某大型立磨静压轴承平面度误差调整测量的研究
大型超精密平面度在线测量与误差补偿技术(精)
大型超精密平面度在线测量与误差补偿技术1平面度在线测量的数学模型与误差分离方法对于平面度在线测量,可以采用四测头电容式组合传感器装置安装在加工机床的 z轴上,按一定的测量走点路径对工件表面进行测量,测量结果中迭加了两项误差:基准误差(即导轨运动副误差)和工件表面误差。
因此,要精确测量工件平面度,必须采用误差分离技术。
对平面度在线测量可以采用三或四传感器进行。
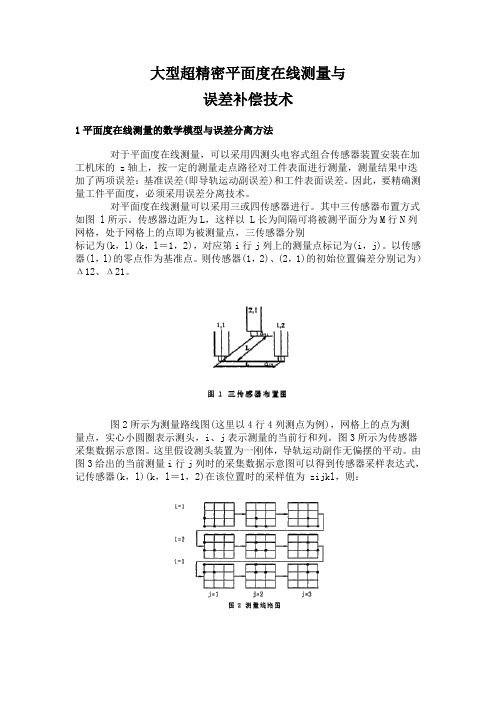
其中三传感器布置方式如图 l所示。
传感器边距为L,这样以 L长为间隔可将被测平面分为M行N列网格,处于网格上的点即为被测量点,三传感器分别标记为(k,l)(k,l=1,2),对应第i行j列上的测量点标记为(i,j)。
以传感器(l,l)的零点作为基准点。
则传感器(1,2)、(2,1)的初始位置偏差分别记为)Δ12、Δ21。
图2所示为测量路线图(这里以4行4列测点为例),网格上的点为测量点,实心小圆圈表示测头,i、j表示测量的当前行和列。
图3所示为传感器采集数据示意图。
这里假设测头装置为一刚体,导轨运动副作无偏摆的平动。
由图3给出的当前测量i行j列时的采集数据示意图可以得到传感器采样表达式,记传感器(k,l)(k,l=1,2)在该位置时的采样值为 zijkl,则:图3所示为传感器采集数据示意图。
这里假设测头装置为一刚体,导执运动副作无偏摆的平动。
由图3给出的当前测量i行j列进的采集数据示意图可以得到传感器采样表达式,记传感器(k,l)(k,l=1,2)在该位置时的采样值为Zijkl,则:2测量误差源分析及实用误差分离方法的讨论对于平面度形状误差的误差分离方法,可以采用递推逐次两点(TSTP)法和最小二乘逐次两点(LSSTP)法。
对于大型精密、超精密平面度在线测量,则应采用混合逐次两点(HSTP)法,对于精密小平面工件,采用二维最小二乘插值逐次两点(LSISTP)法进行误差分离,2.1测量误差源分析逐次两点误差分离方法是以采样公式(1)为分析处理基础的,但在实际系统中,由于各种因素的影响,采样获得的传感器信息中不仅包含运动副误差和测量平面形状误差,而且还带有各种噪声信号。
磨削加工中的磨削误差修正

磨削加工中的磨削误差修正随着机器制造技术的不断进步,磨削加工已经成为了高精度加工中不可或缺的一环。
然而,由于磨削过程的复杂性和干扰因素的存在,磨削误差是难以避免的。
因此,在磨削加工中对磨削误差的修正变得越来越重要。
本文将深入探讨磨削加工中的磨削误差修正。
一、磨削误差的来源磨削误差可以分为系统误差和随机误差两类。
系统误差是由于磨削机床结构和工艺参数的不理想造成的,如磨盘及其支撑装置的不平衡、磨盘磨具的磨损、磨削轮的偏心等。
随机误差则是由于磨削过程中的人工操作、测量错误、相互干扰等因素引起的。
二、磨削误差修正的方法常用的磨削误差修正方法包括磨头自适应修整、磨削参数的优化调整、磨削轮径向误差修正和磨削后的加工修正等。
1. 磨头自适应修整磨头自适应修整是一种常见的磨削误差修正方法,它可以自动调整磨头的磨削条件,以达到更好的工件表面质量和尺寸精度。
该方法通过磨头的负反馈来实现,在磨削过程中,通过感应装置采集磨头与工件的距离信息,然后将信息送至控制器,由控制器采取相应的措施,调整磨头的磨削参数,进而实现对磨削误差的修正。
2. 磨削参数的优化调整磨削参数的优化调整是指在磨削加工过程中,通过调整磨削参数来降低误差,以达到更好的加工效果。
常用的磨削参数包括磨削轮转速、进给速度和磨削压力等,通过优化这些参数,可以减小系统误差和随机误差,提高工件的表面质量和尺寸精度。
3. 磨削轮径向误差修正磨削轮径向误差是导致磨削误差的主要原因之一。
为了修正磨削轮径向误差,常用的方法是在磨削轮表面上增加一定的修正圆弧,以抵消磨削轮的径向误差。
该方法需要精确的测量磨削轮的径向误差和磨削轮表面的形状,并根据实际情况调整修正圆弧的半径和位置,以达到最佳的修正效果。
4. 磨削后的加工修正磨削后的加工修正是指在工件进行磨削加工后,通过进一步的削减、镗孔等方式对工件进行二次调整,以达到更好的尺寸精度和表面质量。
该方法需要精确的工件设计与磨削加工,以确保后续加工可以达到最佳的效果。
平面度误差的测量方法
平面度误差的测量方法平面度误差的测量啊,就像是在给平面这个家伙做一场超级严格的“体检”。
你想啊,平面就像一个安静躺着的大板子,表面上看起来平平整整的,可实际上呢,它可能有着自己的小秘密,也就是那些我们要找出来的平面度误差。
测量平面度误差的方法那可是多种多样,就像厨师做菜有好多菜谱一样。
有一种方法就像是用超级敏感的小触角去探测平面的每一个角落。
比如说用水平仪,这水平仪就像是一个超级挑剔的小蜗牛,在平面上慢慢爬动,只要平面稍微有点高低起伏,就像小蜗牛遇到了小土坡或者小坑洼,它就能敏锐地察觉到。
还有用打表法来测量呢。
这就好比是给平面找了一群超级小侦探,那些表针就像一个个好奇的小指头,不停地在平面上指指点点。
表针稍微一动,就像小指头在兴奋地说:“嘿,这里有点不一样哦!”然后我们就能根据表针的跳动情况算出平面度误差,这就像是从小指头的汇报里分析出平面到底有多“调皮”。
光学平晶测量法就更酷啦。
光学平晶就像是一个有着神奇魔力的镜子,把平面照得清清楚楚。
平面上的一点点瑕疵在它面前就像妖怪在照妖镜下无所遁形。
它把平面的真实面貌反射出来,让我们能精准地找出那些误差,就像从魔法镜子里看到隐藏在平面世界里的小怪物。
干涉法也很有趣。
干涉条纹就像神秘的小河流在平面上流淌。
如果平面是完美的,这些小河流就会规规矩矩地排列。
但要是有平面度误差,那就像有调皮的小精灵在小河流里捣乱,条纹就会变得弯弯曲曲的。
我们就可以根据这些像被风吹乱的丝带一样的条纹来判断平面度误差,就像从丝带的扭曲程度猜出小精灵到底做了多少坏事。
三坐标测量机就像是一个来自未来的机械巨兽。
它的探头在平面上探索的时候,就像巨兽的爪子在轻轻地触摸。
它能精确地确定平面上各个点的坐标,然后通过复杂的计算找出平面度误差,就像巨兽用它那超级智慧的大脑分析平面的情况。
不管是哪种方法,都是为了揭开平面度误差的神秘面纱。
就像探险家们寻找宝藏一样,我们在寻找平面的真实平整度。
这些测量方法就像各种各样的探险工具,带着我们在平面的世界里穿梭,直到我们把那些隐藏的误差宝藏找出来。
平面度误差测量及数据处理研究

坐标值显示 出来 的一种测量设备。 除上 面介绍 的几 种方法外 , 还有 液面法 、 自准直 仪法等 , 娄底工 贸职业 中专学校实验室在教学 中 ,常采用光学合像水
出平 面 度 误 差 。
关键词 : 面度误差 ; 量方法 ; 定方法 ; 转法 ; 量数据处理分析 平 测 评 旋 测 中 图 分 类 号 : G8 1 T 0 文献标识码 : A 文 章 编号 : 7 — 4 X( 0 )1 0 9 — 3 1 2 5 5 2 1 0- 0 5 0 6 1
收稿 日期 : 0 0 1 - 5 2 1- 0 1
() 3 直线 准则 。 如果被测表面上 的同一截面 内有两个最高
( ) 与一个低 ( ) 低 点 高 点分别 和两个平 行 的包 容面相 接触 , 并 且有 一个最 低 ( ) 的投影 要落 在两 高 ( 高 点 或两 低 ) 连线 之 点 上 , 时也形成最小包容 , 此 如图 1c 所示 , () 称为直线准则 。
《 备制 造技术 }0 1 装 2 1 年第 1 期
平面 度 误 差 测 量 及数 据处 理研 究
罗梦 文
( 湖南娄底工 贸职业 中专学校 , 湖南 娄底 4 7 0 ) 1 00
摘 要 : 绍 了平面度误 差的评 定方法及 平面度误 差常用的几种测量方法 , 出了采用旋转 法处理数据 , 介 提 使之符合最 小条件 , 从而计算
称为交叉准则。
() 5 三坐标测量机。三坐标测量机是综合利用精密机械 、 微 电子 、 光栅和激光干涉仪等先进技术 的测量仪 器 , 其原 理是 在三个相互垂直 的方 向上 , 有导向机构 、 长元件 、 显装置 , 测 数 有一个能够放置工 件的工作 台 , 测头可 以以手动 或机动方式 , 轻快地移动到被测 点上 , 由读数设备和数显装置 , 把被测 点的
圆度、直线度、平面度误差测量及数据处理
圆度、直线度、平面度误差测量及数据处理1 圆度误差测量及数据处理 (1)1.1 圆度误差概述 (1)1.2 平面圆公差带和圆度误差的定义 (1)1.3 圆度误差的评定方法 (2)1.4 最小二乘法评定圆度误差 (4)①基本原理 (4)②数学模型 (4)③算法设计 (5)2 直线度误差测量及数据处理 (6)2.1 直线度误差概述 (6)2.2 给定平面直线度 (7)2.3 最小二乘法评定给定平面的直线度误差 (9)2.4 最小包容区域法评定给定平面的直线度误差 (11)2.5 任意方向的直线度 (13)2.6 最小二乘法评定的任意方向的直线度误差 (14)3 平面度误差测量及数据处理 (18)3.1 平面度误差概述 (18)3.2 平面度公差带和平面度误差的定义 (18)3.2 平面度误差的评定方法 (19)3.3 最小二乘法评定平面度误差 (20)1 圆度误差测量及数据处理1.1 圆度误差概述机械零件回转表面正截面轮廓的圆度误差对机器和仪器的功能有直接的影响,因此在设计机器和仪器时根据零件的功能要求须给定适宜的公差。
而完工零件的圆度误差是否在控制的公差之内,则要通过测量加以判定。
对回转体零件的典型截面进行圆度误差测量是检验该类零件加工质量的重要指标之一。
1.2 平面圆公差带和圆度误差的定义根据相关标准,圆的公差带是在同一正截面上,半径为公差值t的两同心圆之间的区域。
被测柱面、锥面、环面等回转体任一正截面圆周必须位于半径差为公差值t的两同心圆之间[2]。
如图1所示。
圆度误差是指回转体在同一正截面上实际被测轮廓相对其理想圆的变动量。
误差值等于包容所有被测点的两同心圆半径之差,差值应符合最小条件。
图1圆的公差带1.3 圆度误差的评定方法在GB7234—87《圆度测量术语、定义及参数》中,圆度误差的评定方法有:最小外接圆法(RGC)、最大内切圆法(PGC)、最小二乘圆法(LSC)和最小区域圆法(MZC)。
平面度误差的测量方法
平面度误差的测量方法嘿,朋友们!今天咱就来唠唠平面度误差的测量方法。
你可别小瞧了这个平面度误差,它就像是一个爱捣蛋的小淘气,要是咱不把它抓住,那可就麻烦啦!咱先说说用打表法来测量平面度误差吧。
这就好比是我们在给平面这个大“家伙”做体检。
把表头在平面上到处溜达溜达,看看它哪里高了哪里低了,然后把这些数据都记下来。
这就像是我们在给平面画一幅高低起伏的地图一样,通过这些数据就能知道平面度误差有多大啦!你说神奇不神奇?还有一种叫水平仪法。
想象一下,水平仪就像是一个超级敏感的小侦探,它能敏锐地察觉到平面的一点点倾斜。
我们拿着它在平面上慢慢移动,它就会告诉我们这个平面到底平不平。
要是平面有点歪,它可就立马“报警”啦!再来讲讲干涉法,这可高级啦!就像是给平面穿上了一件特别的“衣服”,通过这件“衣服”上的纹路,我们就能清楚地看到平面哪里不平整。
这可真是个神奇的办法呀!然后是三坐标测量机法。
这就像是给平面请了一个超级厉害的“私人医生”,它能全方位、无死角地给平面做一个超级详细的检查。
任何一点点的不平整都逃不过它的“法眼”。
这得多厉害呀!那我们在测量的时候可得注意啦!要像对待宝贝一样小心翼翼,不能马虎大意。
要是测量错了,那可就糟糕啦!就好像我们要去一个地方,却走错了路,那不是白费力气嘛!所以呀,一定要认真认真再认真!测量平面度误差的方法还有很多很多呢,每一种都有它独特的魅力和用处。
我们要根据不同的情况选择合适的方法,这样才能把平面度误差测量得准确无误。
所以呀,朋友们,平面度误差的测量可真是一门大学问呢!我们要不断学习,不断探索,才能掌握这门技术。
让我们一起加油,把平面度误差这个小淘气给彻底制服吧!。
平面磨床的加工误差分析与改善

平面磨床的加工误差分析与改善摘要本文对平面磨床的加工误差进行了详细分析,并提出了相应的改善措施。
首先,介绍了平面磨床的工作原理及其应用范围;然后,分析了加工误差的来源和影响因素;接着,针对不同的误差类型,详细介绍了相应的改善方法;最后,通过实例分析验证了改善措施的有效性。
本文旨在帮助读者更好地理解和掌握平面磨床的加工误差分析与改善方法,提高加工质量和效率。
1. 引言平面磨床是一种常见的工具机械,广泛应用于金属加工行业。
其主要功能是通过研磨磨料,将工件表面的粗糙度降低,尺寸精度提高,以满足工件的加工要求。
然而,由于加工误差的存在,平面磨床加工的工件往往无法达到理想的精度要求。
因此,对加工误差进行准确的分析和改善是提高平面磨床加工质量和效率的关键。
2. 加工误差的来源和影响因素加工误差是由于多种因素的综合作用而产生的。
常见的加工误差来源包括机床本身的精度、加工刀具的质量、磨料的选择和使用、工件材料的性质以及操作人员的技术水平等。
这些因素相互影响,从而导致加工误差的产生和累积。
2.1 机床本身的精度平面磨床的机床本身精度是影响加工误差的一个关键因素。
机床的机械结构和控制系统的设计都会对加工精度产生影响。
例如,导轨滑块的精度、主轴的定位精度、磨头的运动平稳性等都会影响加工误差的大小。
因此,选购和维护优质的机床设备是减小加工误差的重要手段。
2.2 加工刀具的质量加工刀具是平面磨床加工的关键工具,其质量直接影响加工精度。
加工刀具的刃磨精度和刃口形状的精度对加工结果具有较大的影响。
刃口磨损严重、刃口形状不规则或者刃口的刃磨精度不高都会导致加工误差的增大。
因此,定期检查和更换加工刀具,保证其质量和精度,是减小加工误差的重要措施。
2.3 磨料的选择和使用磨料的选择和使用也是影响加工误差的重要因素之一。
不同类型的磨料对加工结果产生的影响是不同的。
一般情况下,细砂磨料可以降低磨削力和热影响,有利于提高加工精度;而粗砂磨料则容易产生较大的划痕和磨损,加工精度会受到一定的影响。
机修钳工高级工培训试题

理论考试复习题一、填空题(请将正确答案填在括号内)1。
()是标注尺寸的起点。
2.切削液有( )作用、( )作用、( )作用和防锈作用。
3。
GCr15为滚珠轴承刚,“G”表示(),15表示( )。
4。
划线分()划线和()划线两种。
5.常用的矫正方法有( )法、()法、( )法及收边法。
6。
为了保证滚动轴承工作时有一定的热胀余地,在同轴的两个轴承中,必须有一个轴承的内圈或外圈可以在热胀时产生()移动。
7.钻头的切削刃对称于( )分布,径向切削力相互抵消,所以钻头不易弯曲。
8.滚动轴承的装配方法有:敲入法、()法、()法。
9.由于采用近似的()或近似的()而产生的误差,称为原理误差. 10。
采用布置恰当的六个支承点来消除工件的( ),称为“六点定位原则”。
11。
液压系统的控制元件有()控制阀、()控制阀、()控制阀. 12。
在选择划线基准时,尽可能使( )基准与( )基准一致,以减少尺寸误差和换算手续。
13.压缩机按其原理的差别可分为:( )式压缩机、()式压缩机、()式压缩机和( )式压缩机。
14.测量误差可分为()误差、( )误差、()误差。
15.设备大修的装配工艺过程包括三个阶段:装配前的()阶段;( )装配和()装配阶段;()、检验和()阶段。
16。
精密滑动轴承可分为( )液体摩擦轴承和()液体摩擦轴承。
17。
刮削导轨时,应先刮削较重要的( )导轨,再刮削与其相配的()导轨.18.螺旋机构是( )与( )配合将旋转运动变为直线运动的机构。
19.液压回路中,工作台的换向过程分:()阶段、()阶段和()阶段。
20.静压液体摩擦轴承广泛用于( )、()、( )的场合.21。
液压系统混入空气后,会产生“( )"和很大的()等。
22.滚动轴承实现预紧的方法有两种,即()预紧和()预紧。
23.机器制造的装配方法有()法、( )法、()法和()法。
24。
常见的液压泵有( )油泵、( )油泵、()油泵.25.液压系统常用的密封圈有()型、( )型、()型等.26.( )是用以反映工作机械的行程位置,发出命令以控制其运动方向或行程大小的电器。
任务四 平行度误差、平面度误差的测量

活动四 测量平面度误差
平面度含义
平面度公差带是距离为 公差值t的两平行平面 之间的区域。 如图所示,被测表面必 须位于距离为公差值 0.1mm的两平行平面内
测量方案确定
根据前面的平面度含义,我们可以用什么样的方法来测 定平面度呢??
我们可以根据打表法来测定。那如何来实施呢?
平面度测量采用间接测量法 ,即通过打表法测量实际表 面上若干点的相对高度差 ,经数据处理后 ,求其平面度的误 差值 。 操作时是将被测零件用可调千斤顶安置在平台上 ,以标 准平台为测量基面 ,按三点法或四点法(对角线法)调整被 测面与平台平行 。 用百分表沿实际表面上布点逐点测量 。 布点测量时 ,先测得各测点的数据 ,然后按要求进行数据处 理 ,求平面度误差。
录指示表的读数;最大示数 Mmax和最小示数 Mmin。
3.取整个测量过程中指示器的最大 Mmax与最小 Mmin读数 之差作为该零件的平行度误差,即测量平面对基准直线平行度 误差
说明:
(1)测量时应选用可胀式(或与孔形成无间隙配合)心 轴。 (2)平面对基准直线的平行度,其理想平面相对于基准 轴线无固定方位,检测时调整L3=L4就是要确定理想平面的位 置。因此,如果Байду номын сангаас得到准确的误差值,必须进行数据处理。
0.05 A
0.05
A
基准面A
面对面公差带
活动实施:
1. 测量器具准备
百分表及表架、工作台、被测件、全棉布数块、 防锈油等。 2. 测量步骤 (1)如 图所示,将被测零件放置在检测平台上,以加强肋 底面作为基准面。
(2)安装好百分表座和百分表,调节百分表架,使百分表的 测量头垂直于被测面,且使百分表的指针压上半圈以上, 转动表盘调节指针指零。 (3)在整个被测表面上多方向地移动指示表架进行测量。 (4)将测量中的最大值Mmax与最小值Mmin记录下来。
大型薄壁轴承套圈热处理平面度超差分析

C N4l一1 4 / H 18 T
B a i g2 e r 011, o 7 n N .
轴承
2 1 年7 0 1 期
3 0—3 1
大 型薄 壁轴 承套 圈热处理 平面度超差 分析
王珂 , 龚建勋 , 万顺 , 韩 王红伟
( 阳 L C轴承有 限公 司, 洛 Y 河南 洛 阳 4 13 ) 7 0 9
l 套 圈 ; 5 转 轴 ;一 立 柱 孔 ; ,一 钢 板 一 2,一 3 46
图 4 旋转淬 火机操作 示意 图
由表 2与原始工艺对 比可看 出 , 在保证 热处 理 质 量 的前 提 下 , 区采 用工 艺下 限温度 比用 原 3个
始 工 艺温度 产 生 的 翘 曲程 度 有 所 降低 ;I区采 用 低 于下 限 的温 度能进 一 步减 小翘 曲程 度 。 22 淬火 冷却 的影 响 .
03 04 . 5— .0
套圈在淬火加热温度 均匀 的条件下 , 如其表 层与心部的温度都在 相变点 以上 时, 冷却不均匀
也会 造 成翘 曲 , 是 淬 火 工 件 发 生 翘 曲 的 主 要 原 这 因之一 。冷 却 速 度 越 快 越 不 均 匀 , 面 与 心 部 温 表 差越 大 , 由此 产 生 的应 力 越 大 , 生 翘 曲 的倾 向越 产 大, 程度 越严 重 。 上述 套 圈 在 K一10生 产 线 淬 火 冷 却 过 程 中 7
摘 要 : 了热处理 过程 中淬火加热温度 、 分析 装料方法及 冷却方 式等对 大型 薄壁轴 承套 圈平面 度 的影响 , 出了 给 改进 措施 , 在保证套 圈热处理质量 的前 提下 , 可有效控 制此类轴承套 圈的翘 曲。
关键词 : 型薄壁轴承 ; 圈 ; 大 套 淬火 ; 曲 翘 中图分类号 :H13 3 ;G 5 . T 3 . 3 T 16 3 文献标 志码 : B 文章编 号 :00— 7 2 2 1 ) 7— 0 0—0 10 3 6 ( 0 1 0 0 3 2
任务一用百分表测量平面度误差

知识拓展与延伸
其他测量工具的了解
除了百分表,还可以了解其他测量平面度误差的工具,如千分表、 测微仪等。
测量误差来源分析
深入了解测量过程中可能出现的误差来源,如温度、湿度、振动等 因素对测量结果的影响。
高级测量技术学习
对于更高精度的平面度误差测量,可以学习如激光干涉仪、三坐标测 量机等高级测量技术。
背景
在机械制造、精密加工等领域,平面度误差是衡量工件质量的重要指标。随着 工业技术的不断发展,对工件平面度的要求也越来越高。因此,采用百分表等 高精度测量工具进行平面度误差的测量显得尤为重要。
百分表测量平面度误差的重要性
第一季度
第二季度
第三季度
第四季度
提高测量精度
百分表具有高灵敏度、 高分辨率和高精度的特 点,能够准确测量出工 件的平面度误差,为产 品质量控制提供可靠依 据。
检查百分表
检查百分表是否完好无损, 指针是否灵活,以确保测 量结果的准确性。
安装与调试百分表
安装百分表
将百分表安装在合适的表座上,并调 整其位置,使百分表的测头与被测平 面垂直。
调试百分表
轻轻移动被测平面,观察百分表指针 的变化,调整百分表的位置和角度, 使其指针在零位附近波动。
进行测量并记录数据
实验意义与展望
阐述本次实验的意义和价值,展望后续研究方向和应用前景。
07 课程总结与展望
课程总结回顾
1 2
百分表测量原理掌握
通过课程学习,掌握了百分表测量平面度误差的 基本原理和方法。
实验操作规范
熟悉了百分表测量平面度误差的实验操作流程和 注意事项。
3
数据分析与处理能力提升
通过实际测量和数据分析,提高了处理实验数据 的能力。
研磨加工中的研磨误差分析

研磨加工中的研磨误差分析
研磨是一种常见的金属加工方式,可以用来制造各种零部件、
工具以及模具等。
在研磨加工过程中,通常会遇到一些研磨误差
的问题,如平面度误差、圆度误差、表面质量误差等。
这些误差
会直接影响到工件的精度和质量,因此必须进行分析和处理。
首先,我们需要了解研磨误差的成因。
研磨加工过程中,可能
会出现材料的塑性变形和表面质量的变化,导致工件产生误差。
此外,刀具磨损、磨料质量以及研磨参数等因素也会影响到研磨
质量。
针对这些误差成因,我们需要采取相应的措施进行分析和处理。
首先,可以通过检查研磨设备的状态,确保研磨设备的精度和准
确性。
其次,可以通过调整研磨参数来优化研磨过程,例如调整
研磨速度、压力和磨料的选择等。
此外,还可以通过使用更高质
量的磨料和刀具等方式来改善研磨质量。
在具体实践中,我们可以采用一些方法来分析和处理研磨误差。
例如,通过使用三坐标测量仪等设备来检测工件的误差,以便进
行更加精确的修磨操作。
同时,还可以采用表面处理等方法来改
善工件的表面质量。
此外,在进行研磨加工前,还应该进行足够
的研磨前准备,包括清洗、调整以及检查等工作,确保研磨过程的稳定性和准确性。
总之,研磨误差是一种常见的问题,但我们可以采取多种方式来分析和处理这些误差。
通过对研磨参数、研磨设备以及磨料和刀具的选择等方面进行优化,可以显著改善研磨质量。
同时,还应该注重研磨前准备和研磨后处理等方面的工作,以确保研磨加工的准确性和稳定性。
平面度误差的测量实验报告(精)

平面度误差的测量一、实验目的1. 了解平面度误差的测量原理及千分表的使用方法。
2. 掌握平面度误差的评定方法及数据处理。
二、实验设备:平板、带千分表的测量架等。
三、测量原理用指示表测量平面度误差,对角线法进行数据处理,即通过被测表面的一条对角线作另一条对角线的平行平面,该平面即为基准平面。
偏离此平面的最大值和最小值的绝对值之和为平面度误差。
四、实验步骤1、将被测零件、带千分表的测量架放在平板上,并使千分表测量头垂直指向被测零件表面,压表并调整表盘,使指针指在零位。
2、按图所示,将被测平板沿纵横方向均布画好网格,四周离边缘10mm ,其画线的交点为测量的9个点。
同时记录各点的读数值。
图 11a 2a 3a1b 2b 3b1c 2c 3c图2五、数据处理:用对角线法进行数据处理(1)令 图2中的 1a —1c 为旋转轴,旋转量为P 。
则有1a P a +2 P a 23+1b P b +2 P b 23+1c P c +2 P C 23+图3(2)令图4中的 1a ——P a 23+为旋转轴,旋转量为Q 。
则有 1a P a +2 P a 23+1b +Q P b +2+Q P b 23++Q1c +Q 2 P c +2+Q 2 P C 23++Q 2图4(3)按对角线上两个值相等列出下列方程,求旋转量P 和Q1a =3c +P 2+Q 2P a 23+=1c +Q 2把求出的P 和Q 代入图4中。
按最大最小读数值之差来确定被测表面的平面度误差值。
一种大平面平面度误差检验方法

一种大平面平面度误差检验方法
曾庆健
【期刊名称】《中国设备管理》
【年(卷),期】1997(000)006
【摘要】造船行业中大平面平面度误差检验通常采用下述方法:(1)拉钢丝线法;(2)水碗连通器法;(3)光学平直仪法。
上述方法存在测量误差大、检验周期长、计算烦琐、对检验人员的技术水平要求较高、劳动强度大等问题。
其中拉线法每拉一条钢丝线都要计算各测点钢丝的挠度;光学平直仪测量时,每测一个截面基准都要
改变,导致基准不重合,因而测得数据必须进行转换处理。
现介绍一种测微准直望远镜与平面扫描仪相结合的检验方法。
【总页数】2页(P17-18)
【作者】曾庆健
【作者单位】武汉交通科技大学
【正文语种】中文
【中图分类】U673
【相关文献】
1.柔性曲线研磨技术——大型连续磨朵磨板平面度误差大的原因探讨 [J], 唐释文
2.一种计算空间平面的平面度误差新方法 [J], 甄恒洲;李玉光;王平江
3.一种基于区域搜索的平面度误差评定方法 [J], 田树耀;黄富贵;张彬
4.一种使用最小包容区域法基于旋转变换求解平面度误差的方法 [J], 吕震宇
5.小零件平面度误差测量的一种新方法 [J], 王萍;谢驰;廖世鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
单位内部认证机械钳工知识考试(试卷编号1151)

单位内部认证机械钳工知识考试(试卷编号1151)1.[单选题]基准孔的下偏差为()A)负值B)正值C)零答案:C解析:2.[单选题]Φmm的孔与Φmm的轴相配合是()A)基轴过渡配合B)基孔制过盈配合C)基孔制过渡配合答案:C解析:3.[单选题]推力轴承适用于承受()载荷。
A)轴向B)径向C)轴向与径向答案:A解析:4.[单选题]铰孔完毕,退出铰刀时应该( )。
A)反转B)正转C)不旋转答案:B解析:5.[单选题]粗加工选择切削量时应考虑较大的( )。
A)走刀量B)切削速度C)吃刀深度答案:C解析:6.[单选题]圆柱孔轴承可使用( )拆卸。
A)压力机或拉力器7.[单选题]钩尾销螺栓在螺母外侧必须安装( ),以免钩尾销螺栓丢失,造成车列分离事故。
A)圆销B)锥销C)开口销答案:C解析:8.[单选题]丝杆和螺母之间的相对运动属于()A)螺旋传动B)啮合传动C)磨擦传动答案:A解析:9.[单选题]在刀具的几何角度中,能起控制排屑方向作用的几何角度是( )。
A)前角B)后角C)刃倾角答案:C解析:10.[单选题]在车钩缓冲装置中,牵引梁的上方装有钩尾框( ),以防止钩尾框翘起和钩头下垂。
A)挡板B)托板C)磨耗板答案:A解析:11.[单选题]节流阀属于哪一类液压控制阀。
( )A)方向控制阀B)压力控制阀C)流量控制阀答案:C解析:12.[单选题]轴Φ50mm与孔Φ50mm的配合是()A)间隙配合13.[单选题]抗磨液压油的代号是( )。
A)L-HLB)L-HRC)L-HM答案:C解析:14.[单选题]手铰刀刀齿的齿距,在圆周上是( )。
A)均匀分布的B)不均匀分布的C)或者均匀分布或者不均匀分布答案:B解析:15.[单选题]在登高作业中,禁止患有高血压、心脏病、()、癫痫等禁忌症人员登高作业。
A)糖尿病B)肾病C)高度近视眼答案:C解析:16.[单选题]在捣固头检修的过程当中,需要配合的特种设备是 ()A)叉车B)电瓶车C)手推车答案:A解析:17.[单选题]静压轴承的油膜压力的建立,是依靠( )来保证的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某大型立磨静压轴承平面度误差调整测量的研究
作者:王丽丽等
来源:《价值工程》2013年第04期
摘要:本文介绍了某新型原料立磨机在装配过程中对静压轴承平面度的调整、检测及数据处理,并基于最小二乘法原理建立理想平面的数学模型,对平面度误差数据进行评定分析,快速、准确地求出平面度误差。
Abstract: This article describes the method to make adjustment, testing and data processing of by hydrostatic bearing in the assembly process by a new raw material mill machine, and establishes the mathematical model of ideal plane based on least square principle, and analyzes the flatness error evaluation data to quickly and accurately find the flatness.
关键词:新型立磨机;静压轴承;平面度误差;最小二乘法
Key words: new legislation mill;hydrostatic bearing;flatness error;least squares method
中图分类号:TV734 文献标识码:A 文章编号:1006-4311(2013)04-0026-02
0 引言
某新型原料立磨机,具有流程简单、粉磨效率高、产品细度易于调节、粒度均齐、化学成分容易控制等优点。
该新型原料立磨机最重要的支撑部件属于静压轴承,静压轴承的平面度直接关系到立磨机平稳运行及使用寿命。
16件止推轴瓦上平面的平面度直接关系到静压轴承的使用精度,通过修磨调整垫保证16块止推轴瓦等高,且误差不超过0.06mm,同时,要保证外部润滑系统与16块止推轴瓦相连的高压管上的16个压力表读数必须相等,否则修磨调整垫的厚度。
当平面度达不到要求时,会导致止推轴瓦寿命减小,并且造成设备噪声大等现象。
本文通过实际测量的数据按照最小二乘法的原理进行数学建模,并充分利用MATLAB强大的科学计算及数据处理能力,使平面度误差的计算迅速、准确、可靠。
1 静压轴承止推轴瓦平面度数据检测
1.1 平面度数据检测原理静压轴承止推轴瓦上平面为不连续平面,由16个分布在直径为4800mm的圆周上、直径为520mm的圆组成,各自相互独立,分为四组,成十字方向分布,每组四个之间的夹角为16°。
通过合理分析工件,结合现有的测量条件,决定采用百分表直接测量被测面相对测量基面的偏离量,进而基于最小二乘法原理评定平面度误差的方法。
由于16个止推轴瓦上平面相互独立,且轴心位置横纵坐标间距不等,故需统一测量基准面,以每个止推轴瓦上平面作为一个测量单元,如图1所示,以止推轴瓦轴线实际坐标值作为该测量单元的横纵坐标(Xi,Yj)。
为使测量更精确,在每个止推轴瓦测量面取四点进行测量,取此四点的算术平均值作为单个止推轴瓦高度测量数据(hij),即可获得该测量单元的相对高度值(Zij=hij-hmin)。
1.2 平面度数据检测流程①选取测量基面:为获取止推轴瓦上平面的测量值,根据其具体结构及装配关系,选取推力瓦座为测量基面。
为减小测量误差,推力瓦座测量基面应满足平面度≤0.05mm的要求;②将百分表与表架应牢固结合,表架座平稳放置于测量基面上,对单个止推轴瓦高度进行测量,所测四点成对角线分布。
按这一布点形式逐点移动测量装置,并记录各点测量值;③重复②操作,移动百分表,逆时针方向逐件测量,记录全部测量数据;④待16个止推轴瓦上平面全部测量完毕后,对第一个测量单元继续进行测量,记录数据,并与前一次测量结果做比较,保证测量重复性误差在0.02mm之内,否则数据无效,重复②、③、④操作。
1.3 平面度数据检测记录表 16个止推轴瓦高度测量平均值记录如表1。
2 平面度误差最小二乘法评定
最小二乘法理论成熟,用于平面度误差评定时属线性问题,求解简便,且不受测量采样数据点数量和分布方式的限制,得到的评定结果与最小区域法评定结果比较接近[1]。
本文就基于最小二乘法原理进行平面度误差评定。
2.1 数学模型的建立平面度误差反映的是实际表面不平的程度,在三维空间直角坐标系中,平面的方程可以表示如下:Z=aX+bY+c (1)
设被测面上有N个测量点,Pij(Xi,Yj,Zij),(i=0,1,2,…,k),(j=1,2,…,m),则三维空间实际表面的数学模型表示为:Zij=AXi+BYj+C+fij (2)
(2)式中A、B、C是三个待估计的参数,Xi、Yj是两个可以精确控制的一般量,fij是被测实际表面上各测点相对于评定基准的偏差,它是N个相互独立且服从同一正态分布的随机变量[2]。
3 算例分析
3.1 MATLAB简介 MATLAB的基本数据单位是矩阵,它的指令表达式与数学、工程中常用的形式十分相似,故用MATLAB来解算问题要比用C、FORTRAN等语言做相同的事情简捷得多[4]。
3.2 平面度误差计算被测实际表面上各测点在直角坐标系中的坐标值为(Xi,Yj,Zij),则可按上式(6),基于MATLAB编程计算,求得:a=-2.9101×10-6、b=-1.9783×10-7、
c=0.03625。
则被测实际表面的评定基准回归方程为:
Z■■=-2.9101×10-6Xi-1.9783×10-7Yj+0.03625
因此可以算出被测实际表面上各测点相对于此评定基准回归值的误差值为:
fij=Zij-Z■■=Zij-(-2.9101×10-6Xi-1.9783×10-7Yj+0.03625)
取被测实际表面上各测点相对于评定基准回归值的最大正、负误差的绝对值之和作为工件整体的平面度误差,即:
f=|fmax|+|fmin|=|f30|+|f33|=0.0576mm
此值小于设计要求的公差值,故平面度合格。
4 结论
针对某新型立磨静压轴承止推轴瓦平面度误差调整测量的研究,本文采用最小二乘法原理建立数学模型,计算出平面度误差。
从数理统计分析观点来看,能够准确地和充分地处理原始观测数据所提供的信息,较客观地评定平面度误差,尤其适用于测量较大平面的平面度误差。
参考文献:
[1]黄富贵.平面度误差各种评定方法的比较[J].工具技术,2007,(08).
[2]史立新,朱思洪.基于Matlab的平面度误差最小区域法评定[J].控制与检测,2005,(9):58-59.
[3]费业泰.误差理论与数据处理[M].北京:机械工业出版社,2000.。