初始制程能力(Ppk)分析表
制程能力CPK&PPK

製程能力分析製程能力研究在於確認這些特性符合規格的程度,以保證製程成品不符規格的不良率在要求的水準之上,作為製程持續改善的依據。
製程能力研究的時機分短期製程能力研究及長期製程能力研究,短期著重在新產品及新製程的試作、初期生產、工程變更或製程設備改變等階段;長期以量產期間為主。
製程能力指標 Cp 或 Cpk 之值在一產品或製程特性分配為常態且在管制狀態下時,可經由常態分配之機率計算,換算為該產品或製程特性的良率或不良率,同時亦可以幾 Sigma 來對照。
計數值統計數據的數量表示缺點及不良(Defects VS. Defectives)缺點代表一單位產品不符要求的點數,一單位產品不良可能有一個缺點或多個缺點,此為計點的品質指標。
例如描述一匹布或一鑄件的品質,可用每公尺棉布有幾個疵點,一鑄件表面有幾個氣孔或砂眼來表達,無塵室中每立方公尺含微粒之個數,一片PCB有幾個零件及幾個焊點有缺點,一片按鍵有幾個雜質、包風、印刷等缺點,這些都是以計點方式表示一單位產品的特性值。
不良代表一單位產品有不符要求的缺點,可能有一個或一個以上,此將產品分類為好與壞、良與不良及合格與不合格等所謂的通過-不通過(Go-No Go)的衡量方式稱為計件的品質指標。
例如單位產品必須以二分法來判定品質,不良的單位產品必須報廢或重修,這是以計件方式來表示一單位產品的特值。
每單位缺點數及每百萬機會缺點數(DPU VS. DPMO)一單位產品或製程的複雜程度與其發生缺點的機會有直接的關係,越複雜容易出現缺點;反之越簡單越不容易出現缺點。
因此,以每單位缺點數(DPU)來比較複雜程度不同的產品或製程品質是不公平的,在管理上必須增加一個衡量產品或製程複雜程度的指標,Six Sigma 以發生缺點的機會(Opportunities)來衡量。
DPU 是代表每件產品或製程平均有幾個缺點,而DPMO 是每檢查一百萬個機會點平均有幾個缺點。
一個機會點代表一產品或製程可能會出現缺點的機會,它可能是一個零件、特性、作業等等。
制程能力CPK PPK

制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水平之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指标 C p 或 Cp k 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Si gma来对照。
计数值统计数据的数量表示缺点及不良(Def ects VS. De fect ives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的质量指针。
例如描述一匹布或一铸件的质量,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PC B有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-No Go)的衡量方式称为计件的质量指针。
例如单位产品必须以二分法来判定质量,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
因此,以每单位缺点数(DP U)来比较复杂程度不同的产品或制程质量是不公平的,在管理上必须增加一个衡量产品或制程复杂程度的指标,Six Sig ma 以发生缺点的机会(Opp ort uni tie s)来衡量。
DPU 是代表每件产品或制程平均有几个缺点,而D PMO 是每检查一百万个机会点平均有几个缺点。
产品生产初始过程能力分析(PPK)计划表(doc 2页)
产品生产初始过程能力分析(PPK)计划表(doc 2页)
初始过程能力分析(PPK)计划表
产品图号 DZRYB001 编制部门产品开发部负责人:
产品名称99新秀电子燃油泵编制/日期共1页第1页
序号工序
名称
特性
规范要求分析方案
负责
部门
计划完成
时间
完成
情况
1 充磁
充磁
强度125m T~130 mT
1)采用X-R
控制图;
2)样本总容
量N=125;
3)在同一批
产品中按每
小时5件连
续不间断抽
样。
产品
开发
部
2003.2.13
均按
时
完成
2 配叶轮间隙0.01~0.02mm
3 点焊
牢靠
性特殊工艺验证
备注:
在试生产开始之后两个工作日完成初始过程能力的分析。
编制: 审核: 批准:。
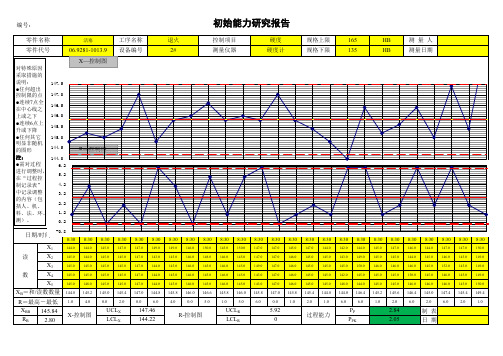
初始过程能力分析报告 PPK
1 2 3 4 5 TOTAL AVERAGE(X) CLX UCLX LCLX MAX-MIN(R) CLR UCLR LCLR
制表/日期:
X-CHART ● R-CHART 检 查 记 录
2.130
组容
2.100
A2
1.88
D3
*
D4
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
2.170 2.160 2.174 2.170 2.160
2.1668 2.1509 2.1864 2.1153 0.0140 0.0127 0.0268 0.0000
2.150 2.150 2.150 2.140 2.150
2.1480 2.1509 2.1864 2.1153 0.0109 0.0127 0.0268 0.0000
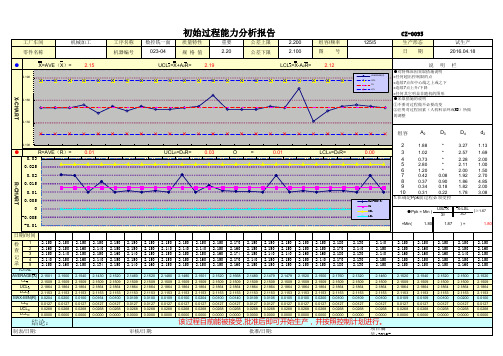
初始过程能力分析报告
工厂车间 零件名称 ● X=AVE(X)=
2.190
CZ-0095
2.200 2.100 LCLX=X-A2R= 组容/频率 图 2.12
AVERAGE(X)
机械加工
工序名称 机器编号
数控铣一面 023-04
质量特性 规 格 值 2.19
重要 2.20
公差上限 公差下限
125/5
2.150 2.150 2.140 2.150 2.160
2.1500 2.1509 2.1864 2.1153 0.0200 0.0127 0.0268 0.0000
2.150 2.160 2.150 2.160 2.150
2.1540 2.1509 2.1864 2.1153 0.0100 0.0127 0.0268 0.0000
制程能力分析(CPK_PPK)

可成科技(蘇州)有限公司
製程能力分析
Process capability
制作:张建生
2005.12.29
1
製程能力的概念 :
製程能力的意義 :
製程能力是指製程在管制狀態下,製程符合規格 的能力,即在受控狀態下實現過程目標的能力。 一般以下列的製程特性來衡量製程能力 :
• 準確度 (Capability of Accuracy )簡稱Ca • 精確度 (Capability of Precision )簡稱Cp
精確度 A製程 : 精確度越高, 製程越理想 B製程 :
精確度越低, 製程越不理想
5
製程能力的概念 :
程能力的要求 :
A製程 : 準確度與精確度都高 B製程 : 準確度高但精確度差 C製程 : 精確度高但準確度差
合格:準確度要高 穩定:精確度要好
由以上要求可知, 所有製程中, A是 最理想的
20
製程性能指數
製程性能指數的計算,其 估計的標準差為總的標準 差,包含了組內變異以及 組間變異。 總變異=組內變異+組間 變異。
Pp Ppk Ppu Ppl Su Sl ˆ 6 m in (Ppu , Ppl ) Su x ˆ 3 x Sl ˆ 3
2 ( x x ) i i 1 n
3
製程能力的概念 :
準確度 Ca :
實際中心點與規格中心點 的差異稱為準確度 製程上,實際中心與規格 中心的差異愈小,準確度 愈高,製程愈理想
A製程 : 準確度越高, 製程越理想
準確度
B製程 :
準確度越低, 製程越不理想
4
PPK初始过程能力研究报告表
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
AVG.
研究评定:由以上计算结果可知PPK= ##### >1.67,初始能力指数足够.若批准,开始生产并按照已批准的控制计划进行.
说明:试生产时前期质量部连续取样125件对产品特性进行测量并记录结果,提交前期质量科长审批签字后存档,下发至相关责任单位,并将结果反馈至项目经理。
2
1.13 1.88 1.69 1.02 2.06 0.73 2.33 0.58 2.53 0.48
Ppk1= (USL-X)/3δ s= ####
2.7 0.42 0.08 1.92 1 2.85 0.37 0.14 1.86 2 2.97 0.34 0.18 1.82 3 3.08 0.31 0.22 1.78 4 5。
初始过程能力研究报告(PPK)
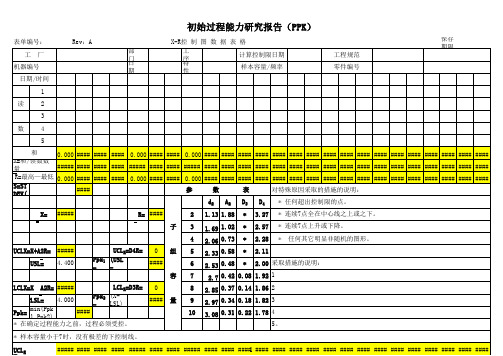
表单编号: 工 厂 Rev:A 部 日 门 期 X-R控 制 图 数 据 表 格 工 特 序 性 计算控制限日期 样本容量/频率 工程规范 零件编号 保存期限 3年
机器编号 日期/时间 1 读 2 3 数 4 5 和
0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####
X=和/读数数量 ##### #### #### #### ##### #### #### ##### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### R=最高—最低 0.000 #### #### #### 0.000 #### #### 0.000 #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### S=STDEV(C6:V10)=δ s= #### 参 数 d2 X= ##### R= #### 子 2 3 4 UCLX=X+A2R= USL= ##### 4.400 UCLR=D4R= 0 组 5 6 容 LCLX=X A2R= ##### 4.000 LCLR=D3R= 0 量 7 8 9 10 A2 表 D3 * * * * * D4 3.27 2.57 2.28 2.11 2.00 采取措施的说明: 对特殊原因采取的措施的说明: * 任何超出控制限的点。 * 连续7点全在中心线之上或之下。 * 连续7点上升或下降。 * 任何其它明显非随机的图形。
初始过程能力研究报告-PPK

初始过程能力研究报告-PPK1. 引言1.1 研究背景与意义随着全球经济一体化的推进,市场竞争日益激烈,企业对产品和过程的质量要求也在不断提高。
初始过程能力(Process Performance Index, PPK)作为衡量生产过程稳定性的重要指标,是企业在生产初期就确保产品质量,降低成本,提高竞争力的关键。
在我国,许多企业在初始过程能力方面仍存在不足,导致生产效率低下,资源浪费严重。
因此,深入研究初始过程能力PPK,对提高我国制造业的整体水平具有重要的现实意义。
1.2 研究目的与内容本研究旨在探讨初始过程能力PPK的评估与改进方法,以期为企业提供有效的过程优化策略。
研究内容主要包括:PPK的定义与计算方法、应用领域、评估指标与标准、评估流程与步骤以及改进策略等。
通过案例分析,验证所提出方法的有效性,为企业提供实际操作指导。
2. 初始过程能力PPK概述2.1 PPK的定义与计算方法PPK(Process Performance Index)即过程性能指数,是衡量初始过程能力的一个重要参数。
它是通过对过程数据的统计分析得出的,反映了过程输出满足规格要求的程度。
PPK的计算基于过程均值和标准差,其公式如下:[ PPK = ]其中,USL(Upper Specification Limit)为规格上限,LSL(Lower Specification Limit)为规格下限,σ(sigma)为过程标准差。
PPK的取值范围为0到1,PPK值越大,表示过程能力越强,过程输出满足规格要求的概率越高。
通常,PPK值在0.67以上被认为是过程能力良好。
2.2 PPK的应用领域PPK在制造业中有着广泛的应用,主要表现在以下几个方面:1.新产品开发:在新产品开发阶段,通过计算PPK值,可以评估过程能力是否满足设计要求,从而为产品的设计和生产提供依据。
2.过程改进:通过对PPK值的监测,可以发现过程中的问题,指导企业进行过程改进,提高产品质量。
制程能力分析图

制程能力分析图Process Capability Analysis 数据常因测定单位不同,而无法相互比较制程特性在品质上的好坏。
因此,定义出品质指针来衡量不同特性的品质,在工业上是很重要的一件事情。
制程能力指数是依特性值的规格及制程特性的中心位置及一致程度,来表示制程中心的偏移及制程均匀度。
基本上,制程能力分析必须先假设制程是在管制状态下进行,也就是说制程很稳定,以及特性分配为常态分配;如此,数据的分析才会有合理的依据。
●制程能力指数Cp、Pp、CPU、CPL(精密度:Precision):表示制程特性的一致性程度,值越大越集中,越小越分散。
或
:双边能力指数(长期)
:双边绩效指数(短期)
:单边上限能力指数
:单边下限能力指数
USL:特性值之规格上限;即产品特性大于USL在工
程上将造成不合格
LSL:特性值之规格下限;即产品特性小于LSL在工
程上将造成不合格
:制程平均数估计值;即制程目前特性值的中心位置
:制程标准差估计值;即制程目前特性值的一致程度
●制程能力指数Ca或k(准确度:Accuracy):表示制程特性中心位置的偏移程度,值等于零,即不偏移。
值越大偏移越大,越小偏移越小。
●综合制程能力指数Cpk:同时考虑偏移及一致程度。
Cpk = ( 1 - k ) x Cp 或 MIN {CPU,CPL}
Ppk = ( 1 - k ) x Pp 或 MIN {PPU,PPL}
●制程特性在不同的工程规格其定义亦不相同,请参考计量值统计数值。
制程能力分析 (Cpk , Z值)
5 Z值, Sigma Level -2
USL - Xbar Xbar – LSL Cpk = Min ( ----------------- , ----------------- ) = Min (CPU, CPL) 3σ 3σ
USL - Xbar Xbar – LSL Z = Min ( ----------------- , ----------------- ) = Min (ZU, ZL) σ σ
USL
短期: Cp = (USL-LSL) / 6σ = (605-595)/6x1.64804 = 10/9.88824 = 1.01 Within
Overall
Potential (Within) Capability Cp 1.01 CPL 1.00 CPU 1.02 Cpk 1.00 CCpk 1.01 Ov erall Capability Pp PPL PPU Ppk Cpm 0.97 0.96 0.98 0.96 *
內部教育訓練
1-統計製程管制 (SPC)---管制圖 2-製程能力分析 (Cpk, Z值) 3-量測系統分析 (MSA)
製程能力分析 (Cpk ,DPMO,Z值)
目錄
1- 製程能力度量 2- Cp 3- Ca 4- Cpk 5- Z值, Sigma Level 6- 短期能力與長期績效 7- 範例:計量型製程能力分析 8- 範例:計數型製程能力分析(不良率) 9- 範例:計數型製程能力分析(缺點數)
3種估算標準差的方法
1- σwithin = R/d2 ---- Rbar (R管制圖使用) 2- σwithin = S/C4 ---- Sbar (S管制圖使用) 3- σwithin ------------- pooled standard deviation
初始能力研究(PPK)
144.22
4.0
0.0
5.0
R-控制图
9月1日
8:30
145.0
9月3日
8:30
150.0
146.0 145.0
146.0 145.0
146.0 145.0
146.0 145.0
145.8 146.0
1.0
5.0
UCLR LCLR
9月5日
8:30
147.0
9月7日
8:30
147.0
147.0 147.0
145.0 145.0 147.0 144.0 145.0 146.0 145.0
145.0 145.0 147.0 144.0 145.0 146.0 145.0
145.0 145.4 147.0 144.8 145.8 146.0 146.6
0.0
2.0
UCLX LCLX
0.0
6.0
147.46
8:30 8:30 8:30 8:30 8:30 8:30 8:30
145.0 147.0 147.0 149.0 149.0 146.0 150.0
145.0 145.0 147.0 143.0 145.0 146.0 148.0
145.0 145.0 147.0 144.0 145.0 146.0 145.0
1.0
2.0
1.0
6.0
6.0
1.0
2.0
6.0
2.0
6.0
2.0
1.0
过程能力
PP
PPK
2.84
制表
2.05
日期
146.0 145.0 145.0 142.0 145.0 145.0 145.0 150.0 145.0 146.0 145.0 149.0
ppk能力指数表

设备名称元件型号钢网厚度设备编号抽样形态规格中心值机种名称抽样数量规格上限单位抽样日期规格下限序号12345678910X bar 1121.33111.61121.06110.83119.84111.06120.35116.12118.77115.79116.682109.67122.38112.67121.63112.24120.35112.83118.32114.17120.46116.473120.72114.83121.31112.60120.88111.97120.74116.27122.69113.89117.594110.35121.39110.06117.20109.68120.56113.73121.09112.63121.92115.865120.97112.43118.23110.24122.80111.85120.45113.72120.52115.67116.696113.59120.31110.54118.75113.98122.07109.97121.39113.62120.65116.497122.25107.52121.20111.94121.39111.12119.31113.22120.59112.84116.148111.41120.30109.73123.68110.96119.82113.08117.02116.23119.46116.179122.97110.08120.20112.07118.75110.25121.92114.14120.85113.85116.5110111.61121.99108.90120.51112.60119.62113.85119.37113.02122.77116.4211121.89105.53122.60111.16123.50113.63117.92115.68120.66110.05116.2612112.71119.11111.72120.29114.00124.28113.34117.63113.04119.56116.5713122.66109.58122.38111.49121.63111.28118.34113.88119.01113.46116.37产品设计变更生产审核:品保审核:工程审核:核准:实际抽样值抽样时机4.593.383.38PPK:PPK=(USL-`X )/3σ或(`X -LSL)/3σ=((USL-LSL)/2+(USL+LSL)/2-`X )/3σ或((USL-LSL)/2-(USL+LSL)/2+`X )/3σ两者求最小值制程更改公差缩小分析结果:抽样数据符合工序要求,进入下一步数据统计表单编号:说明:1.当PPK值<1.67时,请各相关单位讨论,并进行制程工序优化;2.抽样数据可在试产中的各阶段进行取样;3.产品正式量产前须完成此表单数据收集;经由各相关分析,会签;作为参数设置标准之依据。
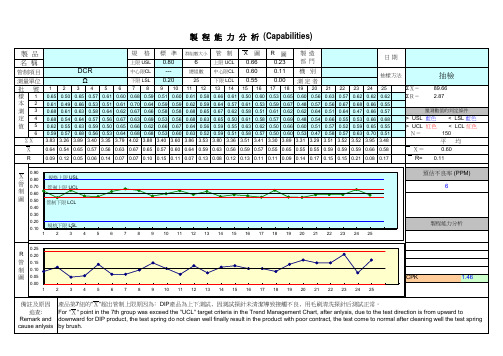
CPK制程能力分析标准模板
0.06
0.25
R 0.20 管 0.15 制 0.10 圖 0.05
0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Sigma =
0.05
PPK= 1.15
PP = 1.74
Ca = 33.96%
CPK
1.46
制 0.60
圖 0.50
0.40
規格上限 USL 管制上限 UCL
管制下限 LCL
0.30
0.20 0.10 規格下限 LSL
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
預估不良率 (PPM) 6
製程能力分析
Std.Dev.=
cause anlysis by brush.
0.68 0.54 0.64 0.57 0.56 0.67 0.63 0.69 0.53 0.56 0.68 0.63 0.65 0.50 0.61 0.58 0.57 0.69 0.48 0.54 0.66 0.55 0.53 0.66 0.68
0.62 0.55 0.63 0.59 0.50 0.65 0.66 0.62 0.66 0.67 0.64 0.56 0.59 0.55 0.63 0.62 0.50 0.66 0.60 0.51 0.57 0.52 0.59 0.65 0.55
0.60 0.55
0.11 機 別 0.00 測 定 者
抽樣方法
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
ppk分析表

均值X图
均值X图
4 3.6 3.2 2.8 2.4 2 1.6 1.2 0.8 0.4 0
0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
13:30 14:00
19:00 19:30 20:00 21:00
3.39 3.39 3.39 3.39 3.39 3.39 0.00
3.39 3.39 3.39 3.39 3.39 3.39 0.00
#### 3.39 #### 3.39 #### 3.36 #### 3.35 #### 3.37 #### 0.04
13:00
模数
9
12:30
12
13
14:30
14
15:00
最小值Xmin 最大值Xmar 平均值Xbar USL-LSL 15 16 17
15:30 16:30 17:00
编制 3.356 3.392 3.378166667 0.3 18 19 20 23
18:00 18:30审核Biblioteka 批准2224
25
21:30
UCL
极差R图 0.50 0.40 0.30 0.20 0.10 0.00
0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
3.35 3.39 3.32 3.39 3.39 3.37 0.07
CPK制程能力指数
名词解释(续)
• 制程:process,指的是接受输入将它处理而转变成为输出的活动;
• 能力:Capability,能力素质,指在任务或情景中表现的一组行为;
• 准确度:指在一定实验条件下多次测定的平均值与真值相符合的程 度,以误差来表示,它用来表示系统误差的大小。
• 精密度:要求所加工的零件的尺寸达到的准确程度,也就是容许误 差的大小,容许误差大的精密度低,容许误差小的精密度高;简称 “精度”,常用标准偏差(standard deviation,SD或S)表示;
正态分布(续)
• 正态分布有两类特征值(分布参数),一 类表征分布中心的位置,一类标准数据的 离散度。因此,正态分布的特征值反映了 质量波动(质量变异)的状况。
• 1)总体分布的特征值; • 2)样本分布的特征值;
正态分布(总体分布的特征值)
• 总体,指研究事物的全体。在质量分析中全部产品 的质量特性值的数据称为全体(对生产过程而言, 总体应包括过去、现在和将来所有加工产品的质量 数据),其数量往往是很大的,甚至无限的。所以, 总体的全部数据往往是不可能得到的。
• 指数:指数是一种表明社会经济现象动态的相对数,运用指数可 以测定不能直接相加和不能直接对比的社会经济现象的总动态; 可以分析社会经济现象总变动中各因素变动的影响程度;可以研 究总平均指标变动中各组标志水平和总体结构变动的作用
名词解释(其他→续)
• 数据的分类:
按数据的性质不同,对量化的数字数据可分为计量值和技术值数据 1)计量值数据:计量值数据指在一定区间内可以连续取值,可以取无穷
i=1,2,……n
制程能力
• 1)任何过程必须是有效过程; • 2)任何过程必须是稳定受控的过程; • 3)应形成过程网络
PPK计算表格

0.040 30.001
0.003 1.928 1.800
5.8
: 规格的上限 - 下限值 : 测定值的 平均
区分 ○
重要度 1.67 ≤Pp
σ=
Σ (x-xi)²
n-1
Pp = T/(6 ×σ )
△ 1.67 >Pp ≥1.33
×
Pp < 1.33
2.057 Ppk=MIN[{(规格上限-M)/(3 ×σ )}
30.00 30.00 30.00
30.00 30.00 30.00
No
工 程指 能数 力
PP : 1.928 PPK : 1.800
30.00 30.00 30.00
规格
30.02 29.98 测定工具
游标卡尺
单位
㎜
调查者
备注:
管理值
算术公式
判定基准 及 分析
规格的 幅(T) : 平均值(X) : 标准偏差( σ ): 过程能力(Pp) : 过程能力(Ppk): σ 能力 :
,{(M-规格上限)/(3 ×σ )}]
σ 能力= Pp ×3
※ 分析意见 ※
工程特性 充分 需改善 不足
σ 水准 :
5.4
σ 水准= Ppk ×3
判定
○ (充分)
深度
DATA
30.00 30.00 30.00
30.00 30.00 30.00
30.00 30.01 30.00
30.01 30.00 30.00
版本/ 修改次:2/0
工序名称
深度
抽样数
30件
测定日期
2019.08.24
)
30.00 30.00 30.01
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
測量單位 mm
製表 Người lập
審核 Xét duyệt
核准 Phêduyệt
管理值 規格幅度(T): 1.000
平均值(X): 9.663 標準差(σ): 0.067 製程能力(Pp): 2.495 製程能力(Ppk): 1.681
σ能力: 7.5 σ水準: 5.0
3.308
算術公式 規格的上限 - 下限值
Pp < 1.33
能力不足
※ 分析意見 ※
製程能力判定
○ (能力充分)
測定值的 平均
區分
○
σ = Σ(x-xi)² n-1
△
Pp = T/(6×σ)
×
Ppk=MIN[{(規格上限-M)/(3 ×σ)} ,{(M-規格上限)/(3 ×σ)}]
σ能力= Pp ×3
σ水準= Ppk ×3
判定基準及分析
重要度
工程特性
1.67 ≤Pp
能力充分
1.67 >Pp ≥1.33 需 改 善
工件編號
初始製程能力(Ppk)分析表
文件版次
A0
工件名稱
分析類別
PPAP
客戶名稱
抽樣數量
30PCS
生產線別 Chuyền sản xuất 重要檢查項目/數值: 尺寸高度 / 9.5 ±0.5
測定日期
2016/1/8
工 程
PP: 2.495
能
力
指 數
PPK: 1.681
1~10 11~20 21~30 31~40 41~50 51~60 61~70 71~80 81~90 91~100規格數值9.719.749.77
9.73
9.66
9.58
9.64
9.65
9.59
9.68
9.74
9.56
9.72
9.66
9.55
9.64
9.65
9.68
9.66
9.74
9.70
9.71
9.58
9.67
9.74
9.61
9.64
9.69
9.49
9.71
備註:
上限 10
下限 9
測定工具
高度規 Thước đo độ cao