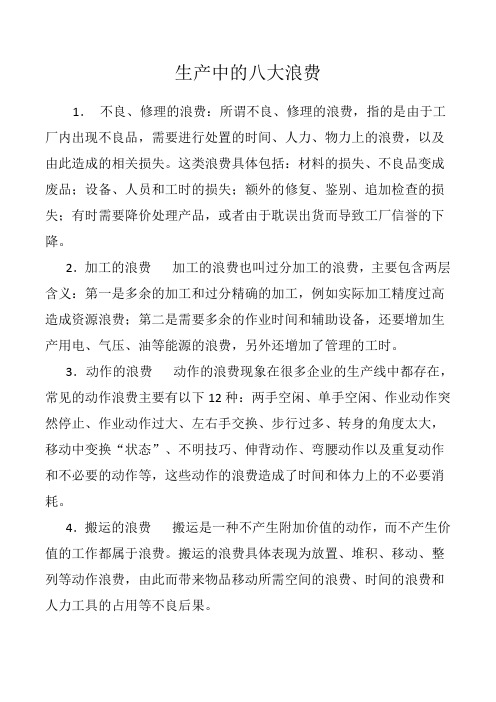
生产中的八大浪费1.不良、修理的浪费:所谓不良、修理的浪费,指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
这类浪费具体包括:材料的损失、不良品变成废品;设备、人员和工时的损失;额外的修复、鉴别、追加检查的损失;有时需要降价处理产品,或者由于耽误出货而导致工厂信誉的下降。
2.加工的浪费加工的浪费也叫过分加工的浪费,主要包含两层含义:第一是多余的加工和过分精确的加工,例如实际加工精度过高造成资源浪费;第二是需要多余的作业时间和辅助设备,还要增加生产用电、气压、油等能源的浪费,另外还增加了管理的工时。
3.动作的浪费动作的浪费现象在很多企业的生产线中都存在,常见的动作浪费主要有以下12种:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大,移动中变换“状态”、不明技巧、伸背动作、弯腰动作以及重复动作和不必要的动作等,这些动作的浪费造成了时间和体力上的不必要消耗。
4.搬运的浪费搬运是一种不产生附加价值的动作,而不产生价值的工作都属于浪费。
搬运的浪费具体表现为放置、堆积、移动、整列等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等不良后果。
5.库存的浪费由于库存很多,将故障、不良品、缺勤、计划外停机、计划有误、调整时间过长、品质不一致、能力不平衡等问题全部掩盖住了。
6.制造过多或过早的浪费制造过多或过早,提前用掉了生产费用,不但没有好处,还隐藏了由于等待所带来的浪费,失去了持续改善的机会。
有些企业由于生产能力比较强大,为了不浪费生产能力而不中断生产,增加了在制品,使得制品周期变短、空间变大,还增加了搬运、堆积的浪费。
此外,制造过多或过早,会带来庞大的库存量,利息负担增加,不可避免地增加了贬值的风险。
7.等待的浪费由于生产原料供应中断、作业不平衡和生产计划安排不当等原因造成的无事可做的等待,被称为等待的浪费。
消除生产中的8大浪费培训教材PPT课件讲义
过剩的加工造成浪费
常见的加工浪费: ☆ 加工余量
☆ 过高的精度 ☆ 不必要的加工
过剩加工造成的浪费: ☆ 设备折旧 ☆ 人工损失
☆ 辅助材料损失 ☆ 能源消耗
2012年8月25日
库存 浪费
库存造成额外成本
常见的库存: ☆ 原材料、零部件
☆ 半成品 ☆ 成品 ☆ 在制品 ☆ 辅助材料 ☆ 在途品
库存的危害: ☆ 额外的搬运储存成本
消除生产中的8大浪费 认识浪费
半成品堆积如山,生产线却停工待料 成品积压,客户却天天催货 放在旁边的是不需要做的,需要做的却不在旁边 一边交期紧急,一边返工返修不断 很容易买到的螺栓、螺母却保留一、二年的用量 整批产品常常因为一二个零件而搁浅耽误 有人没事做,有事没人做
2012年8月25日
浪费新定义
除了使产品增值所需的材料,设备和人力资源之绝对最小量以外的东西
任何非必需的东西!
认识和消除所有浪费
2012年8月25日
等待浪费 搬运浪费
地下工厂
8 不良浪费
工
大 厂
动作浪费
常
浪 见
加工浪费
费 的
库存浪费
企业每生产一件产品就在制造一 份浪费。伴随企业运营中各业务 环节不被察觉或不被重视的浪 费,日本企业管理界将之形象地 比喻为“地下工厂”。
制造过多(过早)浪费
缺货损失
2012年8月25日
等待 浪费
2012年8月25日
等待பைடு நூலகம்创造价值
常见的等待现象: ☆ 物料供应或前工序能力不足造成待料
☆ 监视设备作业造成员工作业停顿 ☆ 设备故障造成生产停滞 ☆ 质量问题造成停工 ☆ 型号切换造成生产停顿
造成等待的常见原因: ☆ 线能力不平衡
精益生产之_八大浪费.doc

精益生产之_八大浪费11.不良、修理的浪费所谓不良、修理的浪费,指的是由于工厂内出现不良品,需要进行处置的时间、人力、物力上的浪费,以及由此造成的相关损失。
这类浪费具体包括:材料的损失、不良品变成废品;设备、人员和工时的损失;额外的修复、鉴别、追加检查的损失;有时需要降价处理产品,或者由于耽误出货而导致工厂信誉的下降。
2.加工的浪费加工的浪费也叫过分加工的浪费,主要包含两层含义:第一是多余的加工和过分精确的加工,例如实际加工精度过高造成资源浪费;第二是需要多余的作业时间和辅助设备,还要增加生产用电、气压、油等能源的浪费,另外还增加了管理的工时。
3.动作的浪费动作的浪费现象在很多企业的生产线中都存在,常见的动作浪费主要有以下12种:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大,移动中变换“状态”、不明技巧、伸背动作、弯腰动作以及重复动作和不必要的动作等,这些动作的浪费造成了时间和体力上的不必要消耗。
4.搬运的浪费从精益生产的角度看,搬运是一种不产生附加价值的动作,而不产生价值的工作都属于浪费。
搬运的浪费具体表现为放置、堆积、移动、整列等动作浪费,由此带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等不良后果。
国内目前有不少企业管理者认为搬运是必要的,不是浪费。
因此,很多人对搬运浪费视而不见,更谈不上去消灭它。
也有一些企业利用传送带或机器搬运的方式来减少人工搬运,这种做法是花大钱来减少工人体力的消耗,实际上并没有排除搬运本身的浪费。
5.库存的浪费按照过去的管理理念,人们认为库存虽然是不好的东西,但却是必要的。
精益生产认为,库存是没有必要的,甚至认为库存是万恶之源。
由于库存很多,将故障、不良品、缺勤、点点停、计划有误、调整时间过长、品质不一致、能力不平衡等问题全部掩盖住了。
例如,工厂生产线出现故障,造成停机、停线,但由于有库存而不至于断货,这样就将故障造成停机、停线的问题掩盖住了,耽误了故障的排除。
八大浪费讲义
IE 服務團
八 大 浪 費 介 紹
合理化布局設計的要點
1﹑輔助生產線的終點﹐應盡量接近供給對象 的主生產線工序﹔ 2﹑充分探討供應各工序零部件的方法﹔ 3﹑研究空卡板﹑包裝箱﹑夾具的返回方法﹔ 4﹑沿生產線設置大小適當的零部件暫放場 所﹔ 5﹑不要忘記在生產線中設置檢查工序和修理 工序﹔ 6﹑確保設備的保養與修理所需空間﹔ 7﹑生產線的形狀受到產品和場地的制約﹐可 從安裝﹑零部件供應﹑管理方面考慮﹐采用 最為合適的形狀。
IE 服務團
八 大 浪 費 介 紹
搬運手段合理化
搬運作業遵循原則﹕ 機械化原則﹔自動化原則﹔標准化 原則﹔均衡原則﹔及時原則﹔直線原 則﹔安全第一原則。 搬運方法﹕ 傳送帶﹔ 定量搬運和定時搬運。 搬運工具的合理化。 現場布置
IE 服務團
八 大 浪 費 介 紹
五﹑在庫量過多的浪費
(一)產生原因﹕制造業的工廠﹐存在著原材 料﹑零部件﹑半成品﹑成品等在庫﹐在庫發 生的原因有﹕ 存貨管理名言: 空閑時多制造的部分﹔ 庫存是必要的惡物 設備狀態良好時連續生產﹔ 認為提前生產是高效率的表現﹔ 占用 大量 認為有大量庫存才保險﹔ 资金
IE 服務團
(三)如何減少不良發生﹕
八 大 浪 費 介 紹
一﹑作業管理—標准作業指導書,標准作業,標准持 有,教育訓練﹔ 二﹑全面品質管理(TQM)﹔ 三﹑品管統計手法(SQC)﹔ 四﹑品管圈(QCC)活動﹔ 五﹑異常管理(看板管理)﹔ 六﹑斬首示眾﹔
SQM﹑供應商 輔導
七﹑首件檢查﹔
八﹑不制造不良的檢查---源流檢查;自主檢查;全數 檢查﹔
(一)定義:生產過程中,因來料或制程不良,造 成的各種損失,需進行處置的時間人力和物力 的浪費. (二)導致的影響﹕
八大浪费讲义

消除等待浪费
1﹑单元制生产方式﹔ 2﹑生产线平衡法﹔ 3﹑人机工作分离﹔ 4﹑全员生产性维护(TPM)﹔ 5﹑切换的改善﹔ 6﹑嫁动率,可动率的持续提升
IE 服務團
生产线平衡﹕
八 大 浪 费 介 绍
改善前
8 7 6 5 4 3 2 1 0
1.00 0.95 1.00 5.55 4.92 1.89 1.80 1.00 0.95 1.00 1.47 5.34
IE 服務團
八 大 浪 费 介 绍
搬运手段合理化
搬运作业遵循原则﹕ 机械化原则﹔自动化原则﹔标准化 原则﹔均衡原则﹔及时原则﹔直线原 则﹔安全第一原则。 搬运方法﹕ 传送带﹔ 定量搬运和定时搬运。 搬运工具的合理化。 现场布置
IE 服務團
八 大 浪 费 介 绍
五﹑在库量过多的浪费
(一)产生原因﹕制造业的工厂﹐存在着原材 料﹑零部件﹑半成品﹑成品等在库﹐在库发 生的原因有﹕ 存货管理名言: 空闲时多制造的部分﹔ 库存是必要的恶物 设备状态良好时连续生产﹔ 认为提前生产是高效率的表现﹔ 占用 大量 认为有大量库存才保险﹔ 资金
八. 管理浪费
(二) 浪费的表现(2):
资本利润率﹕未能所有资本最大化地 获取利润﹔ 其他﹕能力(技朮)提升﹔研发周期﹔ 市场份额﹔增长性﹔美誉度﹔知名 度﹔
IE 服務團
供应链示意:
供货商
工厂
销售/客户
消费者
示 意 图
考虑
素质
IE 服務團
八 大 浪 费 介 绍
八. 管理浪费
(三) 浪费的产生:
管理能力﹕素质; 执行力(速度/准度/精 度); (相互) 技朮层次﹕认知高度﹔把握度﹔(相对)
八. 管理浪费
精益生产之八大浪费通用课件
未充分利用员工创造力浪费
1 2
定义
未充分利用员工创造力浪费指的是员工的创新能 力、改进意见等未得到充分发掘和利用。
影响
未能充分利用员工的创造力会造成人力资源的浪 费,并可能影响员工的工作积极性和满意度。
3
解决方法
通过建立鼓励创新的企业文化、提供培训和学习 机会、设立奖励机制等方式,激发员工的创造力 ,提升整体生产效率。
生产效率;在服务行业中,通过价值流映射提升客户服务体验,降低服
务响应时间。
5S管理
定义与价值
5S管理是一种源于日本的精益工具,通过整理、整顿、清 洁、清洁检查、素养五个步骤,提高现场管理水平,营造 整洁、高效的工作环境。
应用步骤
包括制定5S管理计划、实施整理整顿、开展清洁活动、进 行清洁检查、提升员工素养等。
等待浪费
定义
等待浪费指的是生产过程 中,员工、设备等资源长 时间处于空闲状态,等待 下一个生产环节。
影响
等待浪费会降低生产效率 ,增加生产成本,同时也 会降低员工的工作积极性 。
解决方法
通过优化生产流程、提高 设备自动化程度等方式, 减少等待时间,提高资源 利用率。
运输浪费
定义
运输浪费指的是生产过程中,原 材料、半成品、成品等物品在运
输过程中产生的浪费。
影响
运输浪费会增加物流成本,同时也 会增加物品损坏、丢失等风险。
解决方法
通过优化物流路线、提高物流设备 效率、减少不必要的运输等方式, 降低运输浪费。
不当处理浪费
定义
不当处理浪费指的是由于操作不 当、维护不足等原因,导致设备
故障、产品质量下降等问题。
影响
不当处理会增加维修成本、降低 产品质量,同时也会影响生产效
精益生产系列-八大浪费

精益-1/55
一.什么是浪费
二.成本和浪费
三.八大浪费
四.如何发现浪费
价值
制造过程中客户愿意付钱的作业内容,改变产品的形状或性质
浪费
制造过程中对客户而言,不产生附加价值,但会增加成本或虽然增加附加价值但消耗超过绝对最少的活动,如搬运、库存、检查
•利用最少的设备、材料、部件、空间、时间等成本要素,是创造附加价值所绝对必要的要素。
但是如果这些不能使产品生成附加价值,则产生浪费;•客户才是价值的决定者
浪费的审视
设备作业的浪费
人员作业的浪费
售价、成本、利润:售价一定,不同的成本造就不一样的利润
成本的秘密:企业的管理、技术水平,造就了企业的实际成本。
实际成本同真正成本的差异,就是浪费,就是改善空间
* 精益的本质和核心,就是消除浪费*
1)不良浪费
1)不良浪费:如何减少不良浪费
* 品质是设计出来的,品质是制造出来的*
2)加工过剩浪费:如何减少加工过剩
3)等待浪费
4)动作浪费:动作浪费的主要形态
5)搬运浪费:产生原因与消除
6)制造过多浪费:原因及对策
7)库存的浪费:改善库存过多的方法
7)库存的浪费:改善库存过多的方法
1)三现原则
2)5why
3)现场观察的方法
The End!
MSA-31/53。
八大浪费介绍及管理分析课件
库存的管理策略
需求预测和精确计划
通过精确预测市场需求和生产计划,减少库存积压。
实施精益生产
通过减少批量生产和采购,实现按需生产,降低库存水平。
库存控制和优化
采用先进的库存控制方法,如ABC分类法、实时库存更新等,提高库存周转率。
强化供应链协同
加强与供应商和客户的协同合作,实现信息共享,降低库存风险。
生产计划不合理
生产计划安排不当,导致生产 不连续,产生等待。
物料供应不足
物料供应不及时,导致生产中 断,产生等待。
等待的影响
效率低下
等待时间造成生产效率低下,影响生产进度 。
客户满意度下降
等待时间延长了产品交付周期,可能导致客 户满意度下降。
成本增加
等待时间增加了生产成本,包括人工成本和 设备折旧成本。
员工培训与激励
通过培训提升员工能力,通过激励机 制激发员工工作动力。
科学流程管理
通过优化工作流程,减少资源浪费和 提升工作效率。
强化目标管理
通过明确的目标管理,确保员工的工 作方向和重点,提高工作效率和质量 。
THANK YOU
06
动作的浪费
动作浪费的原因
操作过程分析不足
在设计和执行工作流程时,未能对操作过程进行细致的分析,导致 操作步骤冗余或不合理。
设备布局不当
设备布局不合理,导致操作员需要频繁走动或移动,增加了不必要 的时间和动作。
操作方法不科学
操作方法不符合人体工学或操作习惯,导致操作困难或效率低下。
动作浪费的影响
合理调整设备布局,减少操作员走动和移动,提高工作效 率。
推行标准作业
精益生产培训之八大浪费
精益生产培训之八大浪费精益生产是一种以节约资源和提高效率为核心的生产管理方法,其目的是通过消除浪费,实现生产流程的最佳化。
在精益生产中,有八大浪费被认为是应该避免的,下面我们来详细介绍一下。
1. 过度生产:生产过多超出需求,造成产品库存积压。
这不仅会占用大量资金,还会导致产品质量下降或过期。
精益生产鼓励企业根据市场需求来安排生产计划,以避免过度生产。
2. 库存:过多的库存会占用仓储空间、增加物流成本,还会导致产品质量问题。
精益生产强调及时交付,减少库存过程中发生的浪费。
3. 运输:物料在生产过程中的频繁搬运和运输会增加时间和成本,并且容易导致物料损失或损坏。
精益生产追求流程化和单元作业,以减少不必要的运输。
4. 过程中的等待:等待时间会引起生产线停滞,降低生产效率。
精益生产鼓励实施连续流水线作业,以减少等待时间。
5. 过度加工:过度加工是指在产品制造过程中进行不必要的加工或处理,导致成本和时间浪费。
精益生产倡导最小精度原则,避免不必要的加工。
6. 应急补救:由于计划不周或其他原因导致的生产过程中的错误和缺陷,会对生产效率和产品质量造成不利影响。
精益生产推崇错误预防和持续改进的方法,避免应急补救。
7. 人员不当利用:未充分发挥员工的能力和技能,或安排不当的工作任务,会导致生产效率下降。
精益生产强调员工参与和培训,提高员工的技能水平和责任感。
8. 无用的动作:一些无效的动作或不必要的步骤会增加生产过程中的时间和劳动力成本。
精益生产倡导精简和标准化的生产流程,以减少无用的动作。
综上所述,精益生产中的八大浪费是企业应该避免的,通过消除这些浪费,企业可以提高生产效率、降低成本,并提供更高质量的产品和服务。
因此,进行精益生产培训是非常重要和必要的。
精益生产是一种以节约资源和提高效率为核心的生产管理方法,旨在通过消除浪费,实现生产流程的优化。
其核心理念是追求价值流的流畅性,即尽可能在最短的时间内,以最低的成本提供最高的质量和价值。
八大浪费培训课件

物品.
17/32
6)动作的浪费
3.移动的距离缩短
身体的使用方法 ① 减少需使用的身体部位
的范围.
作业场所的准备
工具的利用
② 材料.部品.工具要尽可能 ③ 使用利用重力少疲劳
身体的使用方法
① 使用承受疲劳能力强的 身体部位.
(脖子会有转动)
没有视觉的转移
오
오
실
실
로
로 스 코
스 코 프
프
21/32
6)动作的浪费
原则3. 组合两个以上的动作
改善前 用注射器在端子两侧涂敷树脂
(合计四回)
改善后 使用了两个针头,只要涂敷两回
原则4. 材料和工具放在前方最近的位置
改善前
在印张放置台,把印张粘贴到传送带 上的部品上。 手臂的平均移动距离为40㎝
6) 步行多
12) 重复/不必要的动作
一般来说作业者
有一半的时间是 “无效的” !
任何不产生价值的人员和设备的动作
16/32
精益生产专家
6)动作的浪费
□ 动作经济的基本原则与着眼点
1. 两只手同时使用
身体的使用方法
① 两只手各自的动作要同时 开始同时结束.
② 两只手的动作要同时向 反方向并且是对称的方向.
• 机器设备时常发生故障;
• 生产线未能取得平衡;
• 材料虽已备齐,但制造通知单没到
⑨
准⑩ 备维 工修 作等 等待 待
③ 返修
搬 运 等 待
③ ⑿搬 返运 修等 等待
产品仓库
④⒀
入
出
③
库
库
搬
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浪費的3 浪費的3種形態
1.勉 超過能力界限的超負荷狀態;( ;(會導致設 1.勉 強: 超過能力界限的超負荷狀態;(會導致設 備故障,品質低下,人員不安全) 備故障,品質低下,人員不安全) 2.浪 有能力, 2.浪 費: 有能力,但未給予充足的工作量的未飽 和狀態; (人員工作量不飽滿,設備稼動 和狀態; (人員工作量不飽滿, 人員工作量不飽滿 率低) 率低) 3.不均衡 有時超負荷有時又不不飽和的狀態。 不均衡: 3.不均衡: 有時超負荷有時又不不飽和的狀態。 差異狀態) (差異狀態)
7
一. 不良修正的浪費
如何減少不良發生: (四)如何減少不良發生:
1.作業管理 SOP,標准作業,標准持有,教育訓練; 1.作業管理—SOP,標准作業,標准持有,教育訓練; 作業管理 SOP,標准作業 2.全面品質管理(TQM); 2.全面品質管理(TQM); 全面品質管理 3.品管統計手法(SQC); 3.品管統計手法(SQC); 品管統計手法 4.品管圈(QCC)活動; 4.品管圈(QCC)活動; 品管圈(QCC)活動 5.異常管理(看板管理); 5.異常管理(看板管理); 異常管理 6.斬首示眾; 6.斬首示眾; 斬首示眾 7.首件檢查; 7.首件檢查; 首件檢查 8.不制造不良的檢查--源流檢查;自主檢查;全數檢查; 8.不制造不良的檢查--源流檢查;自主檢查;全數檢查; 不制造不良的檢查--源流檢查 9.防錯法(防呆法). 9.防錯法(防呆法). 防錯法
19
四. 搬運的浪費
浪費的產生: (二) 浪費的產生: 工廠佈局(Layout): 工廠佈局(Layout): 物流動線設計;設備局限;工作地佈局;前後工程分離; 物流動線設計;設備局限;工作地佈局;前後工程分離; 設計相容性(Compatibility): 設計相容性(Compatibility): 1.業務擴充→新增工序或設備; 1.業務擴充→新增工序或設備; 業務擴充 2.設備或物料變換→不適合; 2.設備或物料變換→不適合; 設備或物料變換 3.前景不明→未作整體規劃; 3.前景不明→未作整體規劃; 前景不明 改善方向: (三)改善方向: 合理化佈局; 1. 合理化佈局; 搬運手段的合理化. 2. 搬運手段的合理化.
10
二. 制造過多(過早)的浪費 制造過多(過早)
浪費的產生: (二) 浪費的產生:
是生產線督導人員的 心理作用造成的
過量計划(Schedule):信息不准;計划錯誤;計划失當; 過量計划(Schedule):信息不准;計划錯誤;計划失當;信息傳 (Schedule):信息不准 遞不暢;制程反應速度慢; 遞不暢;制程反應速度慢; 前工序過量投入(WIP):工時不平衡;看板信息錯誤; 前工序過量投入(WIP):工時不平衡;看板信息錯誤;不是一個 (WIP):工時不平衡 流作業;工作紀律; 流作業;工作紀律;
浪費的消除: (三) 浪費的消除:
過量計划(Schedule):計算機信息集成控制;准確掌控不良( 過量計划(Schedule):計算機信息集成控制;准確掌控不良(報 (Schedule):計算機信息集成控制 制訂寬放標准和計划校正機制;縮短交付周期(CT﹑ 廢)率;制訂寬放標准和計划校正機制;縮短交付周期(CT﹑批 量); 前工序過量投入(WIP):生產線平衡;制訂單次傳送量標准; 前工序過量投入(WIP):生產線平衡;制訂單次傳送量標准;一 (WIP):生產線平衡 個流作業;作業要求; 個流作業;作業要求;
12
二. 制造過多(過早)的浪費 制造過多(過早)
1. 沒有考慮到下一個制程或下一條生產線的正確生產速 而只盡其所能 在本制程生產過多的產品. 盡其所能, 度,而只盡其所能,在本制程生產過多的產品. 讓作業員有生產伸縮的充分空間. 生產伸縮的充分空間 2 利益. 3. 讓每一制程或生產線有提高自己的生產力的利益. 4. 因為有不合格品而想提高直通率(OAY: 直通率指從物 因為有不合格品而想提高直通率 直通率(OAY: 料加工到組裝成品一次性成功合格品的比率). 料加工到組裝成品一次性成功合格品的比率). 因為有多餘的產能 所以容許機器生產多於所需之量. 多餘的產能, 5. 因為有多餘的產能,所以容許機器生產多於所需之量. 因為引進了昂貴的機器設備— 折舊費的分攤, 6. 因為引進了昂貴的機器設備—為折舊費的分攤,而提 高稼動率,生產過多的產品. 高稼動率,生產過多的產品.
18
四. 搬運的浪費
輸送帶帶來的浪費
1.取放的浪費; 1.取放的浪費; 取放的浪費 2.等待的浪費 等待的浪費; 2.等待的浪費; 3.在製品的浪費 在製品的浪費; 3.在製品的浪費; 4.空間的浪費 空間的浪費. 4.空間的浪費.
如何善待輸送帶
1.邊送邊做; 1.邊送邊做; 邊送邊做 2.劃分節距線 劃分節距線; 2.劃分節距線; 3.依產距時間設定速度 依產距時間設定速度; 3.依產距時間設定速度; 4.設立停線按紐 設立停線按紐. 4.設立停線按紐.
導致的浪費有: 導致的浪費有: 1.設備及用電, 1.設備及用電,氣,油等能源等增加 設備及用電 2.放置地, 2.放置地,倉庫空間增加 放置地 3.提早耗用原材料,利率負擔增加 3.提早耗用原材料, 提早耗用原材料 4.搬運、堆積的浪費, 4.搬運、堆積的浪費,管理工時的浪費 搬運 5.產品貶值 5.產品貶值
13
案例分享
14
三. 加工過剩的浪費
(一) 定義: 定義: 是由制程未按產品需求調整﹑ 是由制程未按產品需求調整﹑突發事件預防 客戶需求不明確﹑ ﹑客戶需求不明確﹑因調整停工期的過度生 溝通不足﹑呈核過多﹑額外復本/ 產﹑溝通不足﹑呈核過多﹑額外復本/信息過 量等造成的未給客戶產品和服務需求帶來價 值的工作的浪費。 值的工作的浪費。
11
二. 制造過多(過早)的浪費 制造過多(過早)
在所有的Muda中 製造過多是最嚴重的Muda, 在所有的Muda中,製造過多是最嚴重的Muda, Muda 最嚴重的Muda 它帶給人們一個安心的錯覺 錯覺, 它帶給人們一個安心的錯覺,掩蓋了各種問 以及隱藏了由於等待所帶來的浪費, 題,以及隱藏了由於等待所帶來的浪費,失 去了持續改善的機會. 去了持續改善的機會. 要把製造過多當做犯罪看待. 要把製造過多當做犯罪看待. 製造過多是起源於下列無效的觀念及政策 製造過多是起源於下列無效的觀念及政策 造成的: 造成的:
產品報廢; 產品報廢; 額外的修復、鑒別、追加檢查的損失; 額外的修復、鑒別、追加檢查的損失; 材料損失; 材料損失; 降價處理; 降價處理; 出貨延誤取消定單; 出貨延誤取消定單; 由於耽誤出貨而導致工廠信譽下降。 由於耽誤出貨而導致工廠信譽下降。
6
供應
制造 處理
一. 不良修正的浪費
(三)產生的原因: 產生的原因: 設計不良--參數不匹配,可制造性差,不相容; --參數不匹配 1. 設計不良--參數不匹配,可制造性差,不相容; 工藝設計不合理--工藝設計缺陷,檢驗手段局限; --工藝設計缺陷 2. 工藝設計不合理--工藝設計缺陷,檢驗手段局限; 制造階段的管理影響產品品質--換線頻繁, --換線頻繁 3. 制造階段的管理影響產品品質--換線頻繁,操作不 標准,作業員熟練度不高. 標准,作業員熟練度不高. 使用不合格的零部件產生的品質問題---供應商品 4. 使用不合格的零部件產生的品質問題--供應商品 質控制不力,來料檢驗遺漏,對不良缺乏認識. 質控制不力,來料檢驗遺漏,對不良缺乏認識. 對已發生的不良處理不當--處理方法不當, --處理方法不當 5. 對已發生的不良處理不當--處理方法不當,原因追 查不徹底,制程能力未提高. 查不徹底,制程能力未提高.
一. 不良修正的浪費
(一)定義:是由制程控制不佳﹑原材料質量差﹑保養 定義:是由制程控制不佳﹑原材料質量差﹑ 計划不完善﹑教育/訓練工作指導書不當﹑ 計划不完善﹑教育/訓練工作指導書不當﹑產品設計 不合理﹑ 不合理﹑對客戶需求不了解等造成的庫存材料的檢 查及維修浪費 。 (二)導致的影響: 導致的影響:
16
案例分享
17
四. 搬運的浪費
定義: (一) 定義: 是由工場布局不合理﹑生產流程理解不當﹑ 是由工場布局不合理﹑生產流程理解不當﹑ 生產批量大﹑生產前置期長﹑ 生產批量大﹑生產前置期長﹑儲存區域大等 造成的物料搬運的浪費。 造成的物料搬運的浪費。
搬運是一種不產生附加價值的動作. 搬運是一種不產生附加價值的動作. 若分解開來又分為:放置,堆積,移動, 若分解開來又分為:放置,堆積,移動, 整列等動作浪費, 整列等動作浪費,由此而帶來物品移 動所需空間的浪費、 動所需空間的浪費、時間的浪費和 人力工具的佔用等不良後果. 人力工具的佔用等不良後果.
勉強 能力限度 浪費 不均勻 合適
4
八大浪費
TPS:精益生產的核心 TPS:精益生產的核心 不良修 正浪費 制造過 過早) 多(過早) 動作浪費 浪費 8種浪費 加工過 等待浪費 剩浪費 在庫量 搬運 是消除一切無效勞 過多浪費 浪費 動和浪費(Muda) 動和浪費(Muda)
5
管理 浪費
精幹; 精: 精幹; 益: 效益 精益: 投入少, 精益: 投入少,產出多
生产部: 生产部:钟文初
1
課程大綱
八大浪費介紹 避免八大浪費的對策
2
浪費的定義
定義:浪費指不增加附加價值, 定義:浪費指不增加附加價值,使成本增加的一系 列活動. 列活動. 對於JIT來講,凡是超出增加產品價值所絕對 JIT來講 對於JIT來講,凡是超出增加產品價值所絕對 必須的最少量的物料 設備、人力、 的物料、 必須的最少量的物料、設備、人力、場地和時間 的部分都是浪費 這里有兩層含義﹕ 都是浪費。 的部分都是浪費。這里有兩層含義﹕ 不增加價值的活動﹐是浪費﹔ 活動﹐是浪費﹔ 盡管是增加價值的活動﹐所用的資源超過了 絕 盡管是增加價值的活動﹐所用的資源超過了“絕 對最少”的界限 也是浪費。 的界限﹐ 對最少 的界限﹐也是浪費。