模具基本结构 外文翻译
模具各零部件名称中英文对照
Mold & die components 模具单元Mold changing systems 换模系统Mold core 模芯Mold heaters/chillers 模具加热器/冷却器 Mold polishing/texturing 模具打磨/磨纹 Mold repair 模具维修Molds 模具Pressing dies 压模Quick die change systems 速换模系统Quick mold change systems 快速换模系统三、模具塑料模具mould of plastics注塑模具injection mould冲压模具die模架mould base定模座板Top clamping plateTop plateFixed clamp plate水口推板stripper plateA板A plateB板B plate支承板 support plate方铁 spacer plate底针板 ejector plate面针板 ejector retainer plate回针 Return pin导柱 Guide pin有托导套 Shoulder Guide bush直导套 Straight Guide bush动模座板Bottom clamp plateMoving clamp plate基准线datum line基准面datum plan型芯固定板core-retainer plate凸模固定板punch-retainer plate顶针ejector pin单腔模具single cavity mould多腔模具multi-cavity mould多浇口multi-gating浇口gate缺料starving排气breathing光泽gloss合模力mould clamping force锁模力mould locking force挤出extrusion开裂crack循环时间cycle time老化aging螺杆screw麻点pit嵌件insert活动镶件movable insert起垩chalking浇注系统feed system主流道 sprue分流道runner浇口gate直浇口direct gate , sprue gate轮辐浇口spoke gate , spider gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate , tunnel gate 料穴cold-slug well浇口套sprue bush流道板runner plate排飞槽vent分型线(面)parting line定模stationary mould,Fixed mould动模movable mould, movable half上模upper mould, upper half下模lower mould, lower half型腔cavity凹模cavity plate,cavity block拼块split定位销dowel定位销孔dowel hole型芯core斜销angle pin, finger cam滑块slide滑块导板slide guide strip楔紧块heel block, wedge lock拉料杆sprue puller定位环locating ring冷却通cooling channel脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mould绝热流道模insulated runner mould熔合纹weld line (flow line)三板式模具three plate mould脱模ejection换模腔模具 interchangeable cavity mould脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure差色剂colorant保压时间holdup time闭模时间closing time定型装置sizing system阴模female mould,cavity block阳模male mould电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床Universal milling machine卧式刨床Horizontal planer车床Engine lathe平面磨床Surface grinding machine去磁机Demagnetization machine万能摇臂钻床Universal radial movable driller 立式钻床Vertical driller超声波清洗机Ultrasonic clearing machine compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具(移转成型用模具)encapsulation molding低压封装成型(射出成型用模具)two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Runner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣根据中文词汇查所关心的技术问题,解决实际工作中的难题例如,在汉语词汇中看到——高速冲孔废料上跳(かす上り、scrap jump )词汇,到网上一搜,中图分类号TG382.6,文章编码:1671-3508-2008-10-07-517,“高速冲压中防止冲孔废料上跳的方法”一文会告诉你引起高速冲孔废料上跳的原因,不外乎有油膜粘连、真空吸附、刃口磨损、磁性未退四个主要方面,解决这些问题有三个方向的思路可以考虑,具体手段有“毛糙面”法、“斜刀口”法、“硅胶顶出”法、“凹模刃口倒退拔”法,等等。
模具各零部件名称中英文对照

模具各零部件名称中英文对照模具各零部件名称中英文对照 .txt 生活是过出来地 ,不是想出来地 . 放得下地是曾经 ,放不下Mold changing systems Mold core 模芯 Mold heaters/chillers Mold polishing/texturing Mold repair 模具维修 Molds 模具Pressing dies 压模Quick die change systems Quick mold change systems、模具塑料模具 mould ofplastics 注塑模具injection mould 冲压模具die 模架mould base定模座板 Top clamping plate Top plateFixed clamp plate 水口推板 stripper plateA 板 A plateB 板B plate 支承板support plate 方铁spacer plate 底针板ejector plate面针板 ejector retainer plate 回针 Return pin 导柱 Guide pin 有托导套 Shoulder Guide bush 直导套 Straight Guide bush 动模座板 Bottom clamp plateMoving clamp plate 基准线 datum line基准面 datum plan型芯固定板core-retainer plate 凸模固定板punch-retainer plate 顶针 ejector pin 单腔模具 single cavity mould 多腔模具 multi-cavity mould 多浇口 multi-gating 浇口 gate缺料starving 排气breathing 光泽gloss 合模力mould clamping force 锁模力 mouldlocking force 挤出 extrusion 开裂 crack 循环时间 cycle time 老化 aging 螺杆 screw 麻点 pit 嵌件 insert 活动镶件 movable insert 起垩 chalking 浇注系统 feed system 主流道 sprue分流道 runner 浇口 gate 直浇口 direct gate , sprue gate 轮辐浇口 spoke gate , spidergate 点浇口pin-point gate 测浇口edge gate 潜伏浇口submarine gate , tunnel gate 料穴cold-slug well 浇口套sprue bush 流道板 runner plate 排飞槽 vent分型线<面) parting line 定模 stationary mould,Fixed mould 动模 movable mould,movable half 上模 upper mould, upper half 下模 lower mould, lower half 型腔 cavity 凹模 cavity plate,cavity block 拼块 split 定位销 dowel 定位销孔dowel hole 型芯 core 斜销angle pin, finger cam 滑块 slide 滑块导板 slide guide strip 楔紧块 heel block, wedge lock 拉料杆 sprue puller 定位环 locating ring 冷却通 cooling channel 脱模斜度 draft 滑动型芯 slide core螺纹型芯 threaded core 热流道模具 hot-runner mould 绝热流道模 insulated runner mould 熔合纹 weld line <="" 脱模=""> interchangeable cavity mould 脱模剂 release agent 注射能力shot capacity 注射速率 injection rate 注射压力 injection pressure 差色剂 colorant 保压时间 holdup time 闭模时间closing time 定型装置sizing system 阴模female mould,cavity block 阳模male mould 电加工设备Electron Discharge Machining 数控加工中心 CNC machine center 万能铁床Universal milling machine 卧式刨床Horizontal planer 车床Engine lathe 平面磨床Surface grinding machine 去磁机Demagnetization machine 万能摇臂钻床 Universal radial 地是记忆 . 无论我在哪里, 我离你都只有一转身地距离 .Mold & die components 模具单元换模系统模具加热器 / 冷却器模具打磨 /速换模系统快速换模系统movable driller 立式钻床Vertical driller 超声波清洗机Ultrasonic clearing machine compre sion molding 压缩成型flash mold 溢流式模具plsitive mold 挤压式模具split mold 分割式模具cavity 型控母模core 模心公模taper 锥拔leather cloak 仿皮革shiver 饰纹flow mark 流痕welding mark 溶合痕post screw insert 螺纹套筒埋值self tapping screw 自攻螺丝striper plate 脱料板piston 活塞cylinder 汽缸套chip 细碎物handle mold 手持式模具<移转成型用模具)encapsulation molding 低压封装成型<射出成型用模具)two plate 两极式<模具)well type 蓄料井insulated runner 绝缘浇道方式hot runner 热浇道runner plat 浇道模块valve gate 阀门浇口band heater 环带状地电热器spindle 阀针spear head 刨尖头slag well 冷料井cold slag 冷料渣air vent 排气道welding line 熔合痕eject pin 顶出针knock pin 顶出销return pin 回位销反顶针sleave 套筒stripper plate 脱料板insert core 放置入子runner stripper plate 浇道脱料板guide pin 导销eject rod (bar>< 成型机)顶业捧subzero 深冷处理three plate 三极式模具runner system 浇道系统stress crack 应力电裂orientation 定向sprue gate 射料浇口, 直浇口nozzle 射嘴sprue lock pin 料头钩销(拉料杆> slag well 冷料井side gate 侧浇口edge gate 侧缘浇口tab gate 搭接浇口film gate 薄膜浇口flash gate 闸门浇口slit gate 缝隙浇口fan gate 扇形浇口dish gate 因盘形浇口diaphragm gate 隔膜浇口ring gate 环形浇口subarine gate 潜入式浇口tunnel gate 隧道式浇口pin gate 针点浇口Runner less 无浇道(sprue less>无射料管方式long nozzle 延长喷嘴方式sprue 浇口。
模具术语中英文
模具术语中英文模芯 Parting Core 局部视图 Partial View冷料井 Cold Slag 线切割 Wire E.D.M轮廊 Contour 螺纹孔 Tapping Hole连接件 Fittings 斜针 AnglePin接合 Engage 替换镶件Interchangeable Mold Inserts指定吨位的注塑机 Specific Press水嘴接头Water Fittings 螺纹 Eyebolt Thread回针Stop Pin 二级顶出针 Sub-Leaderd Pin镶件Mold Insert 加硬 Harden唧嘴 Sprue 设计筒图 Design Preliminary名称块表 Title Block 版本标识 RevisionLevel材料清单 Stock List 制模 BuildMold手动滑块 Hand Slide 漏水测试 Leak Test流道排气 Runner Vents 抛光 Draw Polish侧抽芯 Side Action 加强筋 Reinforcing三角撑 Gusset 柱子 Bossed出模斜度Draft 外廊 Contour落单会议Kick-Off Meeting 装卸孔 Handling Hole运输安全带 Moldstrap 码模槽 Clamp Slot撑头Support Pillar 螺牙1/2-13 Eye Bolt 1/2-13Tap导柱位 Leader Pin Location 耐落胶 Teflon Paste偏移量 Offset 水塞 Water Line Plug撬模脚 Ppy Slot 重新加工 Reworked配件 Components 补偿 Compensation平面度 Parallel 倒角 Chamfer模胚 Mold Base 热嘴 Hotnozzle火花机 Edm 熔接线 Weildline压机 Press 晒纹 Texturing梯形 Trapezoid 凸缘、法兰 Flange方铁Spacer Block 顶针板Ejector Plate顶针底板 Ejector Retainer Plate垫板Retainer Plate 后模镶针 Core Pin拉圾钉Stop Pin 有托顶针 Shoulder Ejector Pin顶针板导套 Guided Ejection Bushing针板导柱 Guided Ejection Leader Pin唧嘴Sprue Bushing三板模延伸式唧嘴 Extension Nozzle Bushing水口板导套 Runner Stripper Plate Bushing定位圈(法兰) Locating Ring 管钉(定位销) Dowel Pin管状管钉Tubular Dowel 吊环Safety Hoist Ring日期印Dating Insert 环保印Recycling Insert气顶 Air Poppet Valve 截水口镶件 Runner Shut-Off Insert早回Early Ejector Return 加速项Accelerated Ejector客户Client 产品名Part Name产品编号Part No 缩水 Shrinkage版本Rev 模胚 Mold Base下模镶件Core Block 上模镶件Cavity Block小镶件 Sub-Insert 下模小镶件 CoreSub-Insert上模小镶件Cavity Sub-Insert 行位Slide行位镶件Slide Insert 压条Gib压紧块(铲机) Jaw 硬片(摩擦片) Wear Plate水口铁 Runner Bar 上模水口铁 Upper Runner Bar下模水口铁Lower Runner Bar 弹簧Spring水口勾针Sprue Puller Pin 顶针Ejector Pin撑头 Support Pillar 直身锁 Side Lock斜度锁Interlock 锁模板 Safety Bar密封圈 O'Ring 喉塞Plug隔水片 Baffle 波子螺丝Ball-Catch斜顶Lifter 控制开关 Switch回针Return Pin 斜导柱Angle Pin推板Stripper Plate A’板 A'PlateB’板 B'Plate 方铁 Spacer Block顶针板Ejector Plate 顶针底板 Ejector Retainer Plate合模 Shutoff 空隙槽 Clearance Slot导柱及导套Leader Pin Bushing 水口拉钩 Spuer Puller模框镶件Pocket Insert 成型热固性塑胶模具 Thermoset Mold三板模 3-Plat Mold 分型面 Parting Line司筒 Ejector Sleeve 垫圈Washer熔接线(夹水纹) Weldline 吸针Sucker Pin回针板 Retainer Plate 顶出板 Knock -Out Plate电动安全开关Electrical-Safety Switch脱开 Cut Of Position 预先决定 Preload缓冲器 Bumper 衬垫 Cushion公差Tolerance 突然性动作 Slam销针Dowel 钩槽Gib精磨Finished 通框Through Window粘后模 Sticking Core 粘水口 Sticking Sprue夹水纹Weld Line 变形 Warpage走水不平均Filling Uneven走不齐 Short Shot 挂成品 Part Hanging漏水Water Leakage 刮花(擦伤) Galling漏电Ele Leakage 困气Air Trapping温度Temperature 注塑模Injection Mold入水 Gate 试板 Sampling 压力Pressure 倒圆Fillet顶棍 Ejector 顶白Stress Mark 粘前模Sticking Cav 名称块表Title Block 版本标识 Revision Level 材料清单Stock List斜导柱(斜边) Angle Pin 倒扣Under-Cut披峰Flash 缩水 Shrinkage氮化Nitride 不规则四边形Trapezoid连续的Consecutive 雕刻Engrave分模面Parting Surface 擦位Shut-Off(S/0)加硬Harden 丝印Silkprint 设计简图 Design Preliminary不干胶Adhesive Sticker 导向针 Guide Din公差Tolerance 线切割 Wire-Cut电火花Edm 抛光 Polishing蚀纹Texture 探热针Thermocouple三打螺丝毫(限螺丝)Stripper Bolt盖板Cover Plate 齿轮 Gear油唧Hydraulic Cylinder 司筒Ejector Sleeve轮廓Contour 螺纹孔Tapping Hole连接件 Fittings 斜针Angle Pin接合Engage 替换镶件Interchangeable Mold Inserts指定吨位的注塑机Specific Press水嘴接头 Water Fittings 螺纹Eyebolt Thread二级顶出针 Sub-Leader Pin 镶件 Mold Insert锁定位Lock 楔子(铲鸡) Wedge高产量模量 High Volume Running Mold剖面图Cross Section 模具结构 Mold Construction模芯 Parting Core 局部视图 Partial View热流道Manifold 热嘴 Hot Nozzle型腔数 Cav No 模号 Mold No。
模具英语

五、不良成形現象
Air Trap Air Vent Black Spots Burning Burr Cold Well Distortion
六、圖紙用字
Drawn By 繪圖者 Chamfer 倒角 第1頁,共2頁
Checked By Approved by Client / Customer Title Drawing No Part name Tool No Tool Type No of Cavity Shrinkage Issue Modification Item Material BOM Date Scale NTS Unspecified
三、螺紋標準名稱
BSW gular Pins Dowel Pins E.G. Bushing Ejector Pin Hotwork Ejector Pins HS Ejector Pins Ejector Blade Ejector Return Assembly Ejector Sleeves Gas Expeller Jiggle pin Locating Rings “P”Locks Puller Bolt Collars Puller Bolts Puller Lock
二、加工工具
Bushing Borers Core Pins Capscrew Counterbores Ejector Pin Counterbores Leader Pin Counterbores Return Pin Counterbores Shoulder Bushing Counterbores Tapered Reamers Ejector Pin Reamers Leader Pin Reamers Springs“A”Type (Orange Color) Springs“B”Type (Silver Color) Tapered Drills “R”Cutters Metric (Coarse) Metric (Fine) Pg UNC UNF Return Pins Shoulder Bushings Shoulder Leader Pins Special Water Junctions Spring Sprue Bushings Stop Pins Straight Bushings Straight Leader Pins Support Pillars Support Pins Tapered Interlocks Tension Link Thermo Pin Water Junctions Hot Runner System Flash Jetting Short Shots Sinks Splay-Silver Streaks Weld Line 爹把絞刀 頂針絞刀 導邊絞刀 扁線壓力彈弓“A”(橙色) 扁線壓力彈弓“B”(銀色) 爹把鑽 唧咀弧度刃 公制粗螺紋 公制幼螺紋 公制電力螺紋 美制粗螺紋 美制幼螺紋 回針 有托杯司 有托導邊 特殊喉咀 彈簧 唧咀 限位釘 直身杯司 直身導邊 撐頭 細水口導邊 爹把邊釘 拉力板 導熱針 標准喉咀 熱流道系統 披鋒 摺紋 走膠不全 局部收縮 水花白 夾水紋
模具结构中英文对照表
中文名英文名中文名日期印Date Code[kəud]司筒基准Datum[deitəm]斜顶垂直Alignment{əlainmənt]回针夹紧Binding[baindiŋ]顶针模腔Cavity(cav)扁顶颜色Color有托顶针外转角Corner[kɔ:nə]/outside中心针详图Detail[di:teil]浮哥出模角度Draft(dft)[drɑ:ft]预压图纸编号Dwg No.气氮/氮化雕字Engrave[in'ɡreiv]液氮内转角Fillet[filit]/Inside Radius火花电蚀光洁度Finish[finiʃ]火花电蚀平凹Flush[flʌʃ]隔热板入水位Gate温度感应器枕位碰穿Kiss-Off热咀商唛Logo油压马达胶料Material(Matl)[mətiəriəl]扣鸡穿孔Opening行位行程产品编号Part No.(P/N)推板凸高Raised[reizd]早回装置参考Reference(Ref)['refrəns]线切割修正Revision(Rev.)[ri'viʒən]导套缩水率Shrinkage['ʃriŋkidʒ]Factor['fæktə]针板导柱擦位Shut[ʃʌt] Off/(S/O)哥针/镶针凹入Recessed[ri'sesid]脱料板皮纹Texture[tekstʃə]热流板产品名称Title['taitl] /Part Name A板公差Tolerance(Tol.)['tɔlərəns]推板类型Typical(Typ.)['tipikəl]B板疏气/排气Venting['ventiŋ]承板倒扣Undercut(U'CUT)['ʌndəkʌt]方铁胶位厚度Wall[wɔ:l] Thickness['θiknis]面针板法兰/定位圈Locating Ring/Fixing Ring底针板唧咀(浇口套)Sprue[spru:] Bushing['buʃiŋ]底板直身锁Side Lock[lɔk]顶板啤把锁/斜度锁Taper['teipə] Lock斜顶滑座喉塞Plug[plʌɡ]斜顶喉咀Jiffy Connector滑动镶件胶圈/胶令/密封圈"O"ring/Seal Ring互换镶件隔水片Baffle铲鸡撑头Support Pillar压条顶棍孔Knockout Hole逼紧块内模玉/内模件Insert耐磨块模具常用名细镶件Sub-insert导向块水口套Runner Bar斜顶导向块运水通Bubbler Tube滑块导轨行位/滑板Slide滑块束块斜边钉Cam Pin斜顶底座垫片/硬片Wear Plate锁模块压锁Jaw青铜线条Gib夹具行位夹Slide Retainer顶棍接头弹弓波珠/弹簧钢珠Ball Plunger吊模板弹弓/弹簧Spring直身导边油唧筒Hydraulic Cylinder有托导边直齿轮Spur Gear直身杯司天梯/齿条Rack有托杯司啤令/轴承Bearing方定位块发热线/炮仗Heater定位锥鱼雷Probe尼龙塞接头Connector中托司套拮制Limit Switch中托导柱导柱Guide Pin/Leader Pin/Guidepillar脱水口螺丝组常用名称中英文对照英文名中文名英文名Ejector Sleeve限位螺丝Stopper BlotAngle Lifter/Lifter限位钉Positioning PinReturn Pin管位块Slotter KeyEjector Pin顶针板Ejector retainer plate Ejector Blade限位块Distance SpacerStepped E.P.无头螺钉Screw PlugCenter Pin平头螺钉Socket Head Cap Screw Floating Core/Plate波子螺丝Ball PlungerPre-loaded定位螺钉Positioning Screw Plrg Nitrided截流塞Cooling Circuit PlugTufftrided回针Return PinEDM拉杆Puller PillarCNC拉杆定位介子Support Pin SpacerInsulated/Insulating plate齿轮GearThermocouple['θɜ:məʊkʌp(ə)l]丝杆/螺丝ScrewHot Nozzle/Bushing轴承BearingHydraulic Motor液压油缸Hydraulic CylinderLatch-lock气缸Air Cylinderslide travel间隔圈Spacer RingStripper Plate垃圾钉Slopper RingEarly Return行位开关组Detection Switch SetWire Cut上模镶针Inlay Cavity PinGuide Pin Bushing流道衬板Runner PlateGuide Ejector(E.G)水口钩针Runner Lock PinCore Pin行位导向键Slide Center RailSpacer Plate行位镶件Slide InsertSpacer Plate方斜边Angular CamA Plate行位压板Slide Guide RailStripper Plate压板Cover PlateB Plate销钉Dowel PinSupport Plate斜边压块Holding Plate For A.P.Spacer Block冷胶Sprue Lock BushingEjector Retainer Plate运水镶件Insert For CoolingEjector plate等高螺丝Stopper BoltBottom Clamp Plate防尘板COVER PLATETop Clamp Plate斜契块WedgeSlide Unit For Loose Core接线盒Electrode BoxANGLE LIFTER顶棍K.O.ROBSlide Insert铍铜BECUChange Insert码模接头Clamp AdapterWedge流道截面RUNNER SECTIONGIB浇口SprueFixing element斜导柱Angle Pin/Slide PinWear Plate缩水印Sink markGuide Block波子弹弓Ball catchLift Guide Block喉塞expander sealing plug Slide Guide吊模条/扁担transport bridgeSlide Wedge吊环eyeboltLift Base强行脱模force demold/force demould Safity Strap青铜块Bronze compactBronzeClampK.O.AdapterEyebolt PlateStraight Leader PinShoulder Leader PinStraight BushingShoulder BushingPosition Block SetTaper Pin SetParting LockEjector LockEjector Leader PinPuller Bolt Set。
模具结构(英文)
At the conclusion of injection the mold first parted at 1 in the sprue separating area when the machine opens. The complete mold block, with the exception of the fixed mold half, is interlocked within itself by the latch 2. As the sprue 3 is held captive by the undercut in the retainer pin 4, the part is severed from the sprue, which stays on the fixed half. When the head of the bolt 5 catches the sprue -stripping plate 6, this is moved forward, thereby stripping the sprue from the retaining pin 4. When the sequence has been completed, the pin 7 of latch 2 has arrived at the inclined plane of the guide strip
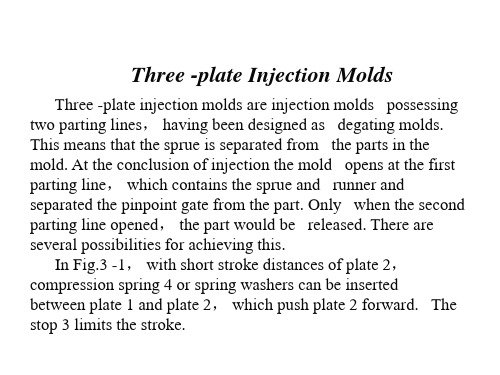
Fig.3 -1 Spring type 1—plate;2—push plate;3— stop; 4—compression spring
Fig.3-2 Retention system 1—plate;2—dowel;3—annular groove;4—ball catch
They must not be rigidly connected to the ejector plate; otherwise there would be a tendency for the parts to be pushed back into the cavities in plate 2. With this design the stroke of plate 2 can be arbitrary. Moreover, when the ejector rods 4 are hardened and guided in bushes, these ejector rods can take over the function of the guide pins fitted on the fixed mold half, so that the space between plates 1 and 2 is not cluttered up with protruding rods or springs . This can be of advantage if a rather complicated runner system has to be designed. Fig.3 -4 shows a mechanical type of plate movement. Although more elaborate, it is nevertheless the safest way, particularly if large, heavy plates have to be moved. The latch 3, which hooks over plate 1, moves the latter along.
模具基础英语

模具基础英语模具基础英语模具基础英语大家都会吗?都知道模具基础英语有哪些吗?下面,店铺为大家分享模具基础英语,希望对大家有帮助!模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance 模排气:parting line venting下载文档润稿写作咨询。
模具中英文

模具方面的专业英语t op view 俯视图front view 前视图side view 侧视图plane view 平面图contour 外型铣削pocket 挖槽flow line 罩一曲面multisurf 多重曲面filter 过滤ellipse 椭圆polar 极坐标arc endpoints 两点画弧polygon 多边形isometric 等角视图zig zag 双向one way 单向spline 圆滑曲线blend 顺接guide pin 导针;边针;直边support pin 拉杆;水口边support pin collar拉杆定位;水口边定位介子tapped hold for eyebolt 吊模螺孔thermal expansion coefficient热膨胀系数welding rod 熔接棒cavity plate; A bolster plate母模板(A板), 前模板stripper plate 活动板,推料板core plate 公模板(B板),后模板spacer block 间隔板ejector retainer plate 上顶针板ejector plate 下顶针板pin point gate system 小水口系统side gate system 大水口系统infrared-transmitter 红外线发射器infrared-receiver 红外线接受器synthetic resin 合成权脂air blow gun(with nozzles & hose) 气枪spiral hose 螺旋形的;盘旋的guide strip 行位导轨ejector rod 斜坊set screw 固定螺丝countersunk screw 沉头螺丝hex screws 胚头螺丝shoulder screw 带肩螺丝residual stress 残余应力tensile 张力electricity erode 电蚀刻ohm meter 电阻表tubular dowel 管钉,销钉abrasive stone 研磨石材SPI Mold Finish Comparison KitSPI模具拋光比照工具rolled 热轧forged 热锻extrude 挤压cold drawn 冷拉corrosive plastics 防腐塑料tough 硬度anneal n.退火service life 注塑寿命high viscosity 粘度较高的extension plug 延伸尾塞angle plug 斜角尾塞thermocouple connector 热电偶连结头hydraulic system (注塑机的)油压系统temperature control zone 温控区barrel heating capacity 料筒加热能力screw torque 螺杆力矩screw speed 螺杆速度screw stroke 螺杆行程nozzle contact force 热嘴接触力screw L/D ratio 螺杆长度/直径比例theoretical shot volume 理论的注射容量clamp force 合模力lock force 锁模力internal heated 内部加热external heated 外部加热heating rod 加热棒air-gap insulation 空气隔绝层spare part(accessory) 备用件insulating ring 绝缘圈sealing washer 垃圾钉adaptor 适配器hole gauge 孔深量测仪high-temperature grease 高温油脂thermal conductivity paste 导热膏data cable 数据线compression mold base 压缩模胚countersunk 埋头孔锥孔,沉孔mill 压榨机;磨坊;碾磨;drill 钻头;钻床钻孔;钻通grind 磨擦;磨碎;磨光turn 转动;旋转;翻转adapter plate 适配模板leader pin; shoulder leader pin导针;带肩导针( 实心)angle pin(horn pin) 斜针;斜边straight bushing 直导套(空心)shoulder bushing 带肩导套sprue puller pin 唧咀扣针sprue spreader 浇口分流锥runner spreader 流道分流锥tapered interlocks(round & rectangular) 啤把锁bronze plated bushing 镀铜导套guided ejection bushing 导向导套toggle-lock early ejector return 切换式早期回撞装置accelerated knock-out 加速顶棍accelerated ejector 加速顶针collapsible core 可折叠式的型芯slide retainer 行位固定装置jiffy latch-lock assemblies 快速拉杆锁定装置tapped hole 螺丝孔no resettable shot counter 非复位注射计数器profiled ejector pin 底面在有倾斜截面的顶针copper 红铜brass 黄铜bronze 青铜BeCu 铍铜counterbore 拔头,介子托fan gate 扇形入口fillet 圆形入口pin point gate 细水口hose clip 入喉箍jiggle 斜顶British Standard Whitworth thread BSW 英制螺丝(粗牙)British Standard Fine Thread BSF英制螺丝(幼牙)British Standard Pipe Thread (BSP)英制喉牙National Pipe Thread 美制螺牙pressure plug 喉塞pressure spring 压力弹簧vent 疏气孔alignment strip 斜锁ball catch 弹弓波子bridge piece 水口铁Jiffy-matic connector 快速连接喉All ejector blades must have key to avoid rotating. 扁顶针要止转ejector bearing length 弹弓压缩长度reinforcement rib 加强筋steel pad 方铁latch 拉杆sprue puller insert 扣针导套stage ejector=knock out 顶棍ejector retainer plate 上顶针板ejector base plate 下顶针板stripper plate 活动板runner stripper plate 脱料板P/L flash 分形面披锋scrape 拖花burn 烧黑safety strap 码板side gate system 大水口系统three plate type system简化型细水口系统pin point gate system 细水口系统guide pin/guide bush 直边/托司top clamp plate 工字板stripper plate 推板spacer block 方铁bottom clamp plate 底板shoulder guide pin 带肩导针shoulder guide bush 托司straight guide bush 直司/直导套guide pin 直边screw thread 螺纹air pump 空气泵alloy 合金alloy steel 合金钢fixed clamp plate; top clamping plate; top plate定模座块moving clamp plate; bottom clamping plate 动模座块upper clamping plate 上模座块lower clamping plate 下模座块cavity-retainer plate 凹模固定板core-retainer plate 型芯固定板punch-retainer plate 凸模固定板chase; bolster; frame 模套backing plate; support plate支承板spacer; parallel 垫块ejector housing, mould base leg支架angle pin, finger cam斜销slide, cam slide滑块side core slide侧芯型滑块side guide strip滑块导板heel block, wedge bock楔紧块, 撑鸡finger guide plate斜槽导板dog-leg cam弯销angle-lift splits斜滑块导向零件guide pillar; guide pin; leader pin导柱ejector guide pillar; ejector guide pin推板导柱guide bush; guide bushing带头导套ejector guide bush; ejector bushing推板导套定位和限位零件mould bases locking elements锥形定位件ejector plate return pin, push-back pin复位杆stop block; stop pad限位块length bolt; puller bolt定距拉杆puller plate; limit plate定距拉板推出零件runner stripper plate推流道板runner puller; runner lock pin分流道拉料杆sprue puller拉流杆;扣针sprue puller, Z-shaped钩形拉料杆sprue puller, ball-headed球头拉料杆sprue puller, conical headed圆锥头拉料杆ejector tie rod连接推杆ejector plate; ejection plate推板ejector retainer plate推杆固定板stripper ring(disk)推件环(盘)stripper plate推件板ejector pad推块ejector sleeve推管(司筒,导筒)ejector pin推杆ejector pin with cylindrical head圆柱头推杆shouldered ejector pin带肩推杆flat ejector pin扁推杆塑料成型模具的主要设计要素stripper distance脱模距draft脱模斜度projected area投影面积maximum daylight; open daylight最大开距mould-shut height闭合高度core-pulling distance抽芯距core-pulling force抽芯力ejector force脱模力mould opening force开模力internal mould pressure;cavity pressure模内压力molding pressure成型压力back-up ring背压环bar = 14.5psibite type fitting高压接头hydraulic motor液压马达waterflow regulator冷却水流量计abrasive material 打磨器材grinding wheels 打磨砂轮cutting wheels 切割砂轮mould clamps; lifting clamps码模夹(注塑机使用)piping tools 小五金工具high pressure hose 高压力软管air .water hose 风管,水软管pressure gauge 高压油表hydraulic hoses 压力油喉photoelastic testing 光塑检测plastic blow mould 吹塑模plastic injection mould 注塑模blank & form compound die冲扎复合模precision blanking die 精密冲模MFR=melt flow rate 熔料流动率MET=melt flow index 熔料流动指数guide pin for ejector plate 推板导柱clamping plate 座板space block(plate) 垫块ejector block(plate) 推板afdek plate 档尘板guide stripe 行位后板cavity sub-insert 前模镶件core sub-insert 后模镶件sprue puller insert 扣针镶件stage ejector 顶棍spacer rock(risers) 间隔板distortion 变形warp 弯曲drag marks 拖花EDM marks 火花纹venting 困气Burns 烧黑shrinkage 表面缩水thin wall stock 料位过薄/砸穿uneven fill pattern 走水不平行witness line; mismatch; stress marks夹水纹/流纹knit lines 走水纹short shots 走水不齐orifice 料口nozzle seat 热嘴垫圈nozzle plate 射嘴板cross pin 十字头销sled 射台seal ring 封密圈spacer rail 介子座heater groove 发热管槽heater cement 发热管的结合剂soak 浸泡seat 垫圈ream 铰大圆孔直径grind 磨床drill 钻床mill 铣床caliper 卡尺G-caliper 分厘卡Depth Gauge 深厚计hardness tester 硬度计angle gauge 角规marble table 云台石projector 投影仪height gauge 高度仪microscope 显微镜plug gauge 塞规leveler 水平器R gauge R 规Inter caliper 内分厘卡surface 平面仪item number 细目编码catalog number 材料分类编码undercut lip 倒扣口hot tip = hot drop = nozzle 热嘴blow-off strip 放气板blow-off nozzle 吹风口spiral hose 螺旋式的连接喉rust solvent 除锈剂shaft 曲轴tensile strength 拉伸力yield strength 屈服力spark erosion 电火花蚀刻etch(photo-etch) 电蚀harden 淬硬copper electrode 铜公corrosion resistance 耐腐蚀anneal 退火heat treatment 淬火FEM(finite element method) 有限元法preliminary tool design 初期模具设计图zone 热流道区域reverse taper 倒啤把clamp plate 码板toggle clamp 快速夹vacuum furnace 真空炉cavity insert rounds 圆柱镶件cavity insert b0locks 方柱镶件tensile strength 抗张强度,抗拉强度Concept drawing 概念图Assembly drawing 装配图mismatch; witness line 夹纹shut-off(n.) 枕位venting valves 疏气阀venting plug 疏气塞valve casing 阀门罩twist drill 旋钻harden/nitride 碎硬anneal 退火temper 回火stress crack 应力断裂corrosion resistance 防腐,防锈tensile strength 物】抗张强度,抗拉强度split mould (分离)组合式的模具inclined plate 斜面inclined bolt 斜栓jaw (工具,机械等)夹住东西的部分,钳口step change of the P/L 分形面枕位的改变thin steel section 较薄的料位clean-up 清理,清除,清扫Mold Dating Insert 模具日志镶件Hot Sprue Bushing 热浇口套semi-automatic 半自动quick disconnector 快速断开接头full shot 足量注射mismatch 夹痕;夹水纹ejector mark 顶痕screw boss 螺丝孔,螺丝基座sink mark 缩坑15% glass filled ABS 掺有15%玻璃的ABS spraying mold release 脱模剂drag mark 拖痕stress mark 应力痕reinforcement rib 加强筋slight stoning 轻度磨砂solid line 实线dotted line 虚线internal diameter 内径external diameter 外径nickel-plated 电镀的handling hole; lifting hole 吊装孔parallel 平行块piston 活塞plunger 柱塞carrier 导轨rest 支架item number 项目编号catalog item 商品目录编码dimensional datum 尺寸基准heat treatment certification 淬硬证明文件back-up bushing 支撑导套jacking screw 起重螺丝,千斤顶tapped hole (带有螺旋角度的)螺丝孔diagonal corner 成对角的角落burn mark 烧痕hot runner mainfold (热流道板)分流板texturing 蚀纹clamping screw (注塑机)码模螺丝imperial 英制的metric 公制的puller bushing 水口套puller bar 水口铁drool bushing 防漏胶套筒safety switch 限位制water line connected internally or hard tubing 不可用胶喉连接运水lifter on square rod or locked from rotation 用方形柱或用管钉止转gate insert 入水镶件gate shut-offs 流道开关配件guided ejection 中托司parting line shutoff 前后模接触面waterlines clear tie bars. 运水喉咀接驳位要避开啤机呵林柱.BGV=Balanced Gate Value 平衡入水值spacer 垫块pocket 挖槽rough 粗加工finish 精加工plunge rate 进刀率retract rate 提刀速率splindle rate 主轴转速coolant 冷却液SPLIT RING 开口环(钥匙圈)side pulling-core force 侧向抽芯力convert. transfer 转图guide pin 边针Tee slot cutter T形SLOT CUTTER zigzag 双向切削constant overlap spiral 等距环切parallel spiral 环绕切削parallel spiral clean corners 环切并清角morph spiral 依外形环绕true spiral 螺旋切削one way 单向end mill 平铣刀sphere mill 球刀bull mill 圆鼻刀face mill 面铣刀rad mill 圆角成型刀chamfer mill 倒角刀slot mill 槽刀taper mill 推拔铣刀。
模具术语中英文对照Mold

模具术语中英文对照Mold模具专业术语中英文对照模具Mold模胚Mold Base分模线Parting Base母模线Parting Line公模侧Core Side嵌板Mold Plate嵌件Insert滑块板Slider滑块板固定板Wear Plate斜针Angular Ejector组装板Back Plate第二固定板Runner Stripper Plate 顶针板Ejector Plate 方铁Spacer Block定位圈Locating Ring导柱Guide Pin撑顶Support Pin定位杆Stop Bolt小拉杆Pull Bolt导柱套Guide Bush水口针Runner Lock Pin斜导柱Angular Pin锁定块Heal Block回针Return Pin垃圾针Stop Ring顶出板导柱Ejector Guide弹簧Coil Spring支撑柱Support Pillar顶针Ejector Pin板顶针Blade Ejector顶块顶出Block Ejector顶板顶出Plate Ejector司筒顶出Sleeve Ejector中心针Center Pin机嘴套Spure Bush直流道Sprue流道Runner支流道Drop 定位机构Inter Lock 吊圈Eye Bolt日期转印Date Mark前模Cavity后模Core型心Core Pin出模编号Cavity Number冷却管Cooling Channel水嘴Hose Nipple冷却棒Baffle加热管Heat PipeO形圈O Ring逃气孔Air Vent销针Dowel Pin铣床加工Milling Machining放电加工EDM Machining线切割加工Wire Cutting磨床加工Grinding孔位加工Drilling细加工Deburring省模加工Polishing配模Fitting塞规Shim铜公EDM Master筋骨加工Rib Machining脱模斜度Draft Angle倒扣Under Cut钢材Steel咬花Texture雕刻加工Engraving电镀加工Electro Plating热处理Hardening氮化处理Nitrding表面处理Surface Hardness 内六角螺钉Allen Bolt热流道Hot Runner热流道结构Manifold热嘴Hot Tip注塑Injection树脂Resin材料Material等级/类型Grade干燥Dry干燥不足Not Dried Enough 收缩率Shrinkage充填Full Shot比重Density调温机T emp Cont Unit热可塑性Thermo Plastis热硬化性Thermo Set银条状Silver Line喷流痕Flow Mark侠水纹Weld Line披峰Burr缩水Sink mark烧焦Burn Mark充填不良Short Shot光泽不良Gloss Not Enough 气泡Bloe Hole难型不良Sticking弯曲Bending变形Warpage光泽不均Uneven Gloss难物不良Black Spot打痕Damage顶白White Mark谬丝Hair Flash拉伤Scrtach油污点Oil Dirt裂化Crack倒塌Deform分模定位锁Parting Lock水口Gate点水口Pin Gate侧水口Side Gate潜伏水口Submarine Gate。
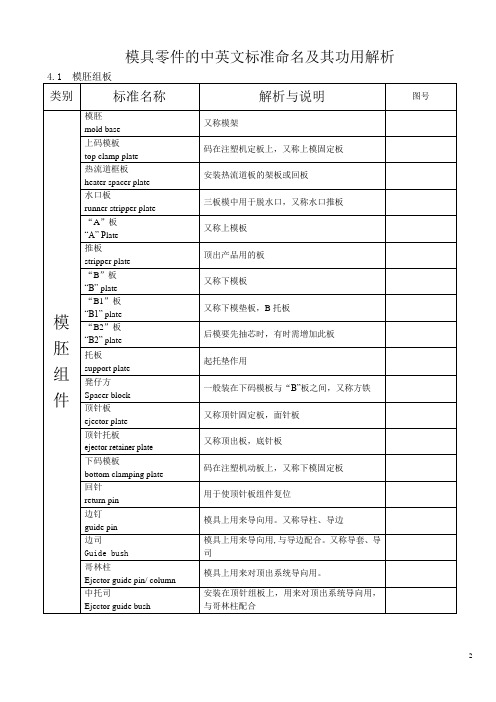
模具零件的中英文标准
控制温度的集成线路板
温控箱Main frame
仅指安装温控元器件的箱体、外壳
接线盒Terminal mounting box
安装插座用的支架,又称电源箱。例如DME公司的PIC-5-TB-G, PIC-8-TB-G, PIC-12-TB-G
电源线Power cable
上模肉压块
Cavity clamping
用于压紧上模肉的块
下模肉压块
Core clamping
用于压紧下模肉的块
行位
Slide
同出模方向不平行,靠斜边带出或弹弓弹出或油唧抽出的成型件
行位镶件
Slide insert
镶在行位上的件
行位镶针
Slide insert pin
镶在行位上的圆形小件,要求尽量采用标准顶针改制
用于使顶针板组件复位
边钉guide pin
模具上用来导向用。又称导柱、导边
边司
Guide bush
模具上用来导向用,与导边配合。又称导套、导司
哥林柱
Ejector guide pin/ column
模具上用来对顶出系统导向用。
中托司Ejector guide bush
安装在顶针组板上,用来对顶出系统导向用,与哥林柱配合
MOLD-MASTER热流道系统的安装在热流道板背面,用于为流道板加热、温控
加长头
Inlet extension
MOLD-MASTER热流道系统中安装在热流道板上与啤机炮嘴配合的部件(带发热元件)
4.5脱模构件
类别
标准名称
解析与说明
图号
脱模构件
行位压片GIB
用于对行位起固定和导向作用的
模具结构英文

入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate 圆形流道:round(full/half runner流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue 热流道板:hot manifold发热管:cartridge heater 探针: thermocouples插头:connector plug 插座:connector socket密封/封料:sealstripper 拉料针pinch point 凸点三、运水:water line 喉塞:line lpug喉管:tube塑胶管:plastic tube 快速接头:jiffy quick connectorplug/socker四、模具零件:mold components三板模:3-plate mold 二板模:2-plate mold边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing中托司:shoulder guide bushing 中托边L:guide pin顶针板:ejector retainner plate 托板:support plate螺丝:screw 管钉:dowel pin开模槽:ply bar scot 内模管位:core/cavity inter-lock顶针:ejector pin 司筒:ejector sleeve司筒针:ejector pin 推板:stripper plate缩呵:movable core,return corecore puller扣机(尼龙拉勾):nylon latch lock 斜顶:lifter模胚(架):mold base 上内模:cavity insert下内模:core insert 行位(滑块):slide镶件:insert 压座/斜鸡:wedge耐磨板/油板:wedge wear plate 压条:plate撑头: support pillar 唧嘴:sprue bushing挡板:stop plate 定位圈:locating ring锁扣:latch 扣鸡:parting lock set推杆:push bar 栓打螺丝:S.H.S.B顶板:eracuretun 活动臂:lever arm分流锥:spure sperader 水口司:bush垃圾钉:stop pin 隔片:buffle弹弓柱:spring rod 弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin镶针:pin 销子:dowel pin波子弹弓:ball catch靠破(上下模芯碰穿)、插破(上下模芯插穿,上模芯插入下模芯或相反)、、入子(镶件)、公母仁(公母模具型心)、拔模(拔模斜度,只为顺利脱模)、水路(有些地方叫流道,有些只指冷却水道)、模仁(模框中的最主要那块)、仁子(也指镶件)、咬花面(咬花为表面处理,也就是指需要处的外观面)、穿丝孔(穿线切割丝用的孔)、入胶(机器射胶)、出胶(产品出模)书上所说的定模座板(模具最上面那块大板,固定定模所用的工厂名字:原名字)、定模板(工厂名字:定模模框)、动模座板(模具最下面那块大板,固定动模所用的工厂名字:原名字)、、动模板(工厂名字:动模模筐)、垫块(模脚动模座板上面的左右两块条形板工厂名字:模脚)、推杆(顶出产品用的竿子工厂名字:推杆顶杆,小的称顶针)、推管(推出产品用的管子,也叫司筒)、推件板(脱料用的,某些时候代替顶针推出产品工厂名字:脱料板)、推杆固定板(固定顶杆用的,两块板,一块打孔固定顶针,一块在后面压住顶针尾部,起到固定作用工厂名字:原名)、支承板(支撑模仁用的,注塑时压力很大,模仁后面需要加快板支撑防止模仁模芯压变形工厂名字:原名)、型心固定板(也可叫模仁)、拉料杆(注塑是的废料需要排除,用来拉出流道等形成的废料工厂名字:原名,一般和顶杆装在一块)、支承柱(当模具没有支撑板或支撑板设计的太薄时所用到的支撑下模模仁用的工厂名字:原名)、浇口(注塑时注射塑料的口子工厂名字:浇口或进料口)、主流道(从注塑机喷嘴到分流时那一段流道)称套(射嘴)、定位圈(工厂名字:原名)导柱是和导套配套的,起到的作用也是上下模定位,工厂也是叫导柱导套。
模具构造及中英文词汇
模具构造成型及其词汇:plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模compound die复合模shearing die剪边模riveting die铆合模cutting die, blanking die冲裁模accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁torch-flame cut火焰切割pierce冲孔punched hole冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边to cut edges=side cut=side scrap切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线/score压线pull, stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边stake铆合blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图expansion dwg展开图procedure dwg工程图die structure dwg模具结构图factor系数parameter参数upward向上downward向下press specification冲床规格die height range适用模高burr毛边gap间隙punch wt.上模重量figure file, chart file图档capability能力radius半径spare dies模具备品top plate上托板(顶板)bottom plate下托板(底板) top block上垫脚bottom block下垫脚punch set上模座upper die base上模座die set下模座lower die base下模座punch pad上垫板upper padding plate blank上垫板die pad下垫板bolster 上下模板/垫板punch holder上夹板die holder下夹板stripper pad脱料背板stripping plate内外打(脱料板) up stripper上脱料板lower stripper下脱料板male die公模(凸模) feature die公母模female die母模(凹模)upper plate上模板lower plate下模板outer stripper外脱料板inner stripper内脱料板panel board镶块die block模块lifting pin顶料销stepping bar垫条upper supporting blank上承板pilot导正筒drag form压锻差pocket for the punch head挂钩槽slug hole废料孔shim(wedge)楔子round pierce punch=die button圆冲子shape punch=die insert异形子under cut=scrap chopper清角air vent vale 通气阀baffle 调节阻板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块blank holder 防皱压板blanking die 落料冲头bottom board 浇注底板bracket 托架buster 堵口casting ladle 浇注包casting lug 铸耳cooling spiral 螺旋冷却栓core 心型cotter 开口梢cross 十字接头diaphragm gate 盘形浇口die approach 模头料道die bed 型底die body 铸模座die bush 合模衬套die button 冲模母模die clamper 夹模器die fastener 模具固定用零件die holder 母模固定板die lip 模唇die set 冲压模座direct gate 直接浇口dog chuck 爪牙夹头dowel hole 导套孔dozzle 辅助浇口draft 拔模锥度draw bead 张力调整杆drive bearing 传动轴承ejection pad 顶出衬垫ejector 脱模器ejector leader busher 顶出导梢衬套ejector pad 顶出垫ejector rod 顶出杆ejector sleeve 顶出衬套ejector valve 顶出阀filling core 椿入蕊film gate 薄膜形浇口flash gate 毛边形浇口flask 上箱gate 浇口gate land 浇口面gib 凹形拉紧?goose neck 鹅颈管guide bushing 引导衬套guide post 引导柱plate 衬板guide plate 导板locking plate 定位板binder plate 压板fixed bolster plate 固定侧模板finish machined round plate 圆形模板finish machined plate 角形模板pin gate 针尖浇口retainer plate 托料板master plate 靠模样板match plate 分型板supporting plate 托板baffle plate 折流档板ejector plate 顶出板active plate活动板baffle plate挡块cover plate盖板wortle plate 拉丝模板spring-box eject-plate弹簧箱顶板die plate 冲模板front board模板cavity retainer plate 模穴托板mold platen 模用板moving bolster plate 可动侧模板guide rail 导轨head punch 顶?冲头headless punch 直柄冲头inner punch 内冲头locating center punch 定位中心冲头peened head punch 镶入式冲头groove punch压线冲子punch 冲头pre extrusion punch 顶挤冲头puncher 推杆floating punch 浮动冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞insert 嵌件king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lining 内衬locating ring 定位环lock block 压块locking block 定位块manifold block 歧管档块parallel block 平行垫块stroke end block 行程止梢bumper block 缓冲块folded block折弯块sliding block滑块cam block滑块padding block垫块die block 块形模体bushing block衬套clamping block 锁定块spacer block 间隔块loose bush 活动衬套making die 打印冲子mold base 塑胶模座mold clamp 铸模紧固夹moving bolster 换模保持装置one piece casting 整体铸件paring line 分模线parting lock set 合模定位器pass guide 穴型导板rack 机架rapping rod 起模杆re-entrant mold 凹入模riding stripper 浮动脱模器ring gate 环型浇口roller 滚筒runner 流道runner ejector set 流道顶出器screw plug 头塞shedder 脱模装置shim 分隔片shoe 模座之上下模板shoot 流道shoulder bolt 肩部螺丝skeleton 骨架slag riser 冒渣口slide(slide core) 滑块slip joint 滑配接头spacer ring 间隔环spider 模蕊支架spindle 主轴sprue 注道sprue bushing 注道衬套sprue bushing guide 注道导套sprue lock bushing 注道定位衬套sprue puller 注道拉料?spue line 合模线stop collar 限位套stop ring 止动环stopper 定位停止梢straight pin 圆柱? locating pilot pin 定位导梢guide pin 导梢support pin 支撑梢taper pin 拔锥梢/锥形梢thrust pin 推力销king pin 转向梢retainer pin 嵌件梢runner lock pin 流道拉梢lifting pin 起模顶insert pin 嵌件梢flanged pin 带凸缘? pusher pin 衬套梢return pin 回位梢pilot pin 导? finger pin 指形梢ejector pin 顶出梢angular pin 角梢/倾斜梢dowel pin 合模梢ejector guide pin 顶出导梢cushion pin 缓冲梢stop pin 止动梢anchor pin 锚梢location pin定位销stop pin定位销stock locater block定位块dowel 定位梢dowel pin 定位梢core pin 心型梢center pin 中心梢stripper bushing 脱模衬套submarine gate 潜入式浇口support pillar 支撑支柱/顶出支柱sweep templete 造模刮板tab gate 辅助浇口taper key 推拔键teeming 浇注tie bar 拉杵tunnel gate 隧道形浇口vent 通气孔air-cushion eject-rod气垫顶杆。
模具各零部件名称中英文对照
Mold & die components 模具单元Mold changing systems 换模系统Mold core 模芯Mold heaters/chillers 模具加热器/冷却器 Mold polishing/texturing 模具打磨/磨纹 Mold repair 模具维修Molds 模具Pressing dies 压模Quick die change systems 速换模系统Quick mold change systems 快速换模系统三、模具塑料模具mould of plastics注塑模具injection mould冲压模具die模架mould base定模座板Top clamping plateTop plateFixed clamp plate水口推板stripper plateA板A plateB板B plate支承板 support plate方铁 spacer plate底针板 ejector plate面针板 ejector retainer plate回针 Return pin导柱 Guide pin有托导套 Shoulder Guide bush直导套 Straight Guide bush动模座板Bottom clamp plateMoving clamp plate基准线datum line基准面datum plan型芯固定板core-retainer plate凸模固定板punch-retainer plate顶针ejector pin单腔模具single cavity mould多腔模具multi-cavity mould多浇口multi-gating浇口gate缺料starving排气breathing光泽gloss合模力mould clamping force锁模力mould locking force挤出extrusion开裂crack循环时间cycle time老化aging螺杆screw麻点pit嵌件insert活动镶件movable insert起垩chalking浇注系统feed system主流道 sprue分流道runner浇口gate直浇口direct gate , sprue gate轮辐浇口spoke gate , spider gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate , tunnel gate 料穴cold-slug well浇口套sprue bush流道板runner plate排飞槽vent分型线(面)parting line定模stationary mould,Fixed mould动模movable mould, movable half上模upper mould, upper half下模lower mould, lower half型腔cavity凹模cavity plate,cavity block拼块split定位销dowel定位销孔dowel hole型芯core斜销angle pin, finger cam滑块slide滑块导板slide guide strip楔紧块heel block, wedge lock拉料杆sprue puller定位环locating ring冷却通cooling channel脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mould绝热流道模insulated runner mould熔合纹weld line (flow line)三板式模具three plate mould脱模ejection换模腔模具 interchangeable cavity mould脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure差色剂colorant保压时间holdup time闭模时间closing time定型装置sizing system阴模female mould,cavity block阳模male mould电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床Universal milling machine卧式刨床Horizontal planer车床Engine lathe平面磨床Surface grinding machine去磁机Demagnetization machine万能摇臂钻床Universal radial movable driller 立式钻床Vertical driller超声波清洗机Ultrasonic clearing machine compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具(移转成型用模具)encapsulation molding低压封装成型(射出成型用模具)two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Runner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣根据中文词汇查所关心的技术问题,解决实际工作中的难题例如,在汉语词汇中看到——高速冲孔废料上跳(かす上り、scrap jump )词汇,到网上一搜,中图分类号TG382.6,文章编码:1671-3508-2008-10-07-517,“高速冲压中防止冲孔废料上跳的方法”一文会告诉你引起高速冲孔废料上跳的原因,不外乎有油膜粘连、真空吸附、刃口磨损、磁性未退四个主要方面,解决这些问题有三个方向的思路可以考虑,具体手段有“毛糙面”法、“斜刀口”法、“硅胶顶出”法、“凹模刃口倒退拔”法,等等。
详细图解模具结构相关术语及中英对照(模具初学很好的资料)

12LASER34567“”8910111213POP14151617“”18192021222324252627282930313233343536“”3738 3940 41 42 43 44 45 46 47 47 48enlarge holeself-chinchingall round burrset-head rivetfinishdowel pinhookclosed-end rivetweld linefastener, plastic, push-typepressure sensitive adhesivetie wrap, nylonhardwaregasket, foam, emilabelinggasket, beck, emipaintbutton-head screwplatingnut flushnameplateflush, self-clinchingpackingejector guideguidebush,straight[straightbushing]guide bush,straight {shoulderbushing}ejectorguidebush[ejectorbushing]Locating ringmould bases locating elementsejector platereturnpin[push-backpin]stop pin[stop but ton]stop block [stop pad]puller[length]boltpuller[limit]plateforming ejector pinejector pin with cylindrical headshouldered ejector pinflat ejector pinejector sleeveejector padstripper plateejector retainer plate ;fix screwsheet metal parts assemblyplastic parts,sink markopen-end rivet jackcaps thick ,char actorspring slicecorner chassisnut self-clenchingbracket toggle lockhorsingcaliperbase stamp letterdeburrfar sideinsideblank(blanking)removemeasuring tools plate gaugeproportional dividersstandard gaugegear tooth gauge t-squaredivider; dividerssteel ruleworking gauge feeler(gauge)angle squareangle gaugemetallic tapecalipers; caliper graduation rulergauge(block)gaugescrew pitch gaugescrew micrometerejection plate[elector plate]ejector tie rodblanking clearancedie shut heightshut heightOfpressmachine die lifecenter Of loadcenter Of diepressing direction feed directionblank layoutscrapfeed pitchtrimming allowance burrblanking forcebending forcedrawing forceextruding forcestripping forceejecting forcekicking force pressure plate forceblack holderforceblank ;neutral planebending anglebending line ;spring backrelative bending radiusbending radiusminimum bending radiusblank length of bends drawing coefficientbulging coefficientburring coefficientminimum diameter of piercingradius -relative adios ;relative height relative thinness punch radius punch overall lengthmicrometerinsidecaliper;inside micrometerinside calipertape(/measure)surface gauge dial indicatormicrometercarpenters square set squaremicrometer depth gauge; depthmicrometer ellipsographoutside micrometeroutside calipergap(/clearance) gaugewire gauge bevel squarevernier calipercompasses folding pocket measure(/ruler)straight edgecentre gaugetaper gauge combination set OTHER fillet radius ,two point press()tie strapsubplate ,counter boreCuttingpartingblankingpiercing/punchingtrimmingnotchinglancinghalf-blankingshavingfine blankingfinish blankingbeadingembossingribbing matrix radiusmatrix overall lengthrelief hole diameterparting linehorizontal parting line vertical parting linefeed systemspruerunnergate spruerunnerover flow well direct[spore]gatering gatespoke[spider]gatepin-point gateedge gate disk [diaphragm]gatesubmarine[tunnel]gate fan gatetab gatecold-slug well flash [spew]groove() vent(Of a mould)shot capacityshrinkageinjection pressure clamping[locking]forcemoulding pressure internal mouldpressure[cavitypressure]mould opening forceejection force core-pullingcore-pulling distancemaximum daylight[open daylight]projectedareastamping(press working)Press ram bolster stamping die shear stressbluginghole flangingdeepingculingflangingcoiningupsettingindentingironingswagingsizingmarkinghorizontal trimmingcam piercingsingle operation diescompound diesprogressive diesopening diesguide plate diesguide pillar diesuniversal diesdies for special purposeautomatic diescombined diesblanking diespiercing diestrimming diesnotching diespartingshaving dies fine blanking diescutting-off diesbending diescurling diestwisting diesdrawing diesreverse redrawing dies ironing diesforming diesbulging diessign diesnecking diesflaring diesflanging diesshear strengthdie rollcuttingpartingblankingpiercing trimming[] notchinglancinghalf-blankinghalf-punchingshavingfine blankingfinish blanking VV bendingU U bendingL Lbendin9O ObendingZZ?bendingcurlin9drawingdeep drawingembossingreverse drawingredrawingstretch formingprogressivecold formingneckingcold formingbulgingflanginghole flangingtubehydro formingcoiningupsettingironingswagingsizingmarkingcam plercinghorizontal trimming netural plance netural axis blankburring diescold extruding diesforward extruding diesbackward extruding diescompound extruding dies radial extruding dieslow-cost diesrubber-diessteel rule dies;low-melting point alloys dieszinc based dieslaminated dies mould for plasticsmould for thermoplasticsmould for thermosetscompression mould transfer mouldinjection mould injectionmouldforthermoplasties injectionmouldforthermosetsflash mouldsemi-positive mouldpositive mould portable compression mouldportable transfer mouldfixed compression mould fixed transfer mouldrunner less mouldhotrunner mouldwarm runner mould die-casting diedie sets diesets withspringguide plateback pillar[post]setsdia gonal pillar[post]setscenter pillar[Post]sets fine blanking die setssliding guide die setsanti-friction bearing die setsuniversal die setsstandard mould baseshot formingdrawing ratiodrawing rateforming limitlimit drawing ratioforming limit diagramhydro formingextrudingspring backroll directionyield pointyield stressskin passstraighting(1eveling)n valuepunchpiercing punchblanking punchbending punchforming punchdrawing punchdie blocksolid die blocksocket die blockyoke die blockinsert die blockdie(t001) ?cutting die(t001)blanking die(t001)piercing die(t001)bending die(t001)forming die(t001)drawing die(t001)compound die(t001)progressive die(t001)fine blanking die(t001)transfer die(t001)die(toot)life coils die shut height feeding height(pass line)yield ratio roller feeder grip feederworking elementslocating elements;elementsfor clampingandstrippingguide elementsretaining elementspunchmatrixpunch-matrixinsertsectionlocating[gauge]pmlocating platestoppingpilot pinstock guide railpitch punchstop block for pitch punchfinger stopping blockside-push platelimited blocklimited poststripper plateejectorejector pinelector plateejector tie rodknockout pinkickerkicker pinstripper bolttie rodpressure[cushion]pinsupporting [Pressure]platescrap cuttercushionstock supporting platepressure plateblank holderserrated ringguide pillars[post]guide bushesguide plateslide plate air feedercam feeder die cushion()stripperfixed strippermovable strippersolid strippermulti stripper insert stripperquick die change multistation diesingle station diedie set upper die setlower die set guidepostguide bushejector ejector pinsub guidepost sub guide bush stopper punch plate()lift pin die plate cam ()pilot pinmisfeederlimit switchguide plateguide blockguide pin die clearancedrawing ratebridgecarrier pressure pindie shank dowel pinpunch backing plate die backing platestripper backing plate kicker pin hookwear platespring guide platecagepunch holder[upper shoe]die holder [low shoe]punch platematrix platebacking plateside[slide]corethread plug[threaded core]threading[threaded cavity]insert(for moulding)sprue bush[sprue bushing)spreaderloading chamber [transfer pot]force[pot ]plunger sprue pullersprue puller, z-shapedsprue puller ball headed sprue puller ,conical headedrunner puller[runner lock pin]support pillar ejector housing[mould base leg]angle pin [finger cam]slide[camslideslide guide stripheel[wedge]block dog-leg cam.angled-lift splits guidepillar,straight[straight leader pin]guide pillar, shouldered[shoulderleader pin]setscrewheel block ()burrstrip layoutblank layoutidle stagelancehourglass lancecircular lancefeed pitchdirect pilotindirect pilotblank layoutside cutfinite element methodwire frametool path bill of materialComputer AidedDesign(CAD/ComputerAidedanufacture(CAM)postprocessor? DirectNumerical Control(DNC)ComputwerNumericalontrol(CNC)manual programmingautomatic programmingsurface modelso1id modelshim platebackup plateflat washer Assembly lineLayoutConveyerRivet tableRivet gunScrew driverElectric screw driverPneumatic screw driverworktable front plate rear plate chassis |'∫?si|bezel panel power button reset button Hi-pot test of SPS Voltage switch of SPS SOPOOBAfit together fasten ()fixture ()pallet barcodebarcode scannerfuse together fuse machinerepairoperatorQCsupervisorMEMT cosmetic inspectinner parts inspectthumb screwlbs.inchEMI gasketmaterial check listwork celltrolleycartonsub-lineleft forkpersonnel resource departmentproduction departmentplanning departmentQC Sectioncommon equipmentuncoiler and straightenerto move, to carry, to handle be put in storagepack packingto apply oilto file burrfinal inspection to connect materialto reverse materialT-slot Ttool for lathetool point angletool posttosecan trimmingwaffle die flatteningwiperwrenchanalog-mode devicedie lifterargon weldingpedalstopperflow boardhydraulic handjackforkliftpalletglove(s)glove(s) with exposed fingersthumbforefinger alcohol containerhead of screwdriversweepermop vaccum cleanerraggarbage container garbage cangarbage bag chain jack production line chain magnetizer lamp holder to mop the floor to clean the floor to clean a table air pipe packaging tool packaging automatic screwdrivermidfinger ring fingerlittle fingerband-aidiudustrial alcohol thickness gaugegauge(or jig)power wire buzzle()upward extrude scoredownward extrude locator()() positive pressing nut(screw)(standoff)counter sink()() negative pressing nut(screw)(standoff)upward bump positive counter sink downward bumpnegative counter sink upward halt-shearupward threaded hole downward halt-sheardownward threaded holehalt-shearupward folding and flattening ground symboldownward folding and flattening standoffspot weld() through hole silk screen,draw,extrudetap pierce(piercing)offset deformation() hemform(forming),upward draw,form bump, downward draw,formrivet enlarge hole specification mark amountcharacter instruction()enlarge hole self-chinching all round burr set-headrivet finishdowel pin hook closed-end rivet weld linefastener,plastic,push-typepresure sensitive adhesive tie wrap,nylon hardwaregasket,foam,emilabeling gasket,becu,emi paint button-head screwplating nut flushnameplate flush,self-clinching packing fix screwsheet metal partsassembly plastic parts,sink mark open-end rivet / /jack / /fsnr,cap,scr / /()thick,charactor spring slice corner chassisnut self-clenchingbracket toggle lock horsing cali per base ' 'stamp letter ' 'deburr ' 'farside ' 'inside ' 'blank(blanking) ' 'remove---;--->;>>INSERT;>KO>;>>(B) ;>>()>>>>>>B>A>>>>>>AB>>--------()----------------------------=====O=K.O——————POM——PC——SAN——PMMA ——PL——————0.01mm=1=,1u=0.001MM=/=:=spanner=“--”========ABS()POM GPPSHIPS PEPA PCPP PMMA()K(K BS 1.005)()---------()----------------------------------------------------------------A--B------------O--45#,40 CrMn Mo 7 =718NAK80X 40 CrMo V51=ASSAB8407SKD61X42 Cr 13=ASSAB S-136ESRX 36 Cr Mo 17=ASSAB S-136H,>>>INSERT>KO>>>(B)>>>>>>>>B>A>>>>>>AB>>。
模具基础英语

波子弹弓:ball catch
复位键、提前回杆:early return bar
气阀:valves
斜导边:angle pin
术语:terms
承压平面平衡:parting surface support balance
模排气:partinglineventing共2页:上一页12下一页tips:感谢
司筒:ejector sleeve
司筒针:ejector pin
推板:stripper plate
缩呵:movable core,return core core puller
扣机(尼龙拉勾):nylon latch lock
斜顶:lifter
模胚(架):mold base
上内模:cavity insert
模具基础英语
模具基础英语大家都会吗?都知道模具基础英语有哪些吗?下面,小
编为大家分享模具基础英语,希望对大家有帮助!
模具零件:mold components
三板模:3-plate mold
二板模:2-plate mold
边钉/导边:leader pin/guide pin
边司/导套:bushing/guide bushing
扣鸡:parting lock set
推杆:push bar
栓打螺丝:S.H.S.B
顶板:eracuretun
活动臂:lever arm
分流锥:spure sperader
水口司:bush
垃圾钉:stop pin
隔片:buffle
弹弓柱:spring rod
弹弓:die spring
模具常用语中英文对照

以下是30 个模具常用语的中英文对照:1.模具:mold2.模具设计:mold design3.模具制造:mold manufacturing4.模具加工:mold processing5.模具寿命:mold life6.模具维护:mold maintenance7.模具成本:mold cost8.模具材料:mold material9.模具结构:mold structure10.模具零件:mold part11.模具装配:mold assembly12.模具调试:mold debug13.模具成型:mold forming14.模具分型面:mold parting surface15.模具型腔:mold cavity16.模具型芯:mold core17.模具滑块:mold slider18.模具斜顶:mold lifter19.模具顶针:mold ejector pin20.模具冷却系统:mold cooling system21.模具浇注系统:mold gating system22.模具排气系统:mold venting system23.模具尺寸公差:mold dimensional tolerance24.模具表面粗糙度:mold surface roughness25.模具硬度:mold hardness26.模具钢:mold steel27.模具加工工艺:mold processing technology28.模具检测:mold inspection29.模具修改:mold modification30.模具报废:mold scrap。
模具术语中英文对照表

模具术语中英文对照表模具是制造行业中重要的零部件之一,不同的国家或地区对于模具的称呼和术语有着不同的表述。
下面是模具术语的中英文对照表,供大家参考。
一、模具结构及零部件1.凸模:punch/upper die2.凹模:die/lower die3.合页模:hinge die4.活动凸模:movable punch5.固定凸模:fixed punch6.活动凹模:movable die7.固定凹模:fixed die8.下座:bottom plate/bottom clamping plate9.定位销:locating pin10.定位套:locating sleeve/bushing11.导柱:guide pillar12.导套:guide bush13.顶杆:ejector rod/knockout rod14.顶针:ejector pin/knockout pin15.顶出板:ejector plate/knockout plate16.压簧:compression spring17.弹簧:tension spring18.滑块:slide block19.顶针板:ejector plate/knockout plate二、模具材料1.冷/热作模钢:cold/hot work die steel2.合金工具钢:alloy tool steel3.模具钢:mould steel4.不锈钢:stainless steel5.硬质合金:hard alloy/cemented carbide6.铝:aluminum7.铜:copper8.铜合金:copper alloy9.镁合金:magnesium alloy三、模具表面处理1.硬化:hardening2.淬火:quenching3.氮化:nitriding4.喷涂:spraying5.镀铬:chrome plating6.抛光:polishing7.喷砂:sandblasting四、模具制造工艺1.车削:turning2.铣削:milling3.磨削:grinding4.电火花加工:electric discharge machining (EDM)5.线割加工:wire-cut EDM6.钻孔:drilling7.铰孔:reaming8.螺纹加工:threading9.组装:assembly10.检验:inspection以上是模具术语的中英文对照表,本表可供参考,希望对有需要的读者有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具基本结构外文翻译毕业设计(论文)外文资料翻译学院(系):专业:姓名:学号:外文出处: Basic Underfeed Mould附件: 1.外文资料翻译译文,2.外文原文。
指导教师评语:签名:年月日附件1:外文资料翻译译文模具基本结构模具由三个基本部分组成,分别是动模部分、浮动型腔板和定模板,如图1所示。
动模部分包括动模板组件,支撑块,支撑板,推出机构和顶杆推出系统。
这样设计的动模部分与最基本的模具结构中的动模部分相同。
浮动型腔板通过导柱(图1中没有示出)固定在定模板上,设计形式可以是整体式,也可以是嵌入式。
导柱必须有足够的长度,(以便模具工作时)支撑浮动型腔板完成开合动作,并在模具合模时完成对型腔和型芯的找正作用。
导套分别安排在动模板和浮动型腔板上。
浮动型腔板的最大运动距离由限位钉或类似装置控制。
在动模板的适当位置钻孔,以便安装限位钉。
限位钉必须有足够的长度,为定模板和浮动型腔板之间提供足够的空间,从而使浇注系统凝料顺利脱落。
如果必须使用手动方式取出凝料,开模时凝料所需的最小距离应为65mm。
模具的开模顺序是:浮动型腔板和定模板先分开,确保模具打开时浇注系统凝料立即从浇口套中脱出。
为实现这样的顺序,定模板和浮动型腔板之间装有弹簧。
弹簧的弹力必须是够大,确保在初始推力的作用下浮动型腔板跟随动模部分一起运动。
弹簧套在导柱上,一同装在浮动型腔板上相应的弹簧座处(如图2所示),这种形式在弹簧装配中十分常见。
浇注系统的主要部分(分流道和主流道)开设在定模板上,为便于自动操作,分流道应采用梯形截面,以便脱出系统凝料。
注意,如果采用圆形分流道,分流道的一半开设在浮动型腔板上,开模时,分流道可能留在浮动型腔板,并阻碍凝料的脱落或去除。
现在,我们将详细讨论模具装配,先看这类模具的生产循环过程。
熔体经过浇注系统充满型腔后(如图1(a)所示),经过适当的保压过程,注塑机带动,模具开模。
压缩弹簧的弹力立即释放出来,推动浮动型腔板和动模部分一起移动,如同前面论述的一样。
主流道凝料被拉料杆从浇口套中拉出。
浮动型腔板移动预定距离后,被限位钉限位。
动模部分继续后移,塑件由于收缩作用包裹在型芯上从型腔中脱出(跟随动模一同移动)。
点交口在结合处拉断,与分流道脱离(如图1(b)所示)。
安装在动模部分的拉料杆脱离浮动型腔板,浇注系统凝料由此脱下,然后在浮动型腔板和定模板之间自由落下。
动模部分继续后退,知道推出机构开始运动,推出塑件(如图1(c)所示)。
合模时,模具的各模板回到成型位置,重复下一个注塑循环。
前面的章节讨论了基本的两板式模具,其注塑成型的原理是,在压力作用下,熔体通过浇注系统注入模具型腔形成塑件。
然而,两块模板本身并不构成模具的全部设计内容,因为塑件成形后没有办法取出塑件,(要想生产塑件)因为必须手动脱模。
此外,所有热塑性熔体凝固时都会收缩,这意味着塑件将包罩在型芯上。
收缩存在)困难。
生产中,为使塑件脱离型芯,必须使用某种脱模方式。
作用使塑件脱模(下面将讨论不同的脱模方式。
注塑机为推出系统提供了自动推出力,其推出动力装置安装在注塑机移动板的后面。
因此,模具的推出系统安装在动模部分将获得最大效率。
例如,这部分(可以)安装在移动模板上。
我们在前面章节中论述了需要从型芯上推下塑件,因此,塑件必须跟随型芯(一同移动),推出系统装在动模部分最为告适。
模具的推出系统将在以下三个标题中讨论,即:(i)推出直架;(ii)推板装配机构;(iii)推出方式。
推出支架推出支架是模具的一部分,用来主撑模板,并为推板的装配和运动提供空间。
推出支架通常由动模座板和几块支撑块组成,支撑块安装在动模座板上,且便于加工成型。
推出支架有三种设计形式:(i) 同轴的推出支架;(ii) 框状推出支架;(iii) 圆形支架。
推板装配机构推板装配机构也是模具的一部分,用来安装推出零件。
推板提配机构安装在推极支撑架内,直接披在模板后面。
装配机构由推板、推板固定饭和注塑机顶出杆组成。
注塑机顶出杆一端带有螺纹。
通过螺纹紧固在推板上。
在这种结构中,顶出杆的作用不仅是推出零件,而且顶杆上直径相等的部分通过顶出杆套筒,套筒去藐在模具座板上。
在更详细讨论模具推出方式之前,我们了解一下推出机构是如何工作的。
模具安装在注塑机的移动台板上。
台板左侧是注塑机推动杆。
推动抖的位置是可以调整的,以适应不同的“推出力”。
当移动台极向左移动时,开模,在推动的作用下模具推杆运动。
整个模具推件装配机构的装配如图1(b)所示。
动模的其余部分(例如推板和推出支架)继续向左运动,直到模具完全打开(如图1(c)所示)。
为使推出元件起作用,推板装配板和模板之间必须存在相对运动。
推出方式塑件冷却后,其收缩状态取决于塑料熔体的成型过程。
例如,对于内部不带有其他形状的塑件和实芯矩形件,塑件的收缩作用使其脱离型腔壁,因此,可以采用简单的脱模方式(推出塑件) 。
然而,若塑件具有内部形状,冷却收缩时塑件将包紧在型芯上,因此,有必要采用一些适当的方式推出塑件。
设计时有几种方式可供选择,但是,总的说来,选择哪种推出形式取决于塑件的形状。
基本的推出方式有以下几种:(i)推杆脱模;(ii)推管脱模;(iii)推件板脱模;(iv)气动脱模。
定模部分的推出机构尽管推出机构通安装在在模具的动模部分,但这种方式并不总是可行的。
考虑到箱形塑件的表面质量,浇口必须设置在塑件内部。
这种情况下,型芯和推出系统安装在定模部分,模具具有一定的复杂性。
首先,推出支架和推板装配板安装在定模板后面,这将极大地增加模具高度。
因此,熔体从喷嘴射出后要经过较长的距离(才能进入型腔)。
然而,为缩短这段长度,浇口套(必须)较深地进入模板内,装配结构如图例,这就必须使用特殊的延伸式喷嘴。
其次,注塑机的定模部分并不能提供任何驱动推出系统工作的动力装置,这就意味着动力机构必须与模具设计成一体。
尽管在上面“推出方式”中讨论的所有推出方式都能安装在模具的定模部分,但是在设计时应根据具体情况选择适合的方式。
拉料杆开模时,流道凝料必然从浇口套中拉出。
对于单腔模具,熔体沿着主流道直接进入模具型腔。
开模时,塑件脱离型腔,浇道凝料也一同脱出。
对于带有基本浇注系统的的多腔模具,每次开模时浇道凝料很可能滞留在浇口套中,必须用手工去除熔体凝料。
为避免这种情况,设计时总会考虑安装浇道凝料拉出机构。
普通的拉料方式是利用推杆顶部加工的凹陷拉料,或者利用主流道入口处的凹陷拉料,该处凹陷与主流道的(锥度)方向相反。
熔体进入凹陷后,(冷却)凝固,开模时,(这部分凝料)能够提供足够大的阻力以拉出浇道凝料。
拉料杆有两种基本形式。
一种是在冷料井递补加工出空间,这种方式适合在分型面下部使用。
另一种是在拉料装置的顶部加工出适当的形状,该方式适合在分型面上部使用。
为区分两种基本拉料方式,我们分别用方式A和方式B表示。
整体式型腔和型芯板当型脏就型芯由-块大的钢扳或钢块加工而成,或者铸成一体,不需使用主撒件而形成一块模板时,就构成整体式型腔板或型芯板。
这种设计因具有强度高,尺寸小和成本低的特性,而主要应用在单型腔模具中。
整体式型腔和型芯一般不用在多型腔模具中,因为(多型腔模具)设计时必须考虑一些其他因素,例如安装组合镶件等。
在模具制造的众多方法中,用于加工整体式型腔就型芯板的方法主要有两种:(a)使用传统机床对粗锻钢材坯料直接加工,(b)利用精确的熔模铸造技术将坯料加工成型腔和型芯。
用于制造型腔和型芯的坯料经常需要特殊工艺的处理。
通常,4.25%的镍铬合金钢(BS970-835M30)是生产整体式模板的指定材抖,这时采用直接的机加方式。
精确的熔模铸造常常用来加工高铬钢。
镶拼式型腔和型芯对于成型部位复杂的模具和多腔模具,也像整体式模具那样用一块钢材加工型腔和型芯并不容易。
(如果采用整体式结构)加工顺序和操作过程将变的非常复杂,成本也高。
因此镶拼式装配方式替代了整体式。
镶拼式型腔是用小钢块加工而成。
加工后的小钢块作为镶件,形成公模(型芯)部分的称为型芯嵌件,相反的,形成母模(型腔)部分的称为型腔嵌件。
然后,把这些镶件牢固地安装在被称为垫板的孔中,垫板由实心钢板或钢块加工而成。
这些安装孔有的是由垫板的局部凹陷形成,有的是垫板直接加工而成。
在后一种方式中,点半后部还要增加一块模板,起加固作用,确保镶件安装到位。
附件2:外文原文Basic Underfeed MouldA simple mould of this type is shown in Figure 3-1, the mould consists of threeasic parts, namely: the moving half. The floating cavity plate and the feed plate, brespectively.The moving half consists of the moving mould plate assembly, support blocks, backing plate, ejector assembly and the pin ejection system. Thus the moving half in this design is identical with the moving half of basic moulds.The floating cavity plate, which may be of the integer or insert-bolster design, is located on substantial guide pillars (not shown)fitted in the feed plate. These guide pillars must be of sufficient length to support floating cavity over its full movement and still project to perform the function of alignment between the cavity and core when the mould is being closed. Guide bushes are fitted into the moving mould plate and the floating cavity plate respectively.The maximum movement of the floating cavity plate is controlled by stop bolts or similar devices. The moving mould plate is suitably bored to provide a clearance for the stop bolt assembly. The stop bolts must be long enough to provide sufficient space between the feed plate and the floating cavity plate easy removal of the feed system. The minimum space provided for should be 65mm just sufficient for an operator to remove the feed system by hand if necessary.uence is for the first daylight to occur between the floating The desired operating seqcavity plate and the feed plate. This ensures the sprue is pulled from the sprue bush immediately the mould is opened. To achieve this sequence, springs may be incorporated between the feed p1ate and the floating cavity plate. The springs should be strong enough to give an initial impetus to the floating cavity plate to ensure it moves away with moving half. It is normal practice to mount the springs on the guide pillars (Figure 3-2) and accommodate them in suitable pockets in the floating cavity plate.The major part of the feed system (runners and sprue) is accommodated in the feedplate and to facilitate automatic operation the runner should be of a trapezoidal form sothat once it is pulled from the feed plate is can easily be extracted. Note that if a roundrunner is used, half the runner ìs formed in the floating cavity plate, where it wouldremain, and be prevented from falling or being wiped clear when the mould is opened.Now that we have considered the mould assembly in some detail, we look at thecycle of operation for this type of mould.-1 (a)) and, after a suitable The impressions are filled via the feed system (Figure 3dwell period, the machine platens commence to open. A force is immediately exerted bythe compression springs, which cause the floating cavity plate to move away with themoving half as previous discussed. The sprue is pulled from the sprue bush by the spruepuller. After the floating cavity plate has moved a predetermined distance it is arrested bythe stop bolts. The moving half continues to move back and the moldings, having shrunkon to the cores, are withdrawn from the cavities. The pin gate breaks at its junction withthe runner (Figure 3-1 (b)).The sprue puller, being attached to the moving half, is pulled through the floatingcavity plate and thereby releases the feed system which is then free to fall between thefloating cavity plate and the feed plate. The moving half continues to move back until theejector system is operated and the moldings are ejected (Figure 3-1 (c)). When the mouldis close the respective plates are returned to their moldingposition and the cycle isrepeated.The previous chapter dealt with the two-part mould in which amolding is formed by injecting a plastics melt, under pressure, into an impression via a feed system. The two parts by themselves, however, do not constitute an efficient design as no means are incorporated for removing the molding once it is made. It must therefore be removed manfully.Furthermore, all thermoplastics materials contracts as they solidify, which means that the molding will shrink on to the core which forms it. This shrinkage makes the molding difficult to remove.It is normal practice, therefore to provide some means by which the molded part can be positively ejected from the core, and this chapter deals with the various methods which are used.Facilities are provided on the injection machine for automatic actuation of an ejector system, and this is situated behind the moving platen. Because of this, the mould’s ejector system will be most effectively operated if placed in the moving half of the mould, i.e the half attached to the moving platen. We have stated previously that we need to eject the molding from the core and it therefore follows thatthe core too, will most satisfactorily be located in the moving half.The ejector system in a mould will be discuss under three headings, namely: (i)the ejector grid; (ii) the ejector plate assembly; and (iii) the method of ejection. Ejector gridThe ejector grid is that part of the mould which support the mouldplat and provides a space into which the ejector plate assembly can befitted and operated. The grid norma1ly consists of a back plate (clamp plate ) on to which is mounted a number ofconveniently shaped ‘support blocks’.There are three alternative designs:(i) The in-line ejector grid;(ii) The frame-type ejector grid;(iii)The circular support block grid.Ejector plate assemblyThe ejector plate assembly is that part of the mould to which the ejector element is attached. The assembly is contained in a pocket, formed by the ejector grid, directly behind the mould plate. The assembly consists of an ejector plate a retaining plate and ejector rod. One end of this, latter member is threaded and it is screwed into the ejector plate (see cross-section view). In this particular design the ejector the functions not only as an actuating member but also as an ejector rod passes through an ejector rod bush fitted in the back plate of the mould.Before proceeding to discuss the undivided parts in more detail, let us consider how this assembly is actuated. The mould is mounted on the moving platen of the injection machine. To the left of the moving platen is the machine's actuating rod. This member can be adjusted to allow for various alternative ‘ejector strokes’. When the moving platen is caused to move to the left, and the mould opens, the mould's ejector rod at some point of the stroke strikes actuating rod. The entire ejectorplate assembly is arrested as shown at (b). The remainder of the moving half (i.e the mould plate and the ejector grid) continue to move to the left until the opening stroke is complete (c). This relative movement between the ejector plate assembly and the mould plate is necessary to operate the ejector element.Ejection techniquesWhen a molding cools, it contracts by an amount depending on the material being processed. For a molding which has no internal form, for example a solid rectangular block, the molding will shrink away from the cavity walls a shown , thereby permitting a simple ejection technique to be adopted.However , when the molding has intema1 form, the molding, as itcools , will shrink onto the core and some positive type of ejection is necessary.The designer has several ejection techniques from which to chose,but in general, the choice will be restricted depending upon the shape of the molding. The basic ejection techniques are as follows :(i) pin ejection; (ii)sleeve ejection;(iii) bar ejection; (iv)blade ejection; (v)air ejection; and (vi)stripper plate ejection.Ejection from fixed halfWhile it is generally desirable to situate the ejector system in the moving half of the mould this is not always practicable. Consider the case of a box-type comment which must, for reasons of appearance, begated from the inside. In this case the core and the ejector system are mounted on the fixed mould half. Now this presents certain complications.First, to incorporate an ejector grid and ejector assembly behindthe fixed mould plate causes this mould half to be excessively deep. Because of this the melt has to travel a long distance from machine's nozzle. This distance can be minimized, however, by sinking the sprue bush deep into the mould plate assembly as illustrated, though this necessitates using an apical extension nozzle.Second facilities are not normally provided on the machine for actuating any type of ejector system from the fixed mould half side.This means that the actuating mechanism must be incorporated in themould design.While any of the ejection techniques discussed in section 3.4 can be incorporated in the fixed half, certain of these techniques are moreeasily incorporated than others. Sprue pullersWhen the mould opens it is essential that the sprue is pulledpositively from the sprue bush. With single-impression moulds the sprue feeds directly into the base of the component and the sprue is pulled at the same time as the molding is pulled from the cavity.For multi-impression moulds using a basic feed system the spruewould probably be left in the sprue bush each time the mould was opened. This would necessitate a manual operation to remove the unwanted sprue.To avoid this undesirable feature, an arrangement for pulling the sprue should always be incorporated in the design.The common sprue pulling methods utilize undercut pin or an undercut recess situated direct1y opposite the sprue entry. The plastics material which flows into the undercut, upon solidifying , provides sufficient adhesion to pull the sprue as the mould is opened.There are two basic designs of sprue puller in one the undercut is produced within the cold slug well region, and is situated below the parting surface the second design, the undercut portion of the spruepul1ing device is situated above the parting surface. To differentiate between these two basic types, we designate them type A and type B respectively.Integer cavity and core platesWhen the cavity or core is machined from a large plate or block of steel, or is cast in one piece, and used without bolstering as one of the mould plates, it is termed an integer cavity plate or integer core plate. This design is preferred for single-impression moulds because of the strength, smaller size and lower cost characteristics. It is not used as much for multi-impression moulds as there are other factors such as alignment which must be taken into consideration.Of the many manufacturing process available for preparing mouldsonly two are normally used in this case. These are (a) a direct machining operation on a rough steel forging or blank using the conventional machine tools, or (b) the 'precision' investment casting technique in which a master pattern is made of the cavity and core. The pattern is then used to prepare a casting of the cavity or core by aspecial process. A 4.25% nickel-chrome-molybdenum steel (BS970-835M30) is normally specified for integer mould plates which are to be made by the direct machining method. The precision investment casting method usually utilizes a high-chrome steel.Inserts cavity and coreFor moulds containing intricate impressions, and for multi-impression moulds, it is not satisfactory to attempt to machine the cavity and core plates from single blocks of steel as with integer moulds. The machining sequences and operation would be altogether too complicated and costly. The insert-bolster assembly method is therefore used instead.The method consists in machining the impression out of small blocks of steel. These small blocks of steel are known, after machining, as inserts, and the one which forms the male part is termed the core insert and, conversely, the one which forms the female part the cavity insert. These are then inserted and securely fitted into holes in a substantial block or plate of steel called a bolster. These holes are either sunk part way or are machined right through the bolster plate. In the latter case there will be a plate fastened behind the bolster and this secures the insert in position.。