游标卡尺示值误差测量结果的不确定度
0-500mm高度游标卡尺不确定度评定(参照模板)
0-500mm高度游标卡尺不确定度评定0-500mm高度游标卡尺不确定度评定1 目的保证检测数据的准确可靠,确保正确的量值传递。
2 适用范围适用于本中心试验室0-500mm高度游标卡尺检测结果扩展不确定度的计算。
3 不确定度的评定步骤3.1测量方法用0-500mm高度游标卡尺直接测量被测样品。
3.2数学模型Lx = L式中:Lx—被检测样品的数值mmL—游标卡尺显示数值mm3.3标准不确定度A类评定选取六个不同尺寸的样品分别进行6次重复测量,并用贝塞尔公式计算实验标准偏差。
选取一个样品长度为80mm测试数据见下表:选取一个样品长度为161.2mm测试数据见下表:选取一个样品长度为239.9mm测试数据见下表:选取一个样品长度为321mm测试数据见下表:选取一个样品长度为400.3mm测试数据见下表:选取一个样品长度为491.2mm 测试数据见下表:实际检测中只进行一次试验,则测量重复性导致的测量不确定度为:样品长度为80mm 时: u 1=s=0.011mm 样品长度为161.2mm 时:u 2=s=0.009mm 样品长度为239.9 mm 时:u 3=s=0.011mm 样品长度为321 mm 时: u 4=s=0.011mm 样品长度为400.3 mm 时:u 5=s=0.017mm 样品长度为491.2 mm 时:u 6=s=0.02mm3.4 标准不确定度B 类评定高度游标卡尺示值不确定度为:由校准证书知道, u 95=0.02mm ,自由度16=eff ν则: 12.2)16((95.0)===t v t k eff pu 7=u 95/k=0.02/2.12=0.009mm3.5 灵敏度计算C=∂Lx/∂L =1 3.6计算合成标准不确定度各输入量之间互不相关,因此样品长度为80 mm 时: 014m m .02721=+=u u u c 样品长度为161.2mm 时: 013mm .02722=+=u u u c 样品长度为239.9 mm 时: 014mm .02723=+=u u u c 样品长度为321 mm 时: 014m m .02724=+=u u u c 样品长度为400.3 mm 时: 019mm .02725=+=u u u c 样品长度为491.2 mm 时: 022mm .02726=+=u u u c3.7扩展不确定度的计算样品长度为80mm 时: U=ku c =0.030mm (取包含因子k=2.12,置信概率P=95%) 样品长度为161.2mm 时: U=ku c =0.028mm (取包含因子k=2.12,置信概率P=95%) 样品长度为239.9为mm 时: U=ku c =0.030mm (取包含因子k=2.12,置信概率P=95%) 样品长度为321为mm 时: U=ku c =0.030mm (取包含因子k=2.12,置信概率P=95%) 样品长度为400.3为mm 时:U=ku c =0.04mm (取包含因子k=2.12,置信概率P=95%) 样品长度为491.2为mm 时: U=ku c =0.047mm (取包含因子k=2.12,置信概率P=95%)4 不确定度的报告结果样品长度为80mm 时: U=0.030 mm (取包含因子k=2.12,置信概率P=95%) 样品长度为161.2mm 时:U=0.028mm (取包含因子k=2.12,置信概率P=95%) 样品长度为239.9mm 时: U=0.030mm (取包含因子k=2.12,置信概率P=95%) 样品长度为321mm 时 U=0.030mm (取包含因子k=2.12,置信概率P=95%) 样品长度为400.3mm 时: U=0.040mm (取包含因子k=2.12,置信概率P=95%) 样品长度为491.2mm 时: U=0.047mm (取包含因子k=2.12,置信概率P=95%)5 备注1、带表游标卡尺内量爪在80-491.2mm范围的不确定度与外量爪一样,内量爪在测量圆形孔越小时不确定度误差越大。
计量检测设备校准结果的正确判别和确认

国内统一刊号CN31-1424/TB 2009/2 总第210期核查标准来满足核查要求?人为地选择试验数据,在测量中是不允许的。
为此本文提出采用以下的方法解决此问题。
《规范》条文中有关试验合格值的规定:“已建计量标准,至少每年进行一次重复性试验,测得的重复性应满足检定或校准结果的测量不确定度的要求”,可以理解为:“将此次(已建的计量标准每年进行的重复性试验)所得到试验数据,作为测量不确定度的A 类评定分量,与(预先评定的测量不确定度)B 类分量合成后,用此计量标准检定被检仪器,其测量不确定度应满足最低要求”。
即从满足检定或校准结果的测量不确定度最低要求出发,确定重复性试验的合格值(最大值)。
对计量标准的稳定性考核,在《规范》条文中叙述得非常清楚。
考核对象:① 被检定或被校准的对象是实物量具;②如果计量标准器和被检定或被校准的对象均为非实物量具的测量仪器,存在合适的比较稳定的对应于该参数的实物量具。
考核方法:每年用被考核的计量标准对核查标准进行一组n 次的重复测量,取其算术平均值作为测量结果。
以相邻两年的测量结果之差作为该时间段内计量标准的稳定性。
考核合格值:若计量标准在使用中采用标称值或示值(即不加修正值使用),则测得的稳定性应小于计量标准的最大允许误差的绝对值;如加修正值使用,则测得的稳定性应小于该修正值的扩展不确定度。
根据统计,能进行上述稳定性考核的计量标准在所建立的计量标准中只占少数,大部分计量标准只能采用对计量标准器的考核来核查计量标准的稳定性(见《计量标准履历书》计量标准器稳定性考核图表)。
如果计量标准器是计量仪器,且示值可调,那么进行此类考核是没有意义的,可不进行考核;一次性使用的标准物质也不用进行考核。
考核的合格值可参照计量标准稳定性考核的合格值。
由于《规范》中没有期间核查的内容,所以计量标准的核查实际上有期间核查的功能,在核查时间的选择上应考虑此因素,重复性试验和计量标准的稳定性考核应选择在二次检定之间进行。
通用卡尺测量不确定度评定细则
文件号:技术文件通用卡尺不确定度评定细则编写审核批准通用卡尺测量结果不确定度评定细则1 目的2 本文件用于通用卡尺校准过程中,测量设备、人员、环境条件等因素引起的不确定度评定,使计量人员能够准确、有效地评定通用卡尺的测量结果不确定度。
2 适用范围本文件适用于实验室所有通用卡尺的测量结果不确定度评定。
3 引用文件GJB 3756―1999 《测量不确定度表示与评定》 JJG 30-2012 《通用卡尺》检定规程 4 测量不确定度评估 4.1 测量标准四等量块(10-291.8mm )/MPE ≤(0.15-0.18)μm 4.2 被测对象通用卡尺(0-1000mm )/MPE ≤一个分度值 4.3 测量过程将被检卡尺至于00级大理石平台上,同时量块恒温到规定的时间,用被检卡尺测量标准量块,比较被检卡尺的指示值与四等量块之差,即为示值误差。
4.4 通用卡尺测量结果不确定度评定 4.4.1.1 数学模型游标卡尺的示值误差e 计算结果模型:nn n n t a L t a L L L e ∆⨯⨯-∆⨯⨯+-=式中:L ——游标卡尺的示值(20℃条件下);L n ——量块的长度(20℃条件下);n a a 、 ——分别为游标卡尺和量块的线膨胀系数;n t t ∆∆、——分别为游标卡尺和量块偏离温度20℃时的数值。
4.4.1.2 合成标准不确定度评定模型由于各分量互不相关,故合成不确定度评定模型为:()()()()r u a u Ln u u c 222++=δ式中:()Ln u —— 由量块带来的不确定度分量;()a u —— 由线膨胀系数带来的不确定度分量;()r u —— 由读数误差带来的不确定度分量;4.4.2 不确定度一览表测量不确定度来源度分析及估算见表1。
表1 示值误差测量不确定度来源分析及估算(注:对于数显卡尺,示值误差的不确定度来源只包括量块不确定度引入的不确定度) 4.4.3 计算标准不确定度分量 4.4.3.1 量块不确定度引入的不确定度根据计量检定规程规定,用四等量块(其不确定度=1u 0.2µm +2×10-6L n ,k =2.58)校准通用卡尺的示值误差。
拉伸试验结果的测量不确定度报告

拉伸试验结果的测量不确定度评定1试验检测方法依据GB∕T228-2002《金属材料室温拉伸试验方法》进行试样的加工和试验.环境条件试验时室温为25℃,相对湿度为75%.检测设备及量具100kN电子拉力试验机,计量检定合格,示值误差为±1%;电子引伸计(精度级);0~150㎜游标卡尺,精度0.02mm;50mm间距的标距定位极限偏差为±1%。
被测对象圆形横截面比例试样,名义圆形横截面直径10 mm。
试验过程根据GB∕T228-2002,在室温条件下,用游标卡尺测量试样圆形横截面直径,计算原始横截面积,采用电子拉力试验机完成试验,计算相应的规定非比例延伸强度、上屈服强度R eH、下屈服强度R eL、抗拉强度R m、断后伸长率A及断面收缩率Z。
2数学模型拉伸试验过程中涉及到的考核指标,R eH,R eL,R m,A,Z的计算公式分别为= ∕S0(1)R eH=F eH∕S0(2)R eL= F eL∕S0(3)R m=F m∕S0(4)A=(L U-L0)∕L0(5)Z=(S0-S)∕S0(6)式中———规定非比例延伸力;F eH———上屈服力;F eL———下屈服力;F m———最大力;L U———断后标距;L0———原始标距;S0———原始横截面积;S u———断面最小横截面积。
3测量不确定度主要来源试验在基本恒温的条件下进行,温度变化范围很小,可以忽略温度对试验带来的影响。
对于强度指标,不确定度主要分量可分为三类:试验力值不确定度分量、试样原始横截面积测量不确定度分量和强度计算结果修约引起的不确定度分量.对于断后伸长率A, 不确定度主要分量包含输入量L0和L U的不确定度分量.对于断面收缩率Z, 不确定度主要分量包含输入量S0和S u的不确定度分量.4标准不确定度分量的评定试验力值测量结果的标准不确定度分量4.1.1试验机误差所引入的不确定度分量试验所用试验机经计量部门检定,示值误差为±1%,服从均匀分布,因此可用B类评定,置信因子100%。
游标卡尺不确定度评定
游标卡尺示值误差测量不确定度评定
1、概述
1.1 依据标准: JJG30-2012《通用卡尺检定规程》; JJF1059.1-2012《测量不确定度评定与表示》。
1.2 环境条件:温度(20±5)℃,湿度≦80%RH。
1.3 测量标准:5 等量块,其长度尺寸的不确定度不大于 0.5 5Lm
灵敏系数
c1
L L
1
c2
L Lb
1
4.2 标准不确定度汇总表
输入量的标准不确定度汇总表如下:
标准不确定度汇总表
标准不确定
标准不确
度分量 不确定度来源 定度
ci
ui
( m )
分度值量化误
uL
6
1
差
量块长度尺寸
U Lb
0.75
-1
的不确定度
ci ui
( m )
6
0.75
在符合上述条件下的测量结果,一般可直接使用本不确定度 的评定结果。
2、数学模型
L L Lb
式中: L —游标卡尺的最大允许示值误差; L —游标卡尺的示值; Lb —量块的长度尺寸。
第1页共4页
游标卡尺不确定度评定报告
3、输入量的标准不确定度评定
3.1 输入 L 的不确定度 uL的评定
输入 L 的不确定度主要来源于游标卡尺分度值量化误差的不
确定度,采用 B 类方法进行评定。
游标卡尺的分度值为 0.02mm,量化误差为 0.02 mm ,估计其
2
为均匀分布,包含因子为 3 , 标准不确定度 uL为
uL
0.02 2
mm
游标卡尺示值误差测量结果的不确定度分析
口安 刚 邵 晶 刘 辉
1 概 述 、
测 量 方 法 的 依 据 : G3 - O 2 《 用 卡 尺 检 定规 J O 2O 通 J 程》 JG16 2 0  ̄ 、 4 — 0 3 量块 检定 规程 》 J 。 环 境 条件 :环 境 温 度 : 2 ( 0±5 ℃ ;相 对 湿度 : ) ≤
单次测量标准偏 差
:
\ : / 。 . 。 。 m
任 意 选 取 三 把 同 类 型 的 游 标 卡 尺 每 支 分 别 选 取
1 12 2 15 2 18 0 . 、0 .、9 . mm 处为测 量 点 ,在 相 同的条 件下 测
量 , 测 为单次 测量 。均 连续 测量 1 实 0次 , 组测量 列 分 每
I sx) 0O 3 d ( .= .0 mm 3
自由度 : n 1 1一 = : 一 = O 1 9
度值 量化误 差 的不确 定 , 用 B类方 法进 行分 析 。 采
游 标 卡 尺 的 分 度 值 为 O0mm,分 度 值 量化 误 差 .2 ( . / ) 为 00 mm, 均 匀 分 布 考 虑 , 含 因子 为 O0 2 即 2 .1 按 包
别 按上 述 方 法记 算 共得 到 单次 测 量实 验 室 标准 偏 差 的 9组 数 据 即 :. 5 、. 4 、. 5 、. 5 、. 4 、. 5 、 0 0 0 0 0 500 0 0 0 0 0 0 500 0 0 0 0 0 0 0
0. 005 0. 5 、 O 0 m 。 0、 00 0 0.05 m
4 合 成 测 量 结 果 不 确 定 度 L 的分 析 、 , c
测量设备校准结果的正确判别和确认

测量设备校准结果的正确判别和确认随着科学技术的迅猛发展,具有多参数、测量数据自动采集和计算机处理等多功能的测量设备不断出现,例如检测公司各检验、检测、检定室在用测量设备约有30%以上是这类测量设备。
这些非常规测量设备的计量特性的检定往往没有现成的国家计量检定规程可作为依据。
计量技术机构采用校准的方法对其计量量值进行溯源,对其功能进行检查,出具的是计量校准证书。
而计量校准证书一般不给出合格与否的结论,作为测量设备的管理者或使用者如何对校准结果进行正确判别和确认是当前企业计量人员极为关注的问题。
注:数字多用表、涡流检测仪、衍射时差法超声探伤仪、相控阵超声探伤仪、超声波探伤试块、测厚仪标准试块、疏水器检测仪等。
1 校准方法的正确选择根据国家标准GB/T?27025-2008《检测和校准实验室能力的通用要求》(ISO/IEC17025:2005,idt),实验室应采用满足客户需求并适用于所进行的校准方法。
但目前的现状是,大部分客户在寻求校准服务时均未指定所采用的方法。
校准方法是为进行校准而规定的技术规范。
当前,我国发布的国家计量技术规范大部分是计量检定规程,而不是国家计量校准规范。
校准方法可以是国际、区域、国家或行业技术规范发布的方法。
对于非常规的测量设备,作为企业计量管理人员首先要了解这些非常规的测量设备的使用要求,特别是量值准确度的使用要求,如果有国际、区域、国家或行业技术规范发布的校准方法,这些方法又能够满足企业实际使用要求的,企业在送校时应指明所采用的校准依据。
当然,所选择的方法必须是最新有效的版本。
国际、区域、国家或行业发布的技术规范中可能有多种校准方法,企业计量管理人员应根据实际需要指明应采用其中什么方法。
当国际、区域、国家或行业发布的技术规范中没有合适的校准方法时,企业可以在知名的技术组织或有关科学书籍或期刊公布的,或由测量设备制造商指定的方法中选择合适的方法。
企业也可以提出根据自己需要而制定的校准方法。
游标卡尺的校准
游标卡尺的校准1.测量原理用1级钢量块作为工作标准核准游标卡尺。
卡尺测量范围为150mm ,主尺的分度间隔为lmm ,游标的分接间隔为1/20 mm ,故读数分辨力为0.05 mm 。
用标称长度在(0.5-150)mm 范围内不同长度的量块作标准来校准卡尺的不同测量点,例如0 mm , 50 mm ,100 mm 和150 mm 。
但所选的量块长度应使他们分别对应于不同的游标刻度,例如0.0 mm ,0.3 mm , 0.6 mm 和0.9 mm 。
本实例对用于外径测量的游标卡尺校准进行测量不确定度评定,校准点为150mm 。
在校准前应对卡尺进行检查,包括阿贝误差、卡尺量爪测量面的质量(平面度、平行度及测量面和侧面的垂直度),以及机械锁紧机构的功能。
2.数学模型在参考温度t 0=20℃,卡尺的示值误差E x 可表示为:E x =l iX -l s +L ×a ×△t +δl iX +δl M式中:l iX 一-卡尺的示值:l s 一-标准量块在参考温度20℃下的长度; L 一-标准量块标称长;a -一卡尺和量块的平均线膨胀系数;△t -一卡尺和量块的温度差;δl iX 一-卡尺有限分辨力对测量结果的影响; δl M 一-机械效应,如测量力,阿贝误差,量爪测量面的平面度和平行度误差等。
3.输入量标准不确定度的评定和不确定度分量 3.1 测量,l iX进行了若干次重复测量,未发现测量结果有任何散发,故读数并不引入任何有意义的不确定度。
对于 150 mm 量块的测量结果为150.10 mm ,于是其示值误差E x 以及读数引入的标准不确定度为:E x =150.10 mm -150 mm =0.10 mmu 1(E x ) =c 1 u 1(l iX )3.2 工作标准,l s作为工作标准的量块长度及其扩展不确定度由校准证书给出。
证书确认标准量块符合1级量块的要求,故其中心长度的偏差应在±0.8μm 范围内。
游标卡尺示值误差的不确定度评定
游标卡尺示值误差的不确定度评定1 概述1.1 测量方法:依据JJG30—2002通用卡尺检定规程。
1.2 环境条件:温度(20±5)℃。
1.3 测量标准:5等量块,其长度尺寸的不确定不大于(0.5+5L)um (L-测量长度),包含因子为2.6。
1.4 被测对象:测量范围为(0~300)mm ,分度值为0.02mm 的游标卡尺,最大允许示值误差为±0.02mm 。
1.5 测量过程对于测量范围为(0~300)mm 的游标卡尺,测量点的分布不少于均匀分布的3点,如300mm 的游标卡尺,其受测点为101.2、201.5和291.8mm 。
被测游标卡尺各点示值误差以该点读数值(示值)与量块尺寸(测量标准)之差确定。
2 数学模型d L L L b ∆+-=∆式中:ΔL ——游标卡尺的示值误差;L ——游标卡尺的示值;L b ——量块的长度尺寸;d ∆——读数误差。
3 输入量的标准不确定度评定3.1 输入量L 的标准不确定度u (L )的评定其不确定度主要来源是测量重复性,在重复性测量条件下用一标准量块对同一件游标卡尺连续进行测量10次,得到测量列:101.20、101.22、101.22、101.20、101.22、101.22、101.22、101.22、101.22、101.22(mm ).利用贝塞尔公式计算得到单次测量的实验标准差 mm s 0084.0= 即 mm s L u 0084.0)(==3.2 输入量L b 的标准不确定度u (L b )的评定输入量L b 的不确定度主要来源于量块长度尺寸的不确定度,测量用的量块其长度尺寸的不确定度不大于m L μ)55.0(+(L —测量长度),包含因子为2.6。
当被测尺寸在291.8mm 的情况下,标准不确定度u (L b )为mm m k a L u b 00075.06.22918.055.0)(=⨯+==μ3.3 输入量d ∆的标准不确定度)(d u ∆的评定其不确定度主要来源是估读误差,游标卡尺分度值为0.02mm 估读误差最大不超过0.01mm ,按均匀分布3=k ,则mm d u 0058.0301.0)(==∆由于重复性分量包含人员读数误差,为避免重复计算,取两者中较大的影响量,故舍弃估读引入的标准不确定度分量)(d u ∆,只取mm L u 0084.0)(=4 合成标准不确定度的评定4.1 标准不确定度汇总表输入量L 和L b 彼此独立不相关,所以合成标准不确定度可按下式得到:mm u c 0084.000075.00084.022=+=5 扩展不确定度的评定取k =2 则测量范围为(0~300)mm ,分度值为0.02mm 的游标卡尺示值误差测量结果的扩展不确定度U =ku c = 2×0.0084 = 0.017mm6 测量不确定度的报告与表示游标卡尺规格不同,所使用的标准量块也不同,评定中经计算分度值为0.02mm ,测量范围(0~500)mm 的常用游标卡尺示值误差测量结果的扩展不确定度为U =0.02mm k =2。
游标卡尺测量结果的不确定度分析
游标卡尺测量结果的不确定度分析
□ 房玉杰 田 哲 1 概述 1.1 测量方法:依据 JJG30-2002《游标卡尺检定规程》 。 1.2 环境条件 (20±5)℃ : 1.3 测量标准 5等量块中心长度的不确定度不大于(0.5+5)μm。 : 1.4 被测对象 检游标量具标准器组的误差来源及不确定度。 : 以测量范围为 0~500mm,分度值为 0.02mm 的游标卡尺,最 大允许误差为± 0.05mm。 2 A 类方法: 在条件不改变的情况下,对 0~500mm 游标卡尺, 测量点 的分布不少于均匀分布 6 点,500mm 的游标卡尺其受测点为 80mm,161.20mm ,240mm,312.50mm ,400mm,491.80mm 。 对 400mm 这一点重复测量 10 次,确定不确定度分量 u A 。 贝塞尔公式 Σ(xi-x)2 i=1 S(x)= =5 μ m n- 1 - s(x) 5 S(x)= = =1.6 μ m n 10 u A =1.6 μ m 3 B类方法 (1) 5等量块的不确定度, 5等量块中心长度的不确定度分量u1 u1=0.50+5 × L(μ m) =0.50+5 × 400mm × 10 -3 =2.5 μ m (2) 读数误差引起的不确定度分量u2 0.02mm 估读误差为分量度值的分量 u 2 为: 1 u2 =0.02 × =0.01mm=10 μ m 2 (3) 测力变化引起的不确度分量u3 变形量 Δ = Δ 1 +2 Δ 2 p ×α 2p ×α 3 = S+ 3E × L E×L E ——卡尺材料的弹性模量:2 × 10 4 kg/mm 2 L ——卡尺尺身断面的惯性矩 bh 3 3.5 × 203 = =2333 12 12 h——尺高 b——尺厚 合成标准不确定度的有效自由度γeff = Σ 5 扩展不确定度 取置信概率 P=95%,查 t 分布表得到 t 值为 t95(∞)=1.96 扩展不确定度 U95 为: U 扩 95=t95(∞)× UC 合 =1.96 × 11.73=22.99 μ m 游标卡尺示值误差测量结果的扩展不确定度为 U95=22.99 μ m γ eff= ∞ - 1 1 验证S( x ) 要小于总不确定度 ~ 10 5 S (- ) =1.6 μ m < 4.60 μ m x (作者单位 沈阳市辽中质量计量检测所) : = 1.62+2.52+102+4.62+2.77 2=11.73 μ m Uc 4 U i4 γi uC 合= μ A 2+ μ 12 + μ 2 2+ μ 32 + μ 4 2
C3游标卡尺校准方法
u ( Lb )
4 3Biblioteka 2 .3 m估计其相对不确定度为 10%,则
( Lb ) 50
5.3 卡尺和量块的温度线膨胀系数差引入的不确定度分量 u() 的界限为±2×10-6℃-1,均匀分布。
u ( )
2 10 6 3
1.15
估计其相对不确定度为 10%,则
u c2 ( y ) u 2 ( e ) u 2 ( L c ) u 2 ( Lb ) ( L t ) 2 u 2 ( ) ( L ) 2 u 2 ( t ) 4 .12 2 .3 2 ( 291800 1 1 .15 10 6 ) 2 ( 291800 11 .5 10 6 0 .17 ) 2 4 .12 2 .3 2 0 .34 2 0 .57 2 u c ( y ) u ( e ) 4 .75 m
L=291.8mm,标准不确定度一览表(表 1) 表 1 标准不确定度一览表
标准不确定度一
标准不确定度分量 u(xi) u(Lc) u(Lb) u() u(t)
不确定度来源 卡尺对线误差 量块的不确定度 卡尺和量块的温 度线膨胀系数差 卡尺和量块的 温度差
标准不确定度 4.1m 2.3m 1.15×10-6℃-1 0.3/31/2=0.17℃
通用卡尺校准方法
一、 校准方法适用于新制造、使用中和修理后的测量范围为 (0~1000)mm 通用卡尺的校准。 二、 依据 JJG30-2002《通用卡尺检定规程》 。 三、 校准方法: 用检定合格后的 5 等量块按 《通用卡尺检定规程》 的要求进行校准。测量结果直接使用通用卡尺示值误差测量 结果不确定度分析报告中的分析方法来评定。 四、 实验室环境条件:温度为(20±5)℃,相对湿度小于 80%。 五、 校准所使用的标准器:5 等量块(编号为 91-114、91-118、 测量范围为(10~291.8)mm) ;4 等量块(编号为 012、测量 范围为(125~500)mm) 。 六、 校准周期可根据通用卡尺的使用频率及顾客的意见酌情考 虑。 七、 参考文件: 1、 JJG30-2002《通用卡尺检定规程》 2、 游标卡尺示值误差测量结果不确定度分析报告
游标卡尺测量不确定度评定

游标卡尺的测量不确定度评定1、 测量方法:依据: JJG 30-2012 《通用卡尺检定规程》游标卡尺的示值误差是用量块进行检定的,检定点的分布,对于尺寸范围在300mm 内的卡尺,不少于均匀分布的3点,如300mm 的卡尺,其受检定点为:101.3mm ,201.6mm 和291.9mm 或101.2mm ,201.5mm 和291.8mm 。
下面对测量范围(0~300)mm ,分度值0.02mm 的卡尺在291.8mm 点检定示值误差的测量扩展不确定度进行分析,标准量块采用5等量块。
2、 数学模型游标卡尺示值误差为:b b b c c c b c t L t L L L e ∆⋅⋅-∆⋅⋅+-=αα 式中:c L ——游标卡尺的示值(标准条件下); b L ——量块的长度(在标准条件下);b c αα、——分别为游标卡尺和量块的热膨胀系数;b c t t ∆∆、——分别为游标卡尺和量块偏离参考温度20℃的数值。
方差与传播系数令:b c ααδα-= b c t t t ∆-∆=δ 舍弃高阶微分量,取:b c L L L ≈≈ b c ααα≈≈ b c t t t ∆≈∆≈∆ 则: t L a t L L L e b c δαδ⋅⋅+⋅∆⋅+-=得:242423232222212122)(u c u c u c u c e u u c +++== 式中:1/1=∂∂=c L e c ; 1/2-=∂∂=b e c ;t L a e c ∆⋅=∂=δ/3; a L t e c ⋅=∂=δ/4; 321,,u u u 和4u 分别代表a L L b c δ,,和t δ的不确定度。
242232222122)()()(u a L u t L u u e u u c ⋅+∆⋅++==标准不确定度一览表L =291.8mm :计算分量标准不确定度测量读数给出的不确定度分量1u对于0.02mm 分度值的卡尺,对线误差为±0.01mm,估计值其相对不确定度为25% 。
测量误差及不确定度分析的基础知识(精)

测量误差及不确定度分析的基础知识物理实验是以测量为基础的。
测量可分为直接测量与间接测量,直接测量指无需对被测的量与其它实测的量进行函数关系的辅助计算而可直接得到被测量值的测量,间接测量指利用直接测量的量与被测量之间的已知函数关系经过计算从而得到被测量值的测量。
由于测量仪器、测量方法、测量环境、人员的观察力等种种因素的局限,测量是不能无限精确的,测量结果与客观存在的真值之间总是存在一定的差异,即存在测量误差。
因此分析测量中产生的各种误差,尽量消除或减小其影响,并对测量结果中未能消除的误差作出估计,给出测量结果的不确定度就是物理实验和科学实验中必不可少的工作。
为此我们必须了解误差的概念、特性、产生的原因及测量结果的不确定度的概念与估算方法等的有关知识。
误差的定义、分类及其处理方法一.误差的定义:测量结果与被测量的真值(或约定真值)之差叫做误差,记为:被测值的真值是一个理想的概念,一般说来真值是不知道的。
在实际测量中常用准确度高的实际值来作为约定真值,才能计算误差。
二.误差的分类及其处理方法:误差主要分为系统误差和随机误差。
系统误差:(1)定义:在同一被测量的多次测量过程中,绝对值和符号保持恒定或以可预知的方式变化的测量误差的分量。
(2)产生原因:①仪器本身的缺陷或没按规定条件使用仪器而引起的误差(又称作仪器误差)例:电表的刻度不均匀---示值误差等臂天平的两臂实际不等---机构误差指针式电表使用前没调零---零位误差大气压强计未在标定条件下使用引起的系统误差等②测量所依据的理论公式本身的近似性、或实验条件不能达到理论公式的要求、或测量方法所带来的系统误差(又称作理论误差或方法误差)。
例:单摆运动方程小角度近似解引起的误差、伏安法测电阻时电表内阻引起的测量误差。
(3)分类及处理方法:根据误差的符号、绝对值确定与否分类如下:①已定系统误差---绝对值和符号已经确定的系统误差分量,如零位误差、大气压强计室温下使用引起的误差、伏安法测电阻时电流表内接或外接引起的误差等;这类误差分量一般都要修正。
拉伸试验结果的测量不确定度报告(GBT228)

拉伸试验结果的测量不确定度报告(GBT228)拉伸试验结果的测量不确定度评定1试验1.1检测⽅法依据GB⁄T228-2002《⾦属材料室温拉伸试验⽅法》进⾏试样的加⼯和试验.1.2环境条件试验时室温为25℃,相对湿度为75%.1.3检测设备及量具100kN电⼦拉⼒试验机,计量检定合格,⽰值误差为±1%;电⼦引伸计(精度0.5级);0~150㎜游标卡尺,精度0.02mm;50mm间距的标距定位极限偏差为±1%。
1.4被测对象圆形横截⾯⽐例试样,名义圆形横截⾯直径10 mm。
1.5试验过程根据G B⁄T228-2002,在室温条件下,⽤游标卡尺测量试样圆形横截⾯直径,计算原始横截⾯积,采⽤电⼦拉⼒试验机完成试验,计算相应的规定⾮⽐例延伸强度R P0.2、上屈服强度R eH、下屈服强度R eL、抗拉强度R m、断后伸长率A及断⾯收缩率Z。
2数学模型拉伸试验过程中涉及到的考核指标R P0.2,R eH,R eL,R m,A,Z的计算公式分别为R P0.2= F P0.2⁄S0(1)R eH=F eH⁄S0(2)R eL= F eL⁄S0(3)R m=F m⁄S0(4)A=(L U-L0)⁄L0(5)Z=(S0-S)⁄S0(6)式中F P0.2———规定⾮⽐例延伸⼒;F eH———上屈服⼒;F eL———下屈服⼒;F m———最⼤⼒;L U———断后标距;L0———原始标距;S0———原始横截⾯积;S u———断⾯最⼩横截⾯积。
3测量不确定度主要来源试验在基本恒温的条件下进⾏,温度变化范围很⼩,可以忽略温度对试验带来的影响。
3.1对于强度指标,不确定度主要分量可分为三类:试验⼒值不确定度分量、试样原始横截⾯积测量不确定度分量和强度计算结果修约引起的不确定度分量.3.2对于断后伸长率A, 不确定度主要分量包含输⼊量L0和L U的不确定度分量.3.3对于断⾯收缩率Z, 不确定度主要分量包含输⼊量S0和S u的不确定度分量.4标准不确定度分量的评定4.1试验⼒值测量结果的标准不确定度分量4.1.1试验机误差所引⼊的不确定度分量试验所⽤试验机经计量部门检定,⽰值误差为±1%,服从均匀分布,因此可⽤B类评定,置信因⼦100%。
测量不确定度评定报告
测量不确定度评定报告一、引言二、测量方法和装置本次测量使用的方法是直线测量法,采用直尺和游标卡尺进行测量。
直线测量法是一种简单有效的测量方法,在工程和科学领域得到广泛应用。
1.人为误差测量1:30.2cm测量2:30.1cm测量3:30.3cm根据三次测量结果的平均值,得到被测量值为30.2cm。
通过测量结果的离散程度,可评估人为误差的大小。
2.仪器误差仪器误差是由于测量仪器本身的不准确性而引起的。
在使用直尺和游标卡尺进行测量时,需要考虑到仪器的刻度精度和读数精度。
本次测量中,直尺和游标卡尺的刻度间距分别为0.1cm和0.01cm。
根据仪器的刻度间距,可以评估测量结果在刻度内的不确定度。
例如,如果测量结果位于两个刻度之间,不确定度可以评估为刻度间距的一半。
3.环境影响环境因素如温度、湿度等的变化会对测量结果产生一定的影响。
在本次测量中,环境温度保持相对稳定,湿度变化较小,因此可以忽略环境影响对测量结果的不确定度。
四、测量不确定度评定五、灵敏度分析和建议灵敏度分析用于评估测量结果对误差的敏感程度,从而提供改进测量方法和装置的建议。
1.人为误差的影响2.仪器误差的影响根据前述的仪器误差评估,本次测量结果对仪器误差的敏感程度较高。
为了减小仪器误差对测量结果的影响,可以考虑使用更精密的测量仪器,如数字卡尺等,降低仪器误差。
六、结论本次测量的不确定度评定结果为0.1cm。
测量结果对人为误差的敏感程度较低,对仪器误差的敏感程度较高。
改进测量方法和装置可降低仪器误差对测量结果的影响。
试验筛筛孔尺寸测量结果的不确定度分析评定

编号:WJ-长度评定-2018006试验筛筛孔尺寸测量结果的测量不确定度分析评定编写(签字):张三审核(签字):李四批准(签字):王五2018年07月12日XXXX仪器设备检测有限公司第一篇金属丝编织网试验筛筛孔尺寸测量结果的测量不确定度分析评定一、概述1、测量方法:依据JJF 1175-2007《试验筛校准规范》,在分辨力1μm的万能工具显微镜(简称万工显)上对(0.02~125)mm金属丝编织网试验筛孔尺寸直接测量,以测量参数是长度、测量125mm为例,按照JJF 1059.1-2012《测量不确定度评定与表示》,分析评定测量结果的测量不确定度。
2、测量环境条件:温度(20±10)℃二、测量不确定度的主要来源测量结果的测量不确定度主要来源有:测量重复性引起的不确定度分量u(d1);万能工具显微镜示值误差引起的不确定度分量u(d2);被测件与万能工具显微镜线胀系数引起的不确定度分量u(d3);被测件与万能工具显微镜温度差引起的不确定度分量u(d4)。
三、数学模型测量的数学模型:δ= d式中:δ—被测筛孔尺寸的测量结果,mm;d —在万能工具显微镜上的读数值,mm。
灵敏系数(求偏导):c=∂δ/∂d =1四、不确定度分量的评定4.1、测量重复性引起的不确定度分量u(d1)用万能工具显微镜对125mm试验筛的一个筛孔测量10次,得到的测量列:125.022mm,125.023mm,125.022mm,125.023mm,125.024mm,125.024mm,125.022mm,125.022mm,125.023mm,125.022mm。
实际测量是以单次测量值作为测量结果,由下式计算:u(d1)=())1()(2--==∑nxxxSu iA经计算,u(d1)= 0.82μm4.2、万能工具显微镜示值误差引起的不确定度分量u(d2)万能工具显微镜示值误差为(1+L/100)μm(L:mm),认为符合正态分布,取k=3,当测量尺寸为125mm时,得到:u(d2)= 2.25μm/3=0.75μm4.3、被测件与万能工具显微镜线胀系数差引起的不确定度分量u(d3)被测件(黄铜)的线胀系数为(18±0.5)×10-6℃-1,万工显标尺的线胀系数为(10±0.5)×10-6℃-1,最大差值为9×10-6℃-1,△t=10℃,L=125mm,取三角分布(k=6),得到:u(d3)=9×10-6℃-1×10℃×125mm/6≈4.60μm4.4、被测件与万能工具显微镜温度差引起的不确定度分量u(d4)被测件与万能工具显微镜温度差为2℃,线胀系数18×10-6℃-1,L=125mm,服从反正弦分布,k=2,得到:u(d4)=18×10-6℃-1×2℃×125mm/2≈3.20μm不确定度分量汇总表五、合成标准不确定度的计算灵敏系数,c i=1引起测量结果的不确定度分量相互独立,合成标准不确定度为:u2c=u2(d1)+ u2(d2)+ u2(d3)+ u2(d4)经计算,得到:u c≈ 5.72μm六、扩展不确定度的计算取k=2,得到扩展不确定度为:U=k×u c= 2×5.72μm ≈12μm七、测量不确定度的报告在万能工具显微镜上测量125mm试验筛孔尺寸,得到测量结果的测量不确定度为:U =12μm(k=2)。
测量不确定度的概念和原理
表 1 测量误差与测量不确定度的主要区别
序号
测量误差
测量不确定度
1
表明测量结果偏离真值的程度,是一个差值
表明赋予被测量之值的分散性,是一个区间
2
是有正号或负号的量值,其值为测量结果减去被测量的 是无符号的参数,
客观存在,不受外界因素的影响,不以人的认识程度而 由人们经过分析和评定得到,因而与人们对被测量、
测量不确定度愈小,所述结果与被测量的真 值愈接近,质量越高,水平越高,其使用价值越高; 测量不确定度越大,测量结果的质量越低,水平越 低,其使用价值也越低。在报告物理量测量的结果 时,必须给出相应的不确定度,一方面便于评定其 可靠性,另一方面也增强了测量结果之间的可比 性。
本文从最基本的测量不确定度概念出发(假设 测量模型是线性函数、输入量服从正态分布、忽略 了如温度等误差来源),旨在抛砖引玉地推行测量 不确定度的运用。诚然正确使用好测量不确定度, 需要有一定专业知识才可以准确判断不确定度来 源,要有一定的数理统计概率论 (下转第 72 页)
表征,平均值的标准不确定度即为 Ua。
对某量多次等精度测得列 X1, X2, … , Xn
则最佳值的平均值
x
=
x1+x2+…+xn n
n
姨Σ 2 (xi-x)
单次测量的标准不确定度 S=
n-1
平均值的标准不确定度
n
姨Σ 2 (xi-x) n(n-1)
ua= s = 姨n
i=1
(2)
依据经验一般取 n≥3,以 n =4~20 为宜 ,样
作的不断规范,国家质量监督检验检疫总局十分
重视测量不确定度的评定和运用。为了总结我国
推行 《测量不确定度评定与表示》
游标卡尺测量误差来源分析
摘要:本文针对导致游标卡尺出现测量误差的原因进行了分析,并研究了误差的主要来源,以及针对这些现象,应采取什么措施。
关键词:游标卡尺测量误差1剖析导致测量误差的主要来源1.1自身结构1.1.1游标卡尺的结构。
由L型状的钢制尺(简称:主尺)与游标安装在框架上组成的游标尺组件构成,在测量中是用手对游标尺进行作用,使得游标卡尺组件和主尺上的测量爪共同作用在待测物上,再进行正确位置的测量,最后将主尺上的数据和游标卡尺组件上获得的数据进行加运算,就会获得准确的物件尺寸。
但是游标卡尺的设计与阿贝原理不相符,阿贝基本思路待测物在测量过程中,其长度轴要与主尺标量共线。
比如要对钢板的尺寸进行测量,使用钢板尺就能直接获得长度数值,而游标卡尺不能直接获取,只能间接的应用。
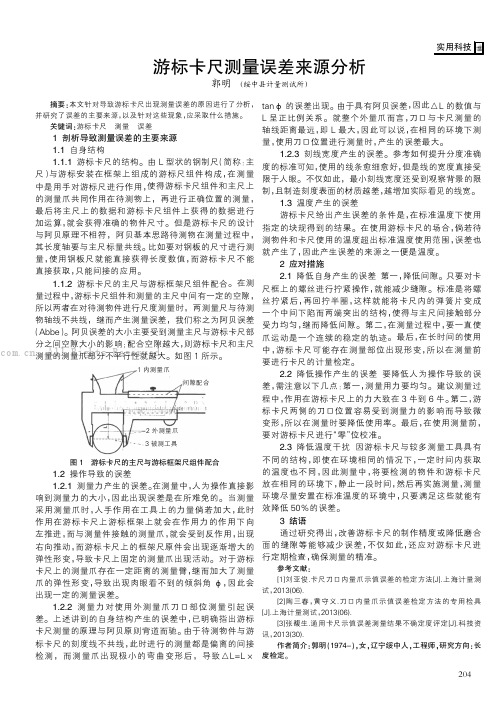
1.1.2游标卡尺的主尺与游标框架尺组件配合。
在测量过程中,游标卡尺组件和测量的主尺中间有一定的空隙,所以两者在对待测物件进行尺度测量时,两测量尺与待测物轴线不共线,继而产生测量误差,我们称之为阿贝误差(Abbe)。
阿贝误差的大小主要受到测量主尺与游标卡尺部分之间空隙大小的影响;配合空隙越大,则游标卡尺和主尺测量的测量爪部分不平行性就越大。
如图1所示。
间隙配合1内测量爪2外测量爪3被测工具图1游标卡尺的主尺与游标框架尺组件配合1.2操作导致的误差1.2.1测量力产生的误差。
在测量中,人为操作直接影响到测量力的大小,因此出现误差是在所难免的。
当测量采用测量爪时,人手作用在工具上的力量倘若加大,此时作用在游标卡尺上游标框架上就会在作用力的作用下向左推进,而与测量件接触的测量爪,就会受到反作用,出现右向推动,而游标卡尺上的框架尺原件会出现逐渐增大的弹性形变,导致卡尺上固定的测量爪出现活动。
对于游标卡尺上的测量爪存在一定距离的测量臂,继而加大了测量爪的弹性形变,导致出现肉眼看不到的倾斜角φ,因此会出现一定的测量误差。
1.2.2测量力对使用外测量爪刀口部位测量引起误差。