控制计划-中英文
控制计划Control Plan
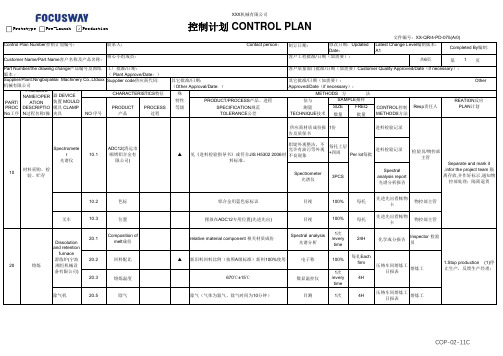
制订日期:共6页第1页SPEC特殊CHAR特性PRODUCT/PROCESS产品、进程EVALUATION/评估与PRODUCT PROCESS CLASS等级SPECIFICATION规范MEASUREMENT测量SIZE FREQ CONTROL控制产品过程TOLERANCE公差TECHNIQUE技术数量批量METHODS方法供应商材质成份报告及质保书1份进料检验记录铝锭外观整洁,不允许有油污等外观不良现象每托上层+四周进料检验记录10.2色标铝合金用蓝色标标识目视100%每托先进先出看帐物卡物控部主管叉车10.3位置摆放在ADC12专用位置(先进先出)目视100%每托先进先出看帐物卡物控部主管20.1Composition ofmelt成份relative material component 相关材质成份Spectral analysis光谱分析1次/everytime24H化学成分报告Inspector 检验员20.2回料配比▲新旧料回料比例(按照A级标准)新料100%使用电子称100%每扎Eachfirm20.3熔炼温度670℃±15℃数显温控仪1次/everytime4H除气机20.5除气除气(气体为氮气、除气时间为10分钟)目测1次4H 压铸车间熔炼工日报表熔炼工Customer Name/Part Name客户名称及产品名称:核心小组成员:客户工程批准/日期(如需要):Part Number/the drawing change产品编号及图纸版本:工厂批准/日期:( Plant Approve/Date:)客户质量部门批准/日期(如需要)Customer Quality Approved/Date(if necessary):控制计划 CONTROL PLAN文件编号:XX-QR/4-PD-075(A/0)Control Plan Number控制计划编号:联系人: Contact person:修改日期:UpdatedDate:Latest Change Level编制版本:A1Completed By编制:Supplier/Plant:Ningbojialilai Machinery Co.,Ltdxxx 机械有限公司Supplier code供应商代码:其它批准/日期:(Other Approval/Date: )其它批准/日期(如需要): OtherApproved/Date(if necessary):PART/ PROC No工序PROCESSNAME/OPERATIONDESCRIPTION过程名称/操MACHINE机器 DEVICE装置 MOULD模具 CLAMP夹具CHARACTERISTICS特征METHODS 方法NO 序号SAMPLE抽样Resp责任人REATION反应PLAN计划10材料采购、检验、贮存Spectrometer光谱仪10.1ADC12(清远市顺博铝合金有限公司)20熔炼Dissolutionand retentionfurnace溶炼炉(宁波湘恒机械设备有限公司)1.Stop production (1)停止生产,反馈生产经理;压铸车间熔炼工日报表熔炼工▲见《进料检验指导书》或符合JIS H5302 2006材料标准。
常用英文—控制计划
控制计划(Control plan)Prototype 样本 Pre-Launch 试生产 Production 生产Latest change level 最新更改水平part name/description 零件名称/描述supplier/ plant 供方/工厂supplier code 供方代码key contact/phone 主要联系人/电话core team 核心小组supplier/plant approval/ date 供方/工厂批准/日期other approval/ date(if Req’d)其它批准/日期(如需要) date(orig.) 日期(编制)customer engineering approval/date (if Req’d)顾客工程批准/日期(如需要) customer quality approval/date (if Req’d)顾客质量批准/日期(如需要) other approval /date(if Req’d)其它批准/日期(如需要) date (Rev.) 日期(修订)part /process number 零件/过程编号process name/operation description 过程名称/操作描述machine, device, jig, tools for Mfg. 生产设备Characteristics 特性Special Char. Class 特殊特性分类product/process specification /tolerance 产品/过程规范/公差method 方法evaluation / measurement technique 评价/测量技术sample 样本Freq=frequency 次数reaction plan 反应计划Approve 批准Operation Description 操作描述Specification/Tolerance 规范/公差01) Receiving inspection 进货检查02) 过程控制 Process ControlOperation Description操作描述Assemble 装配Blower 风机Heater coil 加热芯体Water Hose 热水胶管Evaporator coil 蒸发芯体water valve 水阀wire harness 线束cover plate 盖板Metal cover 金属盖子Plastic cover 塑胶盖子Sponge 海绵plastic parts 塑料件Washer 垫圈Screw 螺丝Bolt 螺栓nut 螺母front plate 前板rear plate 后板resistance 电阻beacon 警示灯coolant 冷却液self tapping screw 自攻螺丝to tight a bolt 拧紧螺栓to loosen a bolt 拧松螺栓punched hole 冲孔add lubricant oil 加润滑油argon welding 氩焊to move, to carry, to handle搬运be put in storage 入库packing 包装barcode 条形码fuse together 熔合processing, to process加工delivery, to deliver 交货easily damaged parts 易损件standard parts 标准件to lubricate 润滑spring 弹簧Machine, device, jig, tools for Mfg. (机器,装置,夹具,工装)生产设备fixture 夹具(治具)Torque Wrench 扭矩扳手Device 装置ATE:Automatic Test Equipment 自动测试设备Driver 螺丝起子Ammeter, galvanometer 电流表Voltmeters 电压表Solder iron 电烙铁Caliper 游标卡尺Oven 烤箱Rivet machine 拉钉机Rivet gun 拉钉枪Screw driver 起子Electric screw driver 电动起子Hydraulic machine 液压机Pneumatic screw driver 气动起子automatic screwdriver 电动启子barcode scanner 条形码扫描仪fuse machine/heat stake 热熔机calculagraph 计时器air gun 气枪Tap 丝锥pressure gauge 压力表tape measure 卷尺Multimeter 万用表Product/Process Characteristics 产品/过程特性Appearance 外观Performance 功能Orientation 方向Thickness 厚度Width 宽度Performance 功能Position 位置Type 型号Sealing 密封性DIM:Dimension 尺寸Specification 规格Type 型号Wind fliud 风向Vibration 振动Abnormal sound 异音Current 电流On-off Control 通断控制Torque 扭矩Pressure 压力Specification/Tolerance 规范/公差cosmetic inspection 外观检查inner parts inspection 内部检查exposed metal/bare metal 金属裸露cosmetic defect 外观不良lack of painting 烤漆不到位slipped screw head/slippery slipped thread滑丝missing part 漏件wrong part 错件oxidation 氧化defective threading 抽芽不良poor staking 铆合不良blister 气泡angular offset 角度偏差dent 压痕slug mark 压痕scratch 刮伤deformation 变形filings 铁削defective label 不良标签abrasion 磨损Breaking. (be)broken,(be)cracked 断裂nick 缺口speck 瑕疪shine 亮班splay 银纹gas mark 焦痕delaminating 起鳞speckle 斑点mildewed =moldy = mouldy 发霉burr(金属)flash(塑件) 毛边excessive gap 间隙过大grease/oil stains 油污inclusion 杂质shrinking/shrinkage 缩水mixed color 杂色fold of packaging belt 打包带折皱painting make-up 补漆discoloration 羿色water spots 水渍impurity 杂质Inclusion 杂质Mismatch 错位failure, trouble 故障rust 生锈peel 脱漆Contamination 脏污Gap 间隙label error 标签错误Missing label 漏贴rejection criteria 拒收标准Suspected rejects 可疑庇abrasion 损伤、磨损Texture surface 印花纹表面Streak 条纹stains 污点Blotch 斑点discoloration 脱色dirt grime 灰尘blush 毛边薄膜sink 下凹Hickey 漏漆labels and logos 贴纸与商标Configuration labels 组合贴纸corrugated container 瓦摆纸箱Delaminating 脱层splattering 散点Gouge 锉孔puckering 折痕Damage 损伤Scratch 刮伤Loosing 松动Leakage 泄漏fasten 锁紧(螺丝) fit together 组装在一起Evaluation / measurement technique 评价/测量技术Visual (check)目测Touch manually 手感Listen 耳听Sample 样本Each batch 每批Once a day 每天一次Continuous 连续Once every operation 每次开机Each shift 每班Control Method 控制方法FAI first article inspection 首件检查Sample/spot inspection 抽检(点检)100%/full inspection 全检Operator inspection(check) 自检Patrol inspection 巡检Last article inspection 末检SPC control SPC控制Reaction plan 反应计划Review 评审Reword 返工Repair 返修to return delivery to. to send delivery back to return of goods退货scraped 报废Separate 隔离final-inspection 终检(成品监查)。
控制计划control-plan
27.3 为了达到过程控制的有效性,应不断评价控制
方法以达到其有效性,例如:当出现过程或过
程能力的重大变化时,应对控制方法进行评
价。
.
16
27.4 在选择控制方法时,应把重点放在: ◆ 满足所有顾客的要求; ◆ 控制过程,而不是产品; ◆ 预防而不是发现; ◆ 把目标定在自然容限,而不是产品规格容限; ◆ 防错而不是检验; ◆ 管理控制方法。
.
2
4、控制计划(CP)的目的: 提供结构性的途径;最大限度地减少过程和产品变 差;使控制计划在整个产品寿命周期中得到保持和 使用,确保按顾客的要求制造出优质的产品。
5、控制计划(CP)实施的时机和范围:
公司内所有的产品(包括:新产品和常规产品-老 产品和旧产品) 6、控制计划对用来最大限度减少过程和产品变差的体系 作了简要的书面描述。控制计划不能替代包含在详细的 操作者指导书中的信息。
重 级 失效 度 过程
度 别 起因 数 控制
S
/机理 O 预防
现行 过程 控制 探测
风 探险 测顺 度序 D数
RPN
建议 措施
责任及
目标 完成 日期
措施结果
严 频 探 风险 采取的 重 度 测 顺序
措施 度 数 度 数 S O D RPN
零件/ 过程 编号
过程 名称/ 操作 描述
机器、
装置、 夹具、
.
14
26、样本容量/频率: 当需要取样时,列出相应的样本容量和频率。 ■ 试生产控制计划中的样本容量/频率应比 生产控制计划中的样本容量/频率严。 ■ 注意:抽样原则。 ◆ 采用合理的抽样计划; ◆ 样本应能足于区分特殊原因变差和共 同原因变差。
.
15
Control_Plan控制计划

控制计划--益处 控制计划--益处 --
质量:控制计划方法论减少了浪费并提高了在设计、 质量:控制计划方法论减少了浪费并提高了在设计、制 减少了浪费并提高了在设计 造和装配中产品质量。 造和装配中产品质量。 顾客满意度: 顾客满意度:控制计划集中将资源用于与对顾客来说重 要的特性有关的过程和产品,降低成本。 要的特性有关的过程和产品,降低成本。 交流:作为一个动态文件,控制计划明确并传达了产品 交流:作为一个动态文件,控制计划明确并传达了产品/ 过程特性、控制方法和特性测量中的变化。 过程特性、控制方法和特性测量中的变化。 特性 中的变化
表格栏目说明
表格栏目说明
7) 主要联系人 电话 ) 主要联系人/电话 填入负责控制计划的主要联系人姓名和电话号。 填入负责控制计划的主要联系人姓名和电话号。 8) 核心小组 ) 填入负责制定控制计划最终版本的人员的姓名和电话号。 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有小组 成员的姓名、电话号和地址都包括进所附的分配表中。 成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方 工厂批准 日期 ) 供方/工厂批准 工厂批准/日期 如必要,获取负责的制造厂批准。 如必要,获取负责的制造厂批准。
控制计划--概述 控制计划--概述 --
控制计划不能替代包含在详细的操作 者指导书的信息。 者指导书的信息。 控制计划作为一动态文件, 控制计划作为一动态文件,反映当前 使用的控制方法和测量系统。 使用的控制方法和测量系统。
控制计划--表格 控制计划--表格 --
表格栏目说明
表格栏目说明
1) 样件、试生产、生产 ) 样件、试生产、 表示适当的分类: 表示适当的分类: 样件——在制造过程中,进行的尺寸 在制造过程中, 样件 在制造过程中 测量、材料和性能试验的描述; 测量、材料和性能试验的描述; 试生产——在样件试制后试生产,进 在样件试制后试生产, 试生产 在样件试制后试生产 行的尺寸测量、材料和性能试验的描述; 行的尺寸测量、材料和性能试验的描述; 生产——在正式生产中,产品 过程特 在正式生产中, 生产 在正式生产中 产品/过程特 过程控制、 性、过程控制、试验和测量系统人全面文 件化描述。 件化描述。 2) 控制计划编号 ) 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码( 如适用时,输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第 页共 页) 3) 零件编号、最新更改等级 ) 零件编号、 填入被控制的系统、子系统或部件编号。适用时, 填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近工程更改 等级和/或发布日期 或发布日期。 等级和 或发布日期。 4) 零件名称 描述 ) 零件名称/描述 填入被控制产品/过程的名称和描述 过程的名称和描述。 填入被控制产品 过程的名称和描述。 5) 供方 工厂 ) 供方/工厂 填入制定控制计划的公司和适当的分公司/工厂 部门的名称。 工厂/部门的名称 填入制定控制计划的公司和适当的分公司 工厂 部门的名称。 6) 供方代码 ) 填入按采购机构要求的识别号
控制计划Control+Plan
其途徑是通過一種結構化的方法為總體系設計、選擇和實施增值性的控制方 法。
對最大限度地減少過程和產品變差的體系作簡要的書面描述。 控制計劃不能替代作業指導書。 適用於制造過程和技術的廣泛領域。 控制計劃是總體質量體系不可分的部分,並被用作一個動態文件,和其他文 件合起來使用。 制定控制計劃是質量策劃過程的一個重要階段。需在質量策劃過程的三個階 段制定控制計劃:①.產品設計和開發階段制定樣件控制計劃(對樣件制造過 程中的尺寸測量和材料與功能試驗的描述);②.過程設計和開發階段制定試 生產控制計劃(對樣件研制後批量生產前,進行的尺寸測量和材料、功能試 驗的描述);③.產品和過程確認階段制定生產控制計劃(對控制零件和過程 的體系的書面描述)。
適當時,對所描述的每 一操作識別加工裝備,諸如制造用機器、裝置、夾具或其它工具。
•
18 編號
必要時,填入所有適當文件,諸如(但不限於)過程流程圖、已編號 的記號、FMEA和草圖(計算機繪圖或其它方式繪圖)相互參照用的編號。
版權所有
禁止翻印
14
ISO/TS16949課程培訓教材
控制計劃欄目說明
• 19 產品
零件/ 過程 號
過程 名稱/ 操作 描述
生產 設備 編號
特性 產品 過程
特殊 特性 分類
方法 產品/ 過程 規范/ 公差 評價/ 測量 技術 樣本 容量 頻率 控制 方法
反應 計劃
版權所有
禁止翻印
4
ISO/TS16949課程培訓教材
什麼是控制計劃
• 其目的是協助按顧客要求制造出優質產品。
•
• • • • •
版權所有
禁止翻印
17
ISO/TS16949課程培訓教材
控制計劃檢查表
PPAP中英文报告模板-11.控制计划
Control Plan Category 控制计划类别: A:样品 ISIR B:生产件批准样件 PPAP C:量产 Serial production 责任人 Responsible Person 客户工程确认Customer Engineering Approval (If Required) 日期 Date 填表人 Preparer 日期 Date 修订日期 Revision Date 页数 Page
过程编号 Process Number 10 20 30 40 50 60 70 80 90 100
过程描述 Process Operation Description
生产工具/设备 Tool and Equipment for Manufacturing
版本号 Revision Level
其它确认(如果有需要)Other Approval (If Required)
日期 Date
供应商 Supplier/Plant
供应商代码 Supplier Codeபைடு நூலகம்
工程变更号 Decision / Engineering Change Number
核心小组成员 Core Team Members 特征 Characteristics 工艺序号 No. 产品 Product 加工工艺 Process 关键特征 Key Characteristic 质量指标/ 公差 Specification / Tolerance 测量技术 Measurement Technique 方法 Methods 抽检数量 Sample Size 抽检频次 Sample Frequency 响应措施 控制手段 Reaction Plan Control Method
(完整版)控制计划中英文版
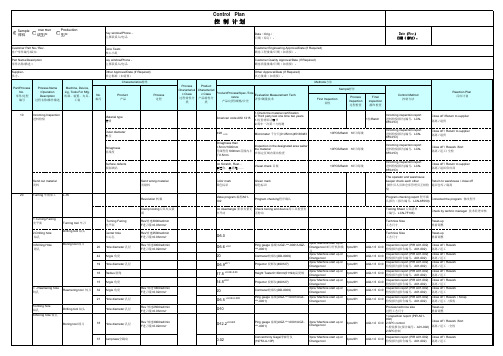
Sample 样件Trial Run试生产Production生产7.Turning OutsideDiameter车外圆Turning tool 车刀4Outside diameter 外径Rev 转速2500rad/min Φ14.03Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Inspection report (PIR A01-Close off / Rework隔离 / 返工Chamfer 倒角F进刀量=0.03mm/r 1.4±0.015Projector 投影仪(490127)3pcs/ Machine start up orChange tool 3只/开机和换刀3pcs/3H AQL1.0 C=01.Inspection report (PIR A01-002)2.SPC control1.检验报告(报告编号:A01-002)2.SPC控制Close off / Rework隔离 / 返工5Outside diameter 外径Φ12.6±0.03Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工1Outside diameter 外径Φ16.18 0/-0.04Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool 3只/开机和换刀3pcs/3H AQL1.0 C=01.Inspection report (PIR A01-002)2.SPC control1.检验报告(报告编号:A01-002)2.SPC控制Close off / Rework隔离 / 返工25Angle 角度45.6°±5°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工8.Cutting Groove 割槽Cutting tool 切断刀2Outside diameter 外径Rev 转速2500rad/minФ 14+0.05Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework /Sort隔离 / 返工/全检38Roughness 粗糙度F进刀量=0.03mm/r Ra1.6Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工11Width宽度 2.2 +0.2/0Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工8Length 长度11.8±0.2Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工41Angle 角度3°±1°Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工26Radius圆弧R0.1 +0.1(2X)Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工9.Cutting off 切断Cutting tool 切断刀17Length 长度Rev 转速2500rad/minF进刀量=0.03mm/r23.4±0.1Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工10.Drilling hole 钻孔Drilling tool 钻头22Inside diameter 外径Rev 转速2500rad/minΦ6+0.1Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工36Concentricity 同轴度Φ0.02Concentricity Gage同轴度仪(19753-A-10P)3pcs/ Machine start up orChange tool3pcs/3H AQL1.0 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工40Roughness 粗糙度F进刀量=0.03mm/r Ra6.3Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工14Length 长度9±0.25Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工33Angle 角度118°±3°Contracer轮廓仪(DD-0009)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工31Chamfer 倒角0.2 +0.2/0.1*45Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工11.Drilling hole 钻孔Drilling tool 钻头Hole diameter 孔径Rev 转速2500rad/minF进刀量=0.03mm/rΦ10Process technice size过程工艺尺寸Reset-up重新调整12.Boring Hole镗孔Boring tool 镗刀23Inside diameter 外径Rev 转速3000rad/minF进刀量=0.02mm/rΦ8.8±0.1Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工30Chamfer 倒角0.1*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工13highness 高度 2.5+0.2Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工12highness 高度 1.2±0.025Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工35parallel平行度0.02Dial indicator千分表3pcs/ Machine start up orChange tool 3pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工24Inside diameter 外径Φ13 +0.04Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool3pcs/3H AQL1.0 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework / Scrap隔离 / 返工 / 报废Turning tool 车刀6Outside diameter 外径Rev 转速2500rad/minΦ14.6+0.1Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工39Roughness 粗糙度F进刀量=0.03mm/r Ra1.6Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工28Chamfer 倒角0.2±0.05*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工9highness 高度 3.8+0.1Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工29Chamfer 倒角0.2±0.1*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工7highness 高度19.6+0.05/0Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工13.Turning Outside Diameter车外圆。
三级质量控制点计划中英文
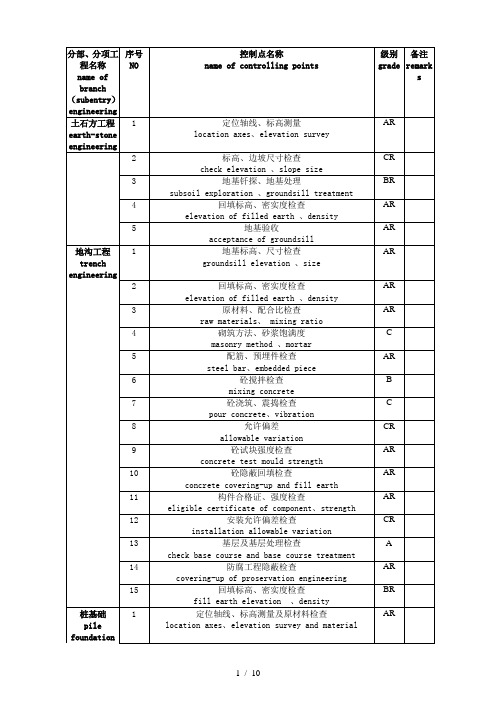
注:(note)1、表中施工质量控制点分为A、B、C三级,其中:construction quality controlling points have three grades (A、B、C grade)A级为最要的施工质量控制点,必须由施工分包方、TCC及业主(监理)三方质量检查人员共同检查确认。
A grade is the most important point。
confirmed by subcontractor 、TCC、owner (supervisor)all together。
B级为重要的施工质量控制点,由施工分包方、TCC双方质量检查人员共同检查确认。
B grade is the more important point 。
confirmed by subcontractor 、TCC、together。
C级为一般施工质量控制点,由施工分包方质控人员检查确认。
C grade is normal point 。
confirmed by subcontractor 。
各级中有检查记录要求的应加R,如AR、BR、CR。
If it has demand of check record ,it should add R after the quality grade (eg AR、BR、CR02. 施工质量控制点明细表应报业主确认后,方可执行。
construction quality controlling points may be carried out after been confirmed by owner。
3. 施工质量控制点明细表中的质量控制点,可根据业主的需要进行适当的增减。
construction quality controlling points may increase or decrease on owner` demand。
4.施工质量控制点明细表中各质量控制点的检查等级,可根据工程新在地建设工程质量监督站或业主的具体要求作适当调整。
中英文版控制计划
Date (Rev.) 日期(修订) N/A Customer Engineering Approval/Date 客户工程批准/日期
Customer Quality Approval/Date (If Req'd.) 客户质量批准/日期(如果需要) Other Approval/Date (If Req'd.) 其他批准/日期(如果需要)
Page
1
of
2
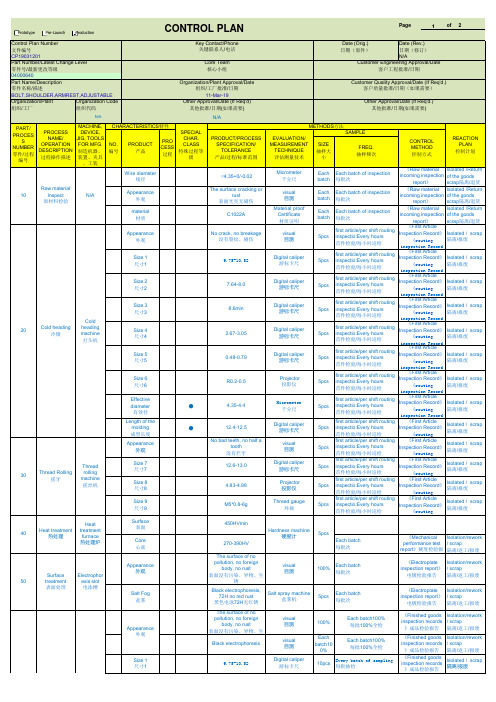
Control Plan Number 文件编号 CP19031201 Part Number/Latest Change Level 零件号/最新更改等级 04000640 Part Name/Description 零件名称/描述 BOLT,SHOULDER,ARMREST,ADJUSTABLE Organization/Plant Organization Code 组织/工厂 组织代码
Prototype
Pre-Launch
Production
CONTROL PLAN
Key Contact/Phone 关键联系人/电话 Core Team 核心小组 Organization/Plant Approval/Date 组织/工厂批准/日期 11-Mar-19 Other Approval/Date (If Req'd) 其他批准/日期(如果需要) N/A METHODS方法 SAMPLE PRODUCT/PROCESS SPECIFICATION/ TOLERANCE 产品/过程/标准范围 EVALUATION/ MEASUREMENT TECHNIQUE 评估测量技术 Micrometer 千分尺 visual 目测 Material proof Certificate 材质证明 visual 目测 SIZE 抽样大 小 Each batch Each batch Each batch FREQ. 抽样频次 Date (Orig.) 日期(原件)
控制计划管理程序(中英文版本)
and relevant depts. carry out it
6.1.1控制计划应包括原材料及零件在生产过程中所有的生产过程和检验过程,包括保证所有的过
for new products . QA set up universal production control plan for the same series and products with
same technique processes
6.2为了达到过程控制和改进的有效性,APQP小组应利用所有可用的信息来制订控制计划,
control measures .We should revise it along with the evaluation and improvement of measuring
system and control method
6.1.3针对新产品,品质部将建立和制订其单独的பைடு நூலகம்件控制计划、试生产控制计划、生产控制计划;
includes
6.2.1过程流程图;
Flow chart
6.2.2过程失效模式及后果分析;
Process failure mode and effects analysis
product difference to the utmost extent by process monitoring and control method that
control characteristics .Revise it along with evaluation and improvement of measuring system
控制计划(中英文标准模板)
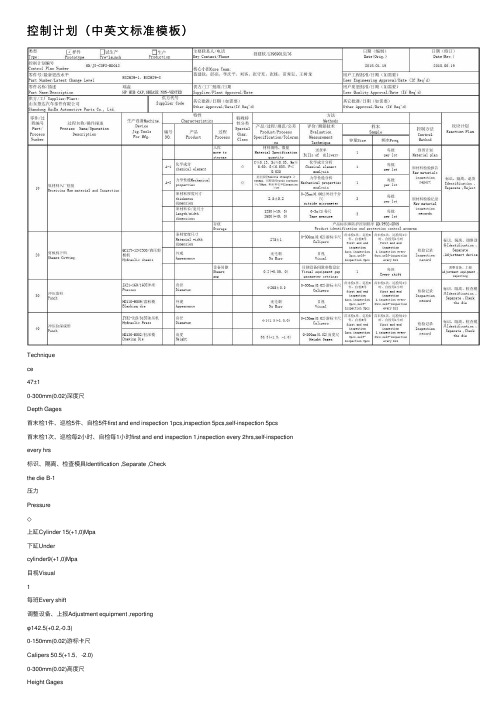
控制计划(中英⽂标准模板)Techniquece47±10-300mm(0.02)深度尺Depth Gages⾸末检1件、巡检5件、⾃检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs⾸末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection 1,inspection every 2hrs,self-inspection every hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压⼒Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa⽬视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺A-3◇47±10-300mm(0.02)深度尺Depth Gages⾸末检1件、巡检5件、⾃检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs⾸末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压⼒Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa⽬视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage⾸末检1件、巡检5件、⾃检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 深度Depth检验记录Inspection record50整形ShapingJY32-315/315T油压机Hydraulic Press 直径Diameter ⾸末检1件、巡检3件、⾃检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs ⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 检验记录Inspection recordHD134-H014/整形模Shaping Die⾼度Height检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,CheckHD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJA21-160/160T冲床Presses深度Depth直径Diameter 检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die40冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJB21-160B-SM/160T冲床直径Diameter⾸末检1件、巡检3件、⾃检3件first and endinspection⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and end inspection60⾸末检1件、巡检3件、⾃检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and end inspection 1,inspection every 4hrs,self-inspection every hrsTechnique ce10(+2,0)0-300mm(0.02)⾼度尺Height Gages85°±0.5°0-360°(2′)万能⾓度尺Universal angle rulerA-5◇⾸末检、巡检0-10mm(0.01)百分表/⾃检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler⾸末检1件、巡检5件(X-R图)、⾃检5件first and endinspection1pcs,inspection 5pcs(X-R末检1次、巡检每2⼩时、⾃检每1⼩时first and end inspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers1±0.250-300mm(0.02)⾼度尺Height Gages90⽆油污No dirt⽬测Visual全检Fullinspection每批per lot检验记录Inspectionrecord标识、隔离、退货Identification , Separate ,Reject 喷塑⽓压Spraypressure0.4-0.5MPa喷塑电压Spray voltage50-60KV烘烤温度Bakingtemperature180-200℃烘烤时间Baking time30-40min⽆漏喷No leakage jet⽬测equipment ,reporting100喷塑SprayXNG-36-1B/粉末喷涂⽣产线Powder coatingproduction lines⽬测Visual1产线外观Appearance全检Fullinspectionper lot70冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses件、⾃检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs时、⾃检每1⼩时first and endinspection1,inspection every4hrs,self-inspectionevery hrs80冲压压字Pressure logoJA21-160/160T冲床Presses孔径diameter I.D.⾸末检1件、巡检3件、⾃检3件first and endinspection1pcs,inspection3pcs,self-Separate ,Checkthe die⾓度AngleHD124-H008/翻边模Flanging die平⾯度Flatness⾼度Height标识、隔离、检查模具Identification , Separate ,Checkthe die HD150-H006/压字模Pressure logodie(E32629-3)HD150-H005/压字模Pressure logodie(E32629-1)⾼度Height检验记录Inspectionrecord⾸末检1次、巡检每4⼩时、⾃检每1⼩时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord外观Appearance外协镀锌Outsourcing galvanized检验记录Inspectionrecord每班Every shift检验记录Inspectionrecord台⾯,上⾯压5kg物体)/0.15mm feeler ( cover flat on the marble countertops, pressure 5kg objects above )盐雾试验≥1000⼩时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter盐雾试验报告Salt spray testreport110丝印完整Full screen⽬测Visual全检Fullinspection每批per lot检验记录Inspectionrecord标识、隔离、退货Identification ,Separate ,Reject A-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage10A-5◇0.15mm塞尺(端盖平放在⼤理⽯台⾯,上⾯压5kg物体)/0.15mm feeler (cover flat on themarble countertops, pressure 5kg objectsPackaging Specifications点数Counting2箱2 box标识、隔离、返⼯Identification , Separate ,Rework清晰Clear⽬测Visual包装规范Packaging Specifications⽬测Visual物资发货单Material Invoice点数Counting标识、隔离、返⼯Identification , Separate ,Rework 平⾯度Flatness防腐蚀性能Corrosion100喷塑SprayXNG-36-1B/粉末喷涂⽣产线Powder coating production lines全检Fullinspection每批per lot外协丝印Outsourcing Screen外观Appearance检验记录InspectionrecordSampling inspection and packaging 标识、隔离、处理Identification ,Separate ,Dealwith位置度Location degree平⾯度Flatness数量Quantity每批per lot检验记录Inspectionrecord标识Label标识、隔离、返⼯Identification ,Separate ,Rework包装Package数量Quantity130⼊库&出货Warehousing & shipping全检Fullinspection每批per lot物资发货单Material Invoice。
控制计划控制程序(中英文)
控制计划控制程序(IATF16949-2016)1、目的1. Purpose对控制零件和过程的体系,通过控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品寿命周期中得到保持和使用,确保按顾客的要求制造出优质的产品。
It aims to control the part and process systems and reduce process and product variations to the utmost extent through process monitoring and control methods of the control characteristics; the control plan shall be revised along with the evaluation and improvement of the measurement system and the control methods and shall be maintained and used in the whole product life cycle so as to ensure that high qualify product is manufactured according to the requirements of the customer.2、适用范围2. Scope适用于本公司内产品的样件、小批量试产和批量生产所用的控制计划。
如客户有特殊要求,必须按照客户的要求执行。
It applies to the control plans used in the product sample, small-lot trial production and volume production of the company. If the customerhas special requirements, it shall be implemented according to the requirements of the customer.3、定义3. Definition无None4、职责4. ResponsibilitiesAPQP项目小组负责控制计划的策划,质量部负责编制与维护The APQP project team shall be responsible for planning of the control plan and the quality department shall be responsible for preparation and maintenance of it.5、程序5. Procedure5.1 当顾客和公司有需求和要求时,项目小组在不同阶段制订出相应的控制计划(即:样件控制计划、试生产控制计划、生产控制计划),项目组按工艺文件将其发行至相关部门,由其执行。
控制计划管理程序中英文版本
3、Responsibility/职责
3.1 Central Research Institute takes charge of formulating the control plan.
3.1中研院负责编制控制计划。
3.2 The project principal takes charge of organizing cross function teams to confirm and evaluate control plan.
5.1.1中研院负责编制控制计划。要求所选用的物料、生产线或生产车间要达到环保要求,达到ROHS标准。如果客户对环保的要求高于ROHS标准,则以客户标准为准;
文件编号
MP/Q 21-L
Edition版次
A/3
Page页次
3/8
5、Procedure Contents/程序内容
5.1 Formulation of Control Plan
5.1控制计划的编制
5.1.1 The Central Research Institute takes charge of formulating the control plan. The chosen materials, production line or production workshop are requested to meet the environment-friendly requirement and ROHS standard. If the customer requests higher environment-friendly requirement than ROHS standard, then the customer’s standard will be taken as standard.
控制计划(中英文标准模板)

容量Size 频率Freq.入库move to storage材料规格、数量Material Specificationquantity送货单Bills of dilivery1每批per lot到货计划Material planA-1◇C≤0.15、Si≤0.05、Mn≤0.60、S≤0.035、P≤0.035化学成分分析Chemical elementanalysis1每批per lotA-2◇抗拉强度Tensile strength ≥305Mpa、屈服强度Yield strength≥175Mpa、断后伸长率Elongation≥29力学性能分析Mechanical propertiesanalysis1每批per lot2.5±0.20-25mm(0.001)外径千分尺outside micrometer3每批per lot1250(+10,0)2600(+40,0)0-3m(1)卷尺Tape measure3每批per lot存放Storage275±10-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visual设备间隙Shears gap0.2(+0.05,0)目测设备间隙参数设定Visual equipment gapparameter settings1每班Every shift调整设备、上报Adjustment equipment ,reporting φ265±0.50-300mm(0.02)游标卡尺Calipers无毛刺No Burr目视Visualφ141.5(+1.0,0)0-150mm(0.02)游标卡尺Calipers50.5(+1.5,-1.0)0-300mm(0.02)高度尺Height Gages高度Height 首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord标识、隔离、检查模具Identification ,Separate ,Checkthe die供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)标识、隔离、调整设备Identification ,Separate,Adjustment device 生产设备Machine.DeviceJig.ToolsFor Mfg.特性Characteristics零件名称/描述Part Name/Description 端盖HP HUB CAP,GREASE NON-VENTEDJY32-315/315T油压机Hydraulic Press直径Diameter40冲压拉深成形Punch供方/工厂批准/日期Supplier/Plant Approval/Date过程名称/操作描述Process Name/OperationDescriptionHD130-H002/拉深模Drawing Die条料宽度尺寸Material widthdimension其它批准/日期(如需要)Other Approval/Date (If Req'd)检验记录Inspectionrecord用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change LevelE32629-1、E32629-3零件/过程编号Part/ Process Number评价/测量技术EvaluationMeasurementTechnique样本Sample控制方法ControlMethod特殊特性分类SpecialChar.Class方法Methods标识、隔离、退货Identification ,Separate ,Reject产品标识和防护控制程序 HD/PF02-SP09Product identification and protection control program反应计划Reaction Plan 编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance10原材料入厂检验Receiving Raw material and Inspection力学性能Mechanicalproperties原材料检验报告Raw materialsinspectionreport原材料长/宽尺寸Length/widthdimensions原材料检验记录Raw materialinspectionrecords化学成分chemical element原材料厚度尺寸thicknessdimension20剪板机下料Shears CuttingQC12Y-12*2500/液压剪板机Hydraulic shears外观Appearance首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs30冲压落料Punch首末检1件、巡检3件、自检3件first and endinspection1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and endinspection1,inspection every4hrs,self-inspectionevery hrs检验记录Inspectionrecord标识、隔离、检查模具Identification ,Separate ,Checkthe die外观AppearanceJA21-160/160T冲床PressesHD110-H009/落料模Blanking die直径Diameter容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ142.5(+0.2,-0.3)0-150mm(0.02)游标卡尺Calipers 50.5(+1.5,-2.0)0-300mm(0.02)高度尺Height GagesA-3◇47±10-300mm(0.02)深度尺Depth Gages首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs首末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrs标识、隔离、检查模具Identification ,Separate ,Checkthe die B-1压力Pressure◇上缸Cylinder 15(+1,0)Mpa下缸Undercylinder9(+1,0)Mpa目视Visual1每班Every shift调整设备、上报Adjustment equipment ,reportingφ214±0.50-300mm(0.02)游标卡尺Calipers6×φ8.7±0.250-150mm(0.02)游标卡尺Calipers A-4◇HDJ-H0001检具Gage首末检1件、巡检5件、自检5件first and end inspection 1pcs,inspection 5pcs,self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and end inspection 1,inspection every 2hrs,self-inspectionevery hrsφ205±0.750-300mm(0.02)游标卡尺Calipers 深度Depth检验记录Inspection record50整形ShapingJY32-315/315T油压机Hydraulic Press 直径Diameter 首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs 首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs 检验记录Inspection recordHD134-H014/整形模Shaping Die高度Height检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die孔径diameter I.D.HD146-H011/切边冲孔模Trimming and Punching die位置度Location degreeJA21-160/160T冲床Presses深度Depth直径Diameter 检验记录Inspection record标识、隔离、检查模具Identification ,Separate ,Checkthe die40冲压拉深成形Punch冲压切边冲孔Trimming and PunchingJB21-160B-SM/160T冲床直径Diameter首末检1件、巡检3件、自检3件first and endinspection首末检1次、巡检每4小时、自检每1小时first and end inspection60首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection3pcs,self-inspection 3pcs首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/Tolerance10(+2,0)0-300mm(0.02)高度尺Height Gages85°±0.5°0-360°(2′)万能角度尺Universal angle rulerA-5◇首末检、巡检0-10mm(0.01)百分表/自检 0-1mm塞尺First and endinspection 0-10mm(0.01) Dialindicator/Self-inspection 0-1mmFeeler首末检1件、巡检5件(X-R图)、自检5件first and end inspection 1pcs,inspectio n 5pcs(X-R chart),self-inspection 5pcs末检1次、巡检每2小时、自检每1小时first and endinspection1,inspection every2hrs,self-inspection everyhrsφ4(+2,-1)0-150mm(0.02)游标卡尺Calipers 1±0.250-300mm(0.02)高度尺Height Gages90无油污No dirt 目测Visual全检Full inspection每批per lot检验记录Inspection record 标识、隔离、退货Identification ,Separate ,Reject喷塑气压Spray pressure0.4-0.5MPa喷塑电压Spray voltage 50-60KV烘烤温度Bakingtemperature 180-200℃烘烤时间Baking time30-40min 无漏喷No leakage jet目测Visual调整设备、上报Adjustment equipment ,reporting100喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines目测Visual1产线外观Appearance全检Full inspectionper lot70冲压翻边成形FlangingJB21-160B-SM/160T冲床Presses件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs80冲压压字Pressure logoJA21-160/160T冲床Presses孔径diameter I.D.首末检1件、巡检3件、自检3件first and end inspection 1pcs,inspection 3pcs,self-inspection 3pcs标识、隔离、检查模具Identification ,Separate ,Checkthe die角度AngleHD124-H008/翻边模Flanging die平面度Flatness高度Height 标识、隔离、检查模具Identification ,Separate ,Checkthe dieHD150-H006/压字模Pressure logo die(E32629-3)HD150-H005/压字模Pressure logo die(E32629-1)高度Height检验记录Inspection record首末检1次、巡检每4小时、自检每1小时first and end inspection 1,inspection every 4hrs,self-inspectionevery hrs检验记录Inspection record外观Appearance外协镀锌Outsourcing galvanized检验记录Inspection record每班Every shift检验记录Inspection record容量Size频率Freq.供方/工厂Supplier/Plant:山东慧达汽车部件有限公司Shandong HuiDa Automotive Parts Co., Ltd.其它批准/日期(如需要)Other Approval/Date(If Req'd)生产设备Machine.Device Jig.Tools For Mfg.特性Characteristics 零件名称/描述Part Name/Description端盖HP HUB CAP,GREASE NON-VENTED供方/工厂批准/日期Supplier/Plant Approval/Date 过程名称/操作描述Process Name/OperationDescription其它批准/日期(如需要)Other Approval/Date (If Req'd)用户工程批准/日期(如需要)User Engineering Approval/Date (If Req'd)用户质量批准/日期(如需要)User Quality Approval/Date (If Req'd)聂建钦,彭亮,李庆平,刘客,张守东,张栋,苗秀宝、王树龙供方代号Supplier Code零件号/最新更改水平Part Number/Latest Change Level E32629-1、E32629-3零件/过程编号Part/Process Number评价/测量技术Evaluation Measurement Technique样本Sample控制方法Control Method特殊特性分类SpecialChar.Class方法Methods反应计划Reaction Plan编号NO.产品Product过程Process产品/过程/规范/公差Product/ProcessSpecification/ToleranceA-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg物体)/0.15mm feeler ( cover flat on the marble countertops, pressure5kg objects above )盐雾试验≥1000小时/Salt spray test≥1000hrs盐雾腐蚀试验机/Salt spray corrosiontest machine3每季度Each quarter 盐雾试验报告Salt spray testreport 110丝印完整Full screen目测Visual全检Full inspection每批per lot检验记录Inspection record标识、隔离、退货Identification ,Separate ,RejectA-3◇47±10-300mm(0.02)深度尺Depth Gages10A-4◇HDJ-H0001检具Gage 10A-5◇0.15mm塞尺(端盖平放在大理石台面,上面压5kg 物体)/0.15mm feeler (cover flat on the marble countertops,pressure 5kg objectsabove )10包装规范Packaging Specifications点数Counting 2箱2 box标识、隔离、返工Identification ,Separate ,Rework清晰Clear 目测Visual 包装规范Packaging Specifications 目测Visual 物资发货单Material Invoice点数Counting标识、隔离、返工Identification ,Separate ,Rework平面度Flatness防腐蚀性能Corrosion100喷塑SprayXNG-36-1B/粉末喷涂生产线Powder coating production lines全检Full inspection每批per lot外协丝印Outsourcing Screen外观Appearance 检验记录Inspection record深度Depth120抽检并包装Sampling inspection and packaging标识、隔离、处理Identification ,Separate ,Dealwith位置度Location degree平面度Flatness数量Quantity 每批per lot检验记录Inspection record标识Label标识、隔离、返工Identification ,Separate ,Rework包装Package 数量Quantity130入库&出货Warehousing & shipping全检Full inspection每批per lot 物资发货单Material Invoice。
控制计划(control plan)
◆过程参数和装配尺寸特性
□样件; □试生产; 控制计划编号: 零件号/最新更改水平 零件名称/描述
编制人/联系电话: □生产;
日期(编制) 版本及状态号(编制)
核心小组人员:
供方工厂/批准日期
供方/工厂/车间
供方代号 其它批准/日期(如需要)
XX有限公司
控制计划(control plan)
日期(修订)
版本(修订)
状态号(修订)
修订人
审核/批准人
顾客工程批准/日期(如需要)
顾客质量批准/日期(如需要)
其它批准/日期(如需要)
制造用
工序 过程名称/ 编号 操作描述
机器、 设备、 夹具、
Hale Waihona Puke 工具编号特性 产品
过程
特殊特 性分类
产品/过程规 范/公差
评价与测量 技术
方法 样本
容量 频次
负责人
控制方法
操作规范/记 录表单编号
反应计划
◎安全类特殊特性
控制计划管理实施规范程序-中英文版

控制计划管理实施规范程序-中英文版1.0 Purpose目的This procedure instruction describes the application of the control plan本程序文件描述的控制计划的应用。
The Control plan has the following purpose:控制计划有以下的目的:Description of the system to check the parts and processes 检验产品和过程的系统描述Support for the manufacture of quality products corresponding to the customer requirements.支持符合客户要求的产品质量的生产Written summary of the system used for the process and product control为用于过程和产品控制编制系统摘要2.0 Scope范围This procedure applies to all departments and all the automotive related products.本程序适用于所有的职能部门及所有汽车产品。
3.0 Definitions定义3.1 CP-Control Plan 控制计划4.0 Responsibility权责4.1 APQP小组负责试生产控制计划及初始量产控制计划的制定4.2 质量部负责主导协调量产后的量产控制计划的修订。
5.0 Procedure程序5.1 The control plan is compulsory for the pre series and series stage and also has to include the processsteps from incoming to out coming控制计划在预批量和批量阶段是必须的,而且要包括从进货到出货的全部阶段。
(完整版)控制计划中英文版
(完整版)控制计划中英文版Sample 样件Trial Run试生产Production生产7.Turning OutsideDiameter车外圆Turning tool 车刀4Outside diameter 外径Rev 转速2500rad/min Φ14.03Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Inspection report (PIR A01-Close off / Rework隔离 / 返工Chamfer 倒角F进刀量=0.03mm/r 1.4±0.015Projector 投影仪(490127)3pcs/ Machine start up orChange tool 3只/开机和换刀3pcs/3H AQL1.0 C=01.Inspection report (PIR A01-002)2.SPC control1.检验报告(报告编号:A01-002)2.SPC控制Close off / Rework隔离 / 返工5Outside diameter 外径Φ12.6±0.03Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工1Outside diameter 外径Φ16.18 0/-0.04Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool 3只/开机和换刀3pcs/3H AQL1.0 C=01.Inspection report (PIR A01-002)2.SPC control1.检验报告(报告编号:A01-002)2.SPC控制Close off / Rework隔离 / 返工25Angle 角度45.6°±5°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工8.Cutting Groove 割槽Cutting tool 切断刀2Outside diameter 外径Rev 转速2500rad/minФ 14+0.05Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework /Sort隔离 / 返工/全检38Roughness 粗糙度F进刀量=0.03mm/r Ra1.6Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工11Width宽度 2.2 +0.2/0Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工8Length 长度11.8±0.2Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工41Angle 角度3°±1°Projector 投影仪(490127)3pcs/ Machine start up or1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工26Radius圆弧R0.1 +0.1(2X)Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工9.Cutting off 切断Cutting tool 切断刀17Length 长度Rev 转速2500rad/minF进刀量=0.03mm/r23.4±0.1Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工10.Drilling hole 钻孔Drilling tool 钻头22Inside diameter 外径Rev 转速2500rad/minΦ6+0.1Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up or1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工36Concentricity 同轴度Φ0.02Concentricity Gage同轴度仪(19753-A-10P)3pcs/ Machine start up orChange tool3pcs/3H AQL1.0 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工40Roughness 粗糙度F进刀量=0.03mm/r Ra6.3Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工14Length 长度9±0.25Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工33Angle 角度118°±3°Contracer轮廓仪(DD-0009)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工31Chamfer 倒角0.2 +0.2/0.1*45Projector 投影仪(490127)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工11.Drilling hole 钻孔Drilling tool 钻头Hole diameter 孔径Rev 转速2500rad/minF进刀量=0.03mm/rΦ10Process technice size过程工艺尺寸Reset-up重新调整12.Boring Hole镗孔Boring tool 镗刀23Inside diameter 外径Rev 转速3000rad/minF进刀量=0.02mm/rΦ8.8±0.1Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工30Chamfer 倒角0.1*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工13highness 高度 2.5+0.2Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工12highness 高度1.2±0.025Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工35parallel平行度0.02Dial indicator千分表3pcs/ Machine start up orChange tool 3pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工24Inside diameter 外径Φ13 +0.04Ping gauge 塞规(UGZ-***-0001/UGZ-***-0001)3pcs/ Machine start up orChange tool3pcs/3H AQL1.0 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework / Scrap隔离 / 返工 / 报废Turning tool 车刀6Outside diameter 外径Rev 转速2500rad/minΦ14.6+0.1Micrometer 千分尺(0~25mm)451384833pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工39Roughness 粗糙度F进刀量=0.03mm/r Ra1.6Roughness Tester 粗糙度仪DTS03A3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工28Chamfer 倒角0.2±0.05*45°Projector 投影仪(490127)3pcs/Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工9highness 高度3.8+0.1Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工29Chamfer 倒角0.2±0.1*45°Projector 投影仪(490127)3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工7highness 高度19.6+0.05/0Height Tester0~30mm(01194)高度规3pcs/ Machine start up orChange tool 1pcs/3H AQL1.5 C=0Inspection report (PIR A01-002)检验报告(报告编号:A01-002)Close off / Rework隔离 / 返工13.Turning Outside Diameter车外圆。
SMT控制计划 中英文
PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)EDS3000D (ROHS 测试仪)ROHS ▽S lead-free (无铅)ROHS inspection (进行ROHS 检测)5pcsEvery Lot (每批)ROHS report from vendor IQA ROHS test report (供应商提供的ROHS 报告 & IQA ROHS 检测报告)separate the defect Lot/inform supplierCaliper (游标卡尺)PCB Dimension (PCB 的尺寸)▽Key dimension (关键尺寸):1.1.651+/-0.100mm2. 1.778+/-0.100mm3. 3.175+/-0.100mm4.0.508+/-0.050mmMeasurement Visual Inspection CPK Report fromVendor(查看供应商提供的CPK 报告)5pcsEvery Lot (每批)IQA test dataInspection criteria status CPK Report from Vendor (IQA 检测报告 & 供应商提供的CPK 报告)separate the defect Lot/inform supplierPCB material (PCB 的材质)FR-4-86material report fromvendor(查看供应提供的材质报告)onceEvery Lot (每批) PCB material report (PCB 材质报告)separate the defect Lot/inform supplierAppearance (PCB 的外观)According to IPC-A-610E inspection standard(根据IPC-A-610E 检验标准)Visual Inspection (目视检验)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal PCB Validity (PCB 的有效期)one year (一年)Visual Inspection (目视检验)100%Every Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal Appearance (外观)Visual Inspection (目视检验)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal Caliper (游标卡尺) Dimension (尺寸)Caliper (游标卡尺)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposal LCR meter (LCR 测试仪)Characteristic Value (特性值)LCR meter (LCR 测试仪)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposalCaliper (游标卡尺)Dimension (尺寸)Key dimension(关键尺寸,参考CER ):1. 21.1+/-0.2mm2. 8.0+/-0.2mm Caliper (游标卡尺)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposalAppearance (外观)According to IQA inspectionstandard根据IQA 的来料检验标准Visual Inspection (目视检验)5pcsEvery Lot (每批)IQA inspection report (IQA 检测报告)separate the defect Lot/inform SQE disposalStep 1Incoming Inspection (来料检验)Connector (连接器)PCB materials (PCB 物料)Electron material(Resistance ,Capacitance,Inductance ) (电子物料:电阻,电容,电感)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)1.According to IQA inspection standard2.Supplier must provide COC to us by lot to make sure the autority channel.1.根据IQA 的来料检验标准2. 供应商必须提供COC 文件给到Ryder ,保证正规的供货渠道PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)aph(温湿度计)(存储)(环境监督)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)(存储)Loading (上板架)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)(印刷BOT 面,Line2)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)Step 6Print(BOT)Line2PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)面,Line4)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)Step8Print(TOP)Line4(印刷TOPPartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)reflow (回流炉之前检验)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)beforePartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)PartNumber/L atest Change LevelCore TeamCustomer Engineering Approval/Dat e (If Req'd.)PartName/De scriptionSupplier/Plant Approval/DateCustomer QualityApproval/Dat e (If Req'd.)Supplier/P lantSupplier Code Other Approval/Date (If Req'd.)OtherApproval/Dat e (If Req'd.)MACHINE,PART/DEVICE,SPECIAL PROCESS JIG,TOOLS,CHAR.SAMPLENUMBER FOR MFG.NO .CLASS (流程编号)(机器/设备/工装夹具)(特殊特性)CONTROL METHOD(控制方法)SIZE (数量)FREQ (频率)CHARACTERISTICS(特性)METHODSPart NumberReference DesignationProduct(产品特性/参考设计图纸)PROCESS NAME/(流程名称/描述)OPERATION DESCRIPTION PROCESS (过程特性)EVALUATION MEASUREMENT TECHNIQUE (评估测量的方法)REACTION PLAN (反应计划)PRODUCTPROCESS SPECIFICATIONTOLERANCE (mm)(产品&过程特性的规格要求)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
控制方法 Control Method
反应计划/Reaction Plan
QA-7.3-F-04A
Page 1 of 1
Issued:02/14/06
控 制 计 划
Control Plan
样件/Prototype ( ) 试生产/Pre-launch ( ) 生产/Production ( ) 主要联系人/电话Key Contact/ Phone 原订日期Date (Orig.) 修订日期/Date (Rev.) 控制计划编号/Control Plan Number 零件编号/最新更改等级/Part Number/ Latest Change Level Rev. 零件名称/描述/Part Name/ Description 供方/工厂批准/日期Supplier/ Plant Approval/ Date 顾客质量批准/日期(如需要)Customer Quality Approval/ Date (If Req'd) 核心小组/Core Team 顾客工程批准/日期(如需要)Customer Engineering Approval/ Date (If Req'd)
供应商/工厂Supplier/ Plant
供方代码Supplier Code:
其他批准/日期(如需要)Other Approval/ Date (If Req'd)
其他批准/日期(如需要)Other Approval/ Date (If Req'd)
特性/Characteristics
零件/过程 编号
称/ 操作描述
Process Name /Operation Description
机器,装置, 夹具,工装
Machine,Device Jig, Tools For Mfg.
编号/No.
产品
Product
过程
Process
分类/Methods 抽样/Sample 产品/过程规 计算/测量技 特殊特性分类 格/公差 术 Special Char. Product/ Evaluation/Me 数量 频率 Class Process asurement Size Freq. Specification