CAM-第一讲
mastercam学习资料讲解

目录第一部分Mastercam随堂讲义第1章Mastercam概论1.1 Mastercam屏幕界面1.2 建立绘图构图面和刀具面,设置视角1.3 鼠标按键的作用第2章二维零件绘图2.1 直线的构建2.2 圆/圆弧的构建2.3 倒圆角2.4 修剪延伸2.5 倒角2.6 画出二维零件拨叉图2.7 画出二维零件弯头图2.8 画出二维零件轮毂图2.9 旋钮模型3D线框图2.10 练习总结第3章曲面零件造型3.1 牵引曲面(Draft)3.2 直纹曲面(Ruled)3.3 举升曲面(Loft)3.4 旋转曲面(Revloved)3.5 扫描曲面(Sweep)3.6 昆氏曲面(Coons)3.7 曲面倒圆角3.8 曲面修整3.9 练习总结第4章实体零件造型4.1 挤出实体(Extrude)4.2 旋转实体(Revolve)4.3 扫掠实体(Sweep)4.4 举升实体(Loft)4.5 实体倒圆角4.6 实体倒角4.7 练习总结第5章数控编程技术5.1 数控编程的基本过程5.2 顺铣和逆铣的特点及选用原则5-3 刀具的选择和刀具使用参数的设定5.4 加工方法与特点5.5 二维刀路策略5.6 三维曲面粗加工5.7 三维曲面精加工第二部分UG编程随堂讲义第1章UG NX5 CAM基础1.1 UG NX CAM简介1.2 进入加工模块1.3 NX5 加工模块的工作界面第2章UG NX编程入门2.1 初始设置2.2 型腔铣的子类型2.3 平面铣的子类型2.4 钻孔加工的子类型2.5 固定轴曲面轮廓铣第3章常用刀具第4章实加工所遇问题分析第5章UG加工参数预设置第6章UG后处理(UG POST)6-1 UG NX的后处理器配置及后处理示例6-2 Post Builder第一部分Mastercma 随堂讲义第1章MasterCAM概论MasterCAM9.1版CAD/CAM软件是美国CNC Software Inc 推出的比较成熟的一个版本。
CAM培训资料
在空白处右键Creat new tool
端面铣刀
上机实验示例:Mill加工
(6)粗铣削加工
Main Menu-Toolpaths-Surface-Rough-Pocket-All-Sueface-输入 参数界面
在空白处右键Creat new tool
端面铣刀的基本参数
上机实验示例:Mill加工
(6)粗铣削加工
上机实验示例:Mill加工
(3)移动工件位置以及改变工件的大小 工件平移 Main Menu-Xform-Translate-All-Surface-Done-Polar z
x
z
x
上机实验示例:Mill加工
(4)设定加工边界 先将视野调整到Gview-Top
Main Menu-Create-Rectangle-1 point-Origin-Esc
统,这两个模块可以与Design模块配合使用,也可以单独使用。
二、Mastercam 9基础知识
1
2
3
工作界面
(标题栏、工具 栏、主菜单区、 次菜单区、系统 提示区、坐标轴 标记、光标位置、 绘图区)
文件管理
(创建文件、打 开文件、保存和 部分文件保存)
基本设置
(颜色设置、样 式和宽度设置、 图层管理、群组 管理、改变对象 属性、显示设置)
上机实验示例:Mill加工
(2)将Pro/e的三维图形(IGES或STEP格式)导入到Mill软件中 Main menu-File-Converters-IGES/STEP-Read file
上机实验示例:Mill加工
(2)将Pro/e的三维图形(IGES或STEP格式)导入到Mill软件中 渲染图形
刀具基本参数
CAM操作说明(共28张PPT)
27
將游標放置方框內,按 滑鼠左鍵。
輸入文字後(皆大寫),按滑鼠 左鍵,即輸入完成,再按滑 鼠右鍵,即解除文字輸入指
令。
確認文字位置是否置中,若歪 斜,利用Move功能使其置中。
28
1
打開Gerber檔程序: File > Import > Auto Import >
點取資料夾 > Finish
2
點選Finish鍵
3
請先找出文字層與Pad層
4Hale Waihona Puke 利用滑鼠左鍵點一下即可關掉該 層面
利用滑鼠左鍵點一下即可鎖 定該文字層
5
Delete(移除)
Edit > Delete 利用該編輯方式移除不必要物件
利用滑鼠左鍵點一下即可關掉該層面
該欄位為設定文字排版方式
點Line鍵後,游標會呈現十字型,請選L0,務必對準線頭中心點後,按一滑鼠左鍵,再拖曳至另一線頭,再按一滑鼠左鍵,即連接,再按
一滑鼠右鍵,即解除Line鍵指令。
Rectangle(矩形框)--------------------------------------11~12
點一滑鼠左鍵。
14
Edit > Rotate
完全框住後,按滑鼠左鍵一下,即反白。
相同大小之零件,可利用Copy框線方式。
Edit > Move
打開Gerber檔程序:
當您點選Delete鍵後,將游標中心點對準橫槓,點一滑鼠左鍵,即可移除。
Copy(複製)-----------------------------------------------13~15
劃直線或橫線請選L90
Edit > Move
CAM基础知识及基本操作流程培训ppt课件
课前预习
1、鼠标的特殊使用
左鍵 [M1] 选择 確定 执行
中鍵 [M2] 取消
右鍵 [M3] 启动功能視窗
2、快捷键的使用
A、系统热键: Ctrl+c 复制 (到剪贴板) Ctrl+v 粘贴(从剪贴板)
Alt+c 单层复制 Ctrl+z 撤销操作
B、软件组合热键: Alt+主选单(大写字母)+子菜单(字母) 比如 Alt+F 关闭,Alt+E+E+B 打散
Ctrl+F 刷新 Ctrl+s 保存 Ctrl+b 删除 Ctrl+m 移动
课前预习
• Panel
生产线上PCB的套装单位。
• Set & Array
客户要求的出货套装单位 客户的Panel
• Part(Unit&PCB)
客户要求的出货最小单位
• Coupon
生产板板边用的测试条
1 CAM概念与简介 2 工程设计常规流程
1.4、Genesis文件的输出,即output
目的: 轉換資料給其他 CAM系統, 或測試机台,plotter 、printer等
ODB++
以下文件格式均可由 Genesis 转化输出
相关文件
二、工程设计常规流程
2.1、工程设计大致流程
三、 CAM制作的基本流程
3.1.1、CAM制作流程及对应关系 (以MH04E09497A1L为例)
2)、 没Genesis2000好学,学习难度大;
3)、 操作起来没Genesis2000简单,Genesis2000更形象直观 ;
CAM基础操作培训
CAM制作前期准备
工程的CAM处理过程分为前期准 备、CAM文件制作处理和提供资料 给生产三部分。
输入
CAM文件制作
输出
工程资料的提供
第一部分:
CAM制作前期准备
第一部分
前期准备
• 前期准备工作是CAM制作的第一步, 也是做好CAM的第一步,准备内容包 括3个部分:
• 1、获取订单,从服务器上获取资料; • 2、点击ERP工具计划; • 3、阅读、记录文件制作信息。
6 钻孔分析(Board - Drill Checks)
— cam 制作
• •
如果文件存在多个 钻带,则运行 Analysis→ Board - Drill Checks, 检查不同钻带之间 是否存在超能力的 情况。
7 线路制作
• 线路制作遵循先内后外的原则,即先做内层线路,再做外层线路, 而内层线路同时又分为正片线路的制作和负片线路的制作,考虑到 内层钻孔到线的距离因素,先从内层正片线路开始做起。
1 tgz文件的输入
保存 调入文件
2 tgz文件的开启
双击所选中的料号会出现以下提示框
料號過濾器 一般料號
資料庫 一般料號
使用者
2 tgz文件的开启
標題列 選單功能 標頭區
標題區
層 別 列 表
圖形顯示區
圖 像 工 具 區
概觀區 選擇指示器 資訊列 座標區 訊息列
3 文件层属性及命名
4 层别符号
7.1 内层正片线路
[2] 分析线路( Signal layer checks ): 运行Analysis→Signal layer checks 命令,弹出右边窗口。检查 分析的数据是否超出工艺能力。然后 根据分析的结果决定是否需要优化( Optimization),若分析出来的数据 都在工艺能力范围之内,则可以不优 化。
cam培训教材
文件输入在开始之前,让我们先了解一些UCAM的重要的信息。
UCAM是一个以工作文档方式管理的系统,一个PCB板的各层将被保存在DPF文件中,而各层的DPF文件名字将被保存在一个JOB文件中。
JOB文件是一个ASCII文件,它包含了各层的名字及参数设置。
读入一个JOB文件,将会自动地读入各层的DPF文件及参数。
JOB文件的扩展名为*.Job。
在UCAM的图形界面下,各层将被形象地显视在JOB EDITOR窗口,每一条横的或者竖的线段将表示一个层或者一个DPF文件,而前面的线段前面的小方框将用来表示该层的状态(激活、非激活)。
要改变层的状态,只需将层前面的小方框填充或者清空即可。
而仅仅只有处于激活状态下的层可以被编辑。
1.1 打开文件a) 在UCAM编辑状态下,单击Job菜单b) 从弹出菜单中选择Open…或者直接使用Ctrl+Oc) 从弹出的文件选择对话框中,选择您想要打开的文件,然后单击OK或者双击选择的文件名字。
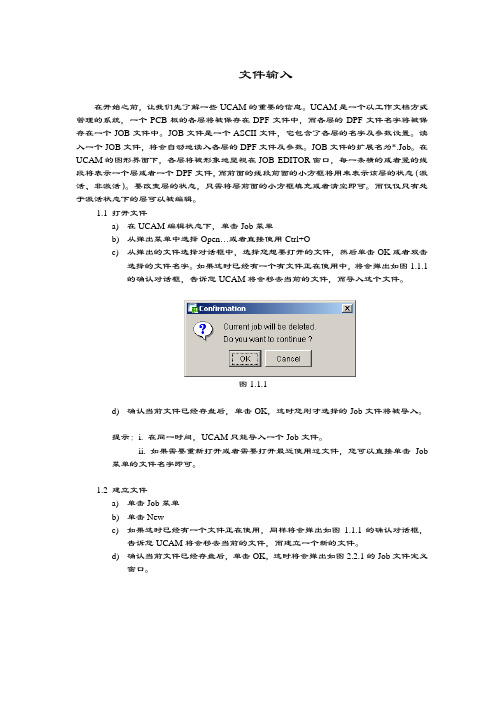
如果这时已经有一个有文件正在使用中,将会弹出如图1.1.1的确认对话框,告诉您UCAM将会移去当前的文件,而导入这个文件。
图1.1.1d) 确认当前文件已经存盘后,单击OK,这时您刚才选择的Job文件将被导入。
提示:i. 在同一时间,UCAM只能导入一个Job文件。
ii. 如果需要重新打开或者需要打开最近使用过文件,您可以直接单击Job 菜单的文件名字即可。
1.2 建立文件a) 单击Job菜单b) 单击Newc) 如果这时已经有一个文件正在使用,同样将会弹出如图1.1.1的确认对话框,告诉您UCAM将会移去当前的文件,而建立一个新的文件。
d) 确认当前文件已经存盘后,单击OK,这时将会弹出如图2.2.1的Job文件定义窗口。
图1.2.1e) 图12.1窗口各项的解释如下:i. Name:需要建立的Job文件的名字ii. Revision:这个Job的版本号iii. Customer:这个Job的客户名称iv. Size:PCB的尺寸v. Path:保存Job文件的路径vi. Info:对该Job的补充说明文字f ) 在确定每一项都填写清楚之后,单击OK。
CAM基础知识培训
终端设备
主机将加扰的TS流送给CAM,并将选定节 目的PMT发给CAM.
由CAM和Smart Card配合对选定的节目进 行解扰,并将清流回送给主机。
主机对已解扰的节目进行解码,并输出 到显示设备。
当CA库需要显示提示信息,例如,未插智能卡,没有授 权,邮件、指纹、OSD等, 就会通知CAM. CAM再通过CI 通讯协议,给主机发送MMI请求,最终由主机显示.
CAM卡软件组成
CAM的软件分为Application及CA lib两大部 分.
CAM app主要包括PMT 、 SCARD、DEMUX 、 MMI 、NVM 、OS等模块。
正确的CAPMT是CAM正确解扰的基本条件之一. 如果主机发送错误的CAPMT或旧的CAPMT给 CAM,CAM是无法正常解扰节目的,从而造成所 谓的“掉节目”
主机与CAM对于MMI的支持
CAM只将需要显示的内容通过MMI会话发给主 机,由主机负责在屏幕上显示,并给用户选 择的项目号发给CAM
机卡分离可以有利于规模化生产和销售,形成 水平市场
欧洲(DVB-CI,CI+)和美国(POD)的机卡分离现 状与趋势
CI标准的基本内容
DVB-CI EN50221标准,定义了传输流接 口和命令接口.
命令接口分为物理层,链路层,传输层,会 话层,应用层
主机必须提供的资源:RM,AI,CAS,MMI 其他可选的资源:DT,MODEM,SC Reader 资源可扩充.例如CIv2/CI+就在CI基础上
第二部分 CAM的基本原理
主机与CAM连接逻辑图
CAM-第一讲
二、铣加工坐标系与刀具
坐标系统
加工中的5种类型坐标系: 加工中的5种类型坐标系: 绝对CSYS— 绝对CSYS—ABS 工作CSYS—WCS▲ 工作CSYS—WCS▲ 加工CSYS— 加工CSYS—MCS ▲ 已保存的CSYS 已保存的CSYS
四、操作导航工具(ONT) 操作导航工具(ONT)
几何体视图( View)- )-根据操作使用的几何 几何体视图(Geometry View)-根据操作使用的几何 体列出操作,反映几何体和操作之间的关系。 体列出操作,反映几何体和操作之间的关系。
Mmp_tray_1.prt
四、操作导航工具(ONT) 操作导航工具(ONT)
四、操作导航工具(ONT) 操作导航工具(ONT)
操作导航工具( Navigator,ONT) 操作导航工具(Operation Navigator,ONT)是加工 应用中使用最多的对话框。 应用中使用最多的对话框。 作用: 作用: 反映操作和父节点组之间的关系, 反映操作和父节点组之间的关系, 查看操作和父节点组, 查看操作和父节点组, 对操作和父节点组进行创建和编辑。 对操作和父节点组进行创建和编辑。
四、操作导航工具(ONT) 操作导航工具(ONT)
操作导航工具的符号 反映了操作的状态
名字列 需要重新生 成刀轨 需要重新 后处理 完成
四、操作导航工具(ONT) 操作导航工具(ONT)
操作导航工具的视图
反映操作和父节点组之间的关系。 反映操作和父节点组之间的关系。
cam培训教材

1.genesis登录界面2.genesis主界面及相关功能2.1 File菜单2.1.1 Create建立2.1.2 Copy拷贝2.1.3 Move Job移动料号2.1.4 Rename重命名2.1.5 Export Job导出料号2.1.6 Import Job导入料号2.1.7 Scripts程式2.1.8 Locks锁2.2 Action菜单2.2.1 Select选择2.2.2 Input导入资料2.2.3 Netlist Analyzer网络分析2.2.4 Output导出资料2.2.5 Auto Drill Manager自动钻孔管理器2.2.6 Auto Rout Manager自动成型管理器同上.Auto Drill Manager2.3 Options选项3料号内部菜单及相关功能3. 料号内布局3.1 Matrix层列表模块3.1.1 File文件在1.1里都有讲,不做重复3.1.2 Edit编辑3.1.3 Actions行动3.1.3.1Flip step 和Rotate step介绍3.1.4层相关属性介绍4STEP内布局4.1Edit编辑4.1.1Move移动4.6.1Move Other layer物件在不同层之间移动4.2Copy拷贝见2.4.1和2.4.2 4.3Resize改变4.4Transform 转换4.5Buffer缓存4.6Reshape修改形状4.6.1Break To islands Hole 和Replace Surface4.6.2Contour to Pad铜皮转PAD4.6.3Contourize转铜皮4.6.4Drawn to Surface线性铜面转铜4.6.5 Fill 填充4.6.6 Decompose 分解4.6.7 Design to Rout 线段组成的弧转成一个圆弧1234.6.8Substitute替换4.6.9Cutting Data框线填充4.7Polarity极性4.8Create新建4.9Change改变4.10Attributes属性4.11Rout成型5 Action行动5.1 Reference Selection参考选择5.2 Note标记6 Option选项6.1 Selection选择6.2 Graphic control图像控制6.3 Snap捕捉6.4 Measure测量6.5 Color颜色7 Analysis分析7.1 Surface Analysis铜皮分析7.2 Drill Checks钻孔分析对应分析报告7.3 Board Drill Checks钻孔间距分析对应分析报告7.4 Signal Layer Checks信号层检查7.5 Power/Ground Checks接地层分析7.6 Solder Mask Checks防焊分析7.7 Silk Screen Checks文字分析8 DFM电子产品可制造设计8.1 Cleaup->Construct Pads(Ref.)…线转Pad8.2 Redundancy Cleanup清除多余的8.2.1 Redundant Line Removal去除被完全覆盖的线8.2.2 NFP Removal去除pad8.3 Repair修复8.3.1 Pad Snapping校正孔偏8.3.2 Pinhole Elimination修补小孔8.4 Sliver细丝8.4.1 Sliver&Acute Angles 补带锐角的细丝8.4.2 Sliver&Peelable Repair修复可剥离的细丝8.5 Optimization优化8.5.1 Signal Layer Opt信号层优化8.5.2 Power/Ground Opt接地层优化8.5.3 Solder Mask Repair防焊优化8.6 Yield Improvement—>Advanced Teardrops Creation添加泪滴8.7 Advanced—>Dynamic Etch Compensation(Simplified)动态补偿8.8 Legacy—>Teardrops Creation添加泪滴8.9 DFT—>Net Points Generation添加网络测试点9 Step步骤9.1 profile—>Create Rout根据profile线建立外围框9.2 Panelization拼版9.2.1 Panel size面板尺寸9.2.2 Step&Repeat step拼版9.2.2.1 Automatic自动拼版9.2.2.2 Table手动拼版9.2.3 S&R Edit 编辑step拼版9.2.4 Drill/Rout Verification—>Edit手动添加检验孔9.2.5 Pattern fill图案填充9.2.6 Tools frame拷贝层别9.2.7 Pcb Number排版序号10 step右边工具区10.1 过滤筛选11 M3键功能区11.1 Features histogram物件信息11.2 Slots histogram槽孔信息11.3 Merge/unmerge合并/分离11.4 Optimize levels优化等级11.5 Matrix层列表模块11.6 Copper/Exposed area铜面积/露铜面积11.7 Clip area剪切区域11.8 Drill tool Manager钻孔管理器11.9 Create drill map建立钻孔分孔图11.10 Flatten将嵌套step内容拷贝出来11.11 Compare层比较。
cam说明书讲解

专业综合实践说明书学院名称:机械工程学院专业:机械设计制造及其自动化班级: 1 姓名:学号: 12321107 指导教师:施晓芳2016 年 2 月目录第1章太阳花造型训练 (1)1.1 造型软件AutoCAM简介 (1)1.2零件造型过程 (2)第2章太阳花数控加工仿真训练 (5)2.1 MasterCAM软件特点简介 (5)2.2 加工工艺方案确定 (5)2.3 加工造型、加工参数设计及其加工刀具选择 (6)2.3.1 工序1 (6)2.3.2 工序2 (9)2.4 太阳花图标加工轨迹仿真 (100)第3章太阳花图标的数控加工 (13)3.1 加工程序生成 (13)3.2 手工对刀 (16)3.3 程序传输及加工图形 (17)参考文献 (18)第1章太阳花造型训练1.1 MasterCAM软件简介MasterCAM软件已被广泛的应用于通用机械、航空、船舶、军工等行业的设计与NC加工,从80年代末起,我国就引进了这一款著名的CAD/CAM软件,为我国的制造业迅速崛起作出了巨大贡献。
MasterCAM具有强劲的曲面粗加工及灵活的曲面精加工功能。
MasterCAM提供了多种先进的粗加工技术,以提高零件加工的效率和质量。
MasterCAM还具有丰富的曲面精加工功能,可以从中选择最好的方法,加工最复杂的零件。
MasterCAM的多轴加工功能,为零件的加工提供了更多的灵活性。
MasterCAM不但具有强大稳定的造型功能,可设计出复杂的曲线、曲面零件,而且具有强大的曲面粗加工及灵活的曲面精加工功能。
其可靠刀具路径效验功能使MasterCAM可模拟零件加工的整个过程,模拟中不但能显示刀具和夹具,还能检查出刀具和夹具与被加工零件的干涉、碰撞情况,真实反映加工过程中的实际情况,不愧为一优秀的CAD/CAM软件。
同时MasterCAM对系统运行环境要求较低,使用户无论是在造型设计、CNC铣床、CNC车床或CNC线切割等加工操作中,都能获得最佳效果。
CAM基本知识

第一章CAM基本知識1-1 摘要本章包括以下要點:1. 介紹何謂電腦輔助製造工程(CAM)。
2. 說明UG/CAM的加工環境。
3. 說明刀具切削加工的基本知識。
4. 說明UG/CAM的加工座標系的設定。
5. 說明銑削刀具設定參數的定義。
1-2 CAM簡介眾所周知,UG/CAM為當今世界最先進的高階CAD/CAM/CAE/CAID的軟體,為當今世界最好的數值控制工具機NC程式編定工具之一。
UG/CAM具備有強大的功能,可以實現對極其複雜零件及特別零件的加工,可滿足工業界的需求,另一方面對使用者而言,UG/CAM是一個易於使用的編程工具。
因此,UG/CAM應當是相關企業及工程師的首選。
特別是已經把UG/CAD當作設計工具的企業,更應當使用UG/CAM作爲編程工具。
UG/CAM可以作為銑削工具機、車削工具機、放電線切割加工機的加工程式的編定。
本書即專門講述UG/CAM的數值控制銑削加工的NC 程式的編定方式及相關的銑削加工知識進行詳細的說明,且適用於三軸或多軸銑削加工中心的程式編定。
NC程式編定利用UG/CAM的功能強大,學習內容當然比較多,因此,要學好UG/CAM,關鍵在於多實際操作,反復嘗試練習,通過實際操作來理解和掌握 NC 程式編定的技能。
一旦掌握了UC/CAM,就會知道使用UC/CAM將使得NC程式編定工作變得輕鬆容易。
所謂CAM(Computer Aided Manufacturing)電腦輔助製造即藉由電腦強而有力的計算功能,針對特定的工件特徵及輪廓進行分析,以自動產生可加工特定工件的數控工具機NC程式。
就一般的機械零件而言,若其工件特徵為簡單形式,則數控工具機的程式編定人員可以人工方式編定相應的NC程式,但若工件特徵相當複雜,其NC 程式的編定則非程式編定人員以人工方式所能編定,此時唯有藉由電腦的輔助及相關計算原理,自動產生NC程式。
圖1.2.1為利用CAM自動產生刀具路徑的結果,CAM 此時即可藉由此一刀具路徑自動產生如圖1.2.2相應的NC程式。
CAM基础培训

5.11 电极编程-调用grip
选择毛坯
选择圆
26
2013-5-18
Dateiname/Ablageort
Engineering Intelligence for High Volume Production
5.12 电极编程-调用grip
选择电极材料
选择编程 人员
选择分电极 人员
输入放电间隙
27
放电坐标圆圈
加工坐标
EDM坐标
16 2013-5-18 Dateiname/Ablageort Engineering Intelligence for High Volume Production
5.2 电极编程-插入模板
插入电极编程模板,模板包 括设定好的刀路和刀具。
铜电极 石墨电极
17
2013-5-18
7
2013-5-18
Dateiname/Ablageort
Engineering Intelligence for High Volume Production
3.2 分电极
当分型面分在可视表面中间时,一般在core上留0.03mm余量。
可视表面
8
2013-5-18
Dateiname/Ablageort
5.16 电极编程-生成ptp
将图纸打印好后,确 认刀具无误后生成cls 文件。
D:\cnc
将cls文件copy到\\Msusdcd002\ToolDesign\cnc\ztet002
31 2013-5-18 Dateiname/Ablageort Engineering Intelligence for High Volume Production
模具CAM知识培训教材(1)

UGCAM平面(píngmiàn)铣—概述
Mill_Planar (平面铣)通常用于粗加工切去大部分材料,也用 于精加工外型、清除(qīngchú)转角残留余量。适用于底面 (Floor)为平面且垂直于刀具轴、侧壁为垂直面的工件。
Page 38
第三十八页,共88页。
UGCAM平面(píngmiàn)铣—概述
Page 40
第四十页,共88页。
UGCAM平面(píngmiàn)铣—概述
Page 41
第四十一页,共88页。
加工(jiā gōng)几何
➢ 零件(línɡ jiàn)边界 ➢ 毛坯边界 ➢ 检查边界 ➢ 修剪边界 ➢ 底平面
Page 42
第四十二页,共88页。
切削(qiēxiāo)深度
深度 (shēndù)
加工方法
几何体
刀具组
创建操作
创建刀具路径 后处理
刀具路径仿真、模拟 车间资料
NC 程序
数控机床
Page 11
第十一页,共88页。
UG CAM的主要(zhǔyào)术语
➢ 加工环境(Machining Environment)
➢
UG加工由多个模块组成,不同的模块可
创建(chuàngjiàn)的操作和可继承的加工参数
Page 26
第二十六页,共88页。
UG CAM操作(cāozuò)类型
型腔铣(Cavity Mill)根据型腔或型芯的形状(xíngzhuàn),将要切 除的部位在Z轴方向上分成多个切削层进行切削,在一个切削层内刀 具始终沿着不规则的形状(xíngzhuàn)在沿着X和Y轴运动,而没有Z 轴方向的运动。
操作(cāozuò)导航器
Page 20
CAM基础知识培训

计算机辅助制造(CAM)
总结词
将计算机辅助设计的设计结果转化为 加工过程的工具
详细描述
计算机辅助制造(CAM)是将计算机 辅助设计的设计结果转化为加工过程 的工具,它可以通过计算机程序控制 机床等加工设备,实现自动化加工, 提高加工效率和精度。
质量和可靠性。
THANKS
感谢观看
• CAM技术还广泛应用于电子、医疗器械、家居用品等制造业领域。通过CAM 技术,可以实现产品的高效、精确制造,提高产品质量和降低生产成本。同时 ,CAM技术还可以帮助企业实现数字化转型,提高生产效率和竞争力。
02
CAM基本概念
计算机辅助设计(CAD)
总结词
利用计算机技术进行产品设计的工具
详细描述
数控加工(NC/CNC)
总结词
数控加工是一种利用数字控制技术实现自动化加工的方法
详细描述
数控加工(NC/CNC)是一种利用数字控制技术实现自动化加工的方法,它可以通过计算机程序控制机床的加工 过程,实现高精度、高效率的加工。
加工中心(MC)
总结词
加工中心是一种集成了多种加工设备和辅助设备的自动化加工生产线
汽车模具加工需要大量的切削和磨削,对加 工效率和精度要求高。CAM软件能够优化 加工路径,减少空行程和换刀时间,提高加 工效率,降低生产成本。
案例三:医疗器械加工
总结词
精度要求高、安全性要求高
详细描述
医疗器械通常需要高精度和高可靠性的加工,以确保其安全性和有效性。CAM软件能 够根据医疗器械的几何形状和加工要求,自动生成高精度的加工路径和参数,提高加工
CAM基础知识及基本操作流程培训ppt课件

→
&
→
+
=
11
三、 CAM制作的基本流程
3.2.1、CAM制作流程所对应的产出:
12
三、 CAM制作的基本流程
3.2.2、CAM制作流程所对应的产出:
钉床钻带,用于湿膜、 字符印刷等支撑定位
挡墨菲林,用于湿膜印 刷时挡孔不下油入孔
套层,用于CAM设计时检 查确保机加工不露铜
外形层,用于NC铣带程 式的参考制作
4
1 CAM概念与简介 2 工程设计常规流程 3 CAM制作的基本流程 4 Genesis常规基本操作 5 Q&A
5
一、 CAM概念与简介
1.1、何谓CAM?
● 计算机辅助制造 (Computer-Aided-Manufacturing ) ,简称CAM, CAD 即 Computer-Aided Design, 计算机辅助设计 。尽管二者就目的有着本质的不 同。但大部分PCB公司却笼统的叫CAD。
篩選,用
“*”
系統資料
料號
软件名稱
開啟此視窗 的系統日期時間
軟體版本
工作平台
視窗名稱
電腦名稱 登入 Genesis 的使用者
點2下可開啟 GENESIS 2000 操作界面
第一讲 产品的正向设计与逆向反求

综 合 实 验 ( 第 一 讲 ) 冯 玮
商品化对设计师而言是非常关键的!其目地是将创意 的结果转换成符合生产条件的过程!不能的生产的创意, 便不能称之为“好的设计”!
Pro/ENGINEER 基础实体特征建模
材 料 成 形 CAD/CAM
一、拉伸特征 拉伸是3D特征建模的一种常用方法,将2D截 面沿该截面法向延伸至垂直于草绘平面的给定深 度处来实现3D建模。可使用拉伸工具 创建等 截面的实体或曲面特征。
材 料 成 形 CAD/CAM
综 合 实 验 ( 第 一 讲 ) 冯 玮
【主要内容】 1、了解正向设计和逆向反求的概念 2、熟悉逆向反求的流程 3、熟悉正向设计的步骤 4、熟悉正向设计和逆向反求的软件 (Pro/Engineer Wildfire)
一 产品的正向设计
材 料 成 形 CAD/CAM
综 合 实 验 ( 第 一 讲 ) 冯 玮
综 合 实 验 ( 第 一 讲 ) 冯 玮
材 料 成 形 CAD/CAM
产品设计商品化( Mass-production ):
从市场调查转换成具体的设计成果,最重要地目的便 是要赶快将消费者所喜爱的设计方向与具有竞争潜力的商 品,大量生产出来并加以销售!量产工作的完成需要经过 机构设计,原型样品(Prototype)的检讨确认与模具的设计 开发之间的相互配合,才可将设计付诸实现。由于有上下 工程的关连性,因此设计师所设计的成果,能否具有生产 可行性,并且能顺利地被后工程的人员直接加以应用,便 是一项非常重要的Know How!
二)建立旋转特征
材 料 成 形 CAD/CAM
1)单击【新文件选项】对话框中的【确定】按钮,进入三 维零件建模环境,在主菜单中选择【插入】/【旋转】选项 或者在工具栏单击按钮 ,系统将显示旋转特征操控板, 如图所示。
CAM讲义

CAM百科名片CAMCAM (computer Aided Manufacturing,计算机辅助制造)的核心是计算机数值控制(简称数控),是将计算机应用于制造生产过程的过程或系统。
1952年美国麻省理工学院首先研制成数控铣床。
数控的特征是由编码在穿孔纸带上的程序指令来控制机床。
此后发展了一系列的数控机床,包括称为“加工中心”的多功能机床,能从刀库中自动换刀和自动转换工作位置,能连续完成锐、钻、饺、攻丝等多道工序,这些都是通过程序指令控制运作的,只要改变程序指令就可改变加工过程,数控的这种加工灵活性称之为“柔性”。
目录[隐藏]1、计算机辅助制造2、机械科学研究总院3、补充和另类医学4、内容可寻址存储器5、电影用于:CAM(枪版)6、细胞粘着分子7、条件接收模块8、景天科酸代谢1、计算机辅助制造2、机械科学研究总院3、补充和另类医学4、内容可寻址存储器5、电影用于:CAM(枪版)6、细胞粘着分子7、条件接收模块8、景天科酸代谢∙9、MAC 地址和端口(二层接口)的对应表∙10、中国信达资产管理公司CAM 有以下几个常见解释:[编辑本段]1、计算机辅助制造CAM(computer Aided Manufacturing,计算机辅助制造):利用计算机来进行生产设备管理控制和操作的过程。
它输入信息是零件的工艺路线和工序内容,输出信息是刀具加工时的运动轨迹(刀位文件)和数控程序。
CAM (computer Aided Manufacturing,计算机辅助制造)的核心是计算机数值控制(简称数控),是将计算机应用于制造生产过程的过程或系统。
1952年美国麻省理工学院首先研制成数控铣床。
数控的特征是由编码在穿孔纸带上的程序指令来控制机床。
此后发展了一系列的数控机床,包括称为“加工中心”的多功能机床,能从刀库中自动换刀和自动转换工作位置,能连续完成锐、钻、饺、攻丝等多道工序,这些都是通过程序指令控制运作的,只要改变程序指令就可改变加工过程,数控的这种加工灵活性称之为“柔性”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、入门知识 1.5、菜单与工具条 1.5、菜单与工具条
1.5.2 对话框与工具栏
操作对话框的特性标签 主栏,更多, 主栏,更多,父节点组 在屏幕上停留 添加更多选项 CM 剪切边界 FC 手工配置 工具栏中的捆绑处理
一、入门知识
数控编程过程— 数控编程过程—7个简单步骤 建立加工装配 选择加工环境 创建父节点组 创建操作, 创建操作,生成刀轨 检查刀轨 后处理 输出车间工艺文件
(2)CNC铣削加工中心工作原理 CNC铣削加工中心工作原理
UG的数控铣加工编程当然与数控机床、三轴或多轴铣削加工中心紧密相关。 UG的数控铣加工编程当然与数控机床、三轴或多轴铣削加工中心紧密相关。
1.3.2 NC编程基础 NC编程基础
(1)NC代码及其程序 NC代码及其程序 (2)NC程序与机床的关系 NC程序与机床的关系
三、基本概念
Operation 操作,工序 操作, 在加工过程中,零件的表面是通过若干个按一定次序排列的操作 在加工过程中, 来完成的,一个操作包含了生成一个刀轨所需的全部信息。 来完成的,一个操作包含了生成一个刀轨所需的全部信息。这些信息 包括刀轨名,几何体的数据(如,边界,曲面,点等),显示参数等。 包括刀轨名,几何体的数据( 边界,曲面,点等),显示参数等。 ),显示参数等
四、操作导航工具(ONT) 操作导航工具(ONT)
操作导航工具( Navigator,ONT) 操作导航工具(Operation Navigator,ONT)是加工 应用中使用最多的对话框。 应用中使用最多的对话框。 作用: 作用: 反映操作和父节点组之间的关系, 反映操作和父节点组之间的关系, 查看操作和父节点组, 查看操作和父节点组, 对操作和父节点组进行创建和编辑。 对操作和父节点组进行创建和编辑。
实现对平面零件的粗加工和精加工。
一、入门知识 (2)型腔铣(Cavity Mill) )型腔铣(Cavity Mill)
型腔铣是三轴加工,主要用于对各种零件的 粗加工,特别是平面铣不能解决的曲面零件的粗 加工。
一、入门知识 (3)固定轴曲面轮廓铣(Fixed Contour) )固定轴曲面轮廓铣(Fixed Contour)
刀具(Tool) 刀具(Tool) 方法(Method) 方法(Method) 几何体(Geometry) 几何体(Geometry) 程序(Program) 程序(Program)
包含的参数设置
刀具参数 加工参数,如进给速度、 加工参数,如进给速度、主轴转 速和公差等 几何体数 据 , 如零件 、 毛坯 、 MCS、 MCS、安全平面等 决定操作输出的顺序
顺序铣以三轴或五轴方式实现对特别零件的精 加工。其原理是以铣刀的侧刃加工零件侧壁,端刃 加工零件的底面。
一、入门知识 (6)点位加工(Point to point) )点位加工(Point point)
钻,攻螺纹,绞孔,镗孔加工。
一、入门知识 (7)螺纹铣(Thread Milling) )螺纹铣(Thread Milling)
一、入门知识
1.2、UG CAM的铣加工能力及其特点 1.2、 CAM的铣加工能力及其特点
1.2.1 UG CAM可以实现的主要铣加工方式 CAM可以实现的主要铣加工方式 及其特点
一、入门知识
铣削加工 固定轴铣 变轴铣
平面铣
轮廓铣
可变轴曲面轮廓铣
顺序铣
固定轴铣
固定轴曲面轮廓铣
一、入门知识
(1)平面铣(Planar Mill) )平面铣(Planar Mill)
主要用于三轴方式对零件曲面做半精加工和 精加工。
一、入门知识 (4)可变轴曲面轮廓铣(Variable Contour ) )可变轴曲面轮廓铣(Variable
与固定轴曲面轮廓铣比较,可变轴曲面轮廓铣是 五轴方式针对比固定轴曲面轮廓铣加工的零件更为复 杂的零件表面做半精加工和精加工。
一、入门知识 (5)顺序铣(Sequential Mill) )顺序铣(Sequential Mill)
初始化加工环境
一、入门知识
加工配置(configuration) 加工配置(
决定设置(setup)类型和操作类型 决定设置(setup)类型和操作类型 决定车间工艺文件,后处理,刀具位置源文件 决定车间工艺文件,后处理, 等
在一个零件第一次选择加工应用后必需设置加工环境
加工设置(setup) 加工设置(
四、操作导航工具(ONT) 操作导航工具(ONT)
操作导航工具的符号 反映了操作的状态
名字列 需要重新生 成刀轨 需要重新 后处理 完成
四、操作导航工具(ONT) 操作导航工具(ONT)
操作导航工具的视图
反映操作和父节点组之间的关系。 反映操作和父节点组之间的关系。
程序视图(Program Order View),决定了刀轨输出时的顺序,因 View),决定了刀轨输出时的顺序, ),决定了刀轨输出时的顺序 程序视图( 此应根据加工计划安排操作的顺序。 此应根据加工计划安排操作的顺序。
四、操作导航工具(ONT) 操作导航工具(ONT)
几何体视图( View)- )-根据操作使用的几何 几何体视图(Geometry View)-根据操作使用的几何 体列出操作,反映几何体和操作之间的关系。 体列出操作,反映几何体和操作之间的关系。
Mmp_tray_1.prt
四、操作导航工具(ONT) 操作导航工具(ONT)
方法视图(Method View )-根据操作使用的加工方法 )-根据操作使用的加工方法 方法视图( 列出操作,反映加工方法和操作之间的关系。 列出操作,反映加工方法和操作之间的关系。
Mmp_tray_1.prt
四、操作导航工具(ONT) 操作导航工具(ONT)
数据共享及继承
刀具、几何体和方法父节点组的信息能够向下传递到使用它们的操作中。 刀具、几何体和方法父节点组的信息能够向下传递到使用它们的操作中。 这些信息可能是刀具参数、零件或检查几何体以及切削方法、公差或余量等。 这些信息可能是刀具参数、零件或检查几何体以及切削方法、公差或余量等。 刀具、几何体和方法父节点组的任何改变都会使操作随之改变。 刀具、几何体和方法父节点组的任何改变都会使操作随之改变。
分析几何体 平面/曲面?粗加工/精加工? 进入加工应用模块 ②选择加工环境 定义配置和设置 ③建立/修改加工父 节点组 程序 几何体 ④创建/编辑操作 ④生成刀轨 ⑤刀轨仿真检查 ⑥后处理 ⑦车间工艺文件 刀具 方法
二、铣加工坐标系与刀具
坐标系统
加工中的5种类型坐标系: 加工中的5种类型坐标系: 绝对CSYS— 绝对CSYS—ABS 工作CSYS—WCS▲ 工作CSYS—WCS▲ 加工CSYS— 加工CSYS—MCS ▲ 已保存的CSYS 已保存的CSYS
1.3.3 UG建模的基础知识 UG建模的基础知识
一、入门知识 1.4、UG 加工环境 1.4、
1.4.1 什么是UG的加工环境 什么是UG的加工环境 UG加工环境是指我们进入UG的制造模块后进行编程作 UG加工环境是指我们进入UG的制造模块后进行编程作 业的软件环境。 1.4.2 如何进入UG的加工环境 如何进入UG的加工环境 (1)加工环境对话框中的项目 (2)cam_library和cam_iman_library环境 cam_library和cam_iman_library环境 (3)改变加工环境
二、铣加工坐标系与刀具
绝对CSYS 绝对CSYS
固定的,不能被移动的, 固定的,不能被移动的, 不可见 只有一个 对于大装配模型非常有 用
二、铣加工坐标系与刀具
工作CSYS— 工作CSYS—WCS
在建模环境和加工环境都有应用 可见,可移动, 可见,可移动, 决定 I,J,K 矢量分量值和其他 Csys 数值 在加工过程中指定的起刀点,切削开始点,安全平面的z 在加工过程中指定的起刀点,切削开始点,安全平面的z 值,以及其他矢量数据都是参照工作坐标系
在这里选择父节点组 操作名称
三、基本概念
Parent Group 父节点组 父节点组是指操作所需要的几何体、刀具、加工方法, 父节点组是指操作所需要的几何体、刀具、加工方法, 以及操作所在的程序组, 以及操作所在的程序组,父节点组的参数可以传递到操作 被操作所继承。 中,被操作所继承。
父节点组包括四种类型 父节点组
凡是因为螺纹直径太大,不适合用丝锥加工 的螺纹孔可以利用螺纹铣加工方法解决。
一、入门知识
1.3、UG CAM应具备的知识 1.3、 CAM应具备的知识 1.3.1 加工基础
(1)铣削原理
作为编程人员,在学习UG的数控铣加工编程之前,必须具备有关铣削加工的 作为编程人员,在学习UG的数控铣加工编程之前,必须具备有关铣削加工的 刀具、切削原理、加工余量、切削用量的选择等方面的知识。
二、铣加工坐标系与刀具
加工CSYS— 加工CSYS—MCS
刀轨的参考座标 默认刀轴= 默认刀轴= +ZM. 在加工环境中可见. 在加工环境中可见. 可改变和存储. 可改变和存储.
二、铣加工坐Biblioteka 系与刀具2.3.3 刀具类型 铣刀类型
二、铣加工坐标系与刀具
2.3.3 刀具类型 常用铣刀的 具体形状
第一讲
基础知识
一、入门知识 二、铣加工坐标系与刀具 三、操作(Operation) 三、操作(Operation) 四、操作导航工具(ONT) 四、操作导航工具(ONT) 五、通用知识
一、入门知识 1.1、UG CAM的作用和地位 1.1、 CAM的作用和地位
UG是当今世界最先进的高端CAD/CAM/CAE/CAID软 UG是当今世界最先进的高端CAD/CAM/CAE/CAID软 件。 UG CAM就是UG的计算机辅助制造模块,与UG的 CAM就是UG的计算机辅助制造模块,与UG的 CAD模块紧密地集成在一起。在当今世界,属于最好的 CAD模块紧密地集成在一起。在当今世界,属于最好的 数控编程工具之一。 UG CAM可以为数控铣、数控车、数控电火花线切 CAM可以为数控铣、数控车、数控电火花线切 割机编程。