控制饲料水分的关键技术_刘影
饲料产品加工过程中水分的控制
对 于存放于立筒库的 同一批玉米连续作 1 5天水 分抽样检测分析 , 水分有下降的趋势。 说明即使是
1 原料接收过程中的水分控制 .
原料 接 收过 程 中的水分 控制 关键 在 原料 水 分 短期内的库存时间, 也会有水分 的损失。 因此原料
的抽样检测要准确。抽样要代表整批原料的水分 在 库存 过程 中的水分 含量 控制 ,最 有 效 的办 法是 高低情况 , 切记要按取样标准抽取样品 , 防止漏抽 控 制原 料入 库水 分在 较低 值 , 并缩 短 库存 时 间 , 提 高水分原料 ,边抽样边感观检测原料水分高低和 高原料的周转率。
调质 过程 是饲 料 产 品加工 过 程 中最 重 要 的一 存温度过高的原料在清理 过程 中得到降温散热 , 水分也随之下降。这说明清理过程能够控制部分 个过程。调质过程本身是多个 因素对物料综合作 变 质 的高水分 的原 料进入 下一道 工序 。 也说 明, 用 的过 程 ,包含 有 调 质 器 桨 叶对 物料 的搅 拌 、 这 混 部分 高 温高 湿 的原 料在 清理 过 程 中水分 得 到 了一 合 、 撒 、 切 等作 用 ; 蒸 汽 及 冷 凝 水 对 物 料 的 抛 剪 有 定程 度 的控制 。
维普资讯
饲料加工
湖南饲料
20 0 6年第 5期
饲 料 产 品 加 工 过 程 中 水 分 的 控 制
李久群
( 湖南正 虹科 技发展 股 份有 限公 司 岳 阳市 屈原区 441 14 8)
摘
要
通过对饲料 产品加工工艺的全过程的研究 ,分析 了各加工过程 中影响饲料产 品的水分变化 的因素 , 指 饲料产品 加工过程 水分 控制
饲料加工过程中的水分控制
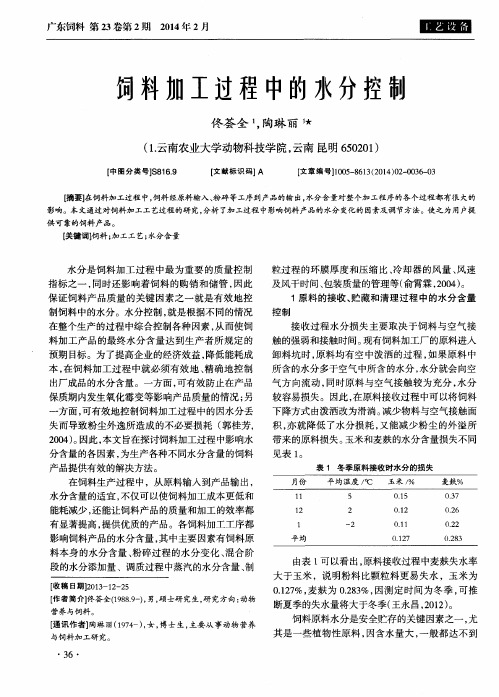
气方 向流动 , 同时原料与空气接触较为充分 , 水分 较容易损失。因此 , 在原料接收过程中可以将饲料 下降方式 由泼洒改为滑淌。 减少物料与空气接触面 积, 亦就降低了水分损耗 , 又能减少粉尘的外溢所 带来 的原料损失。 玉米和麦麸的水分含量损失不同 见表 1 。
表 1 冬季原料接收时水分的损失
水分( 安 全 水 分应 在 1 2 %以下 ) 和改 善 原 料 的贮 存
( 董全等 , 2 0 0 7 ) 。 为此 , 粉碎室的进风可尽量采用地 下室 的低温空气 , 不仅可降低水分损耗 , 还能提高
粉碎效率 , 有效地降低能耗 。
2 . 3粉 碎 工 艺
条件 , 尽早地采取 防霉剂控制霉菌 , 减少霉菌的污 染。 饲料 中主要原料为玉米 , 通常贮存在立筒仓内, 由于昼夜温差大 , 贮存原料的水分蒸发 , 使靠近立 筒仓壁的部分原料 因结露而含水量偏高 , 长期贮存
广东饲料 第 2 3 卷第 2 期
2 0 1 4 年 2月
饲料加工过程 中的水分控制
佟 荟 全 , 陶琳 丽 ★
( 1 . 云南农业大学动物科技学 院 , 云南 昆明 6 5 0 2 0 1 )
【 中图分类号】 S 8 1 6 . 9 【 文献标识码】 A 【 文章 ̄ - ] 1 o o 5 — 8 6 1 3 ( 2 0 1 4 ) 0 2 — 0 0 3 6 — 0 3
0 . 2 2 %。 有 吸风 与无 吸风水 分损 耗没 有 明显 的差 异 ,
济的做法是在短期内与其他水分含量较少的原 料 搭配使用或立即进行生产消化 ,防止原料的霉变 。 相反 当原料水分偏低 时就需要 防止原料在库存过 程中进一步损失水分 , 保持成品水分 的一致性( 王 若 兰等 , 2 0 0 5 ) 。总之 , 原料在贮藏过程 中的水分含 量控制, 最有效 的办法是原料入库水分控制在较低 的范围内, 提高原料的周转率 , 缩短贮藏时间。 生 产上原料清理程序对保证产 品质量是重要 的一步, 它能清理出原料 中结块 、 霉变的原料。 部分 高温高湿 的原料在清理过程 中得到降温散热 , 一定 程度上起到了对水分的控制 。 2粉 碎过 程 中的水 分 含量控 制
控制饲料水分的关键技术

每 个 处 理连 续 生产 3批 料 . 批 次 对成 品料 分
取样 。 样原 则 : 开料 头料 尾 , 匀 、 取 避 均 等量抽 取 5 个 不 同袋 的成 品料 样 。 同一批 次 的料 样 按 照 四 将
分 法混 匀 、 样 , 该料 样代 表 该批 次 的成 品料 。 取 则 用 自封 袋封好 。 好标记 . 分析 。 做 待
水分 和 发霉 的难 题 。为此 。 通过 4个实 际生产 将
效 抑制 饲料 发霉 , 大大 提高 饲料 的储 存期 。这种 技术 为 国 内
大多 数饲 料企 业 成 品 水分 难 以 控制 或 水 分稍 高 饲 料 就容 易 发 霉 的问题 提供 了安全 、 有效 的解 决 方案 。 关键 词 : 料 ; 分 ; 饲 水 水活 度 ; 防霉
试验分 析该 技术 的效 果和 价值 。
1 试 验部分
试 验 所 用 新技 术 产 品 X 由荷 兰 一 著 名 饲料 影 响 饲 料 品质 的 因 素 有 很 多 。在 众 多 因素
中 . 粒 饲 料 的加 工 质 量 占主 导地 位 。 水 分 则 颗 而 添加剂 公 司提供 。
( 中 IO7 1 E) S 2 8对检 测微生物 的方法 。
表 1 X产 品对 蛋 鸡粉 料品 质 的影 响
11 . 预测饲料 保存期 .3 .3 根 据极端 加速试验 结果预 测 。即将 饲料样 品
保存 在恒 温和较 高 的相 对湿度 条件 下 , 来预 测 饲 料 的保存 期 。方 法如下 :
且 还 能使 水 分 均匀 地 渗 透 到 饲 料 颗 粒 表 面 和 内 部 . 游离 水转 变 为 结合 水 。 将 保证 成 品水 分 , 降 并
饲料生产环节的水分控制

当混合后粉料的水分含量远低于12.5%时,可考虑在混合时喷加雾化水。但目前这方面存在很多问题:不能超过2%;保水性能差,添加2%的水仅有40-50%的保水率;最好是使用热水,防霉;要考虑混合时间和水分添加时间(一起喷完)的一致;为保证均匀,调整喷头的位置和喷水口大小;需要加防霉剂;要注意清理混合机的内壁。诸多因素限制了在混合机加水,而且加的游离水会使成品料的潜在发霉机会增加。
在夏秋干燥炎热季节或配方所用原料的水分含量较低的情况下需想办法增加物料的水份含量在这种情况下只要满足生产需要压力越低越好锅炉供汽压力可调整为35kgcm2生产使用压力可调整为2kgcm2关闭所有或部分疏水阀使蒸汽含水量增加从而达到增加调质后物料的水分含量的目的
饲料生产环节的水分控制
颗粒饲料的水分含量是一项非常重要的质量指标,它直接影响到颗粒饲料的品质和饲料企业的经济效益,对其进行有效控制是保证饲料产品质量安全的关键技术之一。水分含量超过规定的标准,颗粒饲料容易发霉变质,不利于保存,还会使营养成分的含量相对减少;但如果产品水分含量过低,对企业又造成了不必要的损失,而且高低不均的水分含量,还造成产品质量的不稳定,影响到产品的品牌声誉。在饲料加工过程中,适宜的水分含量有利于制粒,降低能耗、提高生产。因此,在配合饲料的生产过程中,要使生产更顺利地进行,能耗更低,颗粒更光洁均匀,最终产品又符合规定的水分含量标准,就必须进行生产全过程的水分控制。
水分控制,就是在生产的整个过程中根据不同的情况综合控制各种因素,使产品的最终水分含量达到生产者的预期目标。影响饲料产品最终水分含量的主要因素有:饲料原料本身的水分含量、粉碎阶段的水分变化、混合阶段的液体添加量、蒸汽的水分含量、调质水平、压模的模孔大小及其厚度、冷却器的风量及风干时间、包装质量管理、不同气候环境因素的影响等。
浅谈饲料加工过程中水分变化及其控制

浅谈饲料加工过程中水分变化及其控制饲料加工工序中,最关键就是控制饲料中水分的损耗。
饲料加工的每道工序都应采取科学化的管理方式,找出影响饲料水分变化的因素,对其进行妥善的处理和解决,同时加强生产企业的精细化管理制度,保证每道生产流程的质量,从根本上提高企业经济效益。
1 水分控制的重要性水分控制是饲料生产加工过程中最重要的关键环节,需要结合实际的生产情况,通过监管技术人员的分析,总结出各饲料加工阶段促使水分含量发生变化的因素,如粉碎阶段的水分变化、混合阶段的水分添加、蒸汽的水分含量、饲料调质水平、包装质量管理等因素,因此保持水分检测的精准度是进行水分含量控制的最基本工作原则。
同时还要注重对颗粒饲料的水分含量的控制,因其是衡量饲料质量的重要指标,指标的定量直接影响到颗粒饲料的质量和饲料企业的经济效益,因此对其进行有效的控制是十分必要的。
质量控制人员要全面了解颗粒的特质,其如果保存不当很容易发霉变质,严重降低营养成分的含量,而且高低不均的水分含量,不仅会给企业带来不必要的损失,还会加重产品质量的不稳定。
由此可见,控制水分含量在配合饲料的生产过程中,有着很重要的促进作用,既可以保证生产更顺利地进行,又可以降低能源消耗,使颗粒饲料变得更光洁、均匀。
2 饲料在加土过程中水分损失或增湿的具体原理由于饲料原料在加工过程中的复杂性,所以其原料中水分的存在方式也极其复杂,一般情况下饲料中化学结合水也可称作为结品水,物理化学结合水称作吸附水或渗透水,而机械结合水称作为自由水,也就是我们常见的毛细管水、润湿水和空隙水等水质。
因为饲料具有吸湿和解湿的特性,所以,其内在水分会随着外部环境的变化而变化,经常处于吸湿或解湿的状态。
当饲料原料和成品水分处在百分之十二至百分百之二十的范围内时,其水分特质主要以毛细管水和部分吸附水为主,所以饲料在加工过程中尽管其吸湿和解湿过程基本符合加工标准,但从整体过程来看,其饲料水分还是受到了一定的损失,并且损失的水分基本上都是机械结合水和部分物理化学结合水,损失率约为3%左右。
控制饲料水分的关键技术
摘要:本文包括4个试验,研究在不同动物日粮生产过程中添加水分对饲料成品水分、饲料水活度及防霉效果的技术。
结果表明,在饲料混合阶段液体喷雾设备添加组成成分为有机酸、表面活性剂、水结合剂组合而成的水溶液,能够提高成品饲料水分,并且能有效控制饲料的水活度,从而有效抑制饲料发霉,大大提高饲料的储存期。
这种技术为国内大多数饲料企业成品水分难以控制或水分稍高饲料就容易发霉的问题提供了安全、有效的解决方案。
关键词:饲料;水分;水活度;防霉影响饲料品质的因素有很多,在众多因素中,颗粒饲料的加工质量占主导地位,而水分则是影响饲料加工质量的重要因素之一。
饲料加工过程中,粉料的含水量对成品颗粒料/膨化料的质量、霉菌控制、加工效率、设备损耗、生产成本以及动物的生产性能都有重要影响。
水分含量过低使得颗粒料/膨化料的淀粉糊化率低、颗粒耐久性差,导致饲料转化率下降,影响畜禽的生产性能;同时粉料水分过低还会影响饲料加工的产量与能耗,带来成品料水分过低等问题。
相反,如果粉料水分含量太高则易引起环模堵塞、饲料发霉,从而导致动物生产性能下降,甚至引发疾病。
因而在饲料工业中,适宜的水分含量是一项重要的加工参数。
本文讨论一种能够有效控制饲料水分并防止饲料发霉的新技术,该技术在欧洲已得到广泛应用。
它以具有强力杀菌的山梨酸、丙酸、丙酸铵、甲酸等复合有机酸为主体,同时含有表面活性剂和水结合剂,具有抑杀已有霉菌的功能,并且还能使水分均匀地渗透到饲料颗粒表面和内部,将游离水转变为结合水,保证成品水分,并降低水活度,破坏霉菌的生存环境,防止饲料发霉。
引进该技术将为国内大多数饲料企业解决饲料水分和发霉的难题。
为此,将通过4个实际生产试验分析该技术的效果和价值。
1试验部分试验所用新技术产品X由荷兰一著名饲料添加剂公司提供。
1.1在蛋鸡粉料中的应用试验(试验1)1.1.1试验设计该试验在江苏某年产15万t的蛋鸡粉料厂进行。
试验设3个处理,分别为对照组、试验I组和试验II组,每个处理设3个重复。
控制动物饲料生产中的水分

控制动物饲料生产中的水分作者:韩浩月来源:《国外畜牧学·猪与禽》2018年第04期一台安装良好的设备应该能够测出干燥机出口处原料的水分含量,并精确至±0.5%,从而使干燥机能够得到更精确的控制。
实时监控干燥机而不是等着用烘箱测试,能够确保此干燥机随时能够进行调控,从而可提高饲料生产的能源利用效率。
中图分类号:S816.9 文献标志码:C 文章编号:1001-0769(2018)04-0073-02原材料、能源和劳动力等投入品成本的不断增加迫使动物饲料加工商更密切关注总生产成本的控制。
一个简单且节省经济成本的方法就是在加工过程中控制原料的水分含量。
数字微波水分含量测量技术的推出能够使以相对较低的成本在干燥机的出口处安装高精度的湿度传感器成为可能。
其较低的采购成本、较低的运营成本和易用性可以保证在加工过程中,让工厂操作员对原料进行水分检测比以往更具吸引力。
本文将探讨水分检测能够给甜菜浆转化为干燥的动物饲料颗粒的加工过程带来的益处;这种原理同样适用于使用相似生产方法的其他原料。
1 测定水分含量的需要在提取出糖之后,湿的甜菜浆需要压缩和干燥,以便制成动物饲料。
其干燥过程极其耗能,要求原料充分干燥,以使其更容易制粒且不会造成制粒机的堵塞或生产出脆性的颗粒。
浆汁干燥机有多种类型,包括直燃式滚筒型干燥机、流态床蒸汽干燥机或低温带式干燥机。
然而,任何干燥系统的主要目标都是将原料中的水分降低到10%~12%。
当前的离线水分检测方法(如烘箱测试法)既耗时,又无法做到实时调控干燥机。
一种流行的在线测量仪器是红外系统。
这些系统往往价格昂贵,并且由于它们仅对原料的表面进行检测,因而可能会因干燥的浆质表层极速干燥而造成读数不具代表性。
该仪器为非接触型检测仪,容易受到环境中的灰尘以及仪器镜头上累积灰塵的影响而导致读数错误。
然而,使用微波传感器的自动化系统可以轻松且安全地穿透所有原料,并在原料离开干燥机时检测出其中的水分含量,从而为控制系统提供即时信息。
饲料加工技术中的关键参数与调控方法
饲料加工技术中的关键参数与调控方法随着畜牧业的发展,饲料加工技术的重要性日益凸显。
饲料作为动物生产的基础,其质量直接影响着畜禽的健康和生产性能。
在饲料加工过程中,有一些关键参数需要合理调控,以确保饲料的质量和营养价值。
本文将探讨饲料加工技术中的关键参数与调控方法,以期为畜牧业的发展提供一些参考。
首先,饲料加工中的关键参数之一是饲料的粒度。
饲料的粒度直接影响着动物对饲料的消化吸收情况。
过细的饲料粒度会导致动物消化道负担加重,影响消化吸收效率;而过粗的饲料粒度则会降低饲料的利用率。
因此,合理控制饲料的粒度是提高饲料利用效率的重要手段之一。
在饲料加工过程中,可以通过调整研磨设备的参数,如破碎机的转速和筛孔大小,来控制饲料的粒度。
此外,还可以通过添加剂的方式来改善饲料粒度,如使用颗粒剂和粒化剂等。
其次,饲料加工中的另一个关键参数是饲料的湿度。
饲料的湿度对于饲料的加工和保存都有着重要影响。
过高的饲料湿度会导致饲料在加工过程中黏结、发霉等问题,降低饲料的品质;而过低的饲料湿度则会增加加工能耗,影响加工效率。
因此,合理控制饲料的湿度是确保饲料加工质量的关键之一。
在饲料加工过程中,可以通过调整蒸汽和水的用量来控制饲料的湿度。
此外,还可以采用干燥设备对饲料进行预处理,以降低饲料的湿度。
除了粒度和湿度外,饲料加工中的关键参数还包括饲料的配方和混合均匀度。
饲料的配方直接决定了饲料的营养成分和比例,对于动物的生长和发育至关重要。
因此,在饲料加工过程中,需要根据不同动物的需求和生长阶段,合理调整饲料的配方。
此外,饲料的混合均匀度也是影响饲料质量的重要因素。
不均匀的饲料会导致动物摄食不均衡,影响生长发育。
为了保证饲料的混合均匀度,可以采用混合机进行加工,同时注意混合时间和速度的控制。
在饲料加工过程中,除了关键参数的调控外,还需要注意一些细节问题。
例如,饲料加工设备的清洁和维护是确保饲料质量的重要环节。
定期清洗和保养设备,可以有效防止饲料受到污染和变质。
饲料保水及在生产过程中的水分控制
饲料保水及在生产过程中的水分控制当前饲料企业竞争日趋激烈,饲料生产已进入低利润时期,其生产成本已成为影响饲料企业效益的重要因素之一。
生产能耗、生产过程中物料损耗、生产效率、机械磨损等因素直接影响生产成本,饲料企业要在竞争中立于不败之地,就必须最大限度地降低生产成本。
除了饲料生产中的管理因素和机械设备因素外,饲料水分是影响生产成本的最重要因素,科学地利用水分能够在不降低饲料品质的前提下,降低生产能耗、机械磨损和过程损耗,从而提高生产效率、降低生产成本,同时保持饲料正常的水分,能够提高饲料适口性,改善动物的生产性能。
1饲料产品中水分的含量及对经济效益的影响1.1饲料产品中水分的含量在秋冬季节,由于气温较低,厂家多使用新上市的玉米等原料,这些新上市的饲料原料一般水分含量很高。
玉米-豆粕型日粮在饲料生产制粒后,水分一般在13%以下,基本能满足品控要求,但随着米糠粕、DDGS等农副产品(水分含量较低,约在9%-12%)的大量使用,使成品水分降到了12%之内。
在夏秋季节,饲料原料水分一般在11%-13%左右,加之夏季高温,饲料原料水分在粉碎和制粒过程中损失一部分,使得饲料成品水分很低,一般在9%-11%左右,低于国家要求的标准。
饲料水分过低会产生饲料加工时粉尘增多、成品损耗率增加、制粒能耗增加、玉米糊化不理想、制粒环模磨损、饲料适口性下降等不利因素,将会直接到影响饲料企业的经济效益。
1.2饲料的产品水分含量对饲料生产企业经济效益的影响。
饲料的产品水分含量,不仅影响饲料的内在和外在产品品质,而且对产品的出品率和经济效益有直接影响。
一个年产3万t的颗粒饲料企业,年损失的经济效益可高达75万元。
根据生产季节和原料的变化调整生产工艺参数,尤其是调整制粒时调质工艺参数,可显著提高企业的经济效益和饲料产品品质。
1.3饲料保水对动物生产性能的影响刘春雪等(2004)研究了在混合机粉料中添加0%、0.5%、1.5%、2.5%的水分对猪生长性能的影响。
巧除鸡舍内有害气体的方法
鸡 舍地 面用硫 磺 5 k g ・ 1 0 0 m 拌 人垫料 中 , 保 持适
宜 的湿 度 ,清理 垫料 1 次・ 1 5 d ~ 。在垫 料 中混入 硫磺 , 使垫料 p H< 7 . 0 ,可抑制粪便 中的氨气产生和散发 ,降低
用0 . 3 %过 氧 乙酸 溶 液 3 0 mL・ m ~ ,喷 雾 器 喷雾 鸡 舍 及鸡 体 , 1 ~ 2次 ・ 周 。过氧 乙酸可 与氨气 生成 醋 酸 铵 ,既对鸡有 消毒防病 ,又可改善鸡舍空气质量 ,降低
改善空气质 量。 5 氟石粉拌料 、腐植酸钠 喂服
碳 、甲烷 、甲醛等有 害气体 ,导致鸡结膜炎 、角膜炎 和
呼吸道疾病 的发生 ,甚 至引起 中毒 。要加强鸡舍通 风换
气 ,保持适宜湿度 ,合理建 造鸡舍 ,保持清洁 干燥 ,搞
好 鸡舍周 围绿化 ,控制鸡群 密度 ,优化 日粮结构等措施 控 制鸡 舍内有害气体的产生。
有害气体 。活性炭 、煤渣 、生石灰等具有很强 的吸附作 用 ,将其装入 网袋悬挂在鸡舍 内或撒在地面上 ,可吸收 空气 中的臭气 ,清除空气 中的有害气体 。很多有益微生 物可 以提高饲料 蛋 白质利 用率 ,减 少粪便 中氨的排量 ,
鸡舍空气 中氨气含量 ,减少氨气臭 味。
2 地 面 吸 臭
质量 ,也节约 了饲料 。
( 重庆 市万州区周 家中学,幸奠权 )
2 们4 年第2 期 饲料博览 15
1 垫 料 除 臭
在 鸡 的 日粮 中添加氟石 粉 5 %,拌均饲 喂 ,可提高 鸡对 饲料的消化利用率 ,降低粪便 的含水量 ,减少粪便
中的臭气 味 。在鸡 日粮 中添 加木炭 渣 1 %~ 2 %或腐植 酸 钠0 . 5 %,拌均饲喂 ,能使粪便干燥 ,臭味减少 。
颗粒饲料含水量的调控
颗粒饲料含水量的调控
刘学良
【期刊名称】《养殖技术顾问》
【年(卷),期】2001(000)009
【摘要】@@ 颗粒饲料成品的含水量一般是通过风冷进行冷却干燥,其冷却温度一般高于室温2~8℃,水分降到12.0%~12.5%.如果冷却效果不好,饲料易碎,且含水量高不仅容易霉变,还引起装袋后减量增大等问题,影响企业信誉.所以要把好水分控制关.
【总页数】1页(P20)
【作者】刘学良
【作者单位】黑龙江省畜牧研究所邮码:161041
【正文语种】中文
【中图分类】S816
【相关文献】
1.颗粒饲料硬度的调控手段 [J], 韩浩月
2.如何调控颗粒饲料的颗粒硬度 [J], 孙永泰
3.青鲜豆科牧草加工颗粒饲料的适宜含水量 [J], 张秀芬;贾玉山
4.高温储存环境下不同含水量颗粒饲料的营养变化 [J], 陈保君;尹国安
5.制硬颗粒饲料的水分调控 [J], 王卫国;马青松
因版权原因,仅展示原文概要,查看原文内容请购买。
水分控制

水产饲料的水分控制水产, 水分, 饲料颗粒饲料的水分含量是一项非常重要的质量指标,它直接影响到颗粒饲料的品质和饲料企业的经济效益,对其进行有效控制是保证饲料产品质量安全的关键技术之一。
水分含量超过规定的标准,颗粒饲料容易发霉变质,不利于保存,还会使营养成分的含量相对减少;但如果产品水分含量过低,对企业又造成了不必要的损失,而且高低不均的水分含量,还造成产品质量的不稳定,影响到产品的品牌声誉。
在饲料加工过程中,适宜的水分含量有利于制粒,降低能耗、提高生产。
因此,在配合饲料的生产过程中,要使生产更顺利地进行,能耗更低,颗粒更光洁均匀,最终产品又符合规定的水分含量标准,就必须进行生产全过程的水分控制。
水分控制,就是在生产的整个过程中根据不同的情况综合控制各种因素,使产品的最终水分含量达到生产者的预期目标。
影响饲料产品最终水分含量的主要因素有:饲料原料本身的水分含量、粉碎阶段的水分变化、混合阶段的液体添加量、蒸汽的水分含量、调质水平、压模的模孔大小及其厚度、冷却器的风量及风干时间、包装质量管理、不同气候环境因素的影响等。
一、饲料原料的水分控制1、原料接收过程中的水分控制关键在于准确检测原料样品中的水分含量抽样必需代表整批原料的综合情况,按取样标准抽取样品,防止漏抽,同时在抽样过程中感观检测原料水分的高低。
原料水分检测过程中要保证准确,为减小误差,可以作两到三个平行样品的检测,求取平均值作为检测值。
2、做好易吸水的原料(米糠、麦麸等)的管理和存贮易吸水的原料一次性进货无需太多,同时避免靠墙堆码,注意仓库管理,防潮,潮湿天气防止湿气入仓。
应根据正常生产条件下的原料用量进料,原料出库遵循“先进先出”原则,尽量缩短原料的库存期。
经检测,入库水分为10%以上的棉菜粕,库存六个月后,水分损失约为1%。
二、粉碎阶段中的水分控制粉碎工艺是饲料产品加工过程的关键环节,水分在粉碎过程中的损失不容忽视。
通过对不同孔径的粉碎机筛片,粉碎前后物料水分含量进行对比检测分析发现,随着物料粉碎粒度的减小,水分损耗明显增加。
饲料质量控制过程中水分测定的方法比较

试 验 以 国标 GB 4 58 6 3 — 6为 对 照 组 , 别 选 取 豆 分 饼 、 蓿、 苜 玉米 、 牛浓 缩饲 料 作为 试样 , 据 温度 和 奶 根 时间条 件将 实 验分 为 2组 , 组 设 4个 重 复 。对 照 每
组 温 度 1 5 2 , 间 6 ; 验 组 1温 度 1 0 0 ± ℃ 时 h 试 3 ± 2 , 问 4 mi ; 验 组 2 温 度 1 5 2 , 间 ℃ 时 5 n试 4 ± ℃ 时
收 稿 日期 : 0 9 1 - 6 2 0 — 12
e s \ ‘ e
空 铝盒 在 1 5 O ±2 电热 干燥 箱 中烘 1 ℃ h后 , 接 冷 直 却称 重 , 得重 量 为恒重 。 所
1 4 2 试 样 测 定 . .
\ . e e e 、 e e e \口
2 ri 0 a n。
1 4 测 定 方 法 .
l 4 1 铝 盒 恒 重 _ .
过对 温度 的控 制 , 当地 缩 短干 燥时 间 , 究 了不 同 适 研
温度 条件 下饲料 水 分 测 定 结 果 的 差 异 , 以期 指 导 饲
料生产 实践 。
对照 组将 洁 净 空 铝 盒 在 1 5 2 的 电热 干 燥 0± ℃ 箱 中烘 1l取 出 , 干燥 器 中冷 却 3 mi, 电子 分 } , 在 0 n用 析天平 称 重 , 准确 至 0 O O g 再在 电热 干 燥 箱 中 烘 .Ol ,
现 代 化 农 业
21 0 0年 第 3期 ( 第 3 8期 ) 总 6
பைடு நூலகம்
4 3
饲 料 质 量 控 制 过 程 中水 分 测 定 的方 法 比较
陶 志 云 。 彩 霞 刁
高浓度饲料水分含量怎么控制以及水分测定的注意事项
高浓度饲料水分含量怎么控制以及水分测定的注意事项想要控制高浓度饲料的水分首先要知道通过蒸汽调节饲料成品水份是不可行的。
(1)通过蒸汽调节粒料水份,可通过提高锅炉水位,降低输水阀灵敏度等方式实现。
(2)通过蒸汽提高含水量,则要增加蒸汽中的水份,蒸汽温度自然降低,蒸汽质量差,影响调质质量及淀粉糊化度。
深圳冠亚水分仪,是中国专业研发快速水分仪的厂家,生产的饲料水分仪,广泛运用到饲料原料、成本品、成品的水分检测,冠亚水分仪一直为水分检测领域行业贡献着的技术.(3)水份控制有限,增加1%很难。
增加多少水份不易控制。
(4)调质器中加入的水份大部分是游离水,易造成饲料水份向饲料颗粒表面迁移易霉变。
(5)水份分布可能不均匀,易霉变。
(6)保水时间短,随着储存时间延长,水份蒸发损失大。
3、缩短冷却时间(1)冷却时间短,颗粒温度高,易软化,粉化率高,耐久性差,易霉变。
(2)保水时间短,随着储存时间延长,水份蒸发损失大(3)容易出现糖心颗粒,增加饲料霉变风险。
(4)饲料包装时温度较高,储存时易出现水分迁移,出现霉变。
4、盲目加水的直接后果(1)水份增加较少,水活度增加较大(2)饲料霉变风险变大(3)饲料储存期安全变得不可控因此,我们不但要把水加进去,保得住,还要大限度减少因加水而导致的水活度上升,减少霉变风险!建议使用液态饲料防霉剂进行安全水份调控1、需要关注的问题(1)主要成分:丙酸、丙酸铵和水份乳化剂(储存安全与水分提升)目前市场上的液态饲料防霉剂大多是丙酸和丙酸铵作为有效成分的。
丙酸盐(丙酸铵、丙酸钠、丙酸钙)不具备直接防霉剂作用,必须解离成游离的丙酸,才能发挥防霉作用。
丙酸铵相比丙酸钙,丙酸钠有更好的解离效果,能在丙酸含量不足的情况,快速分解,以达到防霉所需的丙酸浓度。
1 饲料中水分含量测定需要注意的问题饲料是由水分和干物质组成的,水分含量是饲料品质的重要指标,直接关系到饲料中有效成分的含量。
采用直接干燥法,依据GB/T6435—86进行饲料中水分的测定,适用于配合饲料和单一饲料,但不适用于做饲料的奶制品及动物油、植物油中的水分测定。
饲料中水分的测定不确定度评定
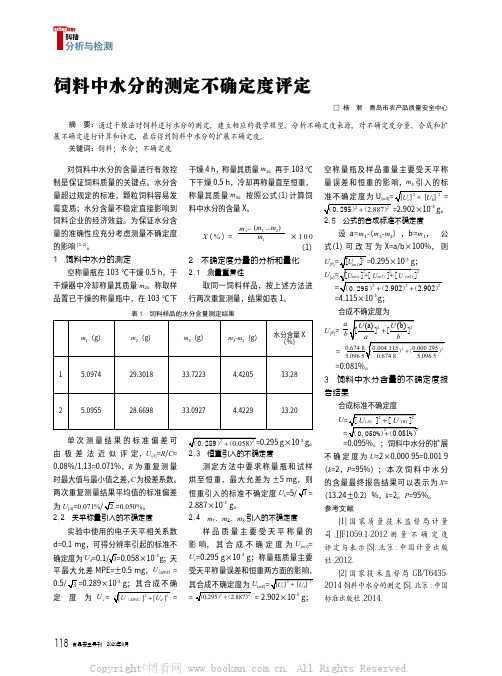
干燥 4 h,称量其质量 m1。再于 103 ℃
空称量瓶及样品重量主要受天平称
称量其质量 m3。按照公式(1)计算饲
准 不 确 定 度 为 U(m3)= [Uc] 2 + [Uh]
制是保证饲料质量的关键点。水分含
下干燥 0.5 h,冷却再称量直至恒重,
霉变质;水分含量不稳定直接影响到
料中水分的含量 X。
m3(g)
m3-m2(g)
水分含量 X
(%)
5.0974
29.3018
33.7223
4.4205
13.28
U (a) 2 U (b) 2
] +[
]
U(B)= b [
a
b
0.674 8 0.004 115 2 0.000 295 2
= 5.096 5 ( 0.674 8 ) +( 5.096 5 )
2
= (0.295)2 +(2.887)2 = 2.902×10 g;
-3
[1] 国 家 质 量 技 术 监 督 局 计 量
司 .JJF1059.1-2012 测 量 不 确 定 度
评 定 与 表 示 [S]. 北 京 : 中 国 计 量 出 版
社 ,2012.
[2] 国 家 技 术 监 督 局 .GB/T64352014 饲料中水分的测定 [S]. 北京 : 中国
U(a)= [U(m1) ] +[ U(m2) ]+ [ U
2
2.1 测量重复性
2
(m3)
2
]
2
= (0.295)
+(2.902)2 +(2.902)2
-3
=4.115×10 g;
保持颗粒饲料适宜水分的方法

保持颗粒饲料适宜水分的方法陈旭东;唐茂妍【摘要】文章综述了颗粒饲料水分含量和活度的检测方法及对饲料品质的影响,研究了保持颗粒饲料水分含量和活度在适宜水平的方法.【期刊名称】《饲料博览》【年(卷),期】2014(000)002【总页数】5页(P11-15)【关键词】水分含量;水分活度;颗粒饲料【作者】陈旭东;唐茂妍【作者单位】北京中农颖泰生物技术有限公司,北京100193;上海正正生物技术有限公司,上海200433【正文语种】中文【中图分类】S816.8;S816.11在影响颗粒饲料品质的众多因素中,饲料加工工艺对其品质的影响不可忽视,而颗粒饲料水分则是影响饲料加工质量的重要因素之一。
颗粒饲料成品含水量高低不仅影响饲料品质并且与饲料生产者的经济利益息息相关。
水分含量过低使得颗粒饲料的淀粉糊化率低,适口性不佳,导致饲料转化率下降,影响畜禽的生产表现;如果粉料水分含量超过规定标准,在生产过程中容易引起环模堵塞、成品饲料易发霉,不利于生产和保存。
同时水分含量过高,导致营养成分含量降低,影响饲料品质,也会导致动物生产性能下降,甚至引发疾病。
因而,保持颗粒饲料水分含量和活度是提高制粒速度、改善饲料耐久性和含粉率、提高颗粒饲料的养分消化率、降低生产能耗的重要手段,也是颗粒饲料生产中一项重要的加工参数[1]。
饲料水分含量直接关系到饲料品质,从而影响加工企业的经济效益。
在饲料加工过程中,适宜的水分含量有利于颗粒饲料的正常生产,保证饲料品质和生产效率,降低加工成本。
因此,对饲料水分进行准确测定成为保证饲料产品质量和饲料加工企业效益的关键。
我国现行的测定饲料水分常用的方法有热干燥法、蒸馏法和卡尔·费休法。
3种方法既有关联又有区别,主要是饲料性质决定了需要采用的测定方法,以便保证测定结果的准确性和一致性。
1.1 热干燥法热干燥法又包括常压干燥法、真空干燥法和红外线干燥法。
常压干燥法最常用,对饲料中水分和其他挥发性物质含量的测定均采用这种方法。
饲料加工中如何控制水分
饲料加工中如何控制水分在饲料加工过程中所,水分对整个加工很大程序的各个单元过程都有着一定的影响。
从原料的输入到产品的输入,适宜的水分含量,不仅可降低饲料的运输成本,减少各加工过程中的能量损失及加工设备的机器损耗,同时也能提高运行效率饲料产品的质量和饲料加工的管理效率,为用户提供可靠的饲料产品。
因此,各饲料加工工序对加工对象生产流程的水分有严格要求。
饲料碾碎与物料输送在饲料粉碎过程中所,对原始物料的水分其要求是一个钙质不可忽视的因素。
排除其他影响,物料的水分过低,则加工对象的硬度偏高,加工时动力消耗大的,增加了上市公司的生产成本,降低了电子元件的使用寿命;水分过大则不易毁掉,减小了锤片的撞击次数,同时由于的摩擦和锤片的打击而产生热量,或使加工对象内部水分蒸发,蒸发的水分与粉碎出的细粉形成糨糊而堵塞筛孔,减少了粉碎机的排料。
因此,一般将原料如谷物、玉米等的水分均控制在14%以下。
物料输送时,同样对输送对象的热量有严格严格的要求。
当输送对象的水分过高时,物料塑料与输送设备之间的摩擦系数增大,降低了物料的流动性能,这不仅增加输送电子设备的输送功率,同时也对设备线路增加摩擦,并且在卸料口易形成结块现象,不利于饲料的正常搬运和收集。
饲料混合饲料混合机混合加工饲料时,水分不仅要均匀,同时对各种成分的物料的初始水分含量也要求十分精确。
这样在饲料混合加工完毕后就能够获得水分含量一致和均匀的混合饲料。
那么,如何控制饲料混合要求的水分含量呢?1.对所购单一原料的水分进行严格测定。
2.对加工饲料成功进行首样检验,即对每班首批混合原料的初始水分进行测定。
3.对原始成品的水分测定后,按水分比例计算其理论混合值,以决定是否添加水分量来达到饲料实际的水分值要求。
因此,在混合饲料过程中,水分的均匀度、变异度系数值决定混合后的饲料品质,对后续加工热处理先期有着直接的影响,同时对物料存储保质有极其重要的作用。
饲料颗粒成型对环模颗粒饲料本机,当进入加工的物料水分过低时,加工出的颗粒饲料表面质量光滑而坚硬,没有易于动物的消化吸收,同时木质素功耗过大,生产率低,吨电耗大;当水分过高时,加工的颗粒饲料外表毛糙,成型率低,在腐烂运输过程中容易发生霉变和碎化,同时也会产生模辊之间磨损。
种猪管理的关键问题及其营养方案--饲料企业产品的差异化设计思路
种猪管理的关键问题及其营养方案--饲料企业产品的差异化设
计思路
刘影; 李职
【期刊名称】《《养殖与饲料》》
【年(卷),期】2006(000)006
【摘要】在经济全球化的今天,中国的生猪饲养业与其它行业一样,生产技术门
槛低、产品过剩、产品同质化现象严重导致恶性的价格竞争,行业已进入完全竞争时代。
要避免市场的恶性竞争,就要用开放的心态、创新的思维、独特的产品质量、差异化和多层次的营销、细腻的管理在局部市场创造没有竞争或不完全竞争的局面。
饲料企业产品的设计思路就是一差异化!
【总页数】4页(P5-8)
【作者】刘影; 李职
【作者单位】
【正文语种】中文
【中图分类】F3
【相关文献】
1.饲料企业产品差异化战略解析 [J], 刘传青
2.我国饲料企业产品差异化战略刍议 [J], 周志新
3.种猪管理的关键问题及其营养方案--饲料企业产品的差异化设计思路 [J], 刘影;
李职
4.种猪管理的关键问题及其营养方案——饲料企业产品的差异化设计思路 [J], 刘影;李职
5.饲料企业产品差异化战略解析 [J], 刘传青
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:本文包括4个试验,研究在不同动物日粮生产过程中添加水分对饲料成品水分、饲料水活度及防霉效果的技术。
结果表明,在饲料混合阶段液体喷雾设备添加组成成分为有机酸、表面活性剂、水结合剂组合而成的水溶液,能够提高成品饲料水分,并且能有效控制饲料的水活度,从而有效抑制饲料发霉,大大提高饲料的储存期。
这种技术为国内大多数饲料企业成品水分难以控制或水分稍高饲料就容易发霉的问题提供了安全、有效的解决方案。
关键词:饲料;水分;水活度;防霉影响饲料品质的因素有很多,在众多因素中,颗粒饲料的加工质量占主导地位,而水分则是影响饲料加工质量的重要因素之一。
饲料加工过程中,粉料的含水量对成品颗粒料/膨化料的质量、霉菌控制、加工效率、设备损耗、生产成本以及动物的生产性能都有重要影响。
水分含量过低使得颗粒料/膨化料的淀粉糊化率低、颗粒耐久性差,导致饲料转化率下降,影响畜禽的生产性能;同时粉料水分过低还会影响饲料加工的产量与能耗,带来成品料水分过低等问题。
相反,如果粉料水分含量太高则易引起环模堵塞、饲料发霉,从而导致动物生产性能下降,甚至引发疾病。
因而在饲料工业中,适宜的水分含量是一项重要的加工参数。
本文讨论一种能够有效控制饲料水分并防止饲料发霉的新技术,该技术在欧洲已得到广泛应用。
它以具有强力杀菌的山梨酸、丙酸、丙酸铵、甲酸等复合有机酸为主体,同时含有表面活性剂和水结合剂,具有抑杀已有霉菌的功能,并且还能使水分均匀地渗透到饲料颗粒表面和内部,将游离水转变为结合水,保证成品水分,并降低水活度,破坏霉菌的生存环境,防止饲料发霉。
引进该技术将为国内大多数饲料企业解决饲料水分和发霉的难题。
为此,将通过4个实际生产试验分析该技术的效果和价值。
1试验部分试验所用新技术产品X由荷兰一著名饲料添加剂公司提供。
1.1在蛋鸡粉料中的应用试验(试验1)1.1.1试验设计该试验在江苏某年产15万t的蛋鸡粉料厂进行。
试验设3个处理,分别为对照组、试验I组和试验II组,每个处理设3个重复。
对照组采用该饲料厂原基础配方;试验I组在基础配方中去除固体防霉剂,同时每吨料中添加9.6kg水和400gX产品;试验II组在基础配方中去除固体防霉剂,同时每吨料中添加14.4kg水和600gX产品。
1.1.2取样方法每个处理连续生产3批料,分批次对成品料取样。
取样原则:避开料头料尾,均匀、等量抽取5个不同袋的成品料样,将同一批次的料样按照四分法混匀、取样,则该料样代表该批次的成品料。
用自封袋封好,做好标记,待分析。
1.1.3测定指标与方法1.1.3.1饲料水分与水活度水分测定方法见参考杨胜编著的《饲料分析及饲料质量检测》一书。
水活度的测定方法:采用瑞士ROTRONIC公司生产的HygroPalm便携式水分活度仪检测。
1.1.3.2饲料霉菌数控制饲料水分的关键技术刘影赵慧娟胡竑邠匡向东刘影:北京九州互联农牧科技有限公司。
赵慧娟、胡竑邠:单位同第一作者。
匡向东:荷兰泰高国际有限公司北京办事处。
饲料霉菌数的测定方法:参考ISO7954:1987(E)中ISO7218对检测微生物的方法。
1.1.3.3预测饲料保存期根据极端加速试验结果预测。
即将饲料样品保存在恒温和较高的相对湿度条件下,来预测饲料的保存期。
方法如下:用1L的PVC塑料杯子和60mL的小塑料杯子,将样品置于大杯子中,将小杯子置于样品中央位置,埋入深度为小杯子高度的一半(约2cm深)。
将小杯子中注入3/4去离子水(注意:不要将水散落在样品中,否则,需要重做1次。
)将大杯子盖上盖,贴上标注样品号和日期的标签。
将装有样品的杯子置于37℃恒温箱中或温暖的条件下。
每天观察样品1次,看是否有气味变化或霉菌(丝)长出(注意:小杯子中要保持有水)。
结果判断:如果4周出现发霉,则理论上该样品在通常的储存条件下可以存放24周。
1.2在肉鸡颗粒料中的应用试验(试验2)1.2.1试验设计该试验在浙江某年产5万t的配合饲料厂进行。
试验设两个处理,即对照组和试验组。
对照组采用该饲料厂原基础配方;试验组在基础配方中去除固体防霉剂,同时每吨料中添加14.25kg水和750gX产品。
每个处理设3个重复。
取样方法、测定指标与方法同试验1。
1.3在肉鸭颗粒料中的应用试验(试验3)该试验在国内某年产100万t的大型饲料集团江苏分部进行。
试验设计、取样方法、测定指标与方法同试验2。
1.4在淡水鱼颗粒料中的应用试验(试验4)该试验在国内某年产100万t的大型饲料集团江苏分部进行。
试验设计、取样方法、测定指标与方法同试验2。
2结果2.1在蛋鸡粉料中的应用效果从表1可以看出,试验I组饲料水分比对照组高0.95%,试验II组饲料水分比对照组高1.72%,两个试验组的保水率约为100%;而两个试验组每克饲料中的霉菌孢子数均低于对照组,保存期也远远长于对照组。
表1X产品对蛋鸡粉料品质的影响处理水分/%水活度霉菌孢子数/g预测保存期/月对照组11.070.6992002.0试验I组12.020.742<1005.2试验II组12.790.731<100>6.42.2在肉鸡颗粒料中的应用效果从表2可以看出,试验组饲料水分比对照组高1.11%,保水率约为78%;而试验组每克饲料中的霉菌孢子数低于对照组,保存期也比对照组长1个月。
表2X产品对肉鸡颗粒料品质的影响处理水分/%水活度霉菌孢子数/g预测保存期/月对照组12.500.7151002.5试验组13.610.759<1003.52.3在肉鸭颗粒料中的应用效果从表3可以看出,试验组饲料水分比对照组高1.47%,保水率为100%;而试验组每克饲料中的霉菌孢子数与对照组没有差异,但保存期比对照组长1.8个月。
表3X产品对肉鸭颗粒料品质的影响处理水分/%水活度霉菌孢子数/g预测保存期/月对照组11.740.703<1002.4试验组13.210.740<1004.22.4在淡水鱼颗粒料中的应用效果从表4可以看出,试验组饲料水分比对照组高0.99%,保水率为69%;而试验组每克饲料中的霉菌孢子数及保存期与对照组没有差异。
表4X产品对淡水鱼颗粒料品质的影响处理水分/%水活度霉菌孢子数/g预测保存期/月对照组9.430.586<100>8.0试验组10.420.636<100>8.03讨论3.1该技术产品的组成分析该新技术产品以丙酸、丙酸胺、甲酸、山梨酸、乳酸、柠檬酸等多种有机酸组成,山梨酸在食品行业中都已经是一种成熟的、重要的防腐剂,对霉菌等具有极强的抑杀作用;采用了有机酸铵盐,能降低腐蚀性。
甲酸、丙酸等有机酸分子能够穿透霉菌细胞壁,释放H+,使霉菌孢子最终因能量耗竭而死亡,对霉菌有很强的杀灭作用;丙酸和丙酸铵形成强大的缓冲体系,保证了该项新技术产品的无腐蚀性,不仅减少了设备的损耗,还保障了生产工人的安全;缓冲体系与乳酸、柠檬酸共同确保了该产品的适口性。
众所周知,游离水是霉菌生长的必要条件。
该技术为了控制水活度,加入了表面活性剂和水结合剂,使添加的游离水均匀地分散到饲料颗粒内外,有效地转变成结合水。
表面活性剂的存在不仅解决生产工艺中饲料水分过低或过高都会引起的堵机现象,还防止水分凝聚。
因为饲料发霉的主要表现是包装内局部发霉、饲料颗粒表面发霉,很少出现全面发霉的情况。
其根本原因是因为温差的变化而发生了水分迁移而聚集,导致颗粒表面、包装封口部位水分含量升高,引起发霉。
3.2该技术与饲料水分控制的关系在炎热干燥的季节,颗粒饲料的成品水分一般都在9% ̄11%,低于国家(企业)标准。
这对于蒸气制粒的饲料尤其突出。
这个水分值使得饲料厂损耗大而降低了经济效益,而且会导致淀粉糊化度低,饲料适口性下降,生产车间和养殖场粉尘加大。
可是饲料厂直接加水也会面临很多问题,主要是发霉、堵机、饲料水分变异大、动物生产性能下降等。
熊易强(2000)研究了饲料中直接添加水分的关键技术。
指出饲料水分控制的基本模型是要重视混合剂粉料的初始水分和确定蒸气处理后的目标温度,控制好成品水分。
当粉料的初始水分低于13%,可以添加部分水分。
成品水分最好不要超过13%,否则要注意发霉的危险。
刘春雪等(2004)研究了在混合剂粉料中添加0、0.5%、1.5%、2.5%的水分对颗粒质量的影响。
结果表明,成品的水分分别是11.02%、11.33%、12.01%、12.32%。
添加0.5%、1.5%水分在成品中有65%的保水率,添加2.5%的水分仅有50%的保水率。
本试验结果表明,在不同饲料中保水率能达70% ̄100%。
当然,颗粒饲料的保水率与颗粒大小有很大关系。
但是我们比较后得知,同等粒径下,本试验制粒的保水率比直接添加水高,这可能与本技术中采用了水结合剂和表面活性剂有关。
避免了水分向饲料颗粒表面移动,结合了游离水,从而减少了水分的散失,保证了水分在饲料颗粒内、外的均匀分布,即提高了饲料的保水能力。
3.3该技术与饲料防霉能力的关系霉菌生长有3个条件必要条件:水分(水活度AW)、温度和氧气。
水活度指的是平衡相对湿度。
饲料中的水分有游离水和结合水之分,饲料中游离水含量多少是由产品上面蒸气压的大小来认定的。
如果将饲料存放在密封的地方,不久就会因为游离水的蒸发使饲料中的水分达到均衡状态,我们可由均衡状态中测得的蒸气压(P)并决定其中游离水含量的多少。
在相同的地方所测得的纯水的蒸气压我们称之为Po。
所谓水活度即Aw,Aw值等于P/Po。
霉菌孢子和其他微生物是否有机会生长就是由Aw值来决定,而不是由含水量来决定。
微生物能利用的是游离水,一般说,游离水分高的饲料,容易发霉。
以下是各种水活度条件下容易生长的微生物:Aw=0.91...0.95细菌最多;Aw=0.88酵母最多;Aw=0.80霉菌最多。
但是在Aw=0.65时,霉菌就会生长。
目前,水活度成为饲料发霉和霉菌毒素产生的安全指标,仅用饲料水分不能确证微生物对饲料发霉的影响。
饲料水活度不仅与饲料含水量有关,与环境的温度、湿度也有关。
目前,我们还没有饲料水活度与饲料含水量之间的线性关系。
对于该项技术的研究,今后我们还将加大样品量,已研究给饲料直接增水和使用该项技术后,不同增水比例时其水活度的情况,以探索出使用该项技术后,饲料水活度与饲料含水量的线性关系及其与直接增水相比的变化情况。
在本试验中,我们是对比不增加水和使用该技术增水而制粒的成品水分、水活度及其保存期。
我们发现,使用该技术后,饲料的水分均比对照组提高1%以上,水活度增加了0.4左右。
但是可以看到,尽管饲料水分和水活度都增加,但是保存期比使用固体防霉剂增加了较长的时间。
说明在该项技术中除了含有有效的抗霉菌成分外,其特殊的表面活性剂能起到使水分在粉料或颗粒料中均匀分布的作用,减少水分迁移和聚集,从而有更少的游离水能为霉菌生长所利用。