带钢表面检测系统在连退线生产中的应用_曹开翔
热轧带钢表面在线自动检测系统
热轧带钢表面在线自动检测系统(摘自中国金属学会网张树堂、周积智综述)对热轧带钢表面缺陷在线进行检测和分级的光学系统,在德国的百视泰(Parsytec)公司研制成功并应用于欧洲和美国的连轧机和CSP生产线上取得良好效果。
该系统是目前世界上唯一能对高速运动的热轧带钢表面缺陷进行在线自动检测和分级的系统。
ParsytecHTS-2W建立在100%软件工具基础上,它与标准PC硬件及频闪氙照明的录像机相结合,可根据表面缺陷的类型和严重程度,以及在带钢上的位置,对所有缺陷进行分级记录,可完全替代人工目测,防止目测的主观性和漏判,客观地对缺陷进行评估,不再依赖于专业人员的技能,并可提供对整个热轧带钢表面的准确鉴定以及完整的记录。
系统由三个主要部分组成:(1)影像传感系统。
在工业标准录像机基础上,采用两个频闪氙闪光灯,保证红热带钢上的缺陷清晰可见。
这些装置安装在仪表房中,录像头一般距热带钢0.8~2.0m,以避免强热辐射和被带钢碰坏。
用一排录像机捕获整个带钢表面,录像机数取决于带钢宽度和所要求的清晰度。
为了在有效范围内能够捕获整个带钢表面而无任何遗漏,录像机视场可在横幅方向上重叠。
清晰度是按所要检测的最小缺陷尺寸设计的。
如果在较后阶段要求更高清晰度,则可再增设几台录像机和PC机。
(2)检验用计算机。
包括几台pentiumPC的高性能系统执行软件,对每台录像机的所有影像进行分析和检测异常,缺陷的类型和严重程度通过比较缺陷数据库中的相似缺陷特性的方法来进行分级。
对特定带钢相同级别的缺陷可作聚类分析,将若干个小缺陷归并成一个大面积缺陷,如氧化铁皮。
还可采用频率分析,来识别造成重复缺陷的轧辊。
缺陷分级系统冷轧宽带钢轧机发展的新势头。
目前美国等发达国家,不仅大力推进薄(中厚)板坯连铸连轧生产线的建设,生产低成本薄规格的热轧宽带钢,同时还加速建设和改造冷轧宽带钢轧机,扩大冷轧宽带钢和涂镀层板等高附加值产品在钢材生产中的比例,据统计,近年来热轧板带转化为冷轧宽带钢和涂镀层板的比例不断提高,美国已达90.7%,日本为81.5%,欧盟为76.2%,表明了国际上钢材生产结构调整动向的一个方面。
表面缺陷在线检测系统在冷轧连退生产线上的应用

时 、有 效地 发 现钢 板表 面缺 陷 ,判 断缺 陷产 生 原 速线 扫 描摄像 机 对被 检测 对 象进 行监 测 ,并使 用
因 , 而提 高连 退机 组 对产 品质 量 的控制 能 力 . 从 消 多个 光 源对 检测 区域 进行 照 明 ,旋转 的编 码器 跟
除生产 瑕疵 , 降低 制造 成本 、 减少 产 品质量 异议 。 踪被 检 测对 象长 度方 向位 置 。摄 像 机支 持 单元 包
鞍 钢 技 术
2 2年 第 3期 01
ANGANG EC T HNOL OGY
总第 3 5期 7
( 蔓 = = = )
表 面缺 陷在 线检 测 系统 在冷 轧 连 退 生产 线上 的应 用
柳军 , 高健 , 宏宇 , 帅 张 李 ( 钢股 份有 限公 司冷 轧厂 , 宁 鞍 山 14 2 ) 鞍 辽 10 1 摘 要 : 绍 了表 面缺 陷在 线检 测 系统 的 构成 和 工作 原 理及 其 在 鞍 钢股 份 有 限公 司冷 轧 介 厂连 退机 组 的使 用情况 . 出 了进 一步 完善表 面缺 陷在 线检 测 系统的具 体措施 。 提
带钢表面检测系统在热轧生产中的应用

气灯 光 源 , 行 自动照 明控制 , 进 可保 证 图像 的曝光
时间 始终足够 短 , 以防止 图像 模 糊 , 片 清 晰 ; ) 照 c 系统 提供 了明场 和 暗场 两 种模 式 供 选择 ; ) 备 d具
边部 自动 侦 测 功 能 ; ) 统 软 件 功 能 强 大 , 陷 e系 缺
显 示 画 面 见 图 1 。
图像立 即被 自动记 录下来 了。拍摄 的 图像经 过
H S检测 系 统软 件 处 理 后 , 终 端 上 显 示 和 记 录 T 在 带钢 的缺 陷 图像 和数 据 。 同时检测 系统 通 过热 轧 基 础 自动 化 系统 和 过 程 计 算 机 系统 , 自动 获取 带
画面 中的缺 陷照 片 , 括 编号 、 类 、 包 种 位置 、 相机来
源 等 ; 缺 陷照片 显示 区域 , 括 缺 陷的 种类 、 G: 包 形
貌 、 置 分 布 、 示 效 果 等 ; 显 示 方 式 选 择 区 位 显 H:
于所 有缺 陷在 带 钢 上 下 表 面 的分 布 情 况 , 系统 也 能进 行分 类统 计 和显示 。系统 还提 供 了班报 打 印
面上 显示 , 带钢 表 面质 量 的检 查 打 开 了一道 在 为 线 的窗 口。通 过 信 息 跟 踪 和边 部 侦 测 , 张缺 陷 每
图片 标注 了该 缺 陷在 带钢 纵 向显 示 的 缺 陷分 布 统 计 结 果 , 上
表 和下 表 分 开 显 示 ; 缺 陷 描 述 区 域 , 述 当 前 F: 描
梅钢 热轧 12 4 2产 线 的检 测 系统 软 件 操 作 界
面简单 , 硬件 标准 化高 , 使用 成排 的相 机来记 录 完
整 的表 面 图像 。该 系统 利用 精轧机 组 出 口的高温
带钢表面在线检测与质量控制技术分析
- 33 -工 业 技 术0 引言在轧钢机组自动化生产过程中,由于设备性能状态不良或生产工艺问题很容易导致带钢表面出现各种缺陷,如何对这些缺陷进行高效的在线检测,并找到优化整改方案是促进钢铁企业生产水平全面提升的有效措施。
因此,世界各国都积极开展带钢表面质量检测与控制的技术研究,通过控制生产工艺,改善机组性能来不断提升带钢生产质量,利用带钢在线检测系统,是在已有设备和技术条件下投入最小,见效最快的技术手段,不仅可以运用于新设备的生产制造,也非常适用于老旧轧钢设备的自动化改造和升级,为提高轧钢企业的生产经营效率,减少质量损失有积极的促进作用[1]。
1 带钢表面在线监测系统应用的价值和意义当前,冷轧板材市场竞争越来越激烈,企业面临的生存压力也不断加大,为了解决这一现实问题,很多企业都在加强生产效率,在产品质量方面加大投入,特别是对于如何加强钢材表面质量管控是企业急需解决的一个重要问题,在传统的生产工艺流程下,在带钢轧制过程中很容易出现表面气泡、凹凸不平、划痕以及夹杂问题,这些质量缺陷不但会影响带钢产品的美观性,同时也会降低带钢的机械性能和抗腐蚀特性,影响产品的用户满意度,为了解决上述问题,在已有的轧钢生产线安装能够实时在线质量监控的自动化设施是解决轧钢企业质量管控问题的重要手段,能够实现生产环节的高效一体化管理,对实现设备运行效率提高和钢材产品质量提升具有重要的意义。
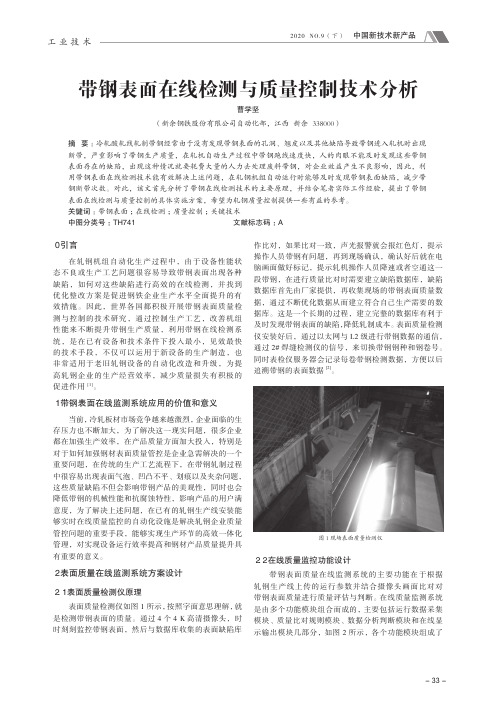
2 表面质量在线监测系统方案设计2.1 表面质量检测仪原理表面质量检测仪如图1所示,按照字面意思理解,就是检测带钢表面的质量。
通过4个4 K 高清摄像头,时时刻刻监控带钢表面,然后与数据库收集的表面缺陷库作比对,如果比对一致,声光报警就会报红色灯,提示操作人员带钢有问题,再到现场确认,确认好后就在电脑画面做好标记,提示轧机操作人员降速或者空通这一段带钢,在进行质量比对时需要建立缺陷数据库,缺陷数据库首先由厂家提供,再收集现场的带钢表面质量数据,通过不断优化数据从而建立符合自己生产需要的数据库。
基于PLS的连退机组带钢质量预报及过程监测系统设计与实现的开题报告
基于PLS的连退机组带钢质量预报及过程监测系统设计与实现的开题报告1. 研究背景及意义近年来,随着钢铁生产的自动化程度不断提高,自动连退机组已经成为钢铁生产过程中的常见设备,特别是在带钢生产中,自动连退机组已经成为生产过程中不可缺少的设备之一。
然而,连退机组的带钢质量控制一直是生产过程中的难点之一。
传统的质量控制方法主要采用人工观察和检测,这种方法存在主观性、效率低、准确性不高等问题。
因此,如何实现自动化的带钢质量预报和过程监测成为了一个重要的研究领域。
2. 研究内容本研究将采用PLS(Partial Least Squares)方法,通过实时监控连退机组的生产参数和带钢质量参数,建立带钢质量预报模型,实现对带钢质量的预测和监测。
具体包括以下内容:(1)收集连退机组的生产参数和带钢质量参数,对数据进行预处理和清洗。
(2)采用PLS方法建立带钢质量预报模型,包括建立质量参数与生产参数的相关性模型,以及建立质量参数的预报模型。
(3)设计实时监测系统,采集数据并实时更新模型,实现对带钢质量的预报和过程监测。
(4)对模型进行验证和评估,分析模型的预测准确度和适用性。
3. 研究方法及工作计划本研究将采用数据挖掘和机器学习的方法,主要包括PLS、回归分析、统计学习等。
研究工作计划如下:阶段一:文献综述和数据收集,包括对PLS方法的研究现状和应用情况的综述,确定研究对象和收集数据。
阶段二:数据预处理和分析,包括对数据的预处理和清洗,分析生产参数和带钢质量参数的相关性和特征。
阶段三:建立带钢质量预报模型,包括建立质量参数与生产参数的相关性模型和建立质量参数的预报模型。
阶段四:设计实时监测系统,采集数据并实时更新模型,实现对带钢质量的预报和过程监测。
阶段五:模型验证和评估,分析模型的预测准确度和适用性。
阶段六:撰写论文和总结,包括撰写论文、总结研究成果及展望未来研究方向。
4. 研究预期结果本研究旨在利用PLS方法建立钢铁生产过程中带钢质量预报模型,并设计实时监测系统,实现对带钢质量的预报和过程监测。
安徽工业大学科技成果——带钢边部检测系统
安徽工业大学科技成果——带钢边部检测系统成果简介在冷轧生产的处理线上,为了保证冷轧产品的边部质量,在酸连轧机组的酸洗出口-轧机入口,都会有一道重要的工序-切边剪。
切边剪的作用是为酸洗后切边质量及为后续轧机工序提供优良原料卷提供保证,避免因边部问题造成产品降级,返修,甚至造成停机事故,造成巨大经济损失。
但是在实际生产过程中,由于种种原因,即使带钢已经经过切边剪切边,轧后还是有出现诸如锯齿边,边裂,边损,边丝等带钢边部缺陷,因此针对切边剪的切边质量进行跟踪控制具有积极意义和重要实际应用价值。
通过高清晰摄像机和高频闪光源的同步技术,切边剪检测系统可以帮助操作人员可以在圆盘剪切边后,在正常的带钢速度下实时监视带钢的切边质量情况,提供放大8-20倍的带钢高清晰断面图片。
针对圆盘剪设计的双步模式,可以对圆盘剪的一整个周期图像进行回放,方便对刀片的整个圆周进行检查。
实时模式可以对带钢边部进行实时监控。
回放模式方便回查数据,大容量硬盘存储空间允许按用户要求进行图片存储。
通过与二级机的连接,所有钢卷信息可以有图片进行对应,包括可以通过读取焊缝信息及带钢速度计算图片对应实际钢卷的长度位置。
成熟程度和所需建设条件本项目应用于第四钢轧总厂,结果表明有效。
技术指标带钢运行速度可达:400m/min。
调整带钢宽度时自动跟踪。
可以实时检测监控带钢经过圆盘剪切割后的断面(工作侧和传动测两面)质量情况,提供放大8倍图像,可以实时自动显示带钢剪切/撕裂比,照片拍摄后可以按1张到5张每秒的频率显示,放大功能可以在原始显示尺寸的基础上再进行100%-400%的缩放。
系统初始设置每秒钟保存一张图片供以后查询与分析。
提供双面检测,分辨率1300x550。
市场分析和应用前景本项目可以在线监测高速带钢边部图像,可以提供图像放大,将1mm边缘可以放大为20mm左右图像,对于类似状况可以进行方便的观察与检测,具有较好的推广价值和应用前景,可为国内同行业使用和借鉴。
表面质量检查仪在热轧机组生产线中的应用

表面质量检查仪在热轧机组生产线中的应用王勇【摘要】In this paper,the structure and principle of surface quality inspection instrument are described.The practical application of the equipment in the production process is explained,which provides reference for the peers.%介绍了用于带钢轧制过程表面质量监控的检查仪的结构及原理,并说明了该设备在生产过程中的实际应用情况,以供同行参考.【期刊名称】《无损检测》【年(卷),期】2018(040)004【总页数】3页(P70-72)【关键词】热轧;表面质量检查仪;分类;质量控制【作者】王勇【作者单位】本溪钢铁集团公司质量管理中心,本溪117000【正文语种】中文【中图分类】TG115.28由于热轧生产环境复杂,带钢表面常会出现结疤、夹杂、辊印、铁皮、划伤、孔洞、裂纹等缺陷,从而影响热轧产品的质量。
德国百视泰(Parsytec)公司研制的表面质量检查仪是能对高速运动的热轧带钢表面缺陷进行在线自动检测和分级的系统,已成功应用于欧洲和美国的连轧机和CSP(薄板坯连铸连轧)生产线上,取得了良好效果。
1 表面质量检查仪的作用2008年,笔者所在公司为1700热轧机组生产线增设了表面质量检查仪(Parsytec)。
该Parsytec HTx 5.0系统是建立在100%软件工具基础上的,其与标准PC硬件及频闪氙照明的录像机相结合,可根据表面缺陷的类型和严重程度以及其在带钢上的位置,对所有缺陷进行分级记录,客观地对缺陷进行评估;并可提供对整个热轧带钢表面质量的准确鉴定以及完整记录。
此设备的应用,打破了检查员只能靠人工检查钢卷的传统方法,实现了百分之百地检查钢卷表面,做到了对钢卷生产的全过程监控;同时,可以提供钢卷表面质量实时相关数据,以便于后续的分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第25卷第2期2015年4月安徽冶金科技职业学院学报Journal of Anhui Vocational College of Metallurgy and Technology Vol.25.No.2Apr.2015带钢表面检测系统在连退线生产中的应用曹开翔(马钢自动化信息技术有限公司安徽马鞍山243000)摘要:主要介绍了合钢连退线线表面检测系统的组成、工作原理、系统特点及应用效果。
系统不仅能够观察实时的带钢表面质量,还能根据钢卷号查找历史记录。
对杜绝漏检、加快质量信息反馈、降低质量损失、提高成材率、降低劳动强度、提升用户服务水平等起到了积极作用。
关键词:质量;检测;连退;表面中图分类号:TG155.92文献标识码:B文章编号:1672-9994(2015)02-0025-02收稿日期:2015-02-23;改回日期:2015-03-24作者简介:曹开翔(1980-),男,马钢自动化信息技术有限公司,工程师。
冷轧板带钢在连退线的退火生产的过程中,由于原料、平整机、棍子、退火炉及周围环境等因素的影响,在带钢表面会形成许多种类的质量缺陷,如擦划伤、结疤、污斑、区域性缺陷、褶皱、辊印、周期性缺陷、孔洞、条纹等等。
传统的带钢表面质量在线检查是由人眼来完成,再由人工抽检部分钢卷的表面质量,这样的方式来完成带钢的表面检查。
这样的检查存在很多的问题:生产速度高,最高达到840m /min ,很多缺陷人眼很难观察到,不能进行全表面的质量检测;无法进行精确的缺陷定位和缺陷统计,也不知道整个钢卷的缺陷的分布情况,不能生成准确、完整的带钢整卷的表面质量报告;且操作生产时,质检人员面对的带钢强光照射,人眼容易疲劳,不能长时间进行钢带的监控进行质检。
随着计算机图像处理技术的发展以及应用不断的推广,以及客户对带钢表面的的质量要求越来越高,传统的质量检测已经满足不了质量检测的要求,因此,2013年1月份合钢连退线引进美国康耐视(Congex )公司表面质量检测系统。
1系统组成合钢1#连续退火机组用来生产汽车板、家电板等冷轧退火板材,其检测系统是美国康耐视(Congex )公司表面质量检测系统。
检测系统的工作原理是采用高速CCD 行扫描摄像头对带钢表面进行逐行扫描,完成对整卷带钢表面的扫描检测。
CCD 传感器和LED 光源覆盖钢板的宽度,同时带钢在连退线不断连续地运行,每个摄像头进行高速的扫描,可以从头到尾完整地扫描整个带钢表面。
由摄像头的每一个像素记录了光的强度储存服务器中,光强由0-255的数字表示,这样便可获得整个带钢表面的光强信息。
扫描后经计算处理后的结果,便立即实时地在计算机屏幕上显示出来,以便于操作员立即观察和判断是否要采取相应的措施,比如停机或标记。
检测系统主要有以下五部分组成:1.光源:光源采用了平行光技术,LED 光源寿命可达5年以上,而且维护要求低,光源为LED 白色光源,功率400W ,宽度约1600mm ,上下表面各一个光源。
2.摄像头:CCD 行扫描摄像头,对板带进行连续扫描。
摄像头像素为2048。
摄像头每秒最多可扫描4万行。
整个摄像头有一保护罩,该罩子的底座固定在支架上,摄像头随罩子可对位置及角度进行微调。
3.信号处理单元:实时处理从摄像头传送过来的模拟信号,提取出代表缺陷的有用信号,处理完毕的数据传送到系统服务器及数据存储服务器。
4.系统服务器:系统服务器为操作人员的应用、系统服务器功能实现和管理应用提供完美的软件服务。
系统服务器通过光纤与Cognex 的相机连接。
5.数据存储服务器:带ODBC 访问接口的Sm-artView 数据存储服务器对于运行martView V3.0或更高级别软件的检测系统来说是一个可选项。
装有SmartView 检测系统,检测缺陷数据和缺陷灰度图像将被转移到适于每一个所检测的卷材的数据库。
该数据库可以让客户通过PQA 软件或客户自行开发的数据分析工具访问现有的和历史的检测结果。
该数据库基于Microsoft SQL Server 2005而建立,使用工业标准的ODBC 协议可以访问。
图1检测系统图2表面检测系统的软件功能表面质量检测系统在合钢1#连续退火机组得到应用,同时得到了马钢合肥公司质检处的一致好评,其主要的软件功能介绍如下:(1)缺陷检测在检测开始后就能够得到信号,其中包括缺陷的信号。
如何把缺陷信从背景信号中检测出来并且要保证不能漏失一个缺陷的信号,同时不能将背景信号误认为缺陷信号,这便是缺陷检测信号处理的任务。
检测是将一个异常的光变化与背景分离的处理过程,这个异常的光变化可能会是由于一个缺陷所引起。
CCD 摄像头是测量产品每个位置的灰度值或亮度值。
对摄像头采集来的信号进行动态优化处理,这样可以提高系统在各种变化条件下检测缺陷的能力。
对从摄像头采集过来的信号,由于亮度、环境或其它因素变化引起的信号幅值大小进行调整。
通过系统分析消除这些由于外界因素引起的变化,使检测实际缺陷的信号更易于被检测到。
(2)缺陷分类缺陷被检测到后,每个缺陷的许多特征值确定了,这样便可以进行缺陷的识别。
正确的识别可提供非常重要的信息,这些信息对采取有效的措施来消除缺陷源可以提供帮助,或为产品的下一步处理进行标记。
Cognex 采用人工智能技术,分类器有自学习功能。
该技术已申请专利。
有了这个技术,对暂时还未收集到缺陷数据库中的缺陷,会自动进行分类处理,操作员只需对其进行命名,便自动填充进数据库了。
该技术同时大大提高了缺陷判别的速度和准确率。
(3)缺陷可视化操作站能够以正在检测的速度访问和显示大量的缺陷和灰度图象数据。
通过系统服务器将图像和检测结果在Cognex 的相机网络分布,使得多个操作站能够显示检测结果。
板带质量视窗提供材料表面的“快照”。
快照的尺寸可设置。
这个功能提供了图像和以统计为基础的信息分析。
操作人员可以根据带钢表面分析缺陷的具体信息时,查看带钢的快照,看到缺陷的图像信息。
(4)缺陷数据库每种缺陷均由近300个缺陷特征来进行描述,特征值相近的同类缺陷的集合构成了缺陷数据库中的一个基本单元。
而这些所有不同类的缺陷集合的组合就构成了缺陷数据库。
每个缺陷的集合,或简称之为每种缺陷,还可分为三种等级:轻度、中度及重度。
缺陷数据库的基本算法基于人工智能的自学习,即系统对每个缺陷集合中的缺陷进行分析并找出其共同的特征值。
这些特征值将用于判别之后出现的缺陷信号。
(5)缺陷数据离线分析生产质量顾问是数据分析和显示工具的集合,用来分析历史的和正在发生的缺陷数据。
缺陷数据可以与工艺参数和影响产品质量的其它变量一起进行综合分析。
3结束语2013年10月份完成安装及调试,至今表面检测系统检测安全可靠,运行稳定;合肥连退线表面检测系统的投入,为操作人员提供了带钢表面缺陷的可视图像,也改变了表面检测的传统模式,带钢表面质量数据也有了完整的数据记录,也使得带钢的表面质量有据可查,同时对质量异议提供了依据。
同时对提高连退线的产量创造了有利条件。
目前,连退线表面检测系统在生产应用中取得较好的效果,同时,系统的样本库还不完善,需要大量的样本库需要采集。
参考文献[1]http ://www.cqvip.com /Main /Search.aspx ?w =%e5%be%90%e7%a7%91[J ]徐科等冷轧带钢表面质量自动检测系统的在线应用研究[J ].冶金自动(下转第29页)·62·安徽冶金科技职业学院学报2015年第2期头渣、焊瘤、未填满、弧坑等残缺。
3.2焊接完后1小时,拆除加热板和石棉。
并对焊缝两侧50-80MM范围进行打磨并露出光泽。
焊缝经外观检查合格后,24小时以后进行超声波和磁粉探伤。
经无损检测,所有返修部位均合格。
3.3返修后检测,在整个法兰直径上测得的水平面上的验收水平度差为0.85mm;法兰圆周120ʎ距离法兰表面上的波浪为0.2mm;法兰圆周120ʎ距离法兰表面上的短波浪为0.10mm,符合设计标准。
4结束语为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理先用材料和各种成形工艺外,热处理工艺是必不可少的。
合理的选用加热设备和方法,并且控制好温度的变化及保温时间是热处理质量好坏的关键因素,我们一定要在实际工作当中掌握好每一道工序才能保证工件的质量。
参考文献[1]王大志.焊接技术与焊接工艺[M].北京:机械工业出版社,2012[2]英若采.熔焊原理及金属材料焊接[M].北京:机械工业出版社,2009[3]李亚江.焊接冶金—材料焊接性[M].北京:机械工业出版社,2010CrackRepairing Technology For the Flange of Blast Furnace TopHU WeiAbstract:Many metallic materials require for heat treatment of welds before and after welding.Heat treatment technology of welding is increasing mature today and continuously develops to intelli-gence,automation and diversification,we must understand it in-depth to be able to choose suitable technical means.Taking a cold crack repair for the flange of blast furnace top in a steel factory for ex-ample,this article understands and summaries the heat treatment technology of welding.Key words:flange of blast furnace top;welding;heat treatment;櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋櫋flaw detection(上接第26页)化,2003,1[2]徐科等热轧带钢表面缺陷在线检测的方法与工业应用[J].机械工程学报,2009,4[3]陈成等带钢表面缺陷在线检测系统的设计与实现[J].软件,2013,11Application of the strip Surface Detection Systemin the Continuous Annealing LineCAO Kai-xiangAbstract:This paper mainly introduces the HeFei steel continuous annealing line surface inspec-tion system composition,working principle,system characteristics and application effect.The system can not only observe the strip surface quality in real time,but also according to the coil number search history.To prevent undetected,accelerate the quality information feedback,reduce the quality losses,improve yield,reduce labor intensity,improve customer service level,has played a positive role.Key words:quality;inspection;continuous annealing;surface ·92·总第68期胡巍:高炉炉顶法兰裂纹修复工艺。