汽车刹车片生产加工涉及到的机械设备和工艺流程
刹车片是如何让生产的
教你怎么生产刹车片
由于笔者在撰写此篇报导前,曾请教过国内制造煞车套件而闻名的VTTR相关资料,并拜访了他们生产刹车片的工厂,因此便趁此机会将刹车片的制造流程提供给大家参考。
原料混和:基本上刹车片是由钢纤、矿绵、石墨、耐磨剂、树脂及其它化学物质所组成,而磨擦系数、耐磨指数及噪音值的大小,就是透过这些原料的比例分配进行调整。
热成型阶段:将混合好的原料倒入模具里,并重压成型。
这就是热成型后的刹车片雏形
铁材处理:因应不同车型的铁材经过剪裁后,还需透过珠击表面硬化处理后,才能上胶准备黏上刹车片雏形。
热压成型阶段:利用机械将铁材与刹车片高热加压,使两者间更能紧密结合,而制造出来的成品就叫做刹车片粗胚。
这就是刹车片粗胚
热处理阶段:为使刹车片材质能更加稳定、耐热性更高,因此需要透过此热处理机,将刹车片粗胚加热长达6小时以上后,才能继续加工。
研磨切割阶段:热处理后的刹车片,其表面还是有需多毛边,因此需经过研磨切割才能使平整。
在经过研磨后的刹车片,表面是否较为平整呢?
喷漆阶段:为避免铁材生锈及达到美观的效果,因此需要进行喷漆的工作。
喷漆阶段:为避免铁材生锈及达到美观的效果,因此需要进行喷漆的工作。
安装附件阶段:烤完漆后接下来就可以将警示器或固定器,加工在刹车片上,并准备包装。
完成:包装完后就可以送进仓库,等着有需要的车迷选购。
刹车片工艺流程培训

刹车片生产工艺流程
二.生产流程
A.钢背检验: • 钢背作为摩擦材料基体,承担着最基础的工作,所以前期需要对钢背进行处理 • 钢背检验:外协件的钢背需要依照我们的图纸进行检测,测量其尺寸、平面度等是否
符合我们的图纸要求。 • 对于检验合格的钢背,投入生产。检验不合格的,进行不合格品评审或者退货处理并
C.钢背抛丸(也叫喷砂处理) • 检验合格的钢背,在投入生产之前,需要进行抛丸处理。 • 钢背抛丸:因为我们所采购的钢背表面有污渍或者油污,所以需要进行抛丸处理,是
利用设备的高速旋转,让砂丸持续不断的击打在钢背面上,将污渍油渍等去除.
• 作用:1、去除表面氧化皮 2、去油和表面的一些杂物3、提高钢背表面的洁净度
压机、模具、脱模机、游标卡尺、电子称、自动称量机、配方料(摩擦材料)刮刀、 毛刷等。
刹车片生产工艺流程
• G.热处理: • 热压结束以后的产品必须要进行热处理,热处理目的使树脂充分化,使材料和材料之间更加
紧密的结合在一起,弥补人员压制时间不足.采用的设备室热处理箱,热处理严格依照技术 要求实施。 • H.钻孔、开槽、平磨、倒角: • 热处理完成后的产品进行表面积加工,磨制到客户所需要的厚度,钻孔、开槽、倒角等符合 技术要求,采用的设备立式钻床、直线磨床、圆盘磨床、开槽机倒角机等 • I.烧蚀: • 烧蚀使未完全反应的摩擦材料分解掉,达到首次装车的舒适性,只针对陶瓷有机材料 • J.退磁和喷塑(喷粉): • 退磁工序是使产品完全不带磁性,不吸其他铁,去除表面残留的摩擦材料。 • 喷粉要注意静电电压、烘道温度和烘道烘烤时间,要注意喷涂厚度、均匀度和涂料履盖率, 产品塑层厚度:70±30μm
刹车片生产工艺流程
• K.移印喷码: • 喷码于摩擦材料或减震表面、侧面,要注意喷码的位置、大小、附着力和清晰度 • 具体参照客户的要求 • L.附件安装: • 铆装包括旋铆(PAD)和压铆(SHOE);要注意附件配置,附件定位,附件牢固
汽车刹车片生产加工涉及到的机械设备和工艺流程
汽车刹车片生产加工涉及到的机械设备和工艺流程.txt第一次笑是因为遇见你,第一次哭是因为你不在,第一次笑着流泪是因为不能拥有你。
汽车刹车片生产加工涉及到的机械设备和工艺流程分享转载复制地址日志地址:请用Ctrl+C复制后贴给好友。
转载自迈歇尔 2010年05月10日 09:39 阅读(10) 评论(0) 分类:个人日记举报字体:大▼小中大一、直线磨动力输送机、输送线;二、直线磨床+锯床:磨PAD粉料块;粉料块倒角(倒角主要是利用汽车转弯时刹车);切槽(利于汽车刹车时散热);三、抛丸清片机:用于PAD皮坯的清洁、抛丸等工艺;钢背抛丸质控点:检验粗糙度(核对封样)、去氧化皮;四、喷粉生产线:01,烘道履带速度;02,粉量:平光粉、砂纹粉;03,发热管;04,涂料履盖面积;05,喷涂外观(表面效果);06,涂料附着力;07,烘道温度;08,涂料厚度;09,MEK测试;10,核定表显符工艺;11,百分百履盖;12,棉棒不沾黑色;五、热压机:01,电流;02,电相:A、B、C;03,温控;04,油泵启动/停止;05,自动/手动;06,PLC运行/开关;07,开关;08,升降台上行、下行;09,主缸上行、下行;10,衬片冷压块的热压粘合:粉末经冷压成型,再经过热压;11,四注热压机,模具腔;六、冷压机;七、布胶机:质控点:钢背涂胶履盖面积:百分百;胶面干燥度:手摸不粘手;八、直线磨除尘箱;九、空压机;十、清片机除尘箱;十一、风机反吹;十二、全吸平面磨床;十三、热处理烘炉:01,电压;02,电流;03,参数输入;04,温控表;05,手动/自动;06,启动/停止;07,加热/保温;08,风车;09,电源;10,报警;十四、滚筒式抛丸清理机(钢背抛丸):清除锈斑、氧化皮,达到粗糙度要求;用钢丸抛丸用于平光粉或砂纹粉喷涂;钢蹄抛丸供应商方面已经除油不酸洗工作,抛丸只是为了去除氧化皮,以满足钢蹄根板与面板焊接力及衬片粘接力要求;要及时检验抛头角度、砂量及抛头电机的电流;十五、单面磨床、双面磨床、端面磨床、内磨机、外磨机;十六、打孔机;削边机;十七、除油清洗生产线;十八、滚筒抛丸机:滚筒进料门;抛头;滚筒;除尘;出料;转台;十九、拌胶机、涂胶机、烘胶机(质控点):拌胶机:胶、酒精、搅拌浆、搅拌胶桶、搅拌时间;涂胶机:槽内液体液位;烘胶机:升温炉内温度;涂胶滚筒和烘胶线的转速;冷却风扇;胶位控制器;涂胶输送带;热压后皮坯剪切力和残留物面积达到设计要求,钢件抛丸后通过涂胶输送履带在涂胶滚筒上涂胶,再通过烘干道和风干道,要注意涂胶机履带的调速和烘道限温;钢背配胶工艺:01,3千克/份;02,粘胶:工业酒精=1:3;03,粘胶:丙酮=1:1;04,搅拌时间:6分钟;05,台式搅拌机。
汽车摩擦片的加工工艺
汽车摩擦片的加工工艺汽车摩擦片是汽车刹车系统中的重要零部件,其加工工艺直接关系到摩擦片的质量和性能。
本文将从原材料选择、加工工艺和质量控制等方面介绍汽车摩擦片的加工工艺。
一、原材料选择汽车摩擦片的主要原材料是摩擦材料和基材。
摩擦材料常用的有有机摩擦材料和无机摩擦材料。
有机摩擦材料具有良好的摩擦性能和耐磨性,常用的有有机树脂、纤维素等;无机摩擦材料主要有金属、陶瓷等。
基材一般选择金属材料,如钢板或铸铁。
二、加工工艺1. 切割:根据摩擦片的尺寸要求,将原材料进行切割。
常用的切割方法有剪切、冲压和激光切割等。
2. 成型:将切割好的摩擦材料和基材经过成型工艺,使其具有所需的形状和结构。
常用的成型方法有压制、注塑和烧结等。
3. 硬化处理:为了提高摩擦片的硬度和耐磨性,需要对其进行硬化处理。
常用的硬化方法有淬火、渗碳和表面喷涂等。
4. 精加工:通过精加工工艺,对摩擦片进行修整和调整。
常用的精加工方法有磨削、车削和铣削等。
5. 表面处理:为了提高摩擦片的摩擦性能和耐腐蚀性,需要对其进行表面处理。
常用的表面处理方法有镀铬、镀锌和喷漆等。
三、质量控制汽车摩擦片的质量直接关系到汽车的行驶安全性,因此在加工过程中需要进行严格的质量控制。
主要包括以下几个方面:1. 原材料检验:对摩擦材料和基材进行化学成分和物理性能的检验,确保其符合相关标准要求。
2. 加工过程控制:在每个加工环节都需要进行严格的控制,包括尺寸、形状和表面质量等。
3. 硬度检测:对摩擦片进行硬度测试,确保其硬度达到要求,以保证刹车性能。
4. 摩擦系数测试:通过摩擦系数测试,评估摩擦片的摩擦性能,确保其符合相关标准要求。
5. 耐磨性测试:通过模拟实际使用条件下的磨损测试,评估摩擦片的耐磨性能。
6. 相关性能测试:对摩擦片的其他性能指标,如抗拉强度、冲击韧性等进行测试,确保其满足设计要求。
通过以上的加工工艺和质量控制,可以保证汽车摩擦片的质量和性能。
同时,加工过程中需要严格遵守相关的安全操作规程,确保加工过程的安全和环保。
汽车刹车片制作工艺
汽车刹车片制作工艺一、引言汽车刹车片是汽车制动系统中关键的安全部件,其性能直接影响到车辆的制动效果和驾驶安全。
因此,对于刹车片的制作工艺要求非常严格,需要保证其具有良好的摩擦性能、耐磨损性能、热稳定性以及较低的噪音等特性。
本文将详细介绍汽车刹车片的制作工艺,包括材料选择、制作流程以及生产技术要求。
二、材料选择汽车刹车片的主要材料包括摩擦材料、粘结材料和增强纤维等。
其中,摩擦材料是刹车片的核心部分,直接决定着刹车片的性能,如制动摩擦系数、耐磨性等。
常见的摩擦材料有石棉、半金属、陶瓷和少量的非金属合成物等。
粘结材料则起到将摩擦材料粘结成一个整体的作用,常用的粘结剂有树脂、橡胶等。
增强纤维则是用于提高材料的力学性能和稳定性,常用的是玻璃纤维和芳纶纤维。
在选择材料时,需要考虑摩擦系数、耐热性、耐磨性、环保性以及成本等因素。
同时,还需要根据不同的使用环境和工况选择适合的材料。
例如,对于长期高温或高湿度的环境,需要选择具有良好耐热性和耐腐蚀性的材料;对于需要频繁制动的工况,需要选择耐磨性较好的材料。
三、制作流程汽车刹车片的制作流程包括以下几个步骤:1.配料与混合配料是刹车片制作的第一步,也是非常关键的一步。
配料时需要按照配方将各种原材料按照一定的比例混合在一起,并充分搅拌均匀。
这一步的目的是确保所有原材料的均匀分布,以保证最终产品的性能稳定。
2.热压成型热压成型是将混合好的原材料放入模具中,通过加热和加压的方式使其成型。
这一步是通过物理手段将材料固定成需要的形状和大小,是刹车片制造过程中最为重要的一步。
在这个过程中,温度和压力的控制非常关键,它们会影响到材料的流动性和成型效果。
3.固化与冷却在热压成型后,刹车片还需要经过一段时间的固化与冷却过程。
这个过程是为了让材料充分稳定,并确保其在后续加工和使用过程中不会发生变形或开裂等问题。
这一步是成型过程中的必要步骤,对于保证产品性能非常重要。
4.切割与磨削加工固化冷却后,需要对刹车片进行切割和磨削加工,以去除多余的边角料和不平整的部分,使刹车片的外形更加规整和美观。
刹车片的生产过程(图解)
完成:包装完后就可以送进仓库
刹车片的生产过程
2011-06-30
成品
原料混和:基本上刹车皮是由 钢纤、矿绵、石墨、耐磨剂、 树脂及其他化学物质所组成, 而磨擦系数、耐磨指数及噪音 值的大小,就是透过这些原料 的比例分配进行调整
热成型阶段:将混合好的原料倒入模具里,并重压成型
板材处理:因应不同车型的铁材经过剪裁后,还需透过珠击表面硬化处理后,才能上胶准 备黏上刹车片雏形
研磨切割阶段:热处理后的刹车片,其表面还是有需多毛边,因此需经过研磨切 割才能使平整
在经过研磨后的刹车片,表面是否较为平整呢
喷漆阶段:为避免板材生 锈及达到美观的效果,因 此需要进度烘烤刹车片上的喷漆,不但色泽较佳,遇高温时还 有不容易褪色的优点
安装附件阶段:烤完漆后接下来就可以将警示器或固定器,加工在刹车片上,并 准备包装
热压成型阶段:利用机械将板材与刹车片高热加压,使两者间更能紧密结合,而制造出来 的成品就叫做刹车片粗胚
热压成型阶段:利用机械将板材与刹车片高热加压,使两者间更能紧密结合,而 制造出来的成品就叫做刹车片粗胚
这就是刹车片粗胚
热处理阶段:为使刹车片材质能更加稳定、耐热性更高,因此需要透过此热处理 机,将刹车片粗胚加热长达6小时以上后,才能继续加工
刹车片生产工艺流程
刹车片生产工艺流程在汽车制造中,刹车片的品质和性能一直是关注的重要问题。
刹车片的制造是一个十分复杂的流程,需要严格的质量控制和操作步骤。
下面,本文将为您介绍刹车片生产的工艺流程。
第一步:原材料准备生产刹车片的原材料一般是由钢铁、铜、铜矿物和石墨等物质组成。
在生产刹车片的过程中,需要准备这些原材料和化学物质。
首先,原材料必须配精确的比例并进行筛选,然后将它们送入混合机中按设定的时间和系数混合调节,制作成备料。
第二步:压片成型将原材料装在压机中,经过一定的温度和压力加工而成的铸块即为刹车片的毛坯。
然后,将毛坯放置在自动切割设备中,按照设定的尺寸和形状进行修割和打磨,制成标准的刹车片薄片。
第三步:预烧与硬化刹车片薄片需要经过预烧和硬化的环节才能达到使用的标准。
在预烧的过程中,将薄片置于预热设备中,通过升温和降温,使其达到一定的韧性和强度。
如果没有预烧,刹车片在磨擦时容易变形和损坏。
硬化的过程中,需要将预烧后的刹车片薄片置于硬化炉中进行加热和冷却,以消除刹车片的残余应力,保证其性能稳定。
第四步:喷涂与组装一般情况下,刹车片在制作过程中需要进行喷涂防锈和涂装标识。
喷涂要求均匀且品质优良。
最后,将刹车片装配至汽车制动系统中,调整制动器和制动盘之间的间隙,使其达到最佳状态。
以上是刹车片生产的流程,尽管这个过程十分复杂,但却是制造高品质刹车片不可或缺的环节。
在整个制作过程中,需要严格按照标准化流程进行,并进行严格的品质控制,确保刹车片的品质和性能达到最佳状态,以确保汽车的安全性和稳定性。
汽车刹车片配方与制造工艺
汽车刹车片配方与制造工艺时间:2009-11-25 18:25来源:猛牛制造网论坛作者:网络点击: 413次在整个汽车工业中,制动(刹车)片是一种举足轻重、不可缺少的零部件如果却少它,汽车在公路上行驶安全将无法保障,况且,该产品即是安全件,又是易损件在正常情况下一辆汽车每年至少要更换二套刹车片,因此开发摩擦材料之产品,尤其是开发研制环保无石棉摩擦材料在整个汽车工业中,制动(刹车)片是一种举足轻重、不可缺少的零部件如果却少它,汽车在公路上行驶安全将无法保障,况且,该产品即是安全件,又是易损件在正常情况下一辆汽车每年至少要更换二套刹车片,因此开发摩擦材料之产品,尤其是开发研制环保无石棉摩擦材料刹车片产品,顺应时代潮流市场前景十分广阔,经济效益相当可观!刹车片主要材料以各种纤维(石棉复合纤维陶瓷纤维钢纤维铜纤维芳伦纤维等)为基材,以树脂为粘合剂混入有机和无机粉状填料粘合而成。
刹车片的基本质量要求是:耐磨损,摩擦系数大,优良的隔热性能。
按制造材料不同,刹车片可分为石棉片,半金属片,NAO(无石棉有机物)片三种。
按制动方式不同,刹车片可分为盘式制动片和鼓式制动片两种。
1 第一代:石棉型刹车片:其成分40%—60%是石棉。
石棉片的主要优点是廉价。
其缺点是:A石棉纤维可能会导致肺癌。
不符合现代环保要求。
B石棉导热能力差。
通常反复制动会使热量在刹车片中堆积起,刹车片变热后,它的制动性能就会发生改变,要产生同样的摩擦和制动力需要更多的踩刹车次数,这种现象被称为“制动萎缩”,如果刹车片达到一定热度,将导致制动失灵。
2 第二代:半金属混合物刹车片:主要采用粗糙钢丝绒作为加固纤维和重要的混合物。
半金属片的主要优点是:因其导热性能好而具有较高的制动温度。
其缺点是:A需要更高的制动压力来完成同样的制动效果,B特别是在低温环境中金属含量高对刹车盘磨损大,同时会产生更大的噪音。
C制动热量被传递到制动钳及其组件上,会加快制动钳、活塞密封圈和回位弹簧老化。
刹车带生产工艺
刹车带生产工艺
刹车带是汽车重要的安全装置之一,主要用于控制车辆的速度和停车。
它的制造工艺包括以下几个步骤:
1. 材料准备:制造刹车带的主要材料包括刹车片、钢背板、衬胶、粘合剂等。
这些材料需要经过严格的检验和测试,确保质量和性能达标。
2. 钢背板制备:钢背板是刹车带的支撑结构,起到增强刹车带刚性和耐磨性的作用。
首先,将预先切割好的钢板进行冲孔,然后进行卷曲和焊接,并进行热处理,使其具有良好的强度和硬度。
3. 刹车片制备:刹车片是刹车带的摩擦材料,用于与车轮接触产生刹车力。
首先,将摩擦材料与粘合剂混合均匀,然后将混合物压制成合适的形状,并进行硬化和磨削,得到具有一定厚度和摩擦系数的刹车片。
4. 衬胶制备:衬胶是用于减少刹车带与钢背板之间的摩擦和噪音的材料。
首先,将衬胶材料与粘合剂混合均匀,然后将混合物压制成合适的形状,并进行硬化和切割,得到具有一定厚度和弹性的衬胶。
5. 刹车带组装:将刹车片和衬胶分别与钢背板粘结在一起,形成完整的刹车带。
这一过程可以采用机械或手工操作进行,确保刹车带的质量和尺寸符合要求。
6. 刹车带检测:对制造好的刹车带进行全面的检测和测试,包括外观检查、尺寸测量、摩擦系数测试、高温试验等。
只有通过所有的测试,刹车带才能出厂销售和使用。
以上是刹车带的简要制造工艺,其中还涉及到许多细节和技术要求,如温度控制、压力控制、粘合剂选择等。
这些要求和技术都是为了确保刹车带的性能和安全性,对于提高汽车制动系统的可靠性和性能至关重要。
制造汽车刹车片压机工艺流程

制造汽车刹车片压机工艺流程英文回答:To begin with, the process of manufacturing a brake pad press involves several stages. First, the raw materials are gathered, which typically include a combination of metal fibers, friction modifiers, and binding agents. These materials are then mixed together in a specific ratio to form a homogeneous mixture. This mixture is then placedinto a mold, which is designed to give the brake pad its desired shape and dimensions.Next, the mold is placed into a hydraulic press. The press applies a high amount of pressure to the mold, which compacts the mixture and removes any air bubbles. This step is crucial in ensuring the brake pad's structural integrity and performance. The pressure is maintained for a specific period of time, allowing the mixture to cure and harden.Once the curing process is complete, the mold is opened,and the newly formed brake pad is removed. The brake pad is then subjected to various quality control tests to ensure its compliance with industry standards. These tests may include measurements of thickness, hardness, and friction coefficient. Any defective brake pads are discarded, while the acceptable ones are sent for further processing.In the next stage, the brake pads undergo a surface treatment. This treatment typically involves applying a layer of adhesive to the pad's friction surface. The adhesive helps to improve the pad's bonding with the brake rotor, thereby enhancing its overall performance. Additionally, the surface treatment may include the application of a protective coating to prevent corrosion and prolong the brake pad's lifespan.Following the surface treatment, the brake pads are ready for packaging. They are carefully inspected once again to ensure their quality. The pads are then grouped and placed into appropriate packaging materials, such as boxes or plastic bags. The packaging is designed to protect the brake pads during transportation and storage.Finally, the packaged brake pads are labeled and prepared for distribution. They are typically stored in warehouses or sent directly to automotive manufacturers or retailers. The distribution process involves coordinating with logistics providers to ensure timely delivery to the end customers, whether it be car manufacturers orindividual car owners.中文回答:首先,制造汽车刹车片压机的工艺流程包括几个阶段。
汽车刹车片加工工艺流程
汽车刹车片加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!汽车刹车片加工工艺流程一、准备工作阶段在进行汽车刹车片加工之前,首先需要做好准备工作。
铝合金刹车片生产工艺流程
铝合金刹车片生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!铝合金刹车片生产工艺流程如下:1. 原材料准备选用高品质铝合金材料,如6061、7075等,根据所需性能要求进行成分配比。
石墨烯刹车片的制作工艺
石墨烯刹车片的制作工艺
石墨烯刹车片的制作工艺通常包括以下几个步骤:
1. 材料准备:采购适用于制作刹车片的石墨烯材料。
石墨烯通常由氧化石墨和还原剂(如碱金属或还原剂气体)反应得到。
材料需经过粉碎和筛分等处理,使其颗粒大小合适。
2. 配方设计:根据刹车片的使用要求和性能需求,将石墨烯与其他添加剂进行配方设计。
添加剂可能包括树脂、陶瓷颗粒等,以改善刹车片的摩擦性能和耐磨性。
3. 混合和成型:将石墨烯粉末和其他添加剂进行混合,以确保各种成分均匀分散。
混合后的材料通常通过压制和热处理等工艺进行成型,以获得所需的刹车片形状和结构。
4. 烧结和硬化:成型后的刹车片需要进行烧结和硬化处理,以提高其密度和强度。
通常会使用高温炉进行烧结,使刹车片材料中的颗粒结合得更紧密。
5. 表面处理:刹车片的表面经过磨削、打磨和抛光等工艺,以获得光滑的表面和适当的粗糙度。
这有助于提高刹车片的摩擦性能和刹车效果。
6. 质量检验:制作完成的石墨烯刹车片需要进行质量检验,以确保其性能符合
要求。
一般的检验项目包括密度、硬度、摩擦系数、耐磨性等。
7. 包装和交付:合格的石墨烯刹车片经过包装后,可以交付给客户使用。
要注意的是,石墨烯刹车片的制作工艺可能因不同厂家和应用要求而有所差异,上述步骤仅为一般参考。
刹车片的生产过程(图解)共16页文档

热成型阶段:将混合好的原料倒入模具里,并重压成型
板材处理:因应不同车型的铁材经过剪裁后,还需透过珠击表面硬化处理后,才 能上胶准备黏上刹车片雏形
研磨切割阶段:热处理后的刹车片,其表面还是有需多毛边,因此需经过研磨切 割才能使平整
在经过研磨后的刹车片,表面是否较为平整呢
喷漆阶段:为避免板材生
锈及达到美观的效果,因 此需要进行喷漆的工作
烤漆阶段:利用170℃的温度烘烤刹车片上的喷漆,不但色泽较佳,遇高温时还 有不容易褪色的优点
安装附件阶段:烤完漆后接下来就可以将警示器或固定器,加工在刹车片上,并 准备包装
完成:包装完后就可以送进仓库
热压成型阶段:利用机械将板材与刹车片高热加压,使两者间更能紧密结合,而 制造出来的成品就叫做刹车片粗胚
热压成型阶段:利用机械将板材与刹车片高热加压,使两者间更能紧密结合,而 制造出来的成品就叫做刹车片粗胚
这就是刹车片粗胚
热处理阶段:为使刹车片材质能更加稳定、耐热性更高,因此需要透过此热处理 机,将刹车片粗胚加热长达6小时以上后,才能继续加工
汽车盘式刹车片生产工艺
汽车盘式刹车片生产工艺汽车盘式刹车片生产工艺一、产品各部分名称(如图所示):产品按大类共分两部分:即五金配件部分和粉料部分1、五金配件部分:hardware fitting parts编号serial number名称tag 1钢背back plate 13背孔back hole 14倒角chamfer 15凸钉protruding nail 5卡簧6弹簧spring 7报警器annunciator 8铆钉rivet 9防震板shim 10铁线thread 11导线lead 12垫片thread 2、粉料部分:powder parts编号名称2总体粉料collectivity powder 3粉料锯槽slot 4粉料的倒角chamfer二、PAD盘刹生产工艺流程:1、各工序工艺名称:序号工序和工艺名称1原、材料、辅料QC 2钢背除油degrease 3钢背抛丸4配胶mix glue 5钢背涂胶gelatinize 6配料mixing 7冷压perform 8热压cure press 9热处理heat treatment 10背板清洁及喷粉11移印moving pringt 12喷码edge code 13磨削grinding 14铆装install 15收缩shrink 16吸塑absorbing model 17入彩盒put them in the color boxes 18入箱put them in the color case 19入柜put them in thetank 20入仓put them in the storehouse the equipment parameter andthe mostly reference point of ervery working procedure technical 2、各工序工艺的设备参数及主要控制点:2.1、原材、辅料QC控制点:original material assist material QC reference point原料:外观、颗粒度大少、理化试验等;material:appearance grainsize test材料:五金配件的外观、装车尺寸,总长、总宽、平面度、厚度、配件与配件的配合raw material:hardware fitting appearance installed size chief length chief width plane degree thickness the size of the maching fittings尺寸等;粘胶的外观、供方检验报告、试产的剪切效果;静电粉沫的外观,试产的MEK mucilage glue appearance supplier's test report tial-produce cutting effect static powder appearance trial-produce MEK固化程度及画格附着力的程度;辅料:外观、规格尺寸、供方检验报告及试产结果等;gasolinecontainer 2.2、钢背除油1,如图所示:控制点:reference point汽油的投量;the capacity of the gasoil钢背的投放量;the quantity of the back plate钢背浸泡时间;the time of the dipped back plate汽油本身的清洁度;gasoil pureness检验点:test point表面的清洁度;surface tidy干燥度;dryness 2.2、钢背除油2,如图所示:控制点:reference point脱脂剂的投放量及清洁度;degrease use weight and cleaness钢背的投放量;back plate use quantity滚筒转速的变频开关调节;roller rotate speed's frequency conversion switch adjust脱脂剂及清水的加热温度控制;the suitabal temperature of the degrease and water检验点:inspection point钢背表面的清洁度;the back plate surface cleaness干燥度;dryness 2.3、钢背抛丸如图所示:控制点:reference point钢丸直径大小及投放量;steel pill diameter and use quantity抛丸时间;钢背投放量;back plate use quantity电流表电流的正常情况;检测点:inspection point钢背清洁度;cleaness钢背平面度;planess钢背粗糙度;coarseness 2.4、配胶如图所示:控制点:reference point胶与酒精的配比;glue and alcohol mixed ratio电子称的准确度;the micety of the electric weigh每份胶的重量;glue weight搅拌时间;mixed time搅拌方法;mixed method搅刀的速度;mix reamer speed检验点:inspection point粘胶的均匀度;whether themucilage glue equality or not粘胶的粘度;macilage gluey adhibitness 2.5、钢背涂胶如图所示:控制点:reference point涂胶机履带转速;gelatinize machine track speed盛胶槽盛胶的量;the volume of the glue slot滚筒的清洁度;roller cleaness发热箱内的温度;the heating box's ineer temperature检测点:inspection point涂胶的覆盖面积;gelatinize covering area涂胶胶的厚度;gelatinize thickness胶的干燥程度;gelatinize dryness 2.6、配料:matched material控制点:reference point配料、称料的准确性;mixed and weighted maerial veracity 投料顺序;sendding material order搅拌时间;mixde time检测点:inspection point混合料外观;mixed material appearance批密度;group density 2.7、冷压预成型料块如图所示:控制点:renference point压制的压力:press tension投料量的准确性;sending stuff veracity称取粉料的准确性;weight powder veracity每模压制的时间;every mould pressing time行程开关的控制合理性;moving length switch undercontrol 检测点:inspection point料块的布料均匀性;powder covering equality料块的成型性;powder moulding料块重量的检对;powder weight examination硬度的大中;rigidity 2.8、热压成型如图所示:控制点:reference point压制压力;press tension压制温度;press temperature保压、放气时间;keeping press and deflation time检测点:inspection point是否符合热压工艺要求;whether accord with the cure press technics requirement 是否粘模、烂边;whether adhibit mould or fester是否分层、裂缝、裂纹,如下图所示;bed crack flaw背孔是否饱满;whether the back hole is full with powder 钢背凸钉是否完好;whether the protruding nail is OK定速试验性能检测;bed crack flaw 2.9、热处理:heat treatment控制点:reference point温度及恒温时间;time of the temperature and the constant temperature 2.0.0、产品背板清洁如图所示;控制点:reference point钢砂直径大小及投放量;履带的调速;(oven speed)检测点:inspection point背板的洁清度;backboard cleaness背孔粉料的饱满度;back hole powder satiation背孔粉料面的平面度;back hole powder face planess 2.0.0、喷粉,喷粉线如图所示:inject powder inject powder line as the picture控制点:reference point静电电压;static voltage喷粉量气压大小及雾化气压大小;the press of the inject poweder and the atomization喷枪的喷射均匀度;whether the spout spear eject equality or not履带的调速;pedrail timing发热箱内温度及发热管好坏和控制;the temperature of the heating box and whether the heating tub is OK静电粉末的回收及处理情况;static powder reclaim and dispose检测点:inspection point产品外观;production appearance粉的覆盖面积;powder cover area粉的厚度;powder thickness粉的附着力(画格法);powder adhension粉的固化程度(MEK测试);powder solidify moving print oil and dilution mix ratio moving print 2.0.1、移印,如图所示;控制点:移印油与环已酮的配比;刮刀的完好性;driving baric驱动气压的大少;产品、移印模位置的调整;moving length移印头的行程;test point检测点:印字外观、清析度;appearance distinct lettering location印字位置;lettering content印字内容;2.0.2、喷码,如图所示:控制点:whether clean or not喷头的清洁度;pedrail speed履带的转速;the amount of the ink墨水的多少;检测点,如图示:喷码外观;edge code appearance喷码内容;edge code content喷码位置;edge code location grinding follow the picture 2.0.3、磨削,如图所示:控制点:履带转速;pedrail rotate speed精、粗砂轮的倾角;extract or coarse gringding wheel精、粗砂轮的目数;所有砂轮的清洁度;所有砂轮的磨削量/次;所有砂轮的磨损量;夹具的磨损及清洁度;夹具的自由度;产品定位的准确度;检测点:磨削面的外观;产品的厚度;磨削面的平整度;产品侧面是否掉粉;喷涂面是否完好;倒角的位置、尺寸大小;锯槽的留厚、锯槽位置、尺寸大小;2.0.4、铆装,如图所示:控制点:铆头的行程;气压的大小;press产品的固定;production fastness检测点:所有配件的铆接牢固度;所有配件的配置正确性;防震板与钢背间的间隙大小;铆钉与配件的定位是否一致;配件是否因受压而变形;2.0.5、产品热收缩:控制点:收缩模的选取;choose the shrink mould产品的收缩形式;production shrinking form热收缩机的温度及履带转速;the heating shrinking machine's temperature and the pedrail rotate speed检测点:产品紧实,不松动;production fastness收缩模的整洁度;shrinking mould cleaness收缩模有无缩孔、无烂角;2.0.6、产品吸塑包装:控制点:沙淋膜的选取;乳胶与水的配比;latex and water mix ratio涂胶后纸卡的干燥程度;the dryness of the paper after gelatinizing吸塑机的温度及气压;the temperature and the pess of the absorb model machine产品的摆放形式;production putting form检测点:产品紧实、不松动;沙淋膜与纸卡的粘接牢固度;沙淋膜的整洁度;沙淋膜有无缩孔、烂角;2.0.7、产品入彩盒:put the production in the color box控制与检测点:control and inspection point产品的摆放形式;production putting form标签内容的正确性及粘贴位置;whether the content of the lable is right and the sticking location is OK彩盒的整洁度;color box cleaness 2.0.8、入纸箱:put them in the carton控制与检测点:纸箱的标识是否正确;whether the carton mark is OK纸箱的整洁度;carton cleaness 2.0.9、入柜:控制与检测点:产品的摆放形式;柜的包装形式;the packing form of the tank柜外的标识;the mark of the outside tank 2.1.0、入仓:控制与检查点:所有产品是否分型号、分PO#摆放整齐化一;所有产品是否作了防尘、防潮工作;。
汽车刹车片配方与制造工艺(修)吴杰
汽车刹车片配方与制造工艺在整个汽车工业中,制动(刹车)片是一种举足轻重、不可缺少的零部件,如果缺少它,汽车在公路上的行驶安全将无法保障,况且,该产品既是安全件,又是易损件。
在正常情况下一辆车每年至少要更换一套刹车片。
因此,开发摩擦材料之产品,尤其是在开发研制环保无石棉摩擦材料刹车产品,顺应时代潮流,市场前景十分广阔,经济效益相当可观!刹车片主要材料以各种纤维(石棉复合纤维陶瓷纤维钢纤维铜纤维芳纶纤维等)为基材,以树脂为粘合剂混入有机和无机粉状填料粘合而成。
刹车片的基本质量要求是:耐磨损,摩擦系数大,优良的隔热性能。
按制造材料的不同,刹车片可分为石棉片,半金属片,NAO(无石棉有机物)片三种。
按制动方式不同,刹车片可分为盘式制动片和鼓式制动片两种。
第一代:石棉型刹车片:其成分40%—60%是石棉。
石棉的主要优点是廉价。
其缺点是:A 石棉纤维可导致肺癌。
不符合不符合现代环保要求。
B 石棉导热能力差。
通常反复制动会使热量在刹车片中堆积,刹车片变热后,它的制动性能就会发生改变,要产生同样的摩擦和制动力需要更多的踩刹车次数,这种现象被称为“制动萎缩”第二代:半金属混合物刹车片:主要采用粗糙钢丝绒作为加固纤维和重要的混合物。
半金属片的主要优点是:因其导热性能好而具有较高的制动温度。
其缺点是:A 需要更高的制动压力来完成同样的制动效果。
B 特别是在低温环境中金属含量高对刹车盘磨损大,同时会产生更大的噪音。
C 制动热量被传递到制动钳及其组件上,会加快制动钳、活塞密封圈和回位弹簧老化。
D 处理不当的热量达到一定水平,将会导致制动萎缩和刹车液沸腾。
第三代:无石棉有机物NAO型刹车片:主要是用玻璃纤维、芳纶纤维或其他纤维(碳、陶瓷等)作为加固材料。
NAO片其主要优点是:无论在低温或高温都保持良好的制动效果,减少磨损,降低噪音,延长刹车盘的使用寿命。
代表目前摩擦材料的发展方向。
所有世界著名品牌奔徳士/菲罗多牌刹车片使用的都是第三代NAO无石棉有机材料。
汽车刹车片工艺流程

汽车刹车片工艺流程
步骤
工艺流程
注意事项
1
原材料准备
- 选择高性能的钢材作为金属基材
- 准备摩擦材料材进行切割和车削加工
- 冲压和冲孔,形成孔洞和凹槽
3
摩擦材料制备
- 筛选和混合摩擦粉末
- 逐步加入粘接剂并混合均匀
- 使用混合研磨机进行细磨
4
压制成型
- 将金属基材和摩擦材料放入模具中
- 使用压力机进行压制,形成刹车片
5
烧结处理
- 将压制好的刹车片放入烧结炉中
- 进行高温处理,使材料更加致密和坚固
6
表面处理
- 对烧结后的刹车片进行打磨、喷涂等处理
- 提高刹车片的耐磨性和摩擦性能
7
质量检测
- 对刹车片的外观、尺寸、力学性能、摩擦性能等进行检测
- 确保每件刹车片都符合标准
8
包装入库
- 将合格的刹车片进行包装
刹车片工艺流程
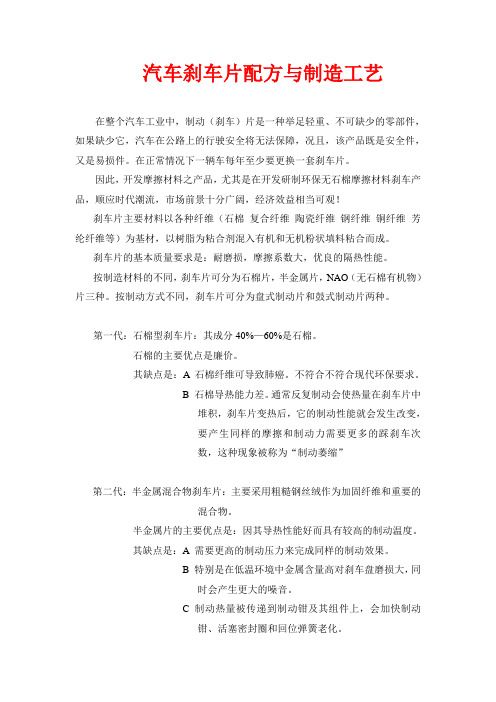
烘烤(微波炉)
180°-200°;可以宣称180°-200°;原厂配套220°;强化固化效果
冷却
倒角/钻孔
磨平面(摩擦表面)
内包装(4片每套) 外包装(10套每箱)
吸尘
贴唛
喷涂
注:鼓片可能需要铆接
对铁掌的非接触面进行防锈和美观处理 分为喷粉(自动化,尽量用黑色)和喷漆(手工)
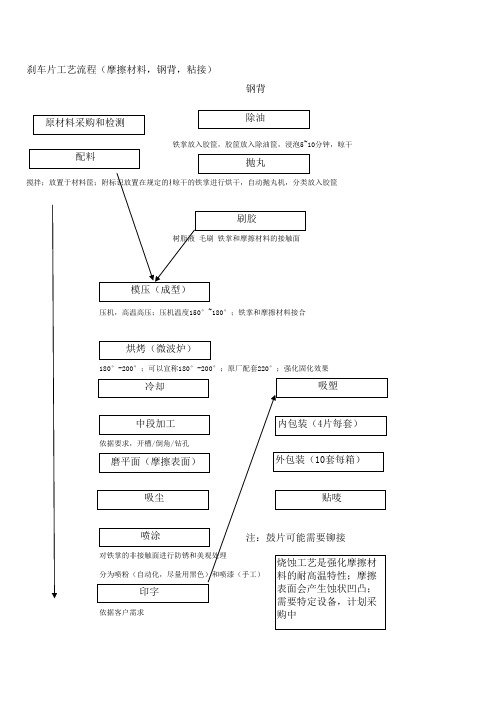
刹车片工艺流程(摩擦材料,钢背,粘接)
钢背
原材料采购和检测
除油
配料
铁掌放入胶筐,胶筐放入除油筐,浸泡5~10分钟,晾干
抛丸
搅拌;放置于材料筐;附标识放置在规定的材晾料干堆的放铁区掌进行烘干,自动抛丸机,分类放入胶筐
刷胶
树脂液 毛刷 铁掌和摩擦材料的接触面
模压(成型)
压机,高温高压;压机温度150°~180°;铁掌和摩擦材料接合
印字
依据客户需求
烧蚀工艺是强化摩擦材 料的耐高温特性;摩擦 表面会产生蚀状凹凸; 需要特定设备,计划采 购中
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车刹车片生产加工涉及到的机械设备和工艺流程.txt第一次笑是因为遇见你,第一次哭是因为你不在,第一次笑着流泪是因为不能拥有你。
汽车刹车片生产加工涉及到的机械设备和工艺流程分享转载复制地址日志地址:
请用Ctrl+C复制后贴给好友。
转载自迈歇尔 2010年05月10日 09:39 阅读(10) 评论(0) 分类:个人日记
举报字体:大▼小中大
一、直线磨动力输送机、输送线;
二、直线磨床+锯床:磨PAD粉料块;粉料块倒角(倒角主要是利用汽车转弯时刹车);切槽(利于汽车刹车时散热);
三、抛丸清片机:用于PAD皮坯的清洁、抛丸等工艺;
钢背抛丸质控点:检验粗糙度(核对封样)、去氧化皮;
四、喷粉生产线:
01,烘道履带速度;
02,粉量:平光粉、砂纹粉;
03,发热管;
04,涂料履盖面积;
05,喷涂外观(表面效果);
06,涂料附着力;
07,烘道温度;
08,涂料厚度;
09,MEK测试;
10,核定表显符工艺;
11,百分百履盖;
12,棉棒不沾黑色;
五、热压机:
01,电流;
02,电相:A、B、C;
03,温控;
04,油泵启动/停止;
05,自动/手动;
06,PLC运行/开关;
07,开关;
08,升降台上行、下行;
09,主缸上行、下行;
10,衬片冷压块的热压粘合:粉末经冷压成型,再经过热压;
11,四注热压机,模具腔;
六、冷压机;
七、布胶机:
质控点:钢背涂胶履盖面积:百分百;胶面干燥度:手摸不粘手;
八、直线磨除尘箱;
九、空压机;
十、清片机除尘箱;
十一、风机反吹;
十二、全吸平面磨床;
十三、热处理烘炉:
01,电压;
02,电流;
03,参数输入;
04,温控表;
05,手动/自动;
06,启动/停止;
07,加热/保温;
08,风车;
09,电源;
10,报警;
十四、滚筒式抛丸清理机(钢背抛丸):
清除锈斑、氧化皮,达到粗糙度要求;用钢丸抛丸用于平光粉或砂纹粉喷涂;
钢蹄抛丸供应商方面已经除油不酸洗工作,抛丸只是为了去除氧化皮,以满足钢蹄根板与面板焊接力及衬片粘接力要求;
要及时检验抛头角度、砂量及抛头电机的电流;
十五、单面磨床、双面磨床、端面磨床、内磨机、外磨机;
十六、打孔机;削边机;
十七、除油清洗生产线;
十八、滚筒抛丸机:
滚筒进料门;抛头;滚筒;除尘;出料;转台;
十九、拌胶机、涂胶机、烘胶机(质控点):
拌胶机:胶、酒精、搅拌浆、搅拌胶桶、搅拌时间;
涂胶机:槽内液体液位;
烘胶机:升温炉内温度;涂胶滚筒和烘胶线的转速;冷却风扇;胶位控制器;涂胶输送带;
热压后皮坯剪切力和残留物面积达到设计要求,钢件抛丸后通过涂胶输送履带在涂胶滚筒上涂胶,再通过烘干道和风干道,要注意涂胶机履带的调速和烘道限温;
钢背配胶工艺:
01,3千克/份;
02,粘胶:工业酒精=1:3;
03,粘胶:丙酮=1:1;
04,搅拌时间:6分钟;
05,台式搅拌机。
二十、打字机(钢背压字质控点):
01,字体(FONT),内容(CONTENT):目测核对(CHECK BY VISUAL),避开钢背凸钉和配件装配位置;
02,压字位置(ENGRAVING LOCATION):目测核对(CHECK BY VISUAL);
03,字体深浅(TYPE FACE):核对首样(CHECK FIGURES THE HEAD OF THE KIND);
04,清晰度(DEFINITION):目测核对(CHECK BY VISUAL);
二十一、滚筒清洗除油机:
01,确定除油机各液体槽液位达到要求;
02,分别接通除油机,履带抛丸机总电源;
03,启动升温使各槽溶液达到要求;
04,除油机点动操作:点动倒料;点动除油;清水泵;脱脂水泵;喷淋滚筒;投料输送带;
05,履带抛丸手动;
06,油泵;
07,开门,投料,料斗回位;
08,关门,油泵自动停止;
09,启动风机;启动履带正转;启动提砂电机;启动抛头电机;设备自动运行;设备自动停止;
10,启动油泵,重回点动画面,开门停止油泵;
11,启动出料输送带,点动履带反转逐步出料;
12,抛头运行;
13,清洗机;
14,浸洗槽、喷淋槽;
15,脱脂剂:自来水=1:22,PH值=9.5;
质控点:
01,检验PH值(试纸测量PH值在9到10之间);
02,检验水温(45-55摄氏度);
03,检验温水清洁度(钢件表面无残留水珠);温水检控:已除油并干燥钢背至少2/3面积垂直浸入盛放不烫手温水的容器中,2分钟垂直拿出,表达浸水部分百分百则为合格,否则油污未完全清除;
二十二、钢背压字模:字体图形;压字位置;打字内容;
二十三、配胶:粘剂粘度(ADHESIVE VISCOSITY):8-12秒;
二十四、钢背相关技术参数:
01,圆角半径R;
02,倒圆角;
03,盲孔;
04,凸钉;
05,周边毛刺高度;
06,尺度公差;
07,角度公差;
08,外R,内R;
09,孔径孔位公差;
10,卡装卡口;
11,铆装卡口;
12,尖角。