第3章 飞机结构件制造工艺
(完整版)飞机制造工艺基础3
一.整体壁板毛坯 主要为铝合金,另有钛合金、镁合金。整体壁板毛坯的主要制造方法: 热摸锻、挤压、自由锻板坯、热轧平板毛坯和特种铸造。
1.大吨位液压机和锻模生产壁板毛坯 优点:生产率高、锻件纤维组织连续,晶粒致密,强度高,可制造复杂 形状筋肋和对接接头。
热模锻毛坯接近于成品尺寸,厚度和桁 条间距误差小于0.6mm,锻造斜度小锻需要吨位极大的机床,铝合金壁 板每平方米投影面积约需3万吨压力, 精锻时要5~6万吨。且锻模制造困难、 周期长、劳动量大。如某飞机整体壁板 的锻模重量达50~60吨。 这些问题限制了热模锻方法的广泛应用。
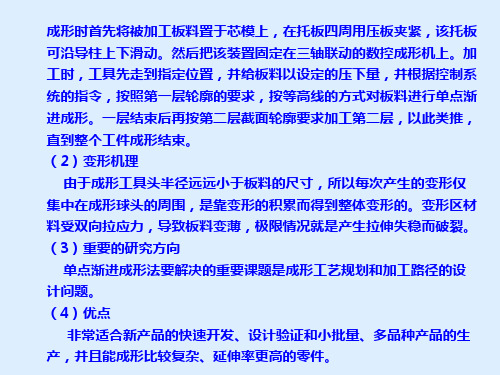
Most authors used in their experimental study on incremental forming regular 3 axis milling machine. Figure 7 presents the incremental forming process.
characteristics of the incremental forming process are pointed out:
- the sheet is formed according to a given locus - the deformation of the sheet is point-by-point - the deformation of every step is small.
Figure 8 The control system of Dieless NC Forming machine.
Figure 9 Equipment for Dieless NC Forming process
The blank sheet is attached to a blank holder. The blank holder moves in vertical direction according to descending of Ztool and along X- and Y-planes.
飞机结构设计(第3章-3.1)
载荷分析是机身结构设计的重要环节, 通过对各种载荷进行计算、分析和评 估,确保机身结构满足强度、刚度等 方面的要求。
机身结构的优化设计
机身结构的优化设计是在满足强度、刚度等要求的前提下,对机身结构进行改进和优化,以提高飞机 的性能和降低制造成本。
优化设计可采用多种方法和技术,如有限元分析、拓扑优化、形状优化等,通过对机身结构的材料分布、 结构形式等进行调整和改进,实现结构的最优设计。
集中载荷包括起落架、油箱和武器挂 载等引起的局部载荷。
机翼结构的优化设计
机翼结构的优化设计旨在实现强 度、刚度、疲劳和损伤容限等要
求的最优化。
优化设计方法包括有限元分析、 多目标优化和遗传算法等。
优化设计过程中需考虑材料、工 艺和制造成本等因素,以实现经 济性、可行性和可持续性的平衡。
04
第3章-3.3:尾翼结构设计
荷,并将其传递给骨架。
骨架用于支撑机身结构,承受 内部压力和其他内部载荷,并
保持机身的形状和尺寸。
连接件用于将蒙皮和骨架连接 在一起,传递载荷并保持结构
的完整性。
机身结构的载荷分析
机身结构的载荷主要包括气动载荷、 重力载荷、惯性载荷等,这些载荷在 机身结构中产生应力、应变等效应。
载荷分析还需考虑不同飞行状态下 (如起飞、巡航、着陆等)的载荷变 化,以确保机身结构在不同飞行状态 下都能保持安全和可靠。
桁条用于支撑蒙皮,提高其承载能力和刚 度。
05
06
接头用于将机翼与机身连接起来,传递力 和扭矩。
机翼结构的载荷分析
机翼结构的载荷主要包括气动载荷、 惯性载荷和集中载荷等。
惯性载荷由飞机的加速度和角加速度 引起,包括机翼弯曲、扭转和平移等 惯性力。
飞机制造工艺流程概览

飞机制造工艺流程概览航空工业作为现代工业化的重要组成部分,其发展与飞机制造工艺密不可分。
飞机制造工艺流程是指将设计好的飞机型号逐步转化为产品的一系列步骤。
本文将从飞机设计、结构制造、系统组装和测试验收等方面,对飞机制造工艺流程进行概述。
一、飞机设计飞机设计是整个制造过程的核心环节。
在这个阶段,飞机的外形、气动、结构、系统等参数都要进行全面考虑。
首先是进行总体设计,确定飞机的类型、用途、性能指标等,然后进行气动设计,确定飞机的主翼、尾翼、机身等外形参数。
接下来是结构设计,包括主翼、尾翼、机身等部位的强度、刚度、耐久性等设计。
最后是系统设计,包括发动机、供电、航电、防冰等系统的设计。
设计好的飞机参数将成为后续制造工艺的基础。
二、结构制造结构制造是将设计好的飞机外形和结构参数转化为实际的零部件和组件的过程。
这个阶段有许多不同的工艺,如下面所述:1. 主翼制造:主翼是飞机的重要组成部分,一般是由铝合金和复合材料制成。
首先是用金属材料进行钣金加工,包括剪切、冲孔、折弯等步骤。
然后是铆接工艺,将各个结构件进行连接。
最后是复合材料的制造和成型,将复合材料纤维与树脂进行混合,再经过模具成型。
2. 机身制造:机身是飞机的主体部分,起承载和保护作用。
机身的制造采用类似的工艺,如钣金加工、铆接和焊接等,但由于机身尺寸较大,需要更复杂的工艺和设备。
3. 尾翼制造:尾翼的制造过程与主翼类似,同样包括钣金加工、铆接和复合材料制造等步骤。
但由于尾翼的形状和尺寸不同,会有一些独特的工艺要求。
4. 其他零部件制造:除了主翼、机身和尾翼,飞机还包括许多其他的零部件,如起落架、舵面、进气口等。
这些零部件的制造也需要各自的特定工艺,包括锻造、铸造、注塑成型等。
三、系统组装在结构制造完成之后,飞机的各个系统将会被组装到结构上。
这个过程需要精确的操作和配合,确保各个系统能够正常工作。
1. 发动机组装:飞机的发动机是提供动力的关键部件。
发动机的组装包括各种部件的安装,并进行针对性的调试和测试。
南航 飞行器制造工艺 知识点

飞行器制造工艺完整知识点解析南京航空航天大学 011110301第一章1.飞机结构组成。
机体(包括机翼、机身、及尾翼等部件)、飞机操纵系统、飞机动力装置、机载设备等。
2.机翼的作用和组成;作用:机翼是产生升力和滚转操纵力矩的主要部件,也是现代飞机存储燃油的地方。
机翼作为飞机的主要气动面,是主要的承受气动载荷部件,其结构高度低,承载大。
通常在机翼上有用于横向操纵的副翼、扰流板,机翼的前缘和后缘还有各种形式的襟翼,用于增加升力或改变机翼的升力分布。
组成:由蒙皮和骨架组成。
机翼结构属薄壁型结构形式,构造上主要由蒙皮和骨架结构组成;蒙皮和骨架结构的功用;蒙皮功用:直接功用是保持机翼外形和承载。
气动载荷直接作用在蒙皮上,蒙皮将作用在上面的局部气动力传给结构骨架。
在总体承载时,蒙皮和翼梁或翼墙的服板组合在一起,形成封闭的盒式薄壁结构承受翼面扭矩,与长桁一起,形成壁板,承受翼面弯矩引起的轴力。
骨架功用:骨架的功用:是形成和保持翼面外形,承受和传递外载荷骨架结构有哪些构件。
骨架结构中,纵向构件有:翼梁、长桁和墙(腹板),横向构建有翼肋(普通肋、加强肋)3.机身的作用和组成,机身是指飞机机体结构中除各机翼结构之外的机体结构部分。
主要用于装载和传力,同时将机翼、尾翼、发动机和起落架等部件连接在一起,此外,可以安置空勤组人员和旅客、装载燃油、武器、各种仪器设备和货物等。
前机身主要是由雷达罩、设备舱、座舱、进气道、油箱、前起落架舱等组成。
中机身一般由进气道、油箱、部分发动机舱、设备舱和武器舱组成。
后机身主要是用于支持尾翼、装载发动机及部分设备。
机身结构构造上的组成:蒙皮、纵向骨架、横向骨架。
内部骨架的种类和作用。
骨架的结构:纵向构件有翼梁,长桁和墙;横向构件有普通肋和加强肋。
桁梁式结构:桁架只承受拉压力,蒙皮起维型作用,小轻型飞机采用;桁条式结构:长桁与蒙皮组成壁板承受弯曲轴力,蒙皮承受剪力和扭矩引起的剪流;桁梁式结构:桁梁承受弯曲轴向力,蒙皮长桁承受小部分轴力,蒙皮承受剪力;梁式结构:大梁承受主要载荷,蒙皮只承受剪力;硬壳式结构:蒙皮承受结构总体弯曲、剪切和扭转载荷。
航空航天航空制造工艺技术的制造工艺流程

航空航天航空制造工艺技术的制造工艺流程航空航天产业是当今高科技发展的代表领域之一,而关键的制造工艺技术也一直在不断地创新、升级。
对于航空航天制造工艺技术的了解,对于广大科技领域的工作者及学习者而言具有普适的指导意义。
本文将详细介绍航空航天制造工艺的流程,希望能对广大读者有所启发。
航空制造工艺技术的制造流程包括:设计、材料准备、模型制作、铸造、表面涂装、组装、测试、运输等环节。
设计环节首先,对于新型飞机的研发,设计环节是十分重要的。
通过实验室的实验、数值计算模拟等多种方式,可以对这样一款新型飞机进行设计、验证,以完成未来航空的发展。
在设计环节中,机械工程师们根据飞机的大致形状,制定整机结构方案,确定耐久性要求,设计出机翼和尾翼等重要部件的具体要求。
材料准备另一方面,在材料准备环节中,需要准备材料的种类和数量。
航空航天材料对于制造工艺的影响非常大,因此在这个环节中需要特别注意。
在比较常见的环境下,铁、镁、铝等材料比较传统常用。
模型制作接下来,在模型制作环节中,需要将设计得出的结构制成实物。
这个环节能够让实际的设计打磨出更为贴近实际需要的飞机模型,可以进行多次的改进。
不同的研究所需求不同,因此也会呈现出不同的制作形式。
通过机械切削、钣金、塑料制模等等方法,可以将设计的飞机基本形状精雕细琢。
铸造铸造环节是制造流程的重头戏。
在航空航天制造工艺中,铸造技术在发展中具有重要的地位。
因为不同的飞机部件具有不同的材料要求,因此需要根据要求采用不同的铸造方式。
通常采用的是精密铸造、氮化铸造等技术。
通过众多铸模冲压和对各种细节的处理,铸造出零部件的过程自成一门学问。
表面涂装表面涂装环节也是制造流程中的必要环节。
因为表面提供了零部件的外观效果和防腐蚀技术,通过不同的材料对于表面进行处理,能够避免氧化,增强表面的耐久度。
组装和测试根据设计方案制造出所需的部件后,还需要进行组装和测试。
在组装和测试过程中,技术人员需要将零件集成在一起,测试其坚固性和符合设计要求。
飞机的零件制造工艺

飞机的零件制造工艺飞机的零件制造工艺是指将设计好的零件图纸通过一系列的工艺流程和加工工艺,将原材料加工成具有设计要求的零件的过程。
随着飞机工艺的发展和进步,飞机零件的制造工艺也在不断改进和创新。
飞机的零件制造工艺主要包括以下几个方面:1. 零件的设计与工艺规划:在零件的设计阶段,需要考虑到零件的材料、结构、形状等因素,制定出相应的工艺规划和工艺流程。
这一阶段的目标是确定最佳的加工方式和工艺参数,确保零件具有良好的质量和性能。
2. 材料的选择与准备:在零件制造之前,需要选择合适的材料,并进行相应的材料准备工作。
材料的选择要考虑到零件的设计要求、质量要求和使用环境等因素,以确保零件具有足够的强度和耐用性。
3. 加工工艺的选择与优化:根据零件的形状和材料特性,选择合适的加工工艺进行加工。
飞机零件加工的常见方法包括铣削、车削、钻削、锻造、拉伸等。
同时,还需要优化加工工艺参数,如切削速度、进给量和切削深度等,以提高零件的加工效率和质量。
4. 检验与调整:在零件加工过程中,需要进行不同的检验控制来确保零件的质量。
常见的检验方法包括外观检查、尺寸检测、力学性能测试等。
如果发现零件不合格,需要及时调整加工工艺和参数,进行二次加工或修正,以确保零件满足设计要求。
5. 表面处理与防腐蚀:在零件制造完成后,需要对零件进行表面处理和防腐蚀措施,以提高零件的耐腐蚀性和外观质量。
常见的表面处理方法包括喷涂、阳极氧化、电镀等,防腐蚀措施包括防锈涂层、防腐蚀涂层等。
6. 组装与测试:对于复杂的飞机零件,需要进行组装和测试。
组装阶段需要根据零件图纸进行精确的组装,确保各个部件的焊接、螺栓连接等都符合要求。
测试阶段需要进行功能测试、负载测试、密封测试等,以确保组装的飞机零件在使用过程中能够正常工作。
总之,飞机的零件制造工艺是一个复杂而关键的过程,要求制造人员具备丰富的专业知识和技术能力。
通过不断的工艺改进和创新,可以提高零件的加工精度和质量,提高飞机整体性能和安全性。
飞机结构及加工工艺全

A380、B7771机体结构机头系统组成包含零件图片备注鼻锥?Radome雷达罩雷击保护条(lightning strikeprotectionstrips黄色为雷击保护条,材料铜Cockpit驾驶员座舱驾驶员座舱结构图Noselandinggear bay前起落架舱下部有电子舱和前轮舱,包括电子舱的接近门等开口和对前轮舱的各种支撑./可以看到飞机的顶升点。
装在FR8上.FWDpressurebulkhead前压力隔框前压力隔框FR1,厚度为1.6mm,可以看到前部有水平的加强筋.在隔框有垂直的加强筋.为防鸟击在压力隔框前装有6mm厚的AFRP芳纶纤维蜂窝复合材料机身弯曲链接部位1.客舱压力;2.鸟击;3.着陆时的冲击;4.碰撞时的冲击和快速卸压;5.空气动力;6.飞机顶撑;7.机身的抗弯曲能力。
图片起落架机翼:2×4刹车装置、承力支柱、减震器(常用承力支柱作为减震器外筒)、收放机构、前轮减摆器和转弯操纵机构等。
sooopsl 的高压液压源机身:2×6机头:1×22动力系统发动机核心机左栏第一张图片是安装发动机的装置;第二张图片是发动机;涡轮组件附件及齿轮箱其它燃油系统(航空汽油用于活塞发动机;航空煤油用于燃气涡轮发动机.)飞机燃油系统飞机的燃油系统由油箱、供油系统、通气系统、加油放油系统和指示系统组成。
第一张为飞机结构燃油箱;第二张图片为飞机系统供油图.辅助动力装置(APU )其作用是向飞机独立地提供电力和压缩空气,也有少量的APU 可以向飞机提供附加推力。
(A320)动力部分:单级钛合金压缩比为6:l 的离心压气机,环形回流燃烧室,单级径向内流式涡轮。
下图所示为APU 动力装置在尾椎上的排气口,进气口则在垂直尾翼上。
(A380)(A320)附加齿轮箱:附件齿轮箱安装在离心压气机外包的末端并由动力部分驱动。
它由驱动垫来驱动:一个AC 发电机,二个起动机马达,一个发电机滑油回油泵,一个燃油控制和润滑泵,一个冷却风扇。
飞机制造的生产流程
飞机制造的生产流程飞机是当代最重要的交通工具之一,它的制造是一个极其复杂且严谨的过程。
本文将介绍一般飞机制造的生产流程,使读者了解飞机制造的背后工艺和细节。
飞机制造的生产流程主要分为设计、材料准备、结构制造、组装和测试等几个阶段。
首先是设计阶段,这是整个制造过程中最关键的一步。
飞机的设计需要深入考虑飞行性能、结构强度和安全性等因素。
设计团队要根据客户需求和市场状况,形成设计方案的初步构思,然后进行可行性分析和优化。
设计完成后,需要制作出详细的设计图纸和文件,以便依据进行后续工作。
材料准备是飞机制造的第二个阶段。
根据设计要求和材料性能,需要选择适合的材料来构造飞机的各个部分。
一般飞机的结构主要由铝合金、钛合金和复合材料构成。
这些材料需要经过一系列的加工工序,包括切割、锻造、铣削和焊接等,才能制造出适合的零部件。
结构制造是飞机制造的核心阶段。
在这个阶段中,各个零部件需要根据设计图纸进行制造和加工。
例如,机翼需要先进行铆接组合,外壳则需要进行焊接和封胶等工序。
结构制造的过程需要严格按照设计要求和标准进行,以确保飞机结构的强度和稳定性。
此外,制造过程中还需要进行质量控制和测试,以检查零部件是否符合要求。
组装则是将制造好的各个零部件组合在一起,最终形成一架完整的飞机。
组装过程需要严格依照设计要求进行,确保各个部件的相互配合和安装的准确性。
组装的过程非常复杂,涉及到机身、发动机、起落架和电气系统等众多组件的安装和连接。
在组装过程中,还需要进行很多调试和校准工作,以确保飞机的各个系统能够正常运行。
最后,是测试阶段。
在飞机制造完成后,需要对其进行一系列的测试和试飞。
这些测试包括地面测试和空中试飞。
地面测试主要检查飞机各个系统的功能是否正常,包括发动机、电气系统和操纵系统等。
而空中试飞则是检验飞机整体性能和安全性的关键阶段。
在试飞过程中,需要检查飞机的起飞、飞行和降落等环节,以确保飞机的飞行性能和安全。
综上所述,飞机制造是一个复杂且精细的过程,需要各个环节的紧密配合和严格执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外形,骨架结构大部分为变截面、变角度 的扭曲框架和接头。从零件结构上分析, 属于多曲面、变斜面、薄壁类零件,加工 后极易发生变形。用传统加工手段根本无 法加工成型,只有采用五坐标高速数控加 工技术才能完成。
精品课件
3.2 飞机整体结构件主要工艺特点
精品课件
精品课件
轰六整体壁板在飞机上的位置
精品课件
ARJ21飞机机翼下中壁板零件
ARJ21飞机机翼下中壁板零件。壁板由21个口框 、口框加强区、肋加 强区、长桁加强区、双向削斜变厚度蒙皮等构成,各加强区形成纵横交错的 网状结构,加强区厚度和口框面积占整个壁板面积的46%,壁板最厚处达 11.8mm,而最薄处仅2mm。
精品课件
3.1 概述
飞机整体结构件是构成飞机机体骨架和气动外形的重要组 成部分,它们品种繁多、形状复杂、材料各异。为了减轻 重量,进行等强度设计,往往在结构件上形成各种复杂型 腔。与一般机械零件相比,加工难度大,制造水平要求高。 例如壁板、梁、框、座舱盖骨架等结构件由构成飞机气动 外形的流线型曲面、各种异形切面、结合槽口、交点孔组 合成复杂的实体。 结构件加工不但形位精度要求高,而且有严格的重量控制 和使用寿命要求。由于现代飞机性能的不断提高,整体结 构件成为广泛采用的主要承力构件。
精品课件
精品课件
3.1 概述
过去飞机机体主要部分都由钣金零件装配而成,而后来随 着飞机性能的不断提高,整体结构(integral structure) 日益增多。由于整体框、梁、肋的出现及整体壁板结构的 广泛应用,机械加工零件的类型和品种日益增加,在某些 类型飞机的生产中,机械加工零件所占劳动量比重已超过 钣金成形零件,而且飞机工厂设备和厂房布局也由此相应 有所改变。例如协和号超音速客机的整体结构件占机身重 量的65% 整体结构件主要有:
因此,整体结构件精度要求较高
精品课件
3.2 飞机整体结构件主要工艺特点
② 多数整体结构件尺寸大,形状复杂,加工技术难度大。 其中梁类整体件还有纵向刚性较差的特点。
尺寸大:大型的整体壁板有的长达30m左右 ,毛坯重3~4 t, 大型机身整体框约6×3m,毛坯重约2t,小型机身框约2×2m, 毛坯重1t,必须配置大型机加机床和相应的装卸、搬运等设备。
JSF整体框的位置 JSF整体框 精品课件
其它整体骨架件
天窗、座舱骨架 双曲线外形,骨架结构大部分为变截面、变角度的扭曲框架和接头
精品课件
精品课件
3.2 飞机整体结构件主要工艺特点
① 飞机整体结构件的外形多数与飞机外形有关,有复杂的 装配协调关系,精度要求较高。 对薄蒙皮和铆接骨架的分散式结构:
飞行器制造技术基础
第3章 飞机结构件制造工艺
徐岩
南京航空航天大学 航空宇航制造工程系
07.03.2021
精品课件
1
本章内容
3.1 概述 3.2 飞机整体结构主要工艺特点 3.3 整体壁板的制造 3.4 框、肋、梁类整体零件的制造 3.5 大型骨架类零件的制造 3.6 挤压型材和桁条零件的机械加工 3.7 数控加工技术
蒙皮件 + 骨架件 ==〉整体壁板 骨架件 + 骨架件 ==〉整体梁、框、肋等
精品课件
3.1 概述
飞机制造业之所以为什么大量采用整体结构件,主要是 由于整体结构件与旧式铆接结构相比有如下优点:
(1)气动性能方面:外形准确,对称性好; (2)强度方面:刚性好,比强度高,可减轻重量(约
15%~20%),气密性好; (3)工艺和经济效益方面:大大减少零件和连接件数量,
薄蒙皮刚性很差,蒙皮和贴合的骨架的配合允许有较大容差, 如歼击机为±0.25mm,在装配应力不是很大的情况下,可 以装配出合格的产品
对骨架和蒙皮均为大厚度的整体结构:
若蒙皮和贴合的骨架有较大的装配间隙,就会发生很大的装 配应力,从而产生应力腐蚀,甚至会导致飞机强度和寿命的 降低。如在组装时加相应尺寸的调整垫片作为补偿,装配工 时增多,周期延长,加垫过多也会影响结构强度和飞机寿命。
形状复杂:整体结构件多数为板块状,其轮廓外形部位一般均 与飞机机体复杂的外形有关,如梁、框、肋等平面零件周边外 形角度变化较大,具有空间立体形状的骨架零件的外形一般为 复杂立体曲面。内部结构多为纵横交错的筋条。因此,加工的 开敞性差,工作量大,加工技术难度大 一个中等复杂的整体结构件的加工工序约需要100道以上,按
40架一批,每批的制造工时达10万小时,制造周期需10~12个月。
精品课件
整体壁板 壁板的外形尺寸大,壁板变厚度、非等
截面,成型后底面壁薄、筋条高、结构网 络化,加工完成后材料去除率大,易发生 变形。
梁、框、肋零件的腹板、筋和外形缘条最小厚度仅有1~2mm,不易装夹, 铣切加工时,零件易振动,如是锻件毛坯,加工后变形量大,若加工的工步和 切削参数选用不当,板面的翘曲可达几十mm。
装配后变形小,可使部件成本降低50%左右。
精品课件
3.1 概述
飞机整体结构件的主要类型有: (1)整体壁板 (2)整体梁类零件。 (3)整体框、肋类零件 (4)整体骨架类、接头类零件 (5)挤压型材和变截面桁条类零件
精品课件
格鲁门 公司的F— 14战斗机采 用的整体壁 板是用钛合 金制造的, 它的蒙皮壁 板与变后掠 用的转轴接 耳构成一体 。精品课件来自体梁精品课件整体框
飞机上典型整体框
幻影F1机身框
幻影F1机身框,整体框是由尺寸为1.8×2m,厚80mm 的轧制板坯整体切削加工出来的,框与加强条构成一个整 体,加工后的成品重量只有毛板坯重量的10%。这种大型 整体框若采用旧式钣金结构,则所用零件约为1000件 (包括连接件),所需铆接精工品课时件 为100~150h
③ 整体结构件的材料大部分采用航空用的铝合金,高强度 合金钢、钛合金和复合材料 。 铝合金整体结构件的毛坯有模锻和预拉伸厚板材两种。 平面类整体壁板、框、肋、梁的铝合金零件大部分采用 预拉伸的厚板材,在板材厚度允许的情况下,尽量不采 用模锻毛坯。其主要原因是:
模锻毛坯需要较高的模具费用 模锻毛坯成形过程中残留的内应力大,工序和工时都 增多,周期也延长 模锻毛坯,经切削加工后与预拉伸板材切削加工后的 强度性能相比提高并不显著