扭力天平示值误差不确定度评定
电子秤示值误差测量结果的不确定度评定
电子秤示值误差测量结果的不确定度评定电子秤示值误差是指电子秤在测量中显示的数值与真实值之间的差异。
评定电子秤示值误差的不确定度可以通过以下步骤进行。
1. 确定误差源:电子秤示值误差的不确定度主要受到以下几个因素的影响:秤体的校准状况、被称量物体的状态、环境因素(如温度、湿度等)。
在评定示值误差的不确定度之前,需要先确定这些误差源。
2. 校准秤体:校准秤体是确定电子秤示值误差的关键步骤。
校准秤体可以通过将已知质量的物体放在电子秤上进行比较来完成。
在校准过程中,需要多次测量同一质量的物体,并记录每次测量的示值。
3. 计算示值误差:根据校准结果,可以计算出每次测量的示值误差。
示值误差可以通过每次测量示值与真实值之间的差异来确定。
4. 统计分析:统计分析是评定不确定度的重要方法。
可以使用统计学的方法来分析示值误差的分布情况,如平均值、标准差、置信度等。
根据统计分析的结果可以确定示值误差的不确定度。
5. 不确定度评定:根据统计分析的结果,可以计算出示值误差的不确定度。
不确定度表示测量结果与真实值之间的差异的范围。
不确定度可以用数值来表示,如标准差、置信度等。
对于电子秤来说,示值误差的不确定度可以通过标准差来表示。
6. 结果报告:将评定结果以报告的形式进行呈现。
报告中应包括评定方法、校准结果、统计分析结果以及示值误差的不确定度。
1. 确保校准和测量过程的准确性和可靠性,以得到可靠的结果。
2. 选择合适的统计方法来进行数据分析,以得到准确的结果。
3. 考虑到所有可能的误差源,确保评定结果的全面性和可靠性。
评定电子秤示值误差的不确定度是一个复杂的过程,需要考虑多个因素和方法。
通过合理的评定,可以得到准确可靠的结论,并提高电子秤测量结果的准确性。
试论机械天平示值误差测量结果的不确定度评定

・ 9 l・
试论机械天 平示值误差测量 结果 的不确 定度评 定
李 侦 彭 彬
( 淮 南 市计 量 测 试 检 定 所 , 安徽 淮南 2 3 2 0 0 1 )
摘 要: 与电子天平不 同, 机械 天平主要 借助杠杆 原理 实现 对物品质量的测量 。因此 , 机械 天平的示值往往存在着一定的误差 , 具有 较 高的不确定性。本文将 对 TG 7 0 4型号机械天平的 示值误差结果的不确定度进行分析和探讨。
过程 中不 会 出现 问 题 。 3 . 1利用数学原理进行计算 还 有一定需要 注意 的是 , 目前市场 中生 产的机械 天平 , 由于型 对 于这项 指标 的评 定 , 可 以直接引 用 J J G 9 8 — 2 0 0 6 “ 机械天 平 ” 在质量标 准方 面可能存在微小 的差异 。有些生 产者生产的 检定 规程 中的公式 , 这项公 式的基本 内容为 , △m= I — m, 其 中的 Am 号多样 , 表 示 的是 所需 求得 的 T G 7 0 4型天平 的示值 中出现 的误差 、 I 代 表 机械 天平也有可能存在着一定的质量问题 。因此 , 相关 部门或使 用 者在进行天平 的选 择之前一定要对其 生产 质量和技术 工艺进行 严 T G 7 0 4型机械天平的示值 、 m代表 F 1 等级标准的砝码值 。 3 . 2对不确定度进行评定 和检验 格 的检测 , 防止天平在测量过 程中 出现过大 的误 差 , 为人们 的生 产 对这项结果 的测量需要采用多次测量求取平均值 的方法 , 因为 生活造成不便 。 次数过少 , 得 出的结果 可能 与实 际情况严重不符 , 造成很大 的误差 。 结束 语 所 以 。本 次 试 验 中 , 笔者进行 了 1 O次 实 验 , 这 十次 测 量 所得 出 的 测 如上所述 , T G 7 0 4型 机 械 天 平 的测 量 误 差 相 对 较 小 ,准 确 性 较
扭力天平的检定与问题的处理方法
扭力天平的检定与问题的处理方法摘要:扭力天平的检定要符合检定规程的要求,必须按照检定规程的规定进行检定,各项技术指标必须满足检定规程要求,以保证量值传递的准确性,如有不合格项可以进行调试。
关键词:检定,载荷,超差调试。
1、外观和结构检查应符合检定规程要求。
2、空载示值重复性的检定首先调整天平水平位置,使读数指针对准零位线。
开启天平,调整零位调节器,使核验指针与核验标线重合。
关闭天平,再开启天平,此时核验指针应与核验标线重合,如不重合,则转动读数指针使其重合,然后读取读数指针与零位线的偏离量(≤0.5e)。
要连续进行三次偏离量的检定,用最大值减最小值进行计算。
3、示值误差的检定开启天平,如核验指针与核验标线不重合,则重新调整使之重合。
然后按刻度盘上每个标有数字的刻度所对应的质量顺序增加载荷,当增加载荷检定到最大秤量后,按照加载时的各点进行卸载,进行天平示值误差的检定。
每台天平至少检定量程均匀分布的5个点,天平示值误差按天平的示值与秤盘上所加砝码质量的实际值之间的差值计算,取其中绝对值最大的一个误差为天平示值误差(±1e)4、加载卸载示值重复性的检定天平加载卸载示值重复性的检定与天平示值误差的检定同时进行,天平加载卸载示值重复性是按同一称量点,加载与卸载时的示值之差的绝对值计算。
取其中最大值作为天平加载卸载示值重复性(≤1e)。
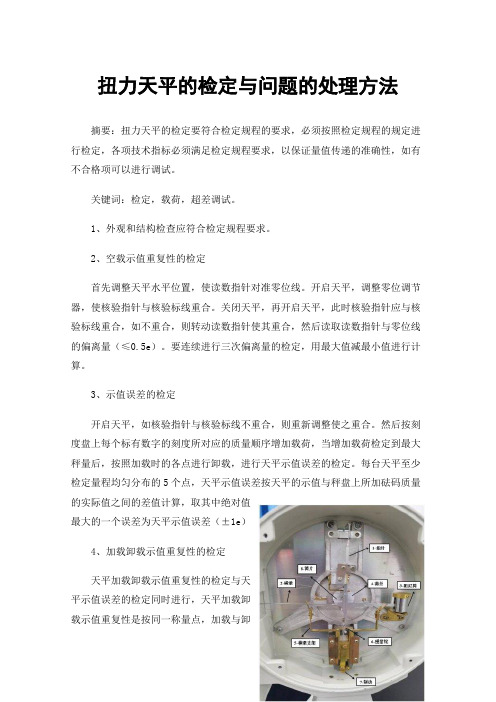
5、灵敏度的检定在检定示值误差的同时,在零点、最大秤量点检定天平的灵敏度。
开启天平,先确认核验指针与核验标线重合,再将读书指针向它所在位置的任何一侧转动一个分度,这时核验指针与核验标线的偏离量为天平的灵敏度(≥0.3mm、≥0.4mm)。
6、天平的计量性能一般检定一次,当对检定数据发生疑问时,对发生疑问的项目可进行复检,但对示值重复性发生疑问时,则必须复检全过程。
7、检定过程中出现问题的处理方法,超差调试。
7.1当空载、加载与卸载重复性误差>0.5e时,重复性超差。
高准确度电子秤示值误差测量值的不确定度的评定
选 测量 点为 1 0 k g , 用相 同砝 码 在相 同条 件 下对 电子
秤 进 行 测 量 。得 到 一 组 数 据 为: 1 0 . 0 0 0 0 、1 0 . 0 0 0 2 、
9 9 9 9 9 9 . 9 9 9 8 1 0 . 0 0 0 0 、9 . 9 9 9 71 9 . 9 9 9 6 1 0 . 0 0 01
¨艘 4
( 5 ) 配制 重 铬 酸 钾 溶 液 的 吸量 管 引 入 的不 确 定 度
不 确定 度 的评定 方法 。
2 测 量模 型
^ √
/ ( ) 2 2 g
n一 1 … 一 。
几=l U
该 测量 点 的重复性 的不确定 度 为
M l = {= 0 . 0 7 g
√n
2 . 1 化 整前 的修 正误 差公 式为
E =E—E 。 =( P一 , n )一( P 。 一m 。 )=( , 一I o )一( m— m0 )一( A m— A m。 ) , 一I o , ; m— m0 一m; A m— A m 很/ J 、
《 竹 重 与 诫 强 币 u7 0 干 弟
吞 弟 ¨ 制
高 准确 度 电子 秤 示值 误 差 测量 值 的不 确 定 度 的评 定
鲁 志
( 武汉 市度 量衡 管理所 , 湖北 武汉 4 3 0 0 5 0 )
摘
要: 选取最 大秤量 1 5 k g , 检定分度值为 l g的高准确度 电子秤 , 以1 0 k g为测量点 , 对高准确度电子秤的测 量值进行 了不确定度 的分析和评定 。
E 一 化整 前误 差 ; 一 零点误 差 2 . 2 灵敏 系数
扭矩仪示值测量结果不确定度评定_孙权
+ u2 f2 =
( 0. 003% ) 2 + ( 0. 0004% ) 2 = 槡 0. 003%
工业计量 2012 年增刊 1
UNCERTAINTY OF MEASUREMENT
n
测量不确定度
5
=
标准 差 的 标 准 差 为 σ( s j ) 0. 038 %
表2
标准不确 定度分量 u( x i ) u rf u f1 u f2 u rl u L1 = s1 u L2 u L3 uθ 不确定度 来源
② 力臂相对不确定度 u rL a) 力臂长度的相对不确定度 u L1 : 由证书给出 u L1 为 0. 1% ,则 u L1 = s L1 = 0. 1% 其很可靠,所以自由度为: ν L1 = ∞ b) 线膨胀系数的相对不确定度 u L2 : 线膨胀系数的不确定度应不大于 0. 0001% ( 均匀 分布) ,得:
4
标准不确定度一览表
表1 标准不确定度一览表
标准不确定 度值 u( x i ) 传播系数 Y ci = x i | c1 | × u( x i ) 自由度
标准不确定 度分量 u( xi )
不确定 度来源
u( M) u( Q)
扭矩仪示值 重复性 A 类 0. 000426 扭矩标准装置 0. 000693 u2 c = ( 0. 00877 )
( 1) δ = M - flsinα 式中: Q 为标准扭矩值,N·m; f 为砝码的重力,N; L 为作用力臂, m; α 为作用力与力臂的夹角; M 为扭 矩仪显示的扭矩值。
∑ v2i =
i =1
( Mi ∑ i =1
- M)
2
扭力天平(校准和测量能力)
扭力天平校准和测量能力评定1、 概述1.1 测量依据:JJG4-2004《扭力天平》。
1.2 环境条件:温度:(20±7)℃,湿度≤85%RH 。
1.3测量标准:F 1等级砝码。
1.4 被测对象:100g/10mg 扭力天平。
1.5 测量方法:采用标准砝码直接来测量天平的示值之差,即为扭力天平的示值误差。
2、 数学模型s m m m -=∆ 式中:m ∆---天平示值误差; m ---天平示值; s m ---标准砝码值。
3、不确定度传播率[][]2221222)()()()()(s s s c m u c m u c m u m m m u m m m u +=⎥⎦⎤⎢⎣⎡⨯∂∆∂+⎥⎦⎤⎢⎣⎡⨯∂∆∂=∆灵敏系数 11=∂∆∂=m m c 12-=∂∆∂=sm mc 4 、输入量的标准不确定度评定本评定方法以100g 天平为例,其他称量点的示值误差测量结果的不确定度参考本方法进行评定。
4.1 输入量s m 的标准不确定度)(s m u 的评定依据JJG99-2006《砝码》中所给出,F 1等级砝码100g 的扩展不确定度不大于允差1/3,即0.17mg ,包含因子k =2。
标准不确定度: )(1s m u =mg mg085.0217.0= 4.2输入量m 的标准不确定度)(m u 的评定输入量m 的标准不确定度来源于天平的测量重复性,可以用同一砝码,通过连续测量得到测量列,采用A 类方法进行评定。
以天平最大称量点,在重复性条件下连续测量10次,得(分度): 0.0、0.2、0.1、0.0、0.1、0.2、0.3、0.3、0.1、0.2。
∑==ni i m n m 11单次实验标准差 1)(12--=∑=n m ms ni i)(m u =0.11(分度)=1.1mg 5、 合成标准不确定度的评定 5.1标准不确定度汇总表输入量的标准不确定度汇总于下表5.2 合成标准不确定度的计算输入量m 与s m 彼此独立不相干,所以合成标准不确定度可按下式得到)()()(22m u m u m u s c +=∆=1.2mg5.3 扩展不确定度的评定 取 2=k 扩展不确定度为U =k )(m u c∆⨯=2.4mg6、根据JJG46-2004规定,常规校准扭力天平示值为均布的五个点,其测量不确定度为:7、校准和测量能力(CMC)本项目CMC为:0~100g, U=1.1mg (k=2)。
电子秤示值误差测量结果的不确定度评定

电子秤示值误差测量结果的不确定度评定在进行电子秤示值误差测量时,由于各种因素的影响,使得测量结果会存在一定程度的误差,即不确定度。
评定电子秤示值误差测量结果的不确定度,需要考虑到各种可能的误差来源,并采取适当的方法进行评估。
电子秤的示值误差主要包括系统误差和随机误差。
系统误差是由仪器本身的固有特性所引起的,如仪器的线性度、稳定性等。
随机误差是由测量条件的不确定性以及仪器使用的不确定性所引起的,如环境条件的波动、测量操作者的技术水平等。
1. 列出误差来源:根据电子秤的使用情况和可能的误差来源,列出可能的误差项,包括系统误差和随机误差。
2. 评估误差大小:对于系统误差,可以通过仪器的校准数据或者厂家提供的技术规格进行评估。
对于随机误差,可以通过多次重复测量同一物体并计算测量结果的标准差来评估。
3. 计算测量结果的合成不确定度:根据误差来源的大小和类型,可以采用合成法、统计法或者经验法来计算测量结果的不确定度。
合成法是将各个误差来源的不确定度按照一定的规则进行合成,得到最终的不确定度。
统计法是通过对多次重复测量结果的统计分析来得到不确定度。
经验法是基于经验的方法,根据不同的误差来源给出不同的修正系数,然后求取修正后的结果。
4. 表示不确定度的方法:不确定度可以用标准不确定度、扩展不确定度、置信区间等来表示。
标准不确定度是一个误差范围,表示测量结果与实际值之间的差距;扩展不确定度是标准不确定度的一个扩展,考虑到测量的不确定性以及置信水平。
置信区间是对测量结果进行置信的一个区间,表示测量结果在一定置信水平下的范围。
5. 给出评定结果:根据评定的不确定度,可以给出一个评定结果,例如在多次测量结果的平均值附近给出一个范围,表示测量结果的精度。
托盘扭力天平的测量误差分析浅议
当砝码与被测物之间出现质量差值时,上下两横梁发生偏移 ,从 旋 至最 大刻 度位 置 ,在相 对 的一 侧秤 盘 中加 放等 于刻 度 盘最 大
而对 中间的钢带弹性支承产生扭力 ;转动刻度盘 ,使指针对准分 刻度值的砝码。在检定工作中发现有的天平部分检定项 目误差
度标牌中线 ,当弹性变形产生的应力等于横梁偏移产生的扭力 偏大,甚至不符合规程要求 。
弹性 支 承 ,根 据 复梁 式 双 盘 等臂 杠 杆平 衡 制 成 的零 读 法 天平 。 能在刻度盘中线位置平衡 ;e.检定刻度盘标尺示值误差 ,将刻度
衡 量 时 ,托盘 的一 侧秤 盘 上 放置 被 称 物 ,另一 秤 盘上 加 放砝 码 , 盘旋至零位 ,调节天平指针在分度标牌中心位置平衡 ,将刻度盘
(通过旋转使得弹性钢条产生反转力 ,从而使天平衡量偏移产生 4 托 盘扭 力 天平 的测 量误 差分 析
的扭力相抵消),则天平平衡 ,此时砝码质量与刻度盘读数之和 在 检定 托 盘扭 力天平 (以下 简称 天 平 )产生 的测 (转 下 页 )
引 发不 必 要 的事 故 。在 线 路搭 建 完 成 之后 ,要 对 各个 线 路 加 强
天平是一种利用杠杆平衡原理测 定物体质量的测量仪器 。 检 定 ;d.偏 载 的 检定 ,将 相 当 于 1/2最 大秤 量 的 2个 砝 码 按 规程
托盘扭力天平——等臂杠杆式 的上皿托盘扭力天平 ,是 由钢带 规定 的顺序 、位 置 放 置在 天 平 的两 个 秤 盘上 ,依 次 检定 ,天 平应
求 更 高 。托 盘扭 力天 平造 价低 ,操作 简便 、方便 携带 、价格便 宜 , 3 托盘 扭 力天 平的计 量检 定 方法 (指 后续 检定 )
电子秤示值误差测量结果的不确定度评定

电子秤示值误差测量结果的不确定度评定
电子秤是一种常见的测量工具,用于测量物体的质量。
在日常使用中,我们经常遇到电子秤示值误差的情况。
这些误差可能来自于多种因素,如仪器本身的误差、环境条件的变化以及操作者的不熟练等。
对电子秤示值误差的测量结果进行不确定度评定是非常重要的。
不确定度是对测量结果的信度衡量,它反映了测量结果的可靠程度。
在电子秤示值误差的测量中,我们可以采用传统的不确定度评定方法来评估其不确定度。
我们可以从仪器的角度出发,评估电子秤本身的误差。
这包括仪器的精度、重复性和线性误差等。
精度是指仪器测量结果与真实值之间的偏差,可以通过比较仪器的示值和已知质量的对比来评估。
重复性是指在相同条件下,仪器多次测量同一物体得到的测量结果之间的差异。
线性误差是指在不同质量范围内,仪器示值与真实值之间的偏差。
对于这些仪器误差,我们可以通过重复测量和对照测量等方法进行评估,并确定其不确定度。
除了仪器本身的误差外,环境条件的变化也会对电子秤示值误差产生影响。
温度、湿度和气压等环境参数的变化会导致电子秤示值的偏移。
对于这些环境条件的变化,我们可以通过控制实验室的温度、湿度和气压等参数,并测量相应的变化来评估其不确定度。
操作者的技能水平和经验也会对电子秤示值误差产生影响。
一位经验丰富的操作者可能能够更准确地读取和操作电子秤,从而减小示值误差。
在进行电子秤示值误差测量时,选择熟练的操作者是非常重要的。
操作者的技能水平和经验可以通过培训和测试等方式评估,并对其对示值误差的影响进行不确定度评定。
托盘扭力天平测量结果的不确定度评定

品牌与标准化 2021年第3期BRAND & STANDARDIZATION!托盘扭力天平测量结果的不确定度评定刘平,倪俊国,于涛(山东省计量科学研究院,山东济南250014)【摘要】本文根据托盘扭力天平检定规程分析了托盘扭力天平测量结果的不确定度来源,参照JJG 1059-2012《测量不确定度 评定与表示》给出了托盘扭力天平的分度值误差、横梁不等臂性误差、重复性误差、偏载误差、刻度盘标尺误差的不确定度评定。
【关键词】托盘扭力天平;不确定度【DOI编码】10.3969/j.issn.1674-4977.2021.03.017The Uncertainty of Table Torsion Balance MeasurementLIU Ping ,NI Jun-guo,YU Tao(Shandong Institute of Measurement,Jinan 250014,China)Abstract :According to the verification regulation for table torsion balance this article analyses the uncertainty of table torsion balance measurement,referring to the JJG 1059-2012 Evaluation and Expression o f Uncertainty in M easurement gives the Measurement of scale interval error,lever error,repeatability error,partial load error and dial scale error.Key words :table torsion balance;uncertainty本文以TN-100C型托盘扭力天平为例,分析了托盘扭力天平测量结果的不确定度评定。
电子秤示值误差测量结果的不确定度评定
电子秤示值误差测量结果的不确定度评定电子秤是一种广泛应用于实验室、工厂和家用的重量测量设备。
它具有高精度、便捷的特点,通常用于称量粉末、液体和固体等物质。
电子秤在使用过程中可能存在示值误差,即它显示的重量与实际重量之间存在偏差。
对于电子秤示值误差的测量结果需要进行不确定度评定,以确定测量结果的可靠性和准确性。
一般情况下,电子秤示值误差的测量是通过比较测试器件与标准器件的实际重量来进行的。
在进行示值误差测量时,需要考虑以下几个方面的不确定度来源:1. 测试器件的不确定度:测试器件的实际重量可能存在不确定度,例如由于制造工艺、使用环境等因素引起的偏差。
2. 标准器件的不确定度:标准器件的实际重量也存在不确定度,通常由于其精度等级、使用寿命等因素引起的偏差。
3. 测量方法的不确定度:测量方法的不确定度包括对测试器件和标准器件的放置位置、测量环境温度、湿度等因素的影响。
4. 人为误差的不确定度:人为误差包括操作者的技能水平、测量时的注意力、操作的一致性等因素。
在测量过程中,需要使用适当的标准器件和测试器件进行比较测量,以减小器件本身的不确定度。
控制测量环境的温度、湿度等因素,避免人为误差的产生。
通过分析各项不确定度来源,可以计算出示值误差测量结果的不确定度范围,评定测量结果的可靠性和准确性。
1. 收集数据:首先需要收集电子秤示值误差测量的原始数据,包括测试器件和标准器件的实际重量,测量方法的环境条件等。
2. 分析不确定度来源:根据收集的数据,分析测试器件、标准器件、测量方法和人为误差等不确定度来源,确定各项不确定度的影响程度。
3. 计算不确定度:通过合适的不确定度计算方法,对各项不确定度来源进行计算,得出示值误差测量结果的总不确定度。
除了不确定度评定外,还需要对电子秤示值误差的不确定度进行控制和改进。
通过分析不确定度来源,找出影响示值误差的关键因素,并采取相应的控制措施和改进方案,以提高电子秤示值误差的测量准确性和可靠性。
电子秤示值误差测量结果的不确定度评定

电子秤示值误差测量结果的不确定度评定电子秤是一种常用的精密测量工具,用于测量物体的质量。
在使用电子秤测量物体质量时,会发生示值误差,即测得的数值与真实值之间的差异。
由于电子秤测量结果的不确定性,需要评定其不确定度。
测量结果的不确定度是找出环境和设备影响、操作人员技能等因素对测量结果的影响程度,以及其在结果中所占的贡献比例。
1. 确定影响因素测量结果的不确定度受到多种因素的影响,包括环境因素(如温度、湿度等)、设备因素(如电子秤的准确程度、稳定性等)、操作者因素(如操作人员的技能水平、操作方法等)等。
2. 评估不确定度评估不确定度的方法有多种,常用的方法包括“合成法”和“扩展不确定度法”。
- 合成法:将各个因素的不确定度按一定的规则进行合成,得到总的不确定度。
这种方法适用于不同因素之间相对独立的情况。
- 扩展不确定度法:根据测量的具体情况,选择适当的合成法扩展不确定度,即将各不确定度的范围扩大,作为测量结果的不确定度。
这种方法适用于各个因素之间存在相关关系的情况。
二、示值误差的来源和影响因素示值误差指的是电子秤测量结果与真实值之间的偏差。
示值误差的来源主要有以下几个方面。
1. 电子秤本身的误差:由于制造工艺和使用寿命等因素,电子秤本身存在一定的误差。
这种误差会直接影响到测量结果的准确度。
2. 环境因素的影响:温度、湿度等环境因素都会对电子秤的测量结果产生影响。
在高温环境下,电子秤的传感器可能会发生漂移,导致测量结果偏大或偏小。
3. 操作人员的技能水平和操作方法:操作人员在使用电子秤时,需要掌握正确的操作方法,并具备一定的技能水平,否则也会对测量结果产生影响。
1. 重复性误差的评定:重复性误差是指在相同条件下,多次测量得到的结果之间的差异。
评定重复性误差时,可以进行多次重复测量,计算结果的标准偏差,作为重复性误差的不确定度。
3. 环境因素的评定:评定环境因素对示值误差的影响时,需要确定在不同环境条件下的测量结果,并计算其与真实值之间的偏差,作为环境因素的不确定度。
电子秤示值误差测量结果的不确定度评定

电子秤示值误差测量结果的不确定度评定【摘要】本文针对电子秤示值误差测量结果的不确定度评定进行了研究。
首先介绍了研究背景和研究目的,然后详细讨论了电子秤示值误差测量方法和不确定度评定方法。
通过分析影响因素,实验结果进行了讨论,并对数据进行了详细分析。
结果显示,电子秤示值误差的不确定度受多种因素影响,需要综合考虑来获得准确评定。
结论部分总结了本研究的主要结果,并展望了未来的研究方向。
本研究为电子秤示值误差测量提供了重要的理论依据和实验指导,对提高电子秤测量的准确性和可靠性具有重要意义。
【关键词】电子秤,示值误差,测量方法,不确定度评定,影响因素,实验结果,数据分析,结果总结,研究展望1. 引言1.1 研究背景电子秤是一种广泛应用于各种领域的重量测量工具,其准确性对于许多实验和工业生产过程至关重要。
电子秤示值误差是一个常见的问题,可能会对测量结果产生影响。
在实际应用中,我们需要对电子秤示值误差进行测量和评定,以确保测量结果的准确性和可靠性。
研究背景中,我们需要了解电子秤示值误差的来源和影响因素,以便于制定合适的测量方法和不确定度评定方法。
通过深入研究电子秤示值误差的特点和规律,可以帮助我们更好地理解其测量原理和工作机制,从而提高测量结果的精度和可靠性。
在现代科学技术的发展趋势下,对电子秤示值误差进行系统研究和评定具有重要的理论和实际意义,可以为电子秤的精准测量提供科学依据和方法支持。
1.2 研究目的本文旨在探究电子秤示值误差测量结果的不确定度评定方法,通过对电子秤示值误差进行准确可靠的测量,为保证称量结果的准确性和可靠性提供科学依据。
具体研究目的包括:2.研究不确定度评定方法:分析电子秤示值误差测量结果的不确定度评定方法,探讨如何评定不确定度并提供合理的评定依据。
3.分析影响因素:深入分析影响电子秤示值误差的因素,包括环境因素、仪器因素以及操作因素等,为准确评定不确定度提供依据。
4.讨论实验结果:通过对实验结果的讨论和分析,探讨不确定度评定方法的可行性和优劣势,提出改进建议。
电子秤示值误差测量结果的不确定度评定

电子秤示值误差测量结果的不确定度评定电子秤被广泛应用于工业生产、贸易领域以及家庭使用中,其示值误差的不确定度评定是保证称量结果准确性和可靠性的重要环节。
示值误差的不确定度评定是指在一定测量条件下,由于各种影响因素导致的示值误差的范围和可信程度的评定。
本文将从电子秤示值误差的来源、不确定度评定的原理和方法、实际测量中常见的不确定度影响因素以及不确定度评定的实际应用等方面进行论述,以期为电子秤示值误差的不确定度评定提供一定的参考。
一、电子秤示值误差的来源电子秤的示值误差是由多种因素引起的,主要包括以下几个方面:1. 环境因素:包括温度、湿度、气压等环境条件的变化对电子秤工作精度的影响;2. 元器件因素:电子秤的传感器、AD转换器、滤波器等元器件的性能参数变化会直接影响示值误差;3. 电子秤本身结构和工艺因素:各种结构参数和制作工艺对电子秤的称量精度有直接影响;4. 外部干扰因素:包括电磁干扰、机械振动等外部干扰对电子秤称量结果的影响;5. 使用者因素:使用者的操作技能、环境条件等因素对电子秤称量准确性的影响。
以上因素综合作用导致了电子秤示值误差的产生,因此需对其不确定度进行评定。
二、不确定度评定的原理和方法不确定度是评定测量结果的重要指标,它反映了测量结果的不确定程度,是测量结果与真实值之间的偏差的度量。
不确定度评定的原理是基于测量过程中各种不确定因素的组合作用,利用统计学和概率论的方法对测量结果的不确定程度进行评定。
不确定度评定的方法主要包括以下几种:1. 标准不确定度法:通过对测量系统中各种不确定因素的分析,计算出各不确定因素对测量结果的贡献,然后进行合成,得到标准不确定度;2. 扩展不确定度法:在标准不确定度的基础上,考虑到不确定度的不同来源对测量结果的影响程度不同,通过扩展系数对标准不确定度进行扩展,得到扩展不确定度;3. 极限误差法:通过对系统的各种不确定度因素进行分析,确定其分布规律和统计性质,然后通过计算得到系统的极限误差;4. 仿真模拟法:通过对测量系统的工作原理、性能参数和环境条件等因素进行仿真模拟,得到系统的示值误差范围和可信度。
机械天平示值误差测量值的不确定度评定
.
: o . 1 0 , 2 0 0 g机械 天平 为例 , 其 他 称量 点 的示 值误 差测 量结 果 的不 确定度 可 参照 本方 法进 行 评定 。
3 . 1 . 2 测 量 天平 机 械挂 砝 码 组 合 误 差所 用 标 准 砝 码 所 引起 的标 准不 确定 度 ( m ) 的评定
输入 量 m 的标 准 不 确 定 度 u ( m, ) 应 当有 检 定 证 书 ( 或根 据规 程规 定 ) 中扩 展不 确 定 度 和覆 盖 因子 k ( 通
式 中: △ m 一 机 械 天平示 值误 差 ; p 一 机械 天平 示值 ; m 一 标 准砝 码值 。
3 各输 入量 的标 准不 确 定度 分量 的评 定
“ ( m , ) =4 0 . 0 0 4 + 0 . 0 0 4 8 m g= 0 . 0 0 6 2 m g
,
Er r o r s o f M e c h a n i c a l Ba l a n c e
Wa n g X u e q i n L u Hu i L i Q i a n q i a n Z h a n g R u i r o n g T e n g Y a n L i C u i p i n g I m X i u l i a n
中图分类号 : T H 7 1 5 文献标识码 : A 国家标准 学科分 类代码 : 4 1 0 . 5 5
D O I : 1 0 . 1 5 9 8 8 / j . c n k i . 1 0 0 4— 6 9 4 1 . 2 0 1 5 . 0 6 . 0 4 3
Ev a l u a t i o n o f Un c e r t a i n t y f o r Me a s u r e me n t Re s u l t o f I n d i c a t i o n
托盘扭力天平的不确定度评定
托盘扭力天平的不确定度评定郭虎波 王 娜 行和平(陕西省计量科学研究院,陕西西安710065)摘 要:本文根据JJG1130-2016《托盘扭力天平》,以TN-100C型托盘扭力天平为例,采用直接测量得到天平的示值误差,用加载与卸载的方法分别对托盘扭力天平的分度值误差、横梁不等臂性误差和重复性的性能进行检定,并对测得值进行不确定度评定。
关键词:托盘扭力天平;加载与卸载的方法;不确定度中图分类号:TH123+ 2 文献标识码:A 国家标准学科分类代码:460 4030DOI:10.15988/j.cnki.1004-6941.2020.9.032UncertaintyEvaluationofTrayTorsionBalanceGUOHubo WANGNa XINGHepingAbstract:AccordingtoJJG1130-2016"TrayTorqueBalance",takingTN-100Ctraytorquebalanceasanex ample,theindicationerrorofthebalancewasobtainedbydirectmeasurement,andtheindexingvalueerror,beamunequalarmerrorandrepeatabilityperformanceofthetraytorquebalancewereverifiedbyloadingandunloadingmethods,last,theuncertaintyofmeasurementresultswasevaluatedKeywords:traytorquebalance;loadingandunloadingmethods;uncertainty0 前言托盘扭力天平是由钢带弹性支承,根据复梁式双盘等臂杠杆平衡原理制成的零读法天平。
测量时,在架盘的一侧秤盘上放置被称物,另一秤盘上加放砝码,转动刻度盘,使指针对准分度标牌中线,此时砝码质量与刻度盘读数值之和,即为所称量物品的质量。
架盘扭力天平刻度盘示值误差及其校准方法报告
架盘扭力天平刻度盘示值误差及其校准方法报告本文主要介绍架盘扭力天平刻度盘示值误差及其校准方法报告。
一、问题描述在使用架盘扭力天平进行测试时,发现刻度盘示值与实际值有较大的偏差。
以测量10N·m的扭矩为例,刻度盘示值约为11N·m,误差达到了10%以上。
因此,需要进行误差校准。
二、校准方法1.准备工具:普通手动扭矩扳手、测试负载块、调整工具(一般是一个螺丝刀)。
2.在测试前,需要对架盘扭力天平进行预加载。
预加载是指在测试之前,将存放样品的样品臂向上移动至限制范围之外,逆时针旋转刻度盘至零位,然后顺时针旋转样品臂,使其降至刻度盘上,至少旋转3周以上,以保证样品项达到稳定状态。
3.进行测试:将测试样品装载至样品臂上,向下压,加入扭矩。
然后,通过读取刻度盘显示的数值来获取扭矩的值。
同一样品需要进行多次测试,记录每次测试的结果。
计算得到平均值。
4.校准方法:将普通手动扭矩扳手和测试负载块与架盘扭力天平放在同一个扭矩范围内,对样品进行重复测试,计算出样品臂的示值。
将示值与普通手动扭矩扳手示值进行比较,可以得到误差值。
通过调整架盘扭力天平的零位来进行校准。
具体步骤如下:(1)使用调整工具,将液压阀泄压,使样品臂处于停滞状态。
(2)调整刻度盘,使其显示零值。
(3)将测试负载块放在样品臂上,逐渐加大负载,观察刻度盘示值。
留意刻度盘指针局限于范围内。
该值应与测试负载块示值相同。
(4)根据实际值和示值之间的误差来计算校准系数,将其应用于未来测试中。
5.在进行扭力测试后,应将样品臂向上移动至限制范围之外,以避免对设备的部件造成潜在的损害。
三、总结对于使用架盘扭力天平的测试者来说,了解其刻度盘示值误差及其校准方法非常重要。
通过以上校准方法,可以有效地消除误差,并提高测试结果的准确性。
同时在日常使用中,还应注意架盘扭力天平的维护和保养,以保证其长期稳定工作,提高使用寿命。
为了更好地分析架盘扭力天平的刻度盘示值误差及其校准方法,我们需要收集相关数据并进行分析。
电子秤示值误差测量结果的不确定度评定
电子秤示值误差测量结果的不确定度评定
电子秤是一种常用的测量工具,用于测量物体的质量。
由于各种原因,电子秤在测量
时可能会出现示值误差。
为了评定电子秤示值误差的不确定度,需要进行一系列的测量和
分析。
进行示值误差测量时,需要选择一组标准样品,这些样品的质量已经被准确测量过。
将这些标准样品依次放置在电子秤上进行测量,并记录下示值。
重复多次测量,取平均值
作为示值误差的估计值。
然后,对于每次测量的示值误差,需要计算出其标准偏差。
标准偏差是测量值与平均
值的偏差的平均数。
通过计算每次测量的示值误差的标准偏差,可以得到示值误差的不确
定度。
在进行示值误差测量时,还需要考虑到其他误差来源,比如环境温度的影响、电子秤
的漂移等。
为了评估这些误差的不确定度,可以进行适当的控制实验。
可以在不同温度下
进行测量,然后计算出温度对示值的影响。
通过分析这些实验数据,可以得到其他误差来
源的不确定度。
将各个不确定度源的不确定度合并,得到总的示值误差的不确定度。
合并不确定度时,可以使用根据误差传递法则计算的不确定度合成法。
根据该法则,合成多个不同源的不确
定度时,可以将其平方和开方得到总的不确定度。
需要注意的是,在进行示值误差的不确定度评定时,应该采取合适的统计方法,充分
考虑各种影响因素,以得到准确可靠的结果。
电子秤示值误差的不确定度评定是一个复杂的过程,需要进行多次测量和分析,并考
虑各种误差来源。
通过评定示值误差的不确定度,可以提高测量结果的可靠性和准确性。
扭力天平示值误差不确定度评定

扭力天平示值误差不确定度评定
丁志军
【期刊名称】《计量与测试技术》
【年(卷),期】2004(031)004
【摘要】本文参照国家计量技术规范JJF1059-1999<测量不确定度的评定与表示>,依据JJG46-1976<扭力天平>检定规程和工作经验,对扭力天平示值误差的不确定度进行了评定.
【总页数】2页(P35,37)
【作者】丁志军
【作者单位】包头市产品质量计量检测所力学室
【正文语种】中文
【相关文献】
1.架盘扭力天平刻度盘示值误差及其校准方法 [J], 林原在
2.压力测量不确定度评定基础知识讲座(七)第七讲航空发动机试验中电子扫描压力测量不确定度评定——电子扫描压力测量系统示值误差的测量不确定度评定 [J], 杨埜
3.托盘扭力天平的不确定度评定 [J], 郭虎波;王娜;行和平
4.对比两种膜式燃气表示值误差不确定度评定方法讨论灵敏系数在不确定度评定中的作用 [J], 闫聪杰
5.托盘扭力天平测量结果的不确定度评定 [J], 刘平;倪俊国;于涛
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
误差分布服从均匀分布,包含因子k 气巧
“(p2)=0 0058mg
(P)+C2(女)“2(^)
其中灵敏系数:c(户)=aaPM=
1。c(K)=蔚aM=一1
4.标准不确定度分量来源及评
定
估计了产=2096,故自由度
Vp2
经验,对扭力天平示值误差的不确定度进行了
评定。 f美■词】扭力天平示值误差不确定度
1验证方法
为了验证该校准方法,在实验 室采用r JJG951—2000检定规程 规定的检定具有参考端温度自动补 偿的仪表补偿导线法.按图2接线 方式对该台电子电位差计进行温度 补偿,用输入基准法对仪表的指示 基本误差进行检定,记录基本误差,
138℃,按均匀分布考虑,包含因
子k√3,所以
“(P/k.)=0.138∥3=0.08℃ (3)合成标准不确定度评定
算的温度值。 (2)输入量的标准不确定度的 评定 ①输入量t。£。的不确定度分 析和评定与校准方法中的不确定度 的评定方法相同,故不重复。 在800℃平均值t=33 (mV),换算结果得799 04℃
“(t。)=0.08℃ “(t,)=0 234℃
236
(5)不确定度的表示与报告 实验室对分度号为K,准确度 等级为0.5级电子电位差计(0~ 1100℃),在800℃点进行测量,示值 误差测量结果的扩展不确定度为
2
②输人量s/^,的标准不确定 度“(F/ki)的评定 由于冰点恒温器的温度经严格 校正,不确定度可忽略不计。补偿 导线在20℃时测量出最大误差为
0
“、,%丽
4
{E。/<1所以,结果满意。 通过对测量结果的比对评价, 确认采用测量接线端子温度法进行 温度补偿能满足客户的要求。 4.结束语 以上介绍了现场校准电子电位 差计的方法,并对该方法进行了验 证。实践证明采用本校准方法现场 对具有参考端温度自动补偿的指示 调节仪进行校准。在满足工艺要求 ● 的情况下是切实可行的。 6.扩展不确定度
30
”^=12
(3)估读误差引入的不确定度 4.1被检扭力天平示值引入的 分量“(p3) 实际测量对于扭力天平读数,
【收藕时间12003…12
1.量的重复性引人的不 确定度分量U(p1) 为获得重复性测量的不确定 度,用二等标准砝码对扭力天平 10rng点进行10次独立测量.得如 下数据:(单位:mg)
扭力天平示值误差的不确定度评定
Evaluation
of
Uncertainty in lndicatiott。Error
of
Torsion Balance
口丁志军DingZhijun
得方差:“j(M)=C。(p)“2
【作者简介J丁志军.男.工程师。工作单 位;包头市产品质量计量检测所力学室。通讯 地址:014030包头市青山区钢铁大街34号。 【摘要】本文参照国家计量技术规范 JJFl059一1999(谰量葶确定度的评定与表示), 依据JJG46—1976(扭力天平)检定规程和工作
度为
(4)扩展不确定度评定 取包含因子^=2,扩展不确定
U2=^““,(At)=0.52℃
△,=td--ts一毒
式中:}一补偿导线修正值换
Ei
√kI・”(幻)】2+[f2・“(f,)]2+[c3・“(如)]2
=0
626℃
(4)扩展不确定度评定 取包含因子^=2,扩展不确定 度为
U1=^ד,(。乱)=1.3℃
U2=0 52℃^=2
3.量值比对结果的评价 采用下列工作评价值计算模 型,对量值比对结果进行计算
(5)不确定度的表示与报告 现场对分度号为K,准确度等 级为0.5级电子电位差计(0~ 1100℃).在800T2点进行测量,示值 误差测量结果的扩展不确定度为
U.=1.3℃^=2
E。={竺至兰:一0
2.方法的验证
M.(△f)=
(3)合成标准不确定度的评定
灵敏系数:,.=警=1,,:=
uLd
√[fl‘“(妇)r+[c2'“(z,)r+[f3・“(e/k:)r
图2 2
券一k,2筹一,
输入量td、f。、06彼此独立互不 相关.所以合成标准不确定度可按 下式计算
“。(At)=
=0.260℃
2测量不确定度的分析和评定 (1)数学模型
“2-.耄(瑟)2“2(胡
的÷,即为0.05×0.2=0.0ling时.
计童与测试技术・2004・№.4
函
万 方数据
型数字温度计最大允许误差为i 1℃,半宽n=lt:,按均匀分布考 虑,所以
“(t。)=0.577℃
并进行不确定度评定。
署一1,c 3=未精一,
输入量fd、t;、e/k。彼此独立互 不相关,所以合成标准不确定度可 按下式计算
灵敏系数:。。=挚=1,c2=
5.合成标准不确定度
(上接第35页)度分量“(女)=0丁.02
=0 0067mg
以口。H=41,P=95%,查t分布 经过上面分析。得标准不确定 度分量一览表 以上各分最彼此独立,故其合 成标准不确定度为 “!=C2(P)“2(p)+C2(^)“2
(^)=0 000122(m92)
1
√“2(户I)+“2(声2)+“2(p3)
=o.0088mg
面u14(p)P2)圈P3喇
口(声)= “‘(户1)。H 4( J“4( ) v(pt)’w(p2)’口(P3)
。”
4.2由标准砝码引入的不确定 度分量“(女) 根据砝码检定规程,二等10mg 砝码质量扩展不确定度为0
02rag,
属于正态分布,k=3。故标准不确定 (下转第37页)
9.985。9.980,9,985,9.985。9.990 9.995。9.980,9.980.9.975,9.990
要求估读至分度的高,因此估读误
依据扭力天平检定规程JJc,46 —1976,扭力天平的检定是通过相 当精度等级的标准砝码直接测得 的。检定时将扭力天平调至水平, 先进行外观检定,扭力天平的示值 用标准砝码依次检定,天平的示值 误差按天平的示值与秤盘上所放标 准砝码质量的实际值之问的差数计 算。现对一最大秤量25rng.分度值 0.05rag的扭力天平10mg处示值误 差进行不确定度评定。 2.数学模型 根据上面分析和检定规程,扭 力天平示值误差可写为以下数学模 式: M=P—K 式中:M一被检扭力天平某点 示值误差,rag;尸一被检扭力天平某 点的示值.mg;K一标准砝码的实际 质量,mg。 3.方差和夏敏系数 依据
“(P)=
s_√母≠一。晰。咄
实际测量时。取天平示值与标 准砝码实际质量的最大差值为扭力 天平示值误差,故“(P1)=s= 0.0060mg。其自由度口。I=9 (2)由环境温度及重力加速度 的影响引入的不确定度分量“(P2) 依据检定规程.如果检定天平 的地点,其重力加速度和温度影响 到天平的计量性能时,应进行示值 补正,其引入的误差为天平分度值
“,=0
表得6=2
02
估计筹=10%,故自由度Ⅵ
50
休准小硼 意鹰分量
“(T.) “(p) “(pI) “(pz) “(’3】 ”tK)
扩展不确定度
U2 k o“,=0.02rag
不确定度 来源 被控扭
打击平
际璀币碉 是墨 定度值 系数
n
IaI“(^) (mg)
自由度
口
7.不确定度报告 此被检扭力天平10rag处示值 误差的测量结果扩展不确定度为(,
=0
硎量重复性 估读误差 标准砝码
%蜥目魔酬
011(mg)
其有效自由度
02rag,Yell=41,P=95%
●
“;0
000t22(nW2),“.2¨(111mgt。时。41
。甜刊/{错+错旧l
计量与测试技术-2004・№.4
瞳
万 方数据/yq_class/yq_270_1.html
差以矗分度值估计。即为o.05一而1
=0.005mg的读数误差。服从均匀
分稚,k;乃
故“(p 3)=0.0028rag
估计掣≥:20%.故自由度
uP3
其平均值
lo
邯,2
50
芦=∑pf/lo=9.9845mg 单次测量标准差
因各个不确定度分量“(户一)、” (p2)、“(p 3)彼此独立,互不相关, 由合成标准不确定度公式得: