调节阀气蚀现象的分析及改进措施
汽蚀现象及解决方案

汽蚀现象及解决方案一、汽蚀现象的定义和原因:汽蚀是指在液体中存在气体泡沫的情况下,由于液体中的静压力降低,导致气体泡沫的膨胀和破裂,进而引起液体中的涡流和冲击,最终导致设备或者管道表面的金属材料被剥离或者腐蚀。
汽蚀现象主要发生在液体流动速度较高的系统中,如泵、阀门和管道等。
汽蚀现象的主要原因包括以下几点:1. 流体速度过高:当液体流速超过一定限度时,静压力降低,使液体中的气体泡沫膨胀和破裂,引起汽蚀现象。
2. 流体温度过高:高温液体容易产生气泡,增加了汽蚀的风险。
3. 液体中含有气体或者蒸汽:液体中存在气体或者蒸汽,容易形成气泡,导致汽蚀。
4. 流体中的杂质:流体中存在的固体颗粒或者其他杂质会促进气泡的形成,加剧汽蚀。
二、汽蚀现象的危害和影响:汽蚀现象会对设备和管道的正常运行造成严重的危害和影响,主要表现在以下几个方面:1. 降低设备的工作效率:汽蚀会导致设备的性能下降,如泵的流量和扬程减小,降低了设备的工作效率。
2. 加速设备的磨损和损坏:汽蚀会导致设备表面的金属材料被剥离或者腐蚀,加速设备的磨损和损坏,缩短设备的使用寿命。
3. 增加设备的维护成本:由于汽蚀会导致设备的磨损和损坏,增加了设备的维护成本,包括维修和更换设备的费用。
4. 影响工作环境和安全:汽蚀会产生噪音和振动,影响工作环境,同时也会增加设备的故障风险,对工作人员的安全构成威胁。
三、汽蚀现象的解决方案:为了解决汽蚀现象,可以采取以下几个方面的措施:1. 优化系统设计:合理设计系统的管道布局和泵的选型,根据工艺要求确定合适的流速范围,避免流速过高引起汽蚀。
2. 降低液体温度:通过降低液体的温度,减少气体和蒸汽的生成,从而降低汽蚀的风险。
3. 净化液体:通过使用过滤器或者其他净化设备,去除液体中的杂质和固体颗粒,减少气泡的形成,降低汽蚀的可能性。
4. 增加液体中的气体溶解度:通过增加液体中的气体溶解度,减少气泡的形成,降低汽蚀的风险。
汽蚀现象及解决方案

汽蚀现象及解决方案一、汽蚀现象的定义和原因汽蚀是指液体在高速流动时,由于压力降低而发生沸腾,形成气泡,然后在高压区域瞬间坍塌,造成金属表面的冲刷和腐蚀现象。
汽蚀现象通常发生在液体流动速度较高的设备中,如泵、阀门、喷嘴等。
汽蚀现象的主要原因有以下几点:1. 流体速度过高:当流体速度超过某一临界值时,会导致压力降低,形成气泡,从而引发汽蚀现象。
2. 流体中存在气体:流体中存在气体,会增加气泡形成的可能性,进一步加剧汽蚀现象。
3. 流体温度过高:高温流体容易产生气泡,从而加剧汽蚀现象的发生。
4. 流体中存在固体颗粒:固体颗粒会增加流体的摩擦力,进一步加剧汽蚀现象。
二、汽蚀现象的危害汽蚀现象对设备和系统的运行会带来一系列的危害,包括但不限于以下几点:1. 金属表面的冲刷和腐蚀:汽蚀会导致金属表面的冲刷和腐蚀,降低设备的使用寿命。
2. 设备性能下降:汽蚀会导致设备的流量、压力等性能指标下降,影响设备的正常运行。
3. 噪音和振动:汽蚀过程中气泡的坍塌会产生噪音和振动,影响设备的工作环境和正常运行。
4. 故障和停机:汽蚀严重时,可能导致设备故障和停机,给生产和工艺带来严重影响。
三、汽蚀现象的解决方案针对汽蚀现象,可以采取以下解决方案来减轻或消除汽蚀的影响:1. 降低流体速度:通过减小管道直径、增加管道长度、增加阻力等方式,降低流体速度,避免超过临界速度。
2. 增加压力:通过增加泵的出口压力、增加系统的进口压力等方式,提高流体的压力,减少汽蚀的发生。
3. 消除气体:通过增加排气装置、增加气体分离器等方式,消除流体中的气体,降低气泡形成的可能性。
4. 降低流体温度:通过增加冷却装置、降低流体温度等方式,减少气泡的形成,减轻汽蚀的影响。
5. 过滤固体颗粒:通过增加过滤器、清洗管道等方式,减少流体中的固体颗粒,降低摩擦力,减轻汽蚀的发生。
四、汽蚀现象的预防措施除了以上解决方案外,还可以采取以下预防措施来有效预防汽蚀现象的发生:1. 设计合理的管道系统:合理设计管道的直径、长度、弯头等参数,避免流体速度过高。
汽蚀现象及解决方案

汽蚀现象及解决方案汽蚀是指流动介质中气泡在高压区域形成,然后突然破裂,引起瞬时的冲击波和局部高温,给设备和管道表面带来损伤的现象。
汽蚀问题会加速设备的磨损,降低其寿命,甚至导致设备故障,因此需要采取相应的解决方案。
解决汽蚀问题的方法主要包括以下几个方面:1.降低压力和流速:汽蚀主要发生在压力差较大和流速较高的区域,因此降低压力和流速可以有效减少汽蚀现象的发生。
可以通过增加管道的直径或者增加管道的数量来减少流速,同时可以通过增加阀门或者调整开启程度来降低压力。
2.增加系统的冷却和润滑:高温是引起汽蚀问题的原因之一,因此可以通过增加降温和润滑措施来减少汽蚀现象的发生。
可以增加冷却器或者加装风扇来降低设备表面的温度,同时在设备和管道表面涂覆一层润滑剂,减少摩擦和磨损。
3.选择合适的材料和涂层:汽蚀问题通常会导致设备和管道的表面受损,因此选择耐腐蚀和耐磨损的材料可以减轻汽蚀带来的损害。
例如,在金属表面涂覆一层耐腐蚀的涂层,或者使用特殊的金属材料,如钛合金或不锈钢,可以增加设备的使用寿命。
4.定期检查和维护:定期检查设备和管道的状态,及时清除积聚的污垢和堵塞物,可以减少汽蚀问题的发生。
同时,定期更换磨损严重的零部件,修复损坏的表面,可以延长设备的使用寿命。
5.使用减压阀和冲击消除器:减压阀可以帮助控制系统的压力,在压力突然增大时起到缓冲的作用,避免产生汽蚀现象。
冲击消除器可以吸收压力冲击波的能量,减少对设备和管道表面的冲击,从而降低汽蚀的风险。
总之,汽蚀问题对设备和管道的正常运行会产生很大的影响,因此需要采取相应的措施来解决。
通过降低压力和流速、增加冷却和润滑、选择合适的材料和涂层、定期检查和维护以及使用减压阀和冲击消除器等方法可以有效减少汽蚀现象,并延长设备的使用寿命。
调节阀产生气蚀的原因及解决办法
调节阀产生气蚀的原因及解决办法一、阀门气蚀原因气蚀是材料在液体的压力和温度达到临界值时产生破坏的一种形式。
当液体通过节流孔时,流体流道面积的缩小导致流速迅速增加,速度的增加,产生了速度和压力之间的能量转换,流体压力下降。
压力在节流孔下游侧附近达到最低值,这时其速度最大,压力最小。
当该处的压力Pvc 低于液体蒸汽压Pv 且阀门下游压力P2 高于液体蒸汽压Pv 时,就会发生气蚀。
根据伯努利方程,流速越高压力越小。
根据热力学原理,压力小则液体的沸点降低,同时液体里能够溶解的气体也会变少。
在某些流动中,由于速度特别快,压力迅速下降,导致液体中溶解的气体析出,更进一步液体会沸腾。
这样就产生了气泡。
气泡会阻塞流动,导致速度降低,压力回升,于是气体变成了液体,气泡破解。
没有气泡阻塞,则流体流速加快,又产生气泡。
这种循环往复会产生巨大的压力波动对于材料表面特别容易产生疲劳,并导致设备损坏。
气蚀分为闪蒸和空化两个阶段。
物质的沸点随着压力的增大而升高,饱和高压液体减压后其沸点降低,这时液体温度高于减压后压力下的沸点,迅速沸腾汽化。
a) 闪蒸就是指高压的饱和液体进入经过减压后由于压力的突然降低使得这些饱和液体变成一部分的减压后压力下的饱和蒸汽和饱和液,产生气泡;b) 而当下游液体压力又升回来且高于饱和压力时,升高的压力压缩气泡,使其破灭,气泡形成、发展和破灭的过程称为空化。
二、阀门气蚀危害在空化过程中饱和气泡不再存在,而是迅速爆破变回液态,由于气泡的体积大多比相同的液体体积大,所以说气泡的爆破是从大体积像小体积的转变。
气蚀过程中气泡破裂时所有的能量集中在破裂点上,产生几千牛顿的冲击力,冲击力的压力高达2000Mpa,大大超过了大部分金属材料的疲劳破坏极限。
闪蒸产生侵蚀破坏作用,在零件表面形成光滑的磨痕,而气蚀如果砂子喷在零件表面一样,将零件表层撕裂,形成粗糙的渣孔般的外表面。
在高压差恶劣条件下,容易造成阀内件损坏,发生泄漏,同时气蚀过程中,空化时气泡破裂释放出巨大的能量,引起内部零件的振动,产生高达10KHZ的噪声,气泡越多,噪声越严重。
调节阀气蚀现象的分析及改进措施
调节阀气蚀现象的分析及改进措施1、概述调节阀作为自动控制调节系统中的执行部件,在现代工业生产中得到广泛应用,其控制及通讯方式随着计算机及总线新技术的应用而发生了根本性的转变,大大提高了控制的准确度及可靠性。
但在高温高压工况使用过程中,管道流体往往因设备结构设计、安装或工艺参数设计不当等原因而产生气蚀,对调节阀内件造成严重的损伤,同时引起整个系统的振动及噪声,严重影响调节阀的使用寿命及控制系统的精确性,给工业生产带来很大的隐患。
2、气蚀机理气蚀是一种水力流动现象,气蚀的直接原因是管道流体因阻力的突变产生了闪蒸及空化。
在工艺系统中调节阀属节流部件,起变阻力元件的作用,其核心是一个可移动的阀瓣与不动的阀座之间形成的节流窗口,改变阀瓣位置就可改变调节阀的阻力特性,进而改变整个工艺系统的阻力特性。
在高压差(△p>2.5MPa)时,调节阀的调节过程就是阻力的突变过程,此过程极易产生气蚀。
为便于分析,将调节阀的节流过程模拟为节流孔调节式。
可以看出进口压力为p1,流速为V1的流体流经节流孔时,流速突然急剧增加,根据流体能量守恒定律,流速增加静压力便骤然下降。
当出口压力p2达到或者低于该流体所在情况下的饱和蒸汽压pv时,部分液体就汽化为气体,形成气液两相共存的现象,此既为闪蒸的形成。
如果产生闪蒸之后,p2不是保持在饱和蒸汽压之下,在离开节流孔后随着流道截面的增大流速相应减小,阀后压力急骤上升。
升高的压力压缩闪蒸产生的气泡,气泡由圆形变为椭圆形,随后达到临界尺寸的气泡上游表面开始变平,然后突然爆裂。
所有的能量集中在破裂点上,产生巨大的冲击力,其强度可达几千牛顿。
此冲击力冲撞在阀瓣、阀座和阀体上,使其表面产生塑性变形,形成一个个粗糙的蜂窝渣孔,这便是气蚀形成的过程。
气蚀现象不仅仅存在于高压差的调节阀内部,在工业生产的很多领域都存在此现象。
3、防止气蚀的措施3.1、类型选择从分析可以看出,产生气蚀是因为发生了空化,而发生空化的原因是节流引起了压力的突变,因此应避免空化的产生。
调节阀的气蚀及防护
调节阀的气蚀及防护1 概述随着国民经济的高速发展和计算机自动化控制技术的广泛应用,对自动控制阀门的需求越来越多。
自动控制阀门是现代工业生产和物料输送中阀门发展的大趋势,据统计,在石油化工装置中,自动控制阀门已占阀门总数70%以上。
调节阀是自动控制阀门之一,通过调节系统的介质流量达到工艺过程的控制作用。
调节阀在流量调节过程中不可避免会产生气蚀,使阀门过早失效,严重的将危害系统安全运行。
2 气蚀的产生及危害气蚀是材料在液体的压力和温度达到临界值时产生破坏的一种形式。
当液体通过节流孔时,流体流道面积的缩小导致流速迅速增加,速度的增加,产生了速度和压力之间的能量转换,流体压力下降。
压力在节流孔下游侧附近达到最低值,这时其速度最大,压力最小。
当该处的压力Pvc 低于液体蒸汽压Pv且阀门下游压力P2高于液体蒸汽压时,就会发生气蚀(图1)。
气蚀产生时Pvc <Pv<P2式中Pvc——节流孔处的压力,MPaP2——阀门下游压力,MPaPv——液体蒸汽压,MPa气蚀一般出现在两个阶段。
首先,当液体压力低于液体蒸汽压时,在液体中形成蒸汽泡,由液体携带气泡的边缘层向下游移动。
其次,如果出口压力大于液体蒸汽压力,气泡就会破裂或爆破,同时产生巨大的压力冲击波,并通过液体向外传播,集中撞击管道壁和阀内零件,冲击到相近的金属表面上。
气泡破裂对金属表面的冲击类似于微流喷射,它能以104MPa的压力,振动和碰撞管壁。
在液体内,当气泡远离金属表面破裂时,产生球形压力波,此时,碰撞压力约为103MPa,且微流喷射的影响未达到金属固体壁。
如果气泡接近金属表面破裂,微流喷射将直接冲击金属表面。
由于冲击波反复冲击,导致金属表面疲劳、撕裂和其他缺陷。
气蚀损坏表现为金属表面凹凸不平和多孔现象。
如果阀门出口压力低于液体蒸汽压时,蒸汽气泡不会破裂,液体以气液两相混合状态存在,液流速度将继续增大,这种状态称为闪蒸(图2)。
闪蒸并不是一个主要问题,其损害与气蚀不同,通常选用抗冲蚀的阀体和阀瓣材料,限制阀门出口流速,可大大降低和消除,延长调节阀的使用寿命。
汽蚀现象与解决方案

汽蚀现象与解决方案1. 汽蚀现象简介汽蚀是指在液体中产生气泡并随液体流动,进而对设备或管道造成损坏的现象。
汽蚀现象常见于液体流动速度较高的设备,如泵、阀门、喷嘴等。
当液体流速超过一定阈值时,液体中的气体会被剥离并形成气泡,这些气泡随着液体流动,当液体流速减小或压力增大时,气泡将瞬间坍塌,产生高温和高压冲击波,导致设备表面或内部产生腐蚀、磨损、剥落等问题。
2. 汽蚀现象的原因汽蚀现象主要由以下几个因素引起:2.1 流体速度过高:当液体流速超过设备所能承受的极限速度时,容易产生汽蚀现象。
2.2 压力波动:压力波动会导致液体中的气体剥离并形成气泡,进而引发汽蚀现象。
2.3 液体温度过高:高温液体中的气体溶解度较低,易于形成气泡,增加了汽蚀的风险。
2.4 液体中含有气体或杂质:液体中的气体或杂质会促进气泡的形成和扩大,加剧汽蚀现象。
3. 汽蚀现象的危害汽蚀现象对设备和管道的危害主要表现在以下几个方面:3.1 表面腐蚀和磨损:汽蚀会导致设备表面受到冲击和高温,使其腐蚀和磨损加剧。
3.2 设备性能下降:汽蚀会降低设备的工作效率,使其性能下降,甚至无法正常工作。
3.3 噪音和振动:汽蚀会产生冲击波和气泡崩溃的声音和振动,影响设备的正常运行和工作环境。
3.4 设备寿命缩短:汽蚀会加速设备的磨损和腐蚀,导致设备寿命缩短,增加维修和更换的成本。
4. 汽蚀现象的解决方案为了解决汽蚀现象,可以采取以下几种措施:4.1 优化设计:在设备设计阶段,应考虑流体的流速、压力波动和温度等因素,合理选择材料和结构,以提高设备的抗汽蚀能力。
4.2 降低液体流速:通过减小流体的流速,可以降低汽蚀的风险。
可以通过增加管道直径、减小流道截面积、增加泵的叶片数等方式来实现。
4.3 控制压力波动:通过增加压力稳定器、减小管道阻力、增加缓冲器等手段,可以有效控制压力波动,降低汽蚀的发生概率。
4.4 液体处理:对液体中的气体和杂质进行处理,可以减少汽蚀的风险。
调节阀汽蚀现象的分析与控制-电厂调节阀
调节阀汽蚀现象的分析与控制摘要:分析了汽蚀的产生原因和给调节阀带来的影响与危害,介绍了有效防止汽蚀破坏阀门的方法,以延长阀门的使用寿命,保证阀门的可靠性能。
关键词:调节阀,汽蚀,闪蒸,饱和压力,压差1 概述在很多有水力机械的地方,经常可以看到调节阀、减压阀等节流阀的阀瓣和阀座等零件内部产生磨痕、深沟及凹坑,这些大多是由汽蚀引起的。
汽蚀是一种水力流动现象,这种现象既能引起调节阀流通能力kV 减小,又能产生噪音、振动及对设备的损害,进而严重影响阀门的使用性能和寿命。
因此控制和降低调节阀受汽蚀的影响是阀门设计和使用时要考虑的问题之一。
2 汽蚀和闪蒸汽蚀是材料在液体的压力和温度达到临界值时产生的一种破坏形式,分为闪蒸和空化两个阶段。
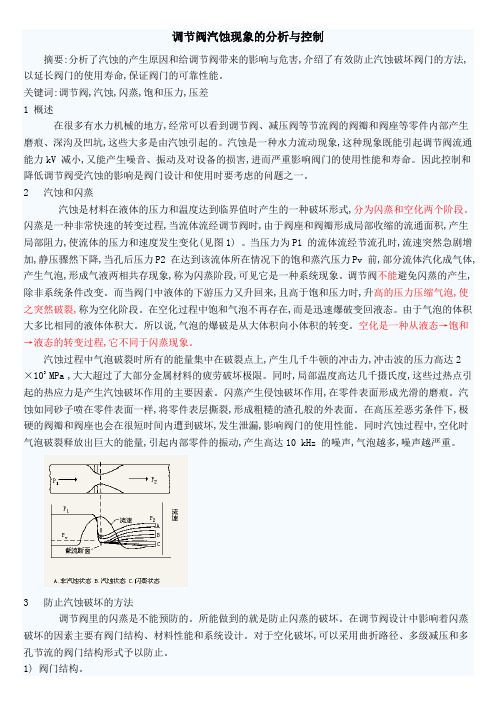
闪蒸是一种非常快速的转变过程,当流体流经调节阀时,由于阀座和阀瓣形成局部收缩的流通面积,产生局部阻力,使流体的压力和速度发生变化(见图1) 。
当压力为P1 的流体流经节流孔时,流速突然急剧增加,静压骤然下降,当孔后压力P2 在达到该流体所在情况下的饱和蒸汽压力Pv 前,部分流体汽化成气体,产生气泡,形成气液两相共存现象,称为闪蒸阶段,可见它是一种系统现象。
调节阀不能避免闪蒸的产生,除非系统条件改变。
而当阀门中液体的下游压力又升回来,且高于饱和压力时,升高的压力压缩气泡,使之突然破裂,称为空化阶段。
在空化过程中饱和气泡不再存在,而是迅速爆破变回液态。
由于气泡的体积大多比相同的液体体积大。
所以说,气泡的爆破是从大体积向小体积的转变。
空化是一种从液态→饱和→液态的转变过程,它不同于闪蒸现象。
汽蚀过程中气泡破裂时所有的能量集中在破裂点上,产生几千牛顿的冲击力,冲击波的压力高达2×103MPa ,大大超过了大部分金属材料的疲劳破坏极限。
同时,局部温度高达几千摄氏度,这些过热点引起的热应力是产生汽蚀破坏作用的主要因素。
闪蒸产生侵蚀破坏作用,在零件表面形成光滑的磨痕。
汽蚀如同砂子喷在零件表面一样,将零件表层撕裂,形成粗糙的渣孔般的外表面。
控制调节阀冲蚀现象的原因分析和防治措施
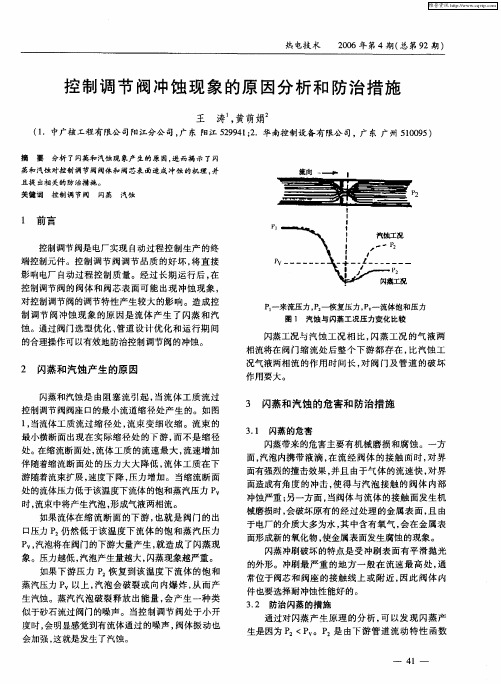
图 2 流 体 通 过 多级 降压 控 件压 力变 化 示 意 图
在运行过程 中, 也可以通 过一些方法来 降低调
节 阀压降 , 到防止阀门汽蚀 的 目的。在 大容量机 达 组 中, 凝结水和凝补水管路中一般配置 3 %负荷和 0 7 %负荷调节 阀, 0 在运行操作 中, 如果 在低负荷下 , 使用 7 %负荷调节 阀, 0 会使 P 降低量增大, 易产生 汽蚀 , 应严格按照随负荷增加先使用 3%负荷调节 0 阀调节 , 再投入 7 %负荷调节阀。可以通过关小调 0
相流将在阀门缩 流处 后整个下游都存 在 , 比汽蚀 工 况气液两相流 的作 用时间长 , 阀 门及管道 的破 坏 对
作用要大。
3 闪蒸和汽蚀 的危害和 防治措 施
3 1 闪蒸 的 危 害 .
l 当流体工质流过缩径 处 , , 流束变细 收缩 。流束 的
最小横断面出现在实 际缩径处 的下游 , 而不是缩径 处。 在缩流断面处 , 流体工质 的流速最大 , 流速增加 伴随着缩流断 面处 的压力大大降低 , 流体工质在下
游随着流束扩展 , 速度下 降, 压力增加。当缩流断面
处的流体压力低于该温度下流体的饱和蒸汽压力 P
时, 流束中将产生汽泡 , 形成气液两相流。
如果流体在缩 流断面 的下游 , 也就是 阀门的出 口压力 P 仍然低 于该温度 下流体的饱和蒸汽压 力
于电厂的介质大多为水 , 中含有氧气 , 其 会在金属表
所决定 的, P 是流体 温度所决定 的。当管道 的流动 特性与流体温度一定后 , 对于任何 阀门来 说都是无
阀内表面的抗 冲刷能力 。
法防止闪蒸现象 的。因此 , 应从 改变下游 管道流动 特性和提高阀体 的耐 冲蚀能力两个方 面来减小闪蒸
浅析汽蚀产生的原因和解决方法

浅析汽蚀产生的原因和解决方法1 概述调节阀是石油、化工、电站、长输管线、造纸等流体输送系统中的控制部件,具有调节控制流体的功能。
当流体经过调节阀时,具有一定的压差(P1-P2),如果阀门上的压差大于最大允许计算压力降△Pmax,那么就会产生闪蒸或汽蚀,也会引起对阀门或相邻管道结构上的损坏。
在阀门选型或设计中,考虑避免气蚀现象,成为延长阀门使用寿命的一种方法。
2 气蚀现象产生的原因当流体介质经过阀座口的最大缩颈处,为了维持流体稳定地流过阀门,流速此时是最大的。
流速增加即动能增加伴随着缩流断面处压力即势能的降低。
再往下游,流体进入更大的区域,流速降低,压力增大。
虽然阀门有一定的恢复特性,但下游压力不会恢复到与阀门上游相等的压力,阀门两边产生了压差△P,即流体经过阀门的能耗。
此压差与汽蚀产生的有关。
如果缩流断面处的压力降到液体的蒸汽压力以下,在流体中就会形成气泡;随着缩流断面处的压力进一步降低,气泡就会大量形成。
如果流体在阀门的出口压力没有恢复到液体的蒸汽压力Pv,气泡将保持在阀门的下游,对阀芯会产生严重的冲刷破坏,最严重的地方是在流速最高处,通常在阀芯和阀座环的接触线上。
如果下游压力恢复到高于液体的蒸汽压力,气泡会破裂,从而产生汽蚀留下一个类似于煤渣的粗糙表面。
3 汽蚀的危害蒸汽气泡破裂释放出能量,并产生噪音。
如果气泡在接近阀门内表面处破裂,释放的能量会撕裂材料,使材料表面受到损坏,机械性能降低,短期可将阀芯摧毁。
4 汽蚀工况阀门选型4.1 通过控制压力降来消除汽蚀从而防止破坏如果控制阀门的压力降不低于蒸汽压力,那么蒸汽气泡就不会形成,没有蒸汽泡的破裂,就不会产生汽蚀。
为了控制压力降,消除汽蚀,通常采用多级降压阀芯。
把通过阀门的压力降分解成多个较小的压力降,而且保证每一个较小的压力降都确保其缩流断面处的压力大于蒸汽压力。
如德国LDM公司生产的多级减压阀芯。
多级减压技术使减压效果更明显突出,每级减压最大可达到5Mpa,通过控制压力降来消除汽蚀。
汽蚀现象及解决方案

汽蚀现象及解决方案一、引言汽蚀是指在液体中存在高速流动时,由于流体压力降低,导致液体中的气体产生气泡并瞬间坍塌,造成金属表面的腐蚀和破坏的一种现象。
汽蚀不仅会降低设备的工作效率,还可能导致设备的损坏和事故的发生。
因此,了解汽蚀现象并采取相应的解决方案对于确保设备的正常运行至关重要。
二、汽蚀现象汽蚀现象主要表现为以下几个方面:1. 声音异常:当设备浮现汽蚀时,会发出异常的噪音,类似于金属的撞击声。
2. 液体振荡:汽蚀会导致液体的振荡,使得流体的压力和流速不稳定。
3. 温度升高:汽蚀会引起设备的温度升高,造成设备的过热现象。
4. 设备性能下降:汽蚀会导致设备的性能下降,例如泵的流量和扬程降低。
三、汽蚀的原因汽蚀的原因主要有以下几个方面:1. 流体速度过高:当流体速度过高时,流体的压力会降低,从而引起汽蚀现象。
2. 流体温度过高:高温会导致液体中的气体释放,形成气泡,从而引起汽蚀。
3. 液体中含有气体:液体中存在气体时,会增加汽蚀的可能性。
4. 设备设计不合理:设备的设计不合理,例如进口和出口管道的布置不当等,都可能导致汽蚀现象的发生。
四、汽蚀的解决方案针对汽蚀现象,可以采取以下解决方案:1. 降低流体速度:通过减小管道的直径或者增加管道的长度,可以降低流体的速度,从而减少汽蚀的发生。
2. 降低流体温度:通过增加冷却设备或者改进冷却系统,可以降低流体的温度,减少气体的释放,从而减轻汽蚀的程度。
3. 消除液体中的气体:可以通过增加排气装置或者改进液体处理系统,将液体中的气体排除,减少汽蚀的可能性。
4. 设备改进:对设备进行改进,例如优化进口和出口管道的布置,增加阀门和泵的稳定性等,可以有效地减少汽蚀现象的发生。
五、实施效果评估为了评估汽蚀解决方案的效果,可以采取以下措施:1. 监测设备的工作情况:通过监测设备的工作情况,包括流量、压力、温度等参数的变化,来评估汽蚀解决方案的效果。
2. 检查设备的磨损情况:定期检查设备的磨损情况,观察设备表面是否有腐蚀和破坏的迹象,以评估汽蚀解决方案的效果。
调节阀闪蒸和气蚀现象及其解决办法
调节阀闪蒸和气蚀现象的危害及其对策1.闪蒸和气蚀现象的产生原因及其危害在调节阀液体工况条件下,按流动工况判别式,如果阀门的实际压差P1-P2≥F L2(P1-F F P V)时,就会产生阻塞流。
阻塞流是当阀门内的静态压力降至液体的饱和蒸汽压时由于液体的汽化引起的,阻塞流的产生必然产生闪蒸和气蚀现象。
1.1 闪蒸:当液体流体通过节流缩径处时,流束会变细或收缩,流速会增加,压力会下降。
通过节流处后,随着阀腔增大,流速会下降,压力会增加,但不会恢复到阀前压力,实际压差△P就是节流时损失的能量。
节流缩径处的压力降到液体的饱和蒸汽压,气泡就会在流束中形成,如果阀后压力仍低于液体的饱和蒸汽压,气泡将保持在阀后,这种现象就叫“闪蒸”。
闪蒸会对阀门的阀芯产生严重的冲刷破坏,使阀芯和阀座接触处及附近像被平滑地磨掉一层一样,阀门的关闭性能随之严重降低,因达不到系统要求而损坏报废。
1.2 气蚀:在阻塞流条件下,如果阀后压力恢复到高于液体的饱和蒸汽,气泡就会破裂或爆炸,这种现象就叫气蚀。
气蚀产生的蒸汽气泡破裂、爆炸现象释放出很大的能量,并产生噪声。
当气泡在节流件附近破裂、爆炸时,会使节流件产生粗糙的的破坏表面,并有可能在阀后一段距离内使下游管道遭受同样的破坏。
2. 闪蒸和气蚀的预防对策闪蒸和气蚀现象的产生是由于系统工况而不是阀门引起的,因此,解决闪蒸和气蚀的办法不单是阀门制造商的事情。
阀门制造商所能做的就是:增加阀门抵抗闪蒸和气蚀破坏的能力,包括阀型的选择和阀内件材料的选择、处理。
2.1 闪蒸工况下的阀门选择a. 选择角形阀、偏心旋转阀、V形球阀等流通性好、流阻小的阀门;b. 扩大节流缩径后的阀后容腔,降低流速,也即降低冲刷速度和冲刷能量;c. 选择尽可能硬度高、耐磨损的阀芯阀座材料,包括硬化处理。
2.2 气蚀工况下的阀门选择及防止气蚀的工艺措施a. 选择多级压降结构的阀门或串联阀门(相当于多级压降),使每一级阀后压降变小,确保其节流缩径处的压力都不低于液体的饱和蒸汽压,从而不会产生形成气蚀的气泡。
汽蚀现象及解决方案

汽蚀现象及解决方案一、引言汽蚀是指在液体中存在高速流动或者涡流时,由于液体的压力降低,导致液体中的气体饱和度降低,气体从液体中析出形成气泡,随后气泡在高压区域瞬间坍塌产生冲击波,对设备和管道表面造成严重破坏的现象。
本文将详细介绍汽蚀现象的原因、影响以及相应的解决方案。
二、汽蚀现象的原因1. 流体压力降低:当流体通过管道或者设备时,由于流道的几何形状改变或者流速增加,导致流体压力降低,从而引起汽蚀现象。
2. 流体中的气体饱和度降低:由于流体压力降低,液体中的气体饱和度也会降低,气体从液体中析出形成气泡。
3. 气泡坍塌:形成的气泡在高压区域瞬间坍塌,产生冲击波,对设备和管道表面造成破坏。
三、汽蚀现象的影响1. 设备和管道表面磨损:气泡坍塌时产生的冲击波会对设备和管道表面造成冲击和磨损,导致表面损坏和减少设备寿命。
2. 流体流动不稳定:汽蚀现象会导致流体流动不稳定,影响设备和管道的正常运行。
3. 噪音和振动:汽蚀现象会产生噪音和振动,对工作环境和设备运行稳定性造成不利影响。
四、汽蚀现象的解决方案1. 设计优化:通过优化设备和管道的几何形状,减少流体流速的突变,降低流体压力降低的程度,从而减少汽蚀现象的发生。
2. 增加流体压力:通过增加流体供给的压力,提高流体压力在设备和管道中的稳定性,减少汽蚀现象。
3. 使用抗汽蚀材料:选择抗汽蚀性能好的材料,如耐磨合金、不锈钢等,以提高设备和管道的抗汽蚀能力。
4. 定期维护和清洗:定期对设备和管道进行维护和清洗,清除积聚的气泡和污垢,保持流体的畅通和稳定。
5. 安装汽蚀保护装置:在设备和管道中安装汽蚀保护装置,如汽蚀阀、汽蚀泵等,可以有效减少汽蚀现象的发生。
五、结论汽蚀现象是在高速流动或者涡流条件下,由于液体压力降低导致气体析出形成气泡,随后气泡坍塌产生冲击波对设备和管道表面造成破坏的现象。
为了解决汽蚀问题,可以通过设计优化、增加流体压力、使用抗汽蚀材料、定期维护和清洗以及安装汽蚀保护装置等方式来减少汽蚀现象的发生。
汽蚀现象及解决方案
汽蚀现象及解决方案引言:汽蚀现象是指在液体中存在高速流动时,液体中的气体被剥离并形成气泡,随后气泡在高压区域瞬间坍塌,产生冲击波,导致金属表面受损或设备性能下降。
本文将详细介绍汽蚀现象的原因、表现及解决方案。
一、汽蚀现象的原因:1. 流体速度过高:当流体速度超过一定临界值时,会产生汽蚀现象。
流体速度过高会导致气体从液体中剥离,形成气泡。
2. 压力差过大:流体在经过装置时,压力差过大会造成液体剧烈挥发,形成气泡。
3. 流体温度过高:高温会导致液体中的气体溶解度降低,气体容易剥离形成气泡。
4. 流体中含有气体:流体中本身含有气体,或者在流体中溶解了气体,都会增加汽蚀的风险。
二、汽蚀现象的表现:1. 金属表面腐蚀:汽蚀现象会使金属表面出现腐蚀、磨损等现象,进而影响设备的正常运行。
2. 设备性能下降:汽蚀会导致设备的性能下降,例如泵的流量、扬程降低,压力波动等。
3. 噪音和振动:汽蚀会引起设备的噪音和振动,给工作环境和设备本身带来不良影响。
三、汽蚀现象的解决方案:1. 优化设备设计:通过优化设备的结构和材料选择,减小液体流速和压力差,降低汽蚀的风险。
2. 控制流体温度:保持流体温度在适宜范围内,避免过高温度导致气体剥离。
3. 减少气体含量:通过去气装置、气体分离器等方式,减少流体中的气体含量,降低汽蚀风险。
4. 定期维护保养:定期检查设备,清洗管道和过滤器,保持设备的良好状态,降低汽蚀的可能性。
5. 安装减压阀:在设备中安装减压阀,控制压力差,避免流体挥发过快,减少汽蚀的风险。
结论:汽蚀现象是液体高速流动中常见的问题,它会导致设备的损坏和性能下降。
为了解决汽蚀问题,我们可以通过优化设备设计、控制流体温度、减少气体含量、定期维护保养和安装减压阀等方式来降低汽蚀风险。
这些解决方案将有助于提高设备的可靠性和性能,延长设备的使用寿命。
汽蚀现象及解决方案
汽蚀现象及解决方案一、引言汽蚀是指液体在高速流动时,由于流体压力降低而引起的液体沸腾现象。
这种现象可能会对机械设备的正常运行造成严重影响,因此需要采取相应的解决方案来防止汽蚀的发生。
二、汽蚀现象的原因1. 流体速度过高:当液体在管道或泵中的流速超过一定限制时,会导致液体压力降低,从而引起汽蚀现象。
2. 流体温度过高:高温液体容易引起汽蚀,因为液体的饱和蒸汽压随温度的升高而增加。
3. 流体中气体含量过高:液体中的气体含量过高会影响液体的密度和黏度,从而增加汽蚀的风险。
4. 系统设计不合理:管道或泵的设计不合理,如管道直径过小、泵的进口压力过低等,都会增加汽蚀的可能性。
三、汽蚀的危害1. 降低设备效率:汽蚀会导致液体流量减少,从而降低设备的工作效率。
2. 设备损坏:汽蚀会引起设备的振动和噪音,严重时会导致设备的损坏,甚至造成设备的报废。
3. 安全隐患:汽蚀会引起设备的泄漏和爆炸,对工作人员和周围环境造成潜在危险。
四、汽蚀的解决方案1. 优化系统设计:合理选择管道和泵的尺寸,确保流速在安全范围内,避免管道直径过小或泵的进口压力过低。
2. 控制流体温度:保持流体温度在合理范围内,避免过高的温度引起汽蚀现象。
3. 减少气体含量:通过合理的气体排放系统,减少液体中的气体含量,降低汽蚀的风险。
4. 定期维护检查:定期对设备进行维护检查,确保设备的正常运行状态,及时发现和修复可能存在的问题。
5. 使用抗汽蚀材料:对于易受汽蚀影响的部件,选择抗汽蚀材料进行制造,提高设备的耐蚀性能。
6. 安装汽蚀保护装置:在系统中安装汽蚀保护装置,如减压阀、溢流阀等,以降低汽蚀的风险。
五、结论汽蚀是液体在高速流动时产生的液体沸腾现象,可能会对机械设备的正常运行造成严重影响。
为了防止汽蚀的发生,我们可以通过优化系统设计、控制流体温度、减少气体含量、定期维护检查、使用抗汽蚀材料和安装汽蚀保护装置等方式来解决汽蚀问题。
这些解决方案的实施可以有效降低汽蚀的风险,保障设备的正常运行,提高工作效率,确保工作人员的安全。
汽蚀现象及解决方案

汽蚀现象及解决方案1. 汽蚀现象简介汽蚀是指液体在高速流动时,由于局部压力降低,液体中的气体被抽出形成气泡,随后气泡在高压区域猛烈崩溃,产生冲击波和高温,从而对设备和管道造成损害。
汽蚀现象常见于液体泵、阀门、喷嘴和管道等流体系统中。
2. 汽蚀的影响汽蚀对设备和管道的影响主要体现在以下几个方面:2.1 设备磨损:汽蚀会导致设备表面的磨损、腐蚀和疲劳破坏,降低设备寿命。
2.2 噪音和振动:汽蚀过程中产生的冲击波会引起噪音和振动,影响设备的正常运行。
2.3 流量减少:汽蚀会降低液体的流动效率,导致流量减少。
2.4 效率下降:汽蚀会导致设备的效率下降,增加能源消耗。
3. 汽蚀的解决方案为了解决汽蚀问题,可以采取以下措施:3.1 提高进口压力:通过增加进口压力,可以有效降低局部压力降低的程度,减少汽蚀的发生。
3.2 优化流体系统设计:合理设计流体系统,包括管道、阀门和泵等设备的选择和布置,以减少液体流动时的压力变化。
3.3 提高液体的饱和温度:通过提高液体的饱和温度,可以减少汽蚀的发生。
可以采用加热设备或者调整液体的组成来实现。
3.4 使用抗汽蚀材料:选择抗汽蚀性能好的材料制造设备和管道,如不锈钢、耐腐蚀合金等,以提高系统的耐蚀能力。
3.5 定期维护和检修:定期对设备和管道进行维护和检修,及时清理和更换磨损严重的部件,以保证系统的正常运行。
4. 汽蚀现象的预防措施除了以上解决方案外,还可以采取以下预防措施来防止汽蚀的发生:4.1 定期检查设备和管道:定期检查设备和管道的运行状态,及时发现并修复潜在的问题。
4.2 控制流速:控制液体的流速,避免过高的流速导致局部压力降低。
4.3 安装气泡阻挡器:在液体系统中适当安装气泡阻挡器,以防止气泡进入高压区域。
4.4 加装减压阀:在系统中加装减压阀,以控制系统的压力,避免压力降低过大。
4.5 定期培训和教育:定期对操作人员进行培训和教育,提高他们对汽蚀现象的认识和理解,以便能够及时采取应对措施。
汽蚀现象及解决方案
汽蚀现象及解决方案一、引言汽蚀是指在液体流动中,由于液体流速过大或者压力降过大,使液体中的气体被抽出并形成气泡,然后在高压区域瞬间崩溃,产生冲击力,对设备和管道造成伤害的现象。
本文将详细介绍汽蚀的原因、表现以及解决方案。
二、汽蚀的原因1. 过高的流速:当液体流速过高时,流体中的压力降低,会导致液体中的气体被抽出形成气泡,进而引起汽蚀现象。
2. 压力降低:当管道中存在蓦地收缩、弯曲或者阀门开度过大等情况时,会造成压力降低,增加汽蚀的风险。
3. 气体溶解度:液体中溶解的气体在压力降低时会析出,形成气泡,加剧汽蚀的程度。
4. 液体温度:液体温度升高会降低液体的气体溶解度,增加汽蚀的可能性。
5. 液体粘度:液体粘度过大会增加液体流动的阻力,使流速增大,从而增加汽蚀的风险。
三、汽蚀的表现1. 声音异常:汽蚀时,会发出噪音,类似于沸腾的声音。
2. 气泡现象:在液体中可以观察到大量气泡的产生和崩溃。
3. 设备磨损:汽蚀会引起设备表面的磨损,甚至导致设备的损坏。
4. 流量减小:由于汽蚀现象的存在,液体流动受阻,导致流量减小。
四、解决方案1. 降低流速:通过增加管道直径、减小流速等方式,降低液体的流速,减少汽蚀的风险。
2. 改善管道设计:合理设计管道,避免蓦地收缩、弯曲等情况,减少压力降低的可能性。
3. 优化阀门控制:减小阀门开度,避免过大的压力降低,降低汽蚀的风险。
4. 控制液体温度:根据液体的特性,控制液体的温度,避免液体温度过高导致汽蚀。
5. 使用抗汽蚀材料:选择抗汽蚀性能好的材料,如不锈钢、耐蚀合金等,减少设备的损坏。
6. 增加液体的气体溶解度:通过增加液体中的气体溶解度,可以减少气泡的形成,降低汽蚀的风险。
五、结论汽蚀是液体流动中常见的问题,如果不及时解决,会对设备和管道造成严重伤害。
通过降低流速、改善管道设计、优化阀门控制、控制液体温度、使用抗汽蚀材料以及增加液体的气体溶解度等措施,可以有效地解决汽蚀问题,保证设备和管道的正常运行。
汽蚀现象及解决方案

汽蚀现象及解决方案引言概述:汽蚀是一种常见的流体力学现象,指的是在液体通过管道或泵时,由于压力降低而引起的液体蒸汽化和气泡塌缩的过程。
汽蚀会导致管道和设备的损坏,影响工作效率和安全性。
本文将介绍汽蚀的原因和解决方案。
一、汽蚀原因1.1 流体压力降低:当流体通过管道或泵时,由于摩擦和阻力的作用,流体的压力会逐渐降低。
当压力降低到饱和蒸汽压力以下时,液体就会发生汽蚀现象。
1.2 流体速度过高:流体速度过高会导致流体压力降低,从而引发汽蚀。
特别是在管道弯曲处或收缩的区域,流速更容易过高。
1.3 液体中含有气体:液体中含有气体会增加流体的气化倾向,从而促使汽蚀的发生。
例如,含有气体的水在高压下更容易发生汽蚀。
二、汽蚀的危害2.1 设备损坏:汽蚀会导致设备的叶轮、泵壳等部件受损甚至破裂,进而影响设备的正常工作。
2.2 工作效率下降:汽蚀会使得液体流动不稳定,降低泵的吸入能力和排出能力,导致工作效率下降。
2.3 安全隐患:汽蚀会使设备产生噪音和振动,增加设备的故障风险,甚至可能引发事故,对人员和设备安全造成威胁。
三、汽蚀解决方案3.1 优化管道设计:合理设计管道的直径和弯曲角度,减少流体速度过高的情况,从而降低汽蚀的发生概率。
3.2 增加系统压力:通过增加系统压力,使得流体的压力始终高于饱和蒸汽压力,从而防止汽蚀的发生。
3.3 采用抗汽蚀材料:在设计和选择设备时,使用抗汽蚀材料,如不锈钢、耐腐蚀合金等,可以有效减少汽蚀的风险。
四、汽蚀预防措施4.1 定期维护设备:定期检查和维护设备,确保设备的正常运行状态,及时发现和解决潜在的汽蚀问题。
4.2 控制液体温度:控制液体的温度,避免液体过热或过冷,从而减少液体蒸汽化的倾向。
4.3 安装气体分离器:在液体流动的管道中安装气体分离器,可以有效去除液体中的气体,减少气化现象,降低汽蚀的风险。
五、结论汽蚀是一种常见的流体力学现象,对设备和工作效率造成严重影响。
通过合理的管道设计、增加系统压力、采用抗汽蚀材料等解决方案,以及定期维护设备和控制液体温度,可以有效预防和解决汽蚀问题,提高设备的安全性和工作效率。
汽蚀现象与解决方案

汽蚀现象与解决方案一、引言汽蚀是指在液体流动中,由于压力降低而引起的液体局部沸腾现象。
汽蚀不仅会降低设备的工作效率,还会对设备造成严重的伤害。
因此,了解汽蚀现象及其解决方案对于设备的正常运行至关重要。
二、汽蚀现象1. 汽蚀原理汽蚀是由于流体中的压力降低,导致液体中的饱和蒸汽形成小气泡,这些小气泡在高压区域形成,而在低压区域瞬间坍塌,从而引起局部沸腾现象。
这种坍塌产生的冲击波和高温能够对设备表面造成严重的磨损和腐蚀。
2. 汽蚀现象的特征汽蚀现象通常表现为以下几个特征:- 噪音:设备产生异常的噪音,类似于水流的喷射声。
- 液体振荡:设备浮现液体的振荡和波动现象。
- 液面下降:设备液面下降,无法满足正常工作需求。
- 设备损坏:设备表面浮现严重的磨损、腐蚀和破裂等现象。
三、汽蚀解决方案1. 设备改进- 提高进口压力:增加进口压力可以有效减少汽蚀现象的发生。
可以通过增加泵站的进口压力或者在进口处增加一个辅助泵来实现。
- 减小压力降低:通过优化管道设计、减小管道的长度和弯头数量等方式,可以减小流体在管道中的压力降低,从而降低汽蚀的风险。
- 提高材料质量:选择耐蚀性好的材料,如不锈钢等,可以有效减少设备的腐蚀和磨损。
2. 液体改进- 提高液体温度:增加液体的温度可以减少液体的饱和蒸汽压力,从而降低汽蚀的风险。
- 减小液体气体含量:通过合适的排气装置和减小液体中的气体含量,可以减少汽蚀现象的发生。
- 使用抗汽蚀液体:选择一些具有抗汽蚀性能的液体,如抗汽蚀液体泵等,可以有效降低汽蚀的风险。
3. 操作改进- 控制流量:合理控制流量,避免过高或者过低的流量,可以减少汽蚀现象的发生。
- 定期维护:定期对设备进行检查和维护,及时清理管道和泵站等设备,可以降低汽蚀的风险。
- 增加监测设备:安装压力传感器、温度传感器等监测设备,实时监测设备的工作状态,及时发现汽蚀现象,采取相应的措施。
四、结论汽蚀现象是液体流动中常见的问题,对设备的正常运行和寿命造成严重影响。
汽蚀现象及解决方案

汽蚀现象及解决方案一、引言汽蚀是指液体在高速流动时,由于局部压力降低,液体中的气体被释放出来,形成气泡并在液体中瞬间坍塌的现象。
汽蚀现象对于液体输送系统来说是一个常见但严重的问题,它会导致设备的损坏、性能下降甚至系统的完全失效。
因此,了解汽蚀现象并采取相应的解决方案是非常重要的。
二、汽蚀现象的原因1. 流体速度过高:当液体在管道中高速流动时,流体的速度超过了其所能承受的范围,导致局部压力降低,从而引发汽蚀现象。
2. 流体压力不稳定:当液体输送系统中存在压力波动或压力突变时,会导致局部压力降低,从而引发汽蚀现象。
3. 流体中的气体含量过高:液体中的气体含量过高会增加汽蚀的可能性,因为气体在高速流动时更容易形成气泡并引发汽蚀现象。
三、汽蚀现象的表现1. 噪音:汽蚀现象会产生噪音,通常是一种类似于冲击声或爆炸声的声音。
2. 液体振动:在汽蚀现象发生的地方,液体会产生明显的振动,这是因为气泡坍塌时会产生冲击力。
3. 设备损坏:汽蚀现象会导致设备的损坏,例如管道的腐蚀、泵的叶片磨损等。
四、汽蚀现象的解决方案1. 降低流体速度:通过增加管道的直径、减小流速或增加管道长度等方法,可以降低流体的速度,减少汽蚀的发生概率。
2. 稳定流体压力:采取合适的控制措施,如增加稳压阀、减小压力波动等,以保持流体压力的稳定性,避免压力突变引发汽蚀现象。
3. 减少气体含量:通过使用除气器、减少气体溶解度等方法,可以有效减少液体中的气体含量,降低汽蚀的风险。
4. 优化设备设计:在设备的设计过程中,应充分考虑汽蚀现象的可能性,采取相应的措施,如增加抗汽蚀材料的使用、优化泵的叶片结构等,以提高设备的抗汽蚀能力。
5. 定期维护检查:定期对液体输送系统进行维护检查,及时发现并修复可能导致汽蚀的问题,以避免汽蚀现象的发生。
五、结论汽蚀现象是液体输送系统中常见但严重的问题,它会导致设备的损坏、性能下降甚至系统的完全失效。
为了解决汽蚀现象,我们可以通过降低流体速度、稳定流体压力、减少气体含量、优化设备设计和定期维护检查等方法来减少汽蚀的风险。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
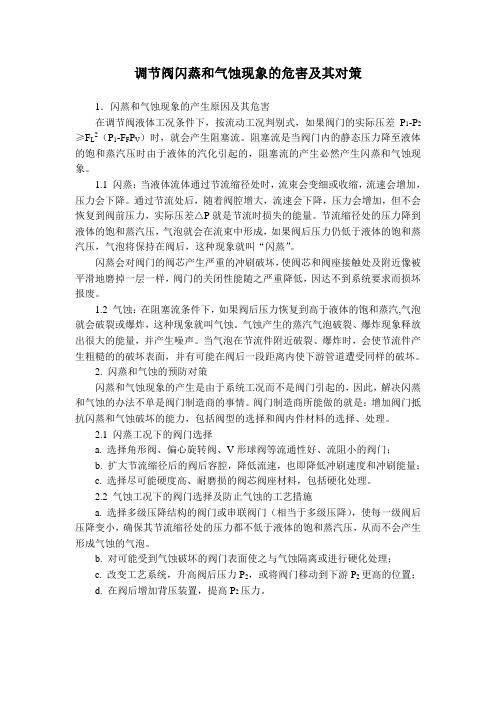
气蚀是一种水力流动现象 , 气蚀的直接原因是 管道流体因阻力的突变产生了闪蒸及空化 。在工艺 系统中调节阀属节流部件 , 起变阻力元件的作用 , 其核心是一个可移动的阀瓣与不动的阀座之间形成 的节流窗口 , 改变阀瓣位置就可改变调节阀的阻力 特性 , 进而改变整个工艺系统的阻力特性。在高压 差 ( △p > 215MPa) 时 , 调节阀的调节过程就是阻 力的突变过程 , 此过程极易产生气蚀 。为便于分析 , 将调节阀的节流过程模拟为节流孔调节式 (图 1) ,
Abstract: In th is a rtic le w e ana lyze the reason fo r cav ita tion occu rring, and in troduce the m e thod to avo id o r p ro long the effec t of cav ita tion w hen the con tro l is used. Key words: con tro l va lve; cav ita tion; f lash ing; ste llite2a lloy
— 42 — 阀化的产生 。而产生空化的临界压差即 阻塞流形成的压差 △pT 为 △pT = FL 2 ( p1 - pvc ) 式中 FL ———压力恢复系数
压 , 或使液体本身相互冲撞 , 在通道间导致高度紊 流 , 使液体的动能由于相互摩擦而变为热能 , 可减 少气泡的形成 。
2009年第 6期 阀 门 — 4 1 —
文章编号 : 100225855 ( 2009) 0620041202
调节阀气蚀现象的分析及改进措施
张海亮 , 袁菊霞 (上海凯士比泵有限公司 , 上海 200245)
摘要 分析了气蚀产生的原因 , 从选型 、材料和结构等不同角度介绍了调节阀使用中可避免 或延缓气蚀影响的方法 。 关键词 调节阀 ; 气蚀 ; 闪蒸 ; 司太莱合金 中图分类号 : TP214 文献标识码 : A
分析结果证明 , 空化是因为压力的突变所引 起 , 而系统要求的压降又不能降低 , 所以采用将一 次大的 压 力 突 变 分 解 为 若 干 次 的 多 级 阀 瓣 结 构 (图 3) , 这种结构的阀瓣可以把总压差分成几个小 压差 , 逐级降压 , 使每一级都不超过临界压差 。或 设计成特殊结构的阀瓣和阀座 , 如迷宫式阀瓣及叠 片式阀瓣等 , 都可以使高速流体在通过阀瓣和阀座 时 , 每一点的压力都高于在该温度下的饱和蒸汽
图 1 空化现象的形成
在工艺条件允许的情况下尽量选用 △p < △pT 的阀门 , 即选用压力恢复系数小的阀门 , 如球阀或 蝶阀等 。如果工艺条件必须使 △p > △pT , 可以将 两个调节阀串联起来使用 , 这样每个调节阀的压差 △p都小于 △pT , 空化便不会产生 。如果阀的压差 △p小于 215M Pa, 一般不会产生气蚀 , 即使有气 蚀的产生也不会对阀门造成严重的损坏 。
可以看出进口压力为 p1 , 流速为 V1 的流体流经节流 孔时 , 流速突然急剧增加 , 根据流体能量守恒定律 , 流速增加静压力便骤然下降。当出口压力 p2 达到或 者低于该流体所在情况下的饱和蒸汽压 pv 时 , 部分 液体就汽化为气体 , 形成气液两相共存的现象 , 此 既为闪蒸的形成 。如果产生闪蒸之后 , p2 不是保持 在饱和蒸汽压之下 , 在离开节流孔后随着流道截面 的增大流速相应减小 , 阀后压力急骤上升。升高的 压力压缩闪蒸产生的气泡 , 气泡由圆形变为椭圆形 , 随后达到临界尺寸的气泡上游表面开始变平 , 然后 突然爆裂。所有的能量集中在破裂点上 , 产生巨大 的冲击力 , 其强度可达几千牛顿。此冲击力冲撞在 阀瓣 、阀座和阀体上 , 使其表面产生塑性变形 , 形 成一个个粗糙的蜂窝渣孔 , 这便是气蚀形成的过程 。 气蚀现象不仅仅存在于高压差的调节阀内部 , 在工 业生产的很多领域都存在此现象 。
1 概述
调节阀作为自动控制调节系统中的执行部件 , 在现代工业生产中得到广泛应用 , 其控制及通讯方 式随着计算机及总线新技术的应用而发生了根本性 的转变 , 大大提高了控制的准确度及可靠性 。但在 高温高压工况使用过程中 , 管道流体往往因设备结 构设计 、安装或工艺参数设计不当等原因而产生气 蚀 , 对调节阀内件造成严重的损伤 , 同时引起整个 系统的振动及噪声 , 严重影响调节阀的使用寿命及 控制系统的精确性 , 给工业生产带来很大的隐患 。
不同结构形式的阀门有其不同的气蚀系数 δ
δ= H1 ΔP
+ H2≈ + V2
H1 + 10 ΔP
2g
式中 H1 ———阀后 (出口 ) 压力 , M Pa H2 ———大气压与其温度相对应的饱和蒸汽 压力之差 , MPa
Δp———阀门前后的压差 , M Pa
各种阀门由于构造不同 , 允许的气蚀系数 δ也
参考文献
〔1〕 吴国熙. 调节阀使用与维修 〔M 〕. 北京 : 化学工业出版 社 , 1999.
〔2〕 孙克勤. 调节阀选型计算应用技术 〔J 〕. 数据采集与处理 ,
1993, 8 ( 2) . (收稿日期 : 2009106108)
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
不同 , 如计算的气蚀系数大于容许气蚀系数 , 则不
会发生气蚀 。以蝶阀容许气蚀系数为 215为例进行
说明 。当 δ> 215时 , 不发生气蚀 。当 215 >δ> 115
时 , 发生轻微气蚀 。当 δ< 115时 , 产生振动 。当 δ
< 015 时 , 如继续使用 , 则会损伤阀门和下游配
管 。从计算中可以看出 , 产生气蚀与阀门出口压力
Ana lysis of cav ita tion s and im provem en t m ea sures on con trol va lve
ZHAN G H a i2liang, YUAN J u2x ia
( KSB SHAN GHA I PUM P CO. , L TD. S hangha i 200245, C h ina)
3 防止气蚀的措施
311 类型选择 从分析可以看出 , 产生气蚀是因为发生了空
化 , 而发生空化的原因是节流引起了压力的突变 ,
作者简介 : 张海亮 ( 1970 - ) , 男 , 工程师 , 工程硕士 , 从事泵 、阀等相关产品技术工作 。
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
H1 有关 , 加大 H1 会使情况改变 。其改进方法很 多 , 如把阀门安装在管道较低点 , 或在阀门后管道
上装孔板增加阻力 , 也可将阀门出口直接接蓄水
池 , 使气泡炸裂的空间增大 , 气蚀减小 。
4 结语
调节阀的气蚀现象受到阀门用材料 、流体 、力 学 、结构和介质等多种因素的影响 , 通过合理的选 择 , 精确的计算 , 以及阀门新技术和新结构的应 用 , 气蚀现象会在生产中得到更好的解决 。
另外 , 选用角形调节阀也可减弱闪蒸破坏力 。 因为角形阀中的介质直接流向阀体内部下游管道的 中心 , 而不是直接冲击体壁 , 所以减少了冲击阀体 体壁的饱和气泡数量和次数 , 相应的减少了气蚀的 发生 。 312 材料选择
从气蚀的结果分析 , 材料硬度不能抵抗气泡破 裂而释放的冲击力是造成损伤的主要原因之一 , 但 能够长时间抵御严重空化作用的材料很少 , 价格昂 贵 , 国内外常用的材料为司太莱合金 (含钴、铬 、 钨的合金 , 45HRC) 、硬化工具钢 (60HRC) 和钨碳 钢 (70HRC) 等。但硬度高的材料加工成型不方便 , 极易脆裂 , 加工成本大 , 一般常用的方法是在不锈 钢基体上进行堆焊或喷焊司太莱合金 (图 2) , 在流 体气蚀冲刷处形成硬化表面 。当硬化表面出现损伤 后 , 可以进行二次堆焊或喷焊 , 这样既能增加设备 的使用寿命 , 又减少了装置的维修费用 。 313 结构选择