FA317A并条机的使用体会
前纺降低棉结的工艺措施
前纺降低棉结的工艺措施纱线棉结的数量直接影响纱线的外观质量、条干CV值以及布面风格,因此在纺纱生产过程中必须严格控制棉结的产生,控制棉结要从原棉采购做起,达到规定的指标要求方可入库。
由于纺纱工序多,各工序承担着不同的工作任务,清除棉结主要集中在前纺设备中完成,要保证前纺各工序设备的完好状态,合理设定各单机的工艺参数,如工艺速度、牵伸隔距等。
一、影响棉结的主要因素1.1 原棉采摘及加工对棉结的影响棉花一般有机器自动采摘和人工采摘两种采摘方式。
机器采摘的原棉含杂相对较高,也会增加一定数量的棉结,所以优质棉、长绒棉大多采用人工采摘,以降低原棉的含杂率,减轻轧棉设备的除杂压力,减少原棉棉结数量。
棉花在轧花过程中,有些棉籽被打碎变成杂质附入到原棉中。
棉花轧花加工的方法不同,产生的棉结也不同,在加工同一批号的棉花时,皮辊棉加工出来的原棉棉结一般在140粒/g左右,而锯齿棉加工的棉结一般在230粒/g左右,锯齿刀片在分解棉籽时,在对棉纤维进行搓擦剥离时易产生棉结,同时增加索丝和短绒,在纺纱设备加工时容易形成纱线棉结。
1.2 原棉成熟情况对棉结含量的影响(1)成熟度不良的原棉,纤维的弹力、强力都较差,在握持打击、梳理时容易折断而产生新棉结。
(2)原棉的成熟度和细度一般由马克隆值表示,原棉成熟度越好、马克隆值越高,在纺纱工艺中棉结产生越少,而成熟度低的纤维,刚性差、单根强力低,在打击力度相同的条件下,容易产生棉结和短纤维。
如在清花打手速度为820转/分时,由于马克隆值不同产生的棉结及短绒也不同,但降低打手速度情况会有改善。
(3)在选用原棉及优化清梳联工艺参数时,除了要考虑纤维的长度、细度、含杂、短绒等指标外,还要注意合理控制马克隆值和纤维成熟度,选用范围一般控制在3.8~4.2之间,以确保减少棉结,稳定成纱质量。
1.3 前纺各工序对棉结的影响清花是纺纱工艺流程中产生棉结较多的工序,清花工艺配置不合理(如打手速度设计不当),开松除杂效果不良,都会造成棉结增多,因此在设定清花工艺参数时,应重点考虑降低短绒率和棉结的相关措施。
纺织并条工序

河北太行机械工业有限公司 系列并条机
FA398并条机技术特征
FA398并条机 技术参数
青岛云龙纺织机械有限公司 青岛即墨第一纺织机械厂 系列并条机
FA318并条机机械特征
FA318并条机技术规格
FA304A并条机机械特征
FA304A并条机技术规格
瑞士立达并条机
RSB自调匀整检测装置
1. 总牵伸倍数 • 一般等于或稍大于并合数(1~1.15倍) • 双区牵伸:前区为主牵伸,牵伸倍数较大;
后区为预牵伸,牵伸倍数较小(<2)。
2. 罗拉加压
• 加压力取决于罗拉速度、喂入原料、须条定 量、罗拉隔距;
• 若定量重、化纤原料、罗拉速度高、隔距小, 则加压大; • 但加压太大会增加动力消耗,罗拉运转产生 粘滑。
摩擦力界合理分布原则: •在后钳口处,后部摩擦 力界尽可能向前钳口伸展, 而强度逐渐减弱; •在前钳口处,前部摩擦 力界要有足够大的强度和 狭小的作用范围。
牵伸过程中纤维的分离与伸直
• 牵伸过程中快速纤维从慢速纤维中抽出,其后端受 到慢速纤维摩擦力的作用而伸直,而慢速纤维前端 受到快速纤维摩擦力的作用而伸直。 • 由于牵伸区慢速纤维多于快速纤维,故后弯钩易得 到伸直
3. 罗拉隔距、中心距、握持距
• 罗拉中心距S:两罗拉轴心线之间距离;
• 罗拉隔距R:两罗拉表面之间最小距离(R=Sr1-r2); • 罗拉握持距L:两钳口之间须条通过的实际距 离(对于曲线牵伸,L为曲线长度)。对于棉 纺L=Lp+a (Lp品质长度,a为参数)。 a由纤 维整齐度、喂入定量、牵伸倍数而定;E大、 定量轻、纤维整齐度好,a取小。
五、牵伸装置的吸风系统
高速并条机纤维运动快,粘着力小,易 产生飞花,造成纱疵,故采用自动清洁装置。 有两种:
FA系列棉纺设备值车操作指导之——并条工序
FA系列棉纺设备值车操作指导之——并条工序并条工序的任务和设备一、并条工序的任务并条工序是在清梳联或梳棉之后,对已经加工好生条进行进一步的并合牵伸加工。
生条存在有长片不匀率高、纤维伸直平行度差等缺陷,还需要将生条过并条工序的加工,纺制成熟条,提高棉条的质量。
并条工序的任务是:●并合作用——将生条或精梳棉条经过1~3道并合,改善了棉条的长片段不匀率,提高了棉条的重均匀度。
●牵伸作用——通过牵伸机构,使棉条纤维中的钩进一步伸直,提高了纤维的伸直平行度。
●混合作用——通过多道并合,棉条中不同性状纤维得到充分混合,使后道的成品织物在染色中吸色匀而稳定。
●成条作用——经以上并合、牵伸、混合作用后,由生条制成了熟条,并有规律地盘放在棉条桶内,共下道工序使用。
二、并条机的主要结构和作用FA系列并条机常用型号有:FA302、FA305、FA306、FA311、FA312、FA313、FA315、FA316、FA317、FA319、:FA326等。
现以FA306型为例介绍一下并条机的主要结构,它包括导条(喂入)机构、牵伸机构、上下圈条机构、自动换桶机构、自调匀整装置等。
(一)导条机构由分条器、导条罗拉、导条高架、导条板等组成,其作用是由导条高架将棉条从棉条桶中引出。
经导条罗拉积极喂入,并借助分条器将棉条在导条罗拉上排列成行。
当棉条断头后,通过导条架上的光电自停检测头的作用,能使全机停车,待接好头后自动正常开车。
此机构可减少棉条的意外牵伸,能保证并合根数,防止重合交叉,有效保证喂入质量。
(二)牵伸机构并条机采用三上三下压力棒加导向上罗拉曲线牵伸形式,由两个牵伸区组成。
牵伸机构由三对罗拉、胶辊、压力棒、加压装置、集束器、喇叭头等组成。
生条先经过后牵伸区,进行预牵伸,然后进入主牵伸区(前区),压力棒在主牵伸区内起加强控制慢速纤维的作用,从而有利于提高牵伸质量。
(三)上下圈条机构圈条盘采用悬挂式结构,选用曲线斜管,适应高速运转,成形好。
选用同步带传动的五大优点

1.同步带用途介绍梯型齿同步带分为:最轻型MXL、超轻型XXL(目前市场还没有广泛用)、特轻型XL、轻型L、重型H、特重型XH、超重型XXH,共七种,这几种是目前市场用的最广泛的。
特殊齿型的同步带又分为:最轻型T2.5、轻型T5、重型T10、最重型T20,现市场上又有AT5,AT10,AT20的,很多工程师又会问这几款跟非AT的区别呀,AT型的齿型跟T型的差别底部为圆弧齿,而T型为全梯型齿,相对AT的传动会更精密一点,传动间隙小,当然噪音也会小些。
全圆弧齿同步带:HTD3M HTD5M HTD8M HTD14M HTD20M,圆弧齿同步带传动动精度高,噪音小。
半圆弧齿同步带:半圆弧齿同步带又称高扭矩同步带,半圆弧齿同步带是日本三星公司的名词,型号有,S2M、S3M、S4.5M、S5M、S8M、S14M,这种齿型的同步带是高扭矩同步还高精度同步带,当然生产精度也高,价格相对也比较贵。
精确圆弧齿同步带:1.5GT 2GT 3GT 5GT 这几种同步带目前国内生产厂家还是很少,以进口为主,市场也不,一般用于高精传动,进口设备常见,这几种型号为世界第一条橡胶三角皮带生产厂家盖茨(GATER)厂家生产,此型号皮带一般在自动化控制设备上用。
8YU同步带:也是所半圆弧齿同步带,适合高速传动,高扭矩,传动速度可达1000rpm/min,一般用于医疗设备。
修正圆弧齿同步带:RPP5M RPP8M 齿型为兔牙型,转弯效果好,适合高速传动。
一般用于机械手设备。
2.同步带型号与材质在目前市场上的运用:MXL XL L H XH XXH 的同步带目前在运用最广泛,可用聚氨酯和橡胶材质生产HTD3M HTD5M HTD8M HTD14 HTD20M 运用广泛可用聚氨酯和橡胶材质生产S2M S3M S4.5M S4.5 S8M S14M 运用广泛橡胶材质生产1.5GT 2GT 3GT 5GT 运用不广泛(尽量避免用此型号)橡胶材质生产8YU 运用不广泛橡胶材质生产RPP5M RPP8M 运用不广泛环带为橡胶材质生产开口带为降氨酯材质生产3.同步带又分为单面齿同步带和双面齿同步带方型齿双面齿同步带 DXL DL DH圆弧齿双面齿同步带 3M-DL 5M-DL 8M-DL 14M-DL双面齿同步带主要用途顾名思义,适现双面传动,适现同步、同时、双效率。
FA型并条机产品说明书

目录1 概述22 主要规格:23. 机器结构:54 工艺计算:85 机器的安装与调整:96 开机前准备137 机器的操作运转168 选用件及用户自理件:229 机器的维护保养2410 随机供应技术资料28传动系统图 (29)牵伸倍数表 (30)轴承分布图 (32)1 概述1.1 产品用途:本产品适用于22~76毫米长的棉、棉型化纤及中长纤维的纯纺与混纺,在纺纱工艺流程中,位于梳棉(精梳)工序之后,梳棉棉条经过本机的并合与牵伸,提高了棉条的均匀度及纤维的伸直度、平行度,并使不同品质的纤维在棉条中的混和更趋均匀,为获得良好质量的成纱创造必要条件。
本机配置了短片段自调匀整装置,对改善条干质量和重量不匀起了重要作用。
1.2 本机可实现由起动―运转―满筒停机―自动定向―自动换筒―自动开机的全自动循环。
1.3伺服牵伸系统(自调匀整)喂入棉条在经过检测罗拉时被检测。
检测的信号被存入记忆器,在有支数偏差的棉条进到主牵伸区时,控制器使信号与标准值比较,通过伺服电机与差数齿轮箱改变主牵伸区的牵伸倍数,使有偏差的棉条得以校正,实现了牵伸的自动调控。
获得高质量的输出棉条。
在输出端,能自动检测输出棉条的质量,并显示支数等变化,当变化值超过规定的极限值时,令机器自动停止。
2 主要规格:2.1 眼数:22.2 眼距:570毫米2.3 机械(输出)速度:最高10米/秒 (600米/分)2.4 喂入:2.4.1 并合数:六~八根。
2.4.2 喂入条筒尺寸 (直径×高度) (毫米):Φ400×1100(900)Φ500×1100(900)Φ600×1100(900)2.4.3 喂入型式:高架顺向积极喂入,喂入棉条经集棉器、凸凹罗拉检测后喂入牵伸区。
2.5 牵伸:2.5.1 牵伸型式:三上三下压力棒加导向上罗拉曲线牵伸。
2.5.2 加工纤维长度(毫米):22~76毫米。
2.5.3 总牵伸倍数:6.5~8.7倍;可提供4~10倍2.5.4 罗拉直径:(由前至后)a.上罗拉: Φ36、Φ36、Φ33、Φ36 (压力棒Φ12) 毫米;b. 下罗拉: Φ45、Φ35、Φ35毫米。
FA317A型并条机性能分析与改进实践

关键 词 : 并条机 ; 能 ; 术措 施 ; 量不 匀率 ; 干 ; 性 技 重 条 熟条质 量
中图分 类号 :S0 . T 132 4 2 文献 标识 码 : B 文章编 号 : 0- 1(070 - 4- 1 1 45 20 )0 05 3 0 7 0 0
Pr pe t a y e nd I no a i n Pr c i e o o r y An l s s a n v to a tc fFA3 7 Dr wi g Fr m e 1 A a n a
p o l ms a d r s l ig me h d n s i nn d u c u ty r n n o n a e e p o o e r b e n e ov n t o s i p n i g me im o n a n a d f e c u ty r w r r p s d,t p rl rwi d n i n o o l n i g e
( 陕西八方纺织有限责任 公司)
摘 要 : 为了充分发挥 F 37 A 1A型高速并条机的优 良 性能, 稳定产品质量, 对纺中、 细号纱时出现的主要
问题加 以分析并研究对策 , 通过对上清 洁器、 断条 自停 装置 的改进及部分 工艺参数的调整 , 减少 了胶辊粘缠 、 轻 “
条 子 ” “ 瘩 纱 ” 降低 了重 量 不 匀率 , 定 了 熟条 质 量 , 及 疙 , 稳 为后 道 工序 的顺 利进 行 做 好 了 准备 。
a d k o a r e u e n r wi g sie uai r uaa t e y i n v tn o l a e nd sie ee tra d n n ty r we e r d c d a d d a n lv rq lt we eg r n e d b n o ai g tp c e n ra lv rd tco n n y
FA317A型高速并条机工艺性能浅析

需要改变后区牵伸倍数时只换 G轮 , 总牵伸倍数可保
持不变。从而可以保持喂入条子和输出条子的定量不
压力棒对 须条作 用力 示意
、
=
变, 4 . 见 )
下清洁采用固定皮圈加吸风式。主要是避免了间
() 7 棉结主要是纤维间、 纤维 与接触件 间摩 擦力 产生 的纤维屈 曲缠结 , 国产棉花一般成熟度较差 , 更容
新 型棉 纺 设 备 应 用 技 术
l5 1 0
动力压辊式积极传动高架导条( 见图 5 , )意外牵伸小 , 采用压辊接触式 自停与 8 路光电相结合的缺条保护装
置, 杜绝了漏条 , 了铝齿滚筒困惑多年的诸多问题。 解决
合纤维高速运行规律 , 下滑时 , 回转半径加大 , 离心力
加大 , 条子沿管壁输 出方向的合力加大 , 所以条子可以 顺势而下 , 避免打折 、 堵塞。F 37 A 1 A采用铝合金 圈条 盘或特制钢圈条盘 , 质量小 , 转动惯量小 , 有利于高速。 圈条斜管经多种处理 , 条子在运行过程中摩擦力很小 ,
于喂人纤维量大引起牵伸力剧增所容易导致的浮游纤
维被带走而提前变速的现象。
参见图 3 改变总牵伸倍数时 , , 只改变主牵伸倍数
( E 换 F带轮) 。因为主牵伸 区摩擦力界分布合理, 牵
伸潜力较大 , 而后区牵伸倍数是一个消除前弯钩 的重
要 的工艺参数 , 保持不变 , 因而可充分发挥压力棒牵伸 区的作用 , 不会影响产品质量。另一方面 , 因工艺调整
并条机要求传动机构具有较高的准确性 、 可靠性 , 较长的使用寿命 , 维护保养简便 , 噪声低。F 37 A 1A广 泛使用 同步齿形带 , 通过 中间轴分传二三罗拉 ( 图 见 3, )满足了高速传 动 的要求 , 并条机传动方面属 国 在
FA317型并条机机械波的成因与处理
关
键
词: 并条 机 ; 机械波; 波谱 图 ; 齿形带; 胶辊 ; 条 干 CV值 ; 控 制措 施 ; 润滑 文献标 志 码 : B 文章编 号 : 1 0 0 1 — 9 6 3 4 ( 2 0 1 4 ) O 1 — 0 0 4 6 — 0 3
r ol l e r a r e c h a ng e d i n c o nf or mi t y wi t h t he f e a t u r e o f t he me c ha ni c a l wa ve s wi t h ma r ke d i m— pr o ve me n t o f t he ma s s CV va l u e .Co nc l us i on i s ma d e t ha t c o nt r o l l i ng a n d s t a bl i z i n g t he me — c ha ni c a l wa ve s r o c e s s i s i mpo r t a nt t o t he s u bs e q ue n t p r o c e s s a nd t he f a b r i c qu a l i t y . The me c ha ni c a l wa v e s i n t he r e a l p r od uc t i o n r e s ul t s f r o m c o mp l i c a t e d di f f e r e nt c a us e s . I t i s ne c e s s a r y t o do e q ui p me n t ma na ge me nt a c c o r d i ng t o t he r e a l s i t u a t i on . Ke y W or d s : dr a wi n g f r a me; me c h a ni c a l wa v e; s p e c t r um c ha r t ; t o o t h e d be l t ; c ot ; ma s s CV ; c o n— t r o l me a s ur e : l ubr i c a t i on
PBO纤维性能及军用帐篷纱开发实践
doi:10.3969/j.issn.1674-2346.2017.02.002PBO纤维性能及军用帐篷纱开发实践王显方(陕西工业职业技术学院,陕西咸阳712000)摘要:为了生产PBO帐篷纱,对比分析了 PBO纤维的物化性能,探讨18.5te x纯PBO短纤维成纱工艺过程及纺 纱工艺要点,结果表明:PBO纤维的断裂强度为32cN/dtex,极限氧指数为68%,初始模量为240cN/dtex,是一种高强 度、高模量、高阻燃合成纤维,其成纱各项性能指标较优,能满足军用帐篷用纱的需要。
关键词:PBO纤维;阻燃;高强度;纺纱;质量中图分类号:TQ342.739 文献标识码:C文章编号:1674-2346 (2017) 02-009-041前言帐篷纱线要求强度高、阻燃性好,选用的纤维要具有较高的强度和初始模量、耐热性好、耐疲劳性 能和耐冲击负荷优异,尺寸稳定。
目前制作帐篷纱的材料有棉花、粘胶纤维、聚酰胺纤维和聚乙烯醇纤 维等,但性能各有不同。
棉花和粘胶是上世纪50年代中期的主导产品,有易吸湿、吸湿后强度降低的缺 点,制作的帐篷强度、耐热、耐疲劳较差,己不能满足需要;到70年代合成纤维的聚酰胺帐篷纱逐步取 代了棉花和粘胶,主要用于民用帐篷用纱,虽然聚酰胺帐篷纱强度高、耐冲击、耐疲劳性好,但尺寸稳 定性差;芳香族聚酰胺帐篷纱是80年代开发的帐篷纱,具有强度高、模量大等特点,耐高温和尺寸稳定 性更好,适用于对性能要求高的军用帐篷纱。
本文以芳香族聚合物PBO为原料,研宄了其性能,开发了 PBO短纤维18.5tex帐篷纱,并探讨了其工艺过程及纺纱要点。
⑴P B O是聚对苯撑苯并双噁唑纤维的简称,是一种含芳香杂环的苯氮聚合物,其商品名为Zylon(柴 隆),也被誉为“21世纪的超级高性能纤维”,化学结构式如图1所示。
[2]这种结构具有高度取向规整的二维或三维结构,使得PBO纤维具有特殊的物理性能,几种常用纤维 性能对比如表1所示。
FA318A型自调匀整并条机使用体会
F 4 2 D M19 A 2 — T 2
为了提高精梳纱的质量 , 我公司于 20 年购买了 05 青岛云龙纺机 有限公 司两 台 F 38 自调匀 整并条 A 1A 机, 用于精梳后单并 , 主要生产 J 1 ~ 82t 纯棉精 C 3 1. x e 梳纱 , 经过近一年的运行 , 机台运转 良好 , 质量稳定。
现工艺 流程: 开清棉机 组一 F 2 1 — F 3 l — A 0 B A 1F
S 0 P — F 1 A .A 2 —’ T 1 9 R8 —, X2 ’ A3 8 —’ 4 2 . M 2 F D
3 U G 型 自调匀整装置 的匀整设置 S
() 1 根据喂入条定量和并合数选用适 当的凹凸罗 拉和喇叭 口规格 , 24 6m 用 、、 m定规和 U G软件系统 S 调节好位移传感器位置。( ) 2 关掉匀整装置和在线检
机型 C / V %(m V %(m V %(m % C / 1 )C / 3 )C / 5 )手拣结杂/ 个
O4 .2 O 5 .1 04 .0 04 .5 O2 .7 O 3 .7 126 6/ 181 9 /4
F 38 一道) . A 1A( 24 F 3 1( A 1F 两道) . 29
好定量在范 围之 内。( ) 3 根据棉条的质量要求设定报
警停车极限。( ) 4 根据提供的死 区长度设定死区长度 和放大倍数 , 打开匀 整系统 并根据 F P检测 的 A %值
节棉条质量的 目的。U G采用开环控制方式 , S 即检测 点在导条平台凹凸罗拉处 , 匀整点在后罗拉处 , 先检测 后控制 , 左右眼各有一套 T G匀整平 台分别 工作 , / 当 棉条经过时, 棉条的粗细变化引起 T罗拉位移变化 , 由 T罗拉下的位移传感器发 出信号输入 U G检测单 S
谈谈如何才能更好地使用317可调稳压块
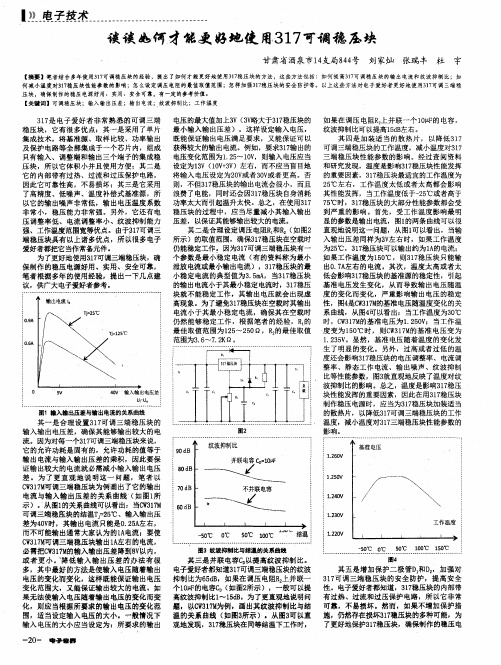
3 1 7 是 电子 爱 好 者 非 常熟 悉 的可 调 三端 稳 压 块 ,它 有很 多优 点 :其 一是 采 用 了单 片 集 成 技 术 ,将基 准源 、取样 比较 、功率 输 出 及保护电路等全部集成于一个芯片 内,组成
只有输入、调整端 和输出三个端子的集成稳
压 块 ,所 以它体 积 小并 且使 用方 便 ;其 二 是 它 的 内部带 有过 热 、过 流和 过压 保 护 电路 , 因此 它 可靠 性高 ,不 易损坏 :其 三 是它 采用
爱好者都把它当作常备元件。 为 了更好地 使用3 l 7 可调三 端稳压 块 ,确 保制作的稳压电源好用、实用、安全可靠, 笔者 根据 多 年 的使 用经 验 ,提 出一 下几 点 建 议 ,供广 大 电子爱好 者参考 。
O . 加 上3 V( 3 V 略 大于3 1 7 稳压 块 的 最 小输 入 输 出压差 )。这 样 设定输 入 电压 , 既能保证 输 出 电压 满 足要 求 ,又 能保 证可 以 获 得较大 的输 出 电流 。例如 ,要 求3 1 7 输出的 电压 变化 范 围为 1 . 2 5 ~l O V ,则输入 电压应 当 设 定为 1 3 V( 1 0 V + 3 V )左 右 ,而 不应 当盲 目地 将 输入 电压 设 定为 2 0 V 或者 3 0 V 或 者更 高 。否 则 ,不但 3 1 7 稳压 块 的输 出电流会很 小 ,而且 浪 费 了电能 ,同时还会 因3 1 7 稳压块 自身 消耗 功 率太大 而 引起 温升 太快 。总之 ,在使 用3 1 7 稳 压块 的 过程 中 ,应 当尽 量减 小 其输 入输 出 压差,以保证其能够输出较大的电流。 其二 是合 理设 定 调压 电阻R 和R ( 如 图2 所 示 )的取值 范 围,确保3 1 7 稳压块 在空 载时 仍 能稳定 工作 。因为 3 1 7 可调 三端稳 压块 有一 个 参数 是 最小 稳定 电流 ( 有 的资料 称 为最 小 泄放 电流 或最 小输 出电流 ),3 1 7 稳 压块 的最 小 稳 定 电流 的 典型 值为 3 . 5 m A , 当3 1 7 稳压 块 的输 出电流小于其最小稳定 电流时,3 1 7 稳压 块 就 不能 稳定 工作 ,其输 出电压就 会 出现 虚 高 现象 。为 了避 免3 1 7 稳 压块 在空载 时其输 出 电流 小于 其最 小稳 定 电流 ,确 保其 在 空载 时 仍 然 能够 稳 定 工作 ,根 据 笔 者 的经 验 ,R 。 的 最 佳 取值 范 围为 1 2 5  ̄2 5 0 Q,R 的最 佳取 值 范 围为3 . 6 ~7 . 2 K Q。
FA318A型自调匀整并条的性能分析和生产实践

FA318A型自调匀整并条的性能分析和生产实践2012-07-25 11:28:00来源:开平市杰森纺织有限公司编辑:作者:分享到:FA318A型自调匀整并条的性能分析和生产实践陈洪奎米恩强李秋玉德州恒丰纺织集团陵县恒丰纺织品有限公司我们陵县恒丰纺织有限公司,在2009年12月份新增一台FA318A并条机,至今已陆续扩展到22台。
经过近两年的使用实践,我们逐渐掌握、熟悉了FA318A自调匀整并条机的性能,下面将我们在工作中的一些经验和体会整理总结出来,和各位纺织界的同仁进行分享、交流,以期达到共同提高和进步的目的。
1、FA318A自调匀整并条机的作用众所周知,纱线质量直接与前纺工序的半成品质量有关。
如果末道并条机上生产的疵条没有被监控和发现,在下道工序中将没有任何机会得到改善和修复。
因此类似的疵条将会导致织物降等,如,出现疵品和客户投诉。
虽然这些疵点可以被安装在络筒机上的清纱器检测到,并被切除。
然而这些切除一方面会将低络筒机的生产效率,另一方面,也会导致粘接接头数量增加。
如今的新型纺纱厂不得不生产质量稳定的无瑕疵纱,以最低的成本来满足终端客户的要求,因此在末道并条机上加装自调匀整就成为工厂质量管理的聚焦点,以保证:1.1 成纱支数尽可能精确1.2 支数内不匀,外不匀尽可能小1.3 棉条横截面内的纤维数量尽可能一致。
1.4 100%对棉条质量进行监控1.5 分别地对质量指数,如支偏、条干、周期性疵点和粗节纱进行监控1.6 如果棉条质量超出允差范围,就会触发质量报警。
2、FA318A匀速匀整并条机的工作原理FA318A并条机由FA318并条机加装瑞士乌斯特公司USG自调匀整系统构成。
在机器设定的范围内自动调节后罗拉的运行速度,以达到在线调节棉条质量的目的。
USG自调匀整系统实际上有两套单独的系统组成,一是凹凸罗拉检测系统系统,一是监控系统。
USG自调匀整系统采用开环控制方式,即检测点在凹凸罗拉处,变速点在第四罗拉上,是先检测后控制。
FA317型并条机机械波的成因与处理
FA317型并条机机械波的成因与处理贺梅【摘要】摘要:为了提高产品质量,消除机械波,分析了机械波的形态特征及FA317型并条机棉条波谱图上13cm~15cm、78cm~80cm处机械波产生的原因,根据机械波特征更换了齿形带及前胶辊等器材后机械波得以消除,并明显改善并条条干CV值,提出了并条机机械波预防措施。
指出:并粗工序机械波的控制和稳定对后工序乃至布面质量影响很大,实际生产中出现的机械波比较复杂,应具体问题具体分析,并做好设备管理工作。
【期刊名称】纺织器材【年(卷),期】2014(041)001【总页数】3【关键词】关键词:并条机;机械波;波谱图;齿形带;胶辊;条干CV值;控制措施;润滑0 引言产品质量是企业生存的基础,并粗工序是纺纱企业控制和稳定半制品质量的关键工序之一,其工序机械波对后工序乃至布面质量影响尤为重要,因而必须加强设备检查、严格控制。
通过对FA317型并条机棉条波谱图上13cm~15cm、78cm~80 cm处机械波产生的原因进行分析、处理,使并条条干CV值明显改善,具体介绍如下。
1 机械波的形态特征机械波反映在波谱图上即是“烟囱”,一般占据一个频道,且当该机械波的频率介于两相邻频道之间时,则这两相邻频道都被触动,在波谱图上显示占据两个相邻频道;个别情况下,因周期性波动的频道稍有变化,也可能使“烟囱”占据3个或4个频道。
机械波有固有的波长且伴有谐波,只有抓住基波分析才是最重要的[1-3]。
2 机械波产生原因以纺R 9.8tex为测试对象对FA317型并条机进行乌斯特条干测试时,发现12号、14号并条机分别在波谱图上13cm~15cm、78cm~80cm处有占据1~2个频道的机械波。
经多次取样测试,12号并条机两眼均存在13 cm~15cm处机械波(见图1),而14号并条机左眼13cm~15cm处正常,右眼该处有明显的机械波(见图2),因而12号机台应从左右眼传动的共性部件进行分析,而14号机台则应针对左右眼部件区分开的机件进行分析。
_并条机实习总结范文

_并条机实习总结范文篇一:《实习总结》我所实习的单位是无锡长联投资发展有限公司,无锡市第一棉纺织厂,它建于1919年。
经过近90年的发展,今天已是一个以棉纺织为主,涉足色织、服装的企业集团,是中国最优秀的纺织企业之一。
现在是由无锡长新纺织有限公司、无锡长江精密纺织有限公司、无锡扬子江精密纺织有限公司无锡新联兴纺织有限公司、泰州长新纺织(兴化)有限公司、无锡一棉进出口有限公司、无锡长新置业有限公司7家公司组成的国际化纺织集团。
共有48万枚纱锭、780台织机,年产高档纱线6万吨,高档织物3000万米。
75%的产品出口,主供欧美、日韩、东南亚等地。
企业的商标已在美、日、韩、香港以及马德里条约50个国家注册。
TALAK高档色织用纱线、高档丝棉交织面料用纱线、高档高支针织纱线专供世界著名品牌如BrookBrother,CalvinKlein,Debenham,Drillard,Giordano,HugoBo,Mchel Rene,JCPenney,LizClaiborne,Nautica,RalphLauren,Talbot等。
实习的时间快而又短暂,不知不觉实习的时间很快就过去了。
回想这段日子,我真的有很失落过,也有很认真过,很高兴过,而现在就是很珍惜这段经验。
马上就要回学校了,还有很多事情等着我去做,现在重要的就是要对这段实习时间做个报告,也是对自己实习的鉴定。
在半年的学习生活以来。
我学会了很多,也懂得了很多从生活中没发获得到的知识和道理。
回顾半年以来,从那天真的我直接到经历了生活中的挫折和失败,到现在稳重和冷静的我,使我明白了一个道理人生不可能存在一帆风顺的事,只有自己勇敢地面对人生中的每一个挫折和失败,才能通往自己的罗马大道。
在这半年里,我有失落过,烦恼过,悲伤过。
有时觉得自己放手让时间在自己的手里流走,可能是或者我的缺陷和不足。
但我知道这是上天对我的一个考验,但在每次失落的时候我都会反省过来,告诉自己清楚自己应该做的是什么,在挫折面前我們应该善用于扬长避短的方法来促进自己,提高自己的综合水平能力。
有关提高产品质量以及利润率的几点做法
20.38 克
25.03 克
30.6 克
备注:皮辊带花产生的风箱花会随着皮辊表面的状态、温湿度的影响以及不同的配棉出现一定的差别。 皮棍带花量只计算风箱花量,无法计算皮辊花附入棉条中的一部分。
如果我们并条机精梳品种用原车皮辊与采用包胶的红皮辊相比,一个 10 万纱锭棉纺厂
配备 40 台并条机
每月节约的耗棉量=30 天*40 台车*3 班*4*(86.2-46)=579KG。
生条 AFIS 试验
成纱黑板条干
成纱条干
成纱强力
类别
棉结
短绒根 短绒重 杂
数
量
质
黑板比例
强力 断裂 CV% -50% 50% 280% 强力
CV 伸长
改前 140
25.59 50.83 7
3:5:2:0 14
3
37 12 243.6 11.3 5.7
改后 149
25.61 51.13 5
3:4:3:0 14
1 环锭纺梳棉针布的更换建议:
建议延长锡林以及盖板的使用周期,但是为了保证针布的五峰一准,对于刺辊针布的周
期要适当的缩短。因为在“五峰一准”中刺棍针布的锋利度应该是第一位的,锋利的刺辊针
布不但能减轻锡林、盖板的梳理负荷,提高梳理质量,有利于延长锡林以及盖板的使用周期,
同时由于新的刺辊针布对于棉束的穿刺以及握持力强,能明显的减少刺棍落杂区的落棉量,
改善。 另通过 A 厂清梳车间一年多实际观察,梳棉的棉网质量明显的提高,通过对比加装固定
盖板之后,棉网云斑、破洞、棉块减少明显,并且棉网质量相对十分的稳定。
2.2 加装前后固定盖板后能十分有效的减少针布挤伤,延长针布的使用寿命,节约针布的物
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 产 量 高是 F A 3 1 7 A并条机 的又 一优 势
众所周知 , 前纺半制 品的供应 一定要大于 细纱 的需要求 量, 而色纺行业尤其如此 , 客户下 的订单 不大 , 但 客户的交期 只 可 以提 前 不 允 许 推 迟 。色 纺 纱 因 其 颜 色 千 变 万 化 , 可纺性
认 为天门纺织机械 有 限公 司所 生产 的 F A 3 1 7 A 并条 机 比较 理想 。经过几年来的实践 和摸索 , 我们认为使 用好 F A3 1 7 A 并条机 , 充分发挥 F A3 1 7 A并条 机 的效能 , 良好 的 设 备 状 态
与 合 理 的工 艺 参 数 是 关 键 。坚 持 计 划 与 状 态 保 养 相 结 合 , 合
c )齿 轮更 换简便 , 只需会拧螺 丝及张紧齿形 皮带 即可 。 而不需要像有的机型要考虑销的脱 落及搭牙 的比例 。
2 广阔 的牵伸 空 间( 5 . 3 2 ~9 . 8 5倍 )
牵伸倍 数调节范 围大 , 非常符合 色纺 纱 的产 品规 格 : 在
生 产 中最 粗 到 7 3 . 8 t e x , 细到 8 . 4 t e x , 在 工 艺 设 计 上 显 得 游 刃 有 余 。 以生 条 2 2 5 m计算 , 采用两道并 合 , 头并 2 1 ~2 2 g , 二 并可达 2 2 x8 ÷5 . 3 2 —3 3 . 0 8 g , 即使单纱做到 比 7 3 . 8 t e x还 粗
7料 、 不 同 的混 纺 比及 不 同 的 产 品规 格 设 置
与之相应 的前后 区隔距 、 牵 伸比以及不 同部位 的张力 。由于
色纺 品种 的千 变 万 化 , 在 此 不再 一 一 赘 述 。
也不成 问题 。若做高支纱如 5 . 9 t e x , 采用 三道并合 , 头并 1 8 g , 二并 1 7 g , 三并可低至 1 7 ×8 ÷9 . 8 5 =1 3 . 8 g 。如此宽广的牵伸 空间对于客户多 , 品种规格复杂的棉纺厂来说颇为青睐。
做法 是将 其 纺 成 粗 纱, 这 就 需 要 并 条 机 具 有 高 产 能。而
7 o O n n / mi n 的 出条速 度正 是 F 1 7 A 并条 机迎合 纺织 厂 的一 大亮 点 。云泰 公 司在 2 0 0 8 年 一 次性 购 买 1 2台 F A 3 1 7 A并 条 机 的 基
1 便捷 的 工艺调 整是 品质与 效益 的保证
在纺纱过程中, 为降低纱线 长片段不匀 , 并条工 序班 、 班
的条子重量检测是关键 。云泰公 司规定每班每 台末道并条试 重 次数 不 低 于 5次 , 每班共计 试重大于 2 5次 , 加 上小订单批 次多, 实际远远超过 2 5 次, 这样就给维修人员 的工作量增大了 许多。在确保并条品质的基础上能快速调换 工艺齿轮 , 这也是
也 不尽 相 同 , 无 法预测 哪一 个 品种在 哪一 道工 序 出问题 , 稳 妥 的
短、 颜色多样 、 品种翻改频繁的特点 , 将 各工序 的设备 实行优 化选配 。以并条机为例 , 公 司对 国内众多纺机厂所 生产 的并
条机 其 性 能 、 参数 、 维 护、 操作 及售后 等多项指标 进行考 察 ,
理 的工艺和正确 的操作相结合 的原则 , 能更好地 发挥设备 的
性能, 真正做到高产优质 。
础上, 于2 0 1 0 年为了配套精梳机又添购 2台 F A 3 1 7 A并条机。
5 保持 设备 良好的 状态
坚持计划与状态保 养相结合 , 除了按照 计划进 行一 、 二
级保养及揩车外 , 每天进班还应检查以下项 目:
2 0 1 3 年 纪代饧织校 第 3 期
E 6 ]汪黎明, 陈健敏 , 王 锐, 等. 织物折皱纹理灰度共生矩阵分 析r J ] . 青岛大学学报: 工程技术版 , 2 0 0 3 , 1 8 ( 4 ) : 5 - & E 7 ]王治 国 , 尹 成, 雷小 兰, 等. 河道纹 理属性分 析 中的灰 度共生矩阵参数研 究E J ] . 石 油地球物理勘探 , 2 o 1 2 , 4 7
当时 公 司选购 F A 3 1 7 A并 条机 的初 衷之 一 , 主要 基 于如下 理 由 :
a )查两侧齿形皮带和电机平皮带 的松 紧、 有无 明显 伤痕
及脱层 ;
b )查各部位 自停装置是否灵 敏 ;
c )查 上 下 吸风 是 否 畅 通 ;
d )听各传动部位有无异响 ;
b )经常更换 的工艺 齿轮 , 冠 牙与 轻重牙 采用 齿形 皮带 传动, 较之其他机型的齿轮传动更 方便 、 快捷 , 又不至于把维
修人员弄得满手油污 ;
6 正确 的操作 方法
这是保证并条品质和设备正常运转 的前提 。很多的品质 问题都是操作不 当产 生的, 如包头不 规范 、 搭条 、 导条压 辊不 放下 、 不及时清除挂花和油污等, 都可能造成并条条干不匀 。
( 1 ) : l O O — l O 6 .
研究 报告
E 8 ]王
辉. 基于灰度共生矩阵木材 表面纹理模式 识别方法
的研究 E D ] . 哈尔滨 : 东北林业大学 , 2 0 0 7 .
( 责 任编辑 : 马春 晓 )
F A 3 1 7 A并 条 机 的 使 用 体 会
2 0 0 8 年 云泰纺织有 限公 司在 原有生产 规模 的基 础上扩
e )看 试 验 数 据 有 无 异 常 , 以及 与 试 验 人 员 有 效 交 流 , 全 面掌 握 各 机 台 的 运 行 情 况 , 做 到 及 时 发 现 问题 并 及 时处 理 。
a )该机采用齿形皮带传动 , 既保 证 了传动 的平稳性 , 防
止滑溜 , 又能减少意外牵伸 ;