冷轧连续退火机组若干区域带钢张力的仿真分析
连续退火炉炉内带钢纠偏系统分析与建模

统 、H—N及脱氧系统等组成 。1 #连 续退火炉机组 退火炉
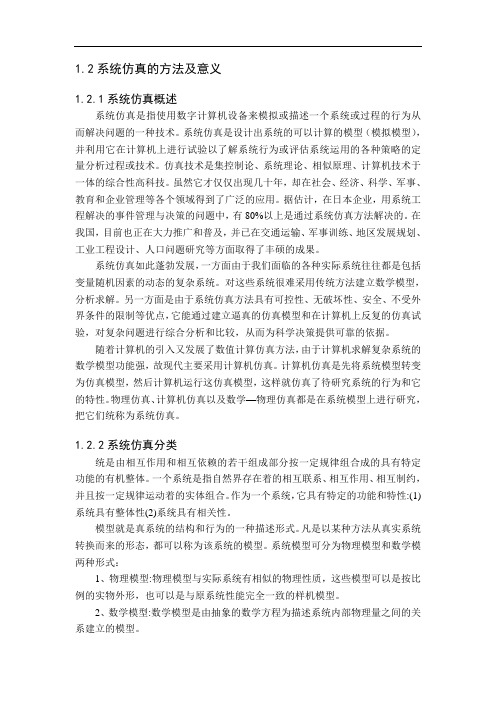
设置 了 9套纠偏 系统 ,其示意 图如 图 1 所示 。
t
. ..
~
瞒 / / ^ \ 一 \压 礴 星
/ 舀 一 c 0 c
,
1
_
,
一
一
…
鳓 \ l 一 , 彝
【 ]0 0 0 J 0 0
l o - 张力辊4 . 1 ;1 1 - 张力辊4 . 2 ;1 2 一 带 钢 偏移位置 检测装 置 ;1 3 一 人 口密封辊 ;l 4 - 张力计
图1 立式退火炉 纠偏 系统设置示意图
*作者简介 :范尔建 ( 1 9 8 6 一) ,男 ,助理1 二 程师 ,主要从 事冷轧设备点检和维护方面的T作 。E - ma i l :f a n l y 1 5 2 0 @1 6 3 . c o m
火炉 中的炉 内纠偏 系 统不但 已必 不可少 ,而且 有时 需多套 系统组合才能保证机组的高速运行 。
2 退 火炉 内纠偏 系统 的布 置
2 . 1 炉 内纠偏系统的设置
攀钢 2 0 3 0 连续退火炉机组连退炉为立式退 火炉 ,采用 3 6 5个全辐射 管加热 ,其 主体 组成 为炉体 钢结 构 、炉壳 及 其附属设备 、中间各介质 管道 、事故水 系统 、甘油润 滑系
心 点 在 平 面 内转 动 ] 。 由 于 炉 内 纠 偏 系 统 摆 动 中心 在 带 钢
4 . 1伺 服 电动 缸 建 模
纠偏装置中 的电动 伺服 缸采 用 E MG公 司 的产 品 ,该 伺服电动缸采用行星齿轮系螺纹 ( P GT) ,将 相交 流伺 服 电机产生的旋转运动转变为直线行走移动 。
系统仿真
1.2系统仿真的方法及意义1.2.1系统仿真概述系统仿真是指使用数字计算机设备来模拟或描述一个系统或过程的行为从而解决问题的一种技术。
系统仿真是设计出系统的可以计算的模型(模拟模型),并利用它在计算机上进行试验以了解系统行为或评估系统运用的各种策略的定量分析过程或技术。
仿真技术是集控制论、系统理论、相似原理、计算机技术于一体的综合性高科技。
虽然它才仅仅出现几十年,却在社会、经济、科学、军事、教育和企业管理等各个领域得到了广泛的应用。
据估计,在日本企业,用系统工程解决的事件管理与决策的问题中,有80%以上是通过系统仿真方法解决的。
在我国,目前也正在大力推广和普及,并已在交通运输、军事训练、地区发展规划、工业工程设计、人口问题研究等方面取得了丰硕的成果。
系统仿真如此蓬勃发展,一方面由于我们面临的各种实际系统往往都是包括变量随机因素的动态的复杂系统。
对这些系统很难采用传统方法建立数学模型,分析求解。
另一方面是由于系统仿真方法具有可控性、无破坏性、安全、不受外界条件的限制等优点,它能通过建立逼真的仿真模型和在计算机上反复的仿真试验,对复杂问题进行综合分析和比较,从而为科学决策提供可靠的依据。
随着计算机的引入又发展了数值计算仿真方法,由于计算机求解复杂系统的数学模型功能强,故现代主要采用计算机仿真。
计算机仿真是先将系统模型转变为仿真模型,然后计算机运行这仿真模型,这样就仿真了待研究系统的行为和它的特性。
物理仿真、计算机仿真以及数学—物理仿真都是在系统模型上进行研究,把它们统称为系统仿真。
1.2.2系统仿真分类统是由相互作用和相互依赖的若干组成部分按一定规律组合成的具有特定功能的有机整体。
一个系统是指自然界存在着的相互联系、相互作用、相互制约,并且按一定规律运动着的实体组合。
作为一个系统,它具有特定的功能和特性:(1)系统具有整体性(2)系统具有相关性。
模型就是真系统的结构和行为的一种描述形式。
凡是以某种方法从真实系统转换而来的形态,都可以称为该系统的模型。
冷轧连续镀锌机组带钢张力控制算法研究

冷轧连续镀锌机组带钢张力控制算法研究摘要:张力是工业生产过程中的重要参数。
在带钢连续镀锌过程中,带钢张力的波动是造成带钢产品质量下降及制约连续镀锌机组高速运行的重要原因。
关键词:冷轧,张力控制。
Strip Tension Control in Continuous Galvanizing Process Abstract: Tension is the importance parameter for the industrial production. In continuous galvanizing process, strip tension is an important factor that decides whether the continuous galvanizing line works steadily and promptly or not.Key words: cold-rolling, tension control引言连续镀锌机组是生产高质量冷轧带钢的关键设备,带钢在该机组中进行再结晶退火处理,以完善带钢的微观组织,提高带钢的塑性和冲压成形性。
经过镀锌的带钢防腐性能大大提高。
带钢具有合适的张力是带钢高速运行及防止带钢跑偏和热瓢曲,获得良好带钢板形的重要条件之一。
张力的波动不仅会影响带钢产品的质量,严重时会导致带钢断带,造成连续镀锌机组停产。
镀锌机组一旦停产,将会产生废品和协议品。
因此,掌握带钢张力的动态特性,保证带钢在连续镀锌过程中具有合适、稳定的张力,是提高带钢产品质量和产量的重要手段。
连续镀锌机组工艺过程十分复杂,设备众多,自动化控制系统所涉及的范围非常广泛,但控制方法和应用的理论并不像冷连轧机那样复杂。
各个工艺段存在共同的自动化控制功能,分别为:物料跟踪功能,带钢速度控制,带钢张力控制,设备的顺序动作控制,急停连锁控制;数据采集与处理,二级数据库管理,炉区数学模型控制,气刀测厚镀层控制。
冷轧连退机组张力控制探索

冷轧连退机组张力控制探索【摘要】冷轧连退机组生产过程中张力控制决定最终的产品质量与合格率。
为了提升冷轧连退机组自动化控制效率,优化生产资源结构,借助新型设备对整个生产线张力进行调整,这对于优化整个连退机组生产线自动化控制以及PLC及变频器补偿设计都具有非常重要的作用。
目前,我公司冷轧连退生产线自动化程度高,在整个带钢退火过程中,张力控制通过对生产线西门子PLC与变频器传递控制信号,利用张力辊组和开卷机、卷取机、出入口后套建立张力控制模型,本文对冷轧连退机组张力进行分析,从而加深了张力控制对生产稳定运行重要性的意义。
【关键词】连退机组;张力控制;转矩;张力辊组1引言冷轧连退机组生产线自动化程度高,在生产过程中,由于张力的存在,所以保证了带钢在连续运转过程中不跑偏,张力控制对生产线起着至关重要的作用。
张力数据的调整与设置是生产中重要的数据,一般张力数据采用脉络调整,依靠入口开卷机、出口卷曲机、生产线张力辊组、出入口活套建立完成[1]。
2连退机组主要设备组成及主要工艺流程连退机组生产线按工艺流程大致包括以下内容:开卷机、焊机、入口活套、清洗段、连退炉、平整机、拉矫机,耐指纹机、圆盘剪、涂油机、分切剪、卷曲机。
在整条生产线上还分布着8组张力辊组,其构成见图1。
冷轧连退生产线开卷机按照一定的速度控制要求,将两卷带钢的带头与带尾焊接在一起。
整条生产线张力控制,通过8组张力辊完成。
同时,参与张力控制的还包括出口和入口、活套检查站、平整机[2]。
在该连退生产线前期进行清洗处理,分为碱清洗、电解清洗和热水漂洗,对冷轧带钢的表面清洗与净化。
带钢经过入口活套进入,连退炉,对带钢完成热处理,改变了带钢内部的晶格结构,从而完成对带钢硬度的处理,退火后的带钢经过出口活套和平整理,对整个带钢表面的质量进行深加工处理,然后经过圆盘点修正边部完成最后的产品。
3连退机组张力控制分析3.1PLC系统张力闭环控制流程分析根据生产带钢的品种、宽度、厚度不同权限的张力参数要不断地进行优化。
冷轧带钢连续退火模拟实验机的数学模型.

摘 要 : 为了提高连续退火模拟实验机的温度控制精度 ,基于传热学理论和快速自适应的控制思想 ,构 建了连续退火模拟实验机过程控制的数学模型·该模型根据实验过程中采集的数据 ,实时修正退火过程的相 关参数 ,在加热阶段和冷却阶段分别对加热电流和冷却气体流量等工艺参数进行调整和动态补偿 ,从而确保 了退火过程温度的控制精度·实际应用结果表明 ,该数学模型温度控制精度达到 ±10 ℃,满足退火实验机温 度过程控制要求· 关 键 词 : 带钢 ;连续退火 ;模拟 ;自适应模型 中图分类号 : TP 273 文献标识码 : A 文章编号 : 100523026 (2009) 0320373204
在计算机技术飞速发展的今天 ,连续退火模 拟实验机发展的条件已经具备 ,依靠过程控制系 统中的数学模型进行相关参数的快速计算 ,结合 基础自动化的快速响应 ,连续退火模拟实验机可
收稿日期 : 2008204228
基金项目 : 国家自然科学基金资助项目 (50527402) · 作者简介 : 李建平 (1958 - ) ,男 ,吉林长春人 ,东北大学研究员 ; 王国栋 (1942 - ) ,男 ,辽宁大连人 ,东北大学教授 ,博士生导师 ,中国
即可以由式 (2) ~式 (4) ,式 (8) 计算出所需要的加
热总功率 P ,由于功率与电流具有如下关系 :
P = I2 R ,
(9)
由式 (9) 即可以设定加热电流· 在此需要特别说明的是 , 由于实际加热过程
会由于模型精度 、线路等原因造成一定的电流预
计算偏差 ,所以在实际应用中 ,一般用式 (10) 代替
在加热时 ,过程计算机根据 HM I 传送的试样
带钢生产过程中张力问题研究和对策

钢板轧制过程中张力控制的分析和对策张守兴<海口经济学院信息工程学院海南海口 571127〕摘要:本文介绍了武钢集团海南有限责任公司单机架四辊可逆式轧机机组张力控制系统的应用研究,通过精准调整相关参数,提高轧机张力控制精度,解决了轧制和平整极薄带钢过程中出现的带钢鼓包和拉皱现象。
关键词:冷轧;张力控制;精度The Analysis and countermeasuresOf Tension Control In TheSteel MiLL's ProcessZHANG SHOU XING<Haikou College of Economics,The Institute of Information Engineering,Haikou,Hainan 571127〕Abstract:This paper introduces the hainan wisco group limited liability company leveling unit motor applied research, through the motor related parameter calculation and replace domestic motor, solve the stability of motor, make the unit production get more powerful guarantee.Key word:cold mill;tension controls;accuracy一概述武钢集团海南有限责任公司目前逐步形成了国内精密极薄带钢的生产基地,公司冷轧机组为单机架四辊可逆式轧机,完成带钢的冷轧轧制和平整两道工序,机组由美国综合工业I2S公司设计制造,主要设备全部从美国引进,具有90年代国际先进水平。
该轧机设计年产量10万吨,产品的厚度范围是0.2mm-2.0mm。
退火炉内带钢微张力控制及工艺最高速度优化

退火炉内带钢微张力控制及工艺最高速度优化摘要:机组工艺段最高速度设计只有105m/min投产以后,由于高牌号工艺水平的大幅度提高,无法满足硅钢生产线产能释放和吨钢成本降低的要求,尤其是很多时候每个月末为了完成当月订单,必须要点火再启一条连退产线,因此硅钢部提出必须要按照设备容量最大可能提速。
关键字:微张力;提速;优化前言:无取向硅钢连退生产线的任务是将二十辊轧制完成的高牌号硅钢表面清洗干净后通过脱碳及再结晶退火,消除带钢在冷轧过程中产生的应力、促使晶粒长大,并涂覆绝缘层,以保证带钢磁性能、机械性能和表面质量符合要求,炉子全长357m,共计炉辊182根,主要产品规格是高牌号S18/14/12 0.35mm,2#RTF段和2#SF段为高温段,退火炉及入出口设备具体布局如下:由于0.35mm厚的高牌号硅钢在连退线退火炉内必须要处于微张力状态,因为工艺要求炉内高温区域温度达到900摄氏度,薄带钢极容易发生形变,因此要求带钢表面单位张力要控制在在 3N/mm2以内(高温段需要不超过2.5N/mm2),确保带钢不会产生“拉窄”现象,从而保证良好的板型和磁性能,并可使横向铁损降低,同时炉区带钢表面张力过小,带钢又会在炉内发生刮边,在炉区出口会发生跑偏,因此如何控制炉区带钢微张力状态尤为重要。
鉴于以上难题,提出对高牌号无取向硅钢连退生产线张力控制系统进行了系统研究和测试,通过采用一种基于高温区炉辊无速度差的退火炉微张力控制方法对目前的控制系统进行了全面优化,确保达到工艺要求;同时全面重新核定连退线所有变频器、电机等设备的负荷情况,重新调试自动化程序、变频器参数以及张力控制模型,计划将工艺段速度由之前105m/min提高到115m/min ,直接释放产能。
一、主要研究内容① 退火炉内张力控制思路:炉内张力依靠出口张力辊无法解决问题,只能依靠炉辊自身的附加速度,但是对全部炉辊加相同的附加速度又会造成高温段炉辊结瘤,如果我们能测算出各段炉区带钢实际张力,然后进行分段精确控制,通过对高温区域前两段PH/NOF-1#RTF段以及1#SF段增加附加速度控制带钢张力,对高温区域不增加附加速度,从而既能降低高温段的带钢张力,又能避免高温段炉辊结瘤,另外对出口段CTF-RJC段炉辊增加附加速度控制带钢张力,同时保证5、6#张力辊出反向转矩来降低7#张力辊(出口速度基准辊,不控制张力)拉带钢的张力,就能保证炉区出口张力,避免带钢变形。
冷轧连退线张力控制模型优化策略 薛超云

冷轧连退线张力控制模型优化策略薛超云摘要:基于冷轧机高速连退线的张力控制系统,对转矩的张力控制和速度的张力控制模型进行分析。
在此基础上,就投产以来该连退线存在的与张力控制相关的诃题和不足,通过深入分析对性地制定并实施优化措施,使控制系统得到有效改善,提高了控制精度和稳定性,进而提升了整套连退线的生产技术水平。
关键词:连退线;张力控制;张力模型在冷轧生产过程中,当前后两架轧机或张紧辊间存在秒流量差,且后架的秒流量大于前架时,则会造成其间的带钢受到前架轧机或张紧辊的拉力,即带钢张力。
带钢张力是冷轧生产中最重要的生产工艺参数,保持张力的适当取值,可有效防止带钢跑偏和热瓢曲,以获得良好的带钢板形i张力的波动则将直接影响成品质量,严重时会导致带钢断带,造成停机故障。
一、连退线张力控制系统分析张力控制系统一般由张力计、PLC控制器、传动执行装置等设备构成,因生产中对张力精度和稳定性要求非常高,故本连退线控制系统设计有专用的张力控制模型并对其进行调节,使张力值始终符合生产需要,主要控制模型分为基于转矩的张力控制和基于速度的张力控制。
1、转矩的张力控制。
在该控制模式下,带钢张力可直接通过调节电动机转矩获得,在忽略转矩损耗(如带钢的摩擦力及弯曲力)的条件下,转矩与带钢张力的计算公式为:基于转矩的张力控制即在接收二级或人工设定张力后,将该设定值与通过式得出的计算张力值的差值进行PI调节,由PI控制器得到的输出经摩擦力补偿和惯性补偿后,作为电动机转矩控制的附加转矩实现张力调节,以达到设定目标,在此控制模式下还设有速度补偿环,可根据实际生产的辊道线速度,求出相对应的转矩修正系数,对转矩值进行修正,再附加上根据临近区域张力值与设定张力值的差值得出的临近区域张力影响补偿值,即为最终附加转矩值,并与基本转矩设定值相加,作为最终转矩设定值发送给变频器进行转矩控制,实现速度补偿功能。
根据控制原理,该控制模式的优点是:直接应用带锶张力与电动机转矩的比例关系;无需安装张力检测装置。
冷轧带钢立式活套中速度与张力系统的研究
分类号密 级U D C学位论文冷轧带钢立式活套中速度与张力系统的研究作者姓名:马腾指导教师:钱晓龙副教授东北大学自动化研究所申请学位级别:硕士学科类别:工学学科专业名称:控制理论与控制工程论文提交日期:2008年1月20日论文答辩日期:2008年2月29日学位授予日期:答辩委员会主席:高宪文教授评阅人:井元伟教授,李鸿儒副教授东北大学2008年1月Dissertation in Control Theory and Control EngineeringResearch of the system of the Speed and Tension inCold-Rolled Vertical LooperBy Ma TengSupervisor : Associate Professor Qian XiaolongNortheastern UniversityJanuary 2008独创性声明本人声明所呈交的学位论文是在导师的指导下完成的。
论文中取得的研究成果除加以标注和致谢的地方外,不包含其他人已经发表或撰写过的研究成果,也不包括本人为获得其他学位而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示诚挚的谢意。
学位论文作者签名:签字日期:学位论文版权使用授权书本学位论文作者和指导教师完全了解东北大学有关保留、使用学位论文的规定:即学校有权保留并向国家有关部门或机构送交论文的复印件和磁盘,允许论文被查阅和借阅。
本人同意东北大学可以将学位论文的全部或部分内容编入有关数据库进行检索、交流。
(如作者和导师同意网上交流,请在下方签名:否则视为不同意)学位论文作者签名:导师签名:签字日期:签字日期:东北大学硕士学位论文摘要冷轧带钢立式活套中速度与张力系统的研究摘要近年来连续冷轧在钢铁行业中发展迅速,是各种新技术应用广泛的一个领域。
而连续冷轧生产线中的一个基本要求是实现生产线的连续运行,从这个角度而言,控制活套是实现连续生产的关键,连续生产过程中稳定的速度控制和张力控制是防止带钢抖动、提高控制精度的基础,是保证产品质量的一项重要措施。
冷轧连续退火线机组入口活套区域带钢的张力控制仿真软件开发

在本毕业设计中利用Matlab/Simulink软件来建立模型仿真,通过 对实际模型的仿真,就可以很快找到故障的原因。
入口活套带钢张力控制对于冷轧生产线尤其是连续退火机组有着 十分重要的意义,本文以冷轧连续退火机组的入口活套张力控制为背 景,围绕着与入口活套相关生产工艺流程和连续性控制内容,对入口 活套带钢张力控制方案作出选择,并确定活套车位置控制以及活套车 张力补偿和惯性补偿等控制方法。然后通过对可编程控制器控制程序 的分析研究,建立出活套车张力、速度、位置等参数的数学模型,最 终利用Matlab/Simulink软件来建立模型仿真。
专业名称
学生姓名 学号
自动化
陈越 070302100
指导教师
白锐 教授
冷轧连续退火机组入口活套是整个工艺流程的重要组成部分,入 口活套通过充、放套改变活套套量,将活套小车的垂直位置变化量转 化成水平方向的长度变化,以此来结合入口段与工艺段的速度差异, 保证工艺段的匀速稳定运行。所以入口活套的带钢张力控制的稳定性 直接影响到产品的质量,甚至生产操作人员的人身安全。
1
冷轧连续退火机组工艺流程
2
入口活套的工作原理 入口活套车的控制方案
入口活套区域带钢张力模型的建立及 仿真
3
4
入口活套的工作原理
稳定运行
从中间速度降至低速50mpm 冲出月牙 减速至中间速度
飞剪切除带尾厚度超差部分 加速至最大速度650mpm
前后带钢进行焊接
1
冷轧连续退火机组工艺流程 入口活套的工作原理 入口活套的控制方案
致谢
本文所研究的冷轧连续退火机组入口活套张力控制是冶金行业中发展迅 速的一个领域,而对其进行软件开发及仿真更是一项及富有挑战性的工作。 在这里,我首先要衷心地感谢我的导师——白锐教授。本文从最初的选题到 最终完成,论文的字里行间也处处倾透了老师的心血。回首四年多大学求学 生活,老师不仅以他渊博的知识、严谨的治学态度,将我这个只接触过自动 化皮毛的学生引入了博大精深的殿堂,而且以他认真负责的工作作风影响了 我的生活做人与思想修为。我庆幸能在自己人生观与世界观定型阶段能遇上 这样一位师长,毕业在即,我谨向白老师表示我衷心的感谢!
浅谈连续退火机组张力模型的确定及验证
67中国设备工程Engineer ing hina C P l ant中国设备工程 2020.02 (下)1 张力模型的确定在连续退火生产过程中,机组稳定高效生产的关键在于张力设定。
目前,国内外几乎所有连退生产线对机组炉内张力的设定都是采用固定的经验表格。
张力的设定只考虑到带钢的钢种与规格这两个因素,而没有考虑到来料的实际情况对张力设定的影响。
而实际上,同一钢种和规格的钢卷实际板形也是不一样的,并且还有很大差别,如出现从大边浪到大中浪的过渡,在此情况下,如果采用同样的张力值,会影响产品质量和生产稳定性。
这样,为了保证机组的稳定运行,降低发生缺陷的概率,就必须对机组张力进行在线调整,而这必须建立张力数学模型。
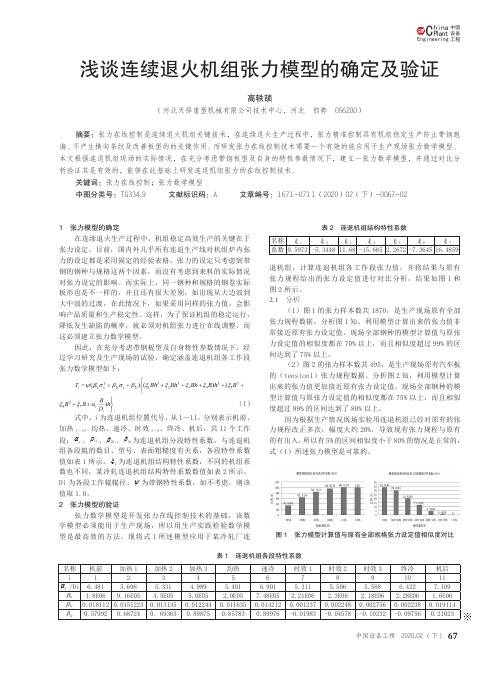
因此,在充分考虑带钢板型及自身特性参数情况下,经过学习研究及生产现场的试验,确定涵盖连退机组各工作段张力数学模型如下:(1)式中,i 为连退机组位置代号,从1—11,分别表示机前、加热1—3、均热、速冷、时效1—3、终冷、机后,共11个工作段;i α、i 1β、i 2β、i 3β为连退机组分段特性系数,与连退机组各段辊的数目、型号、表面粗糙度有关系,各段特性系数值如表1所示。
j ξ为连退机组结构特性系数,不同的机组系数也不同,某冷轧连退机组结构特性系数数值如表2所示。
Di 为各段工作辊辊径。
ψ为带钢特性系数,如不考虑,则该值取1.0。
2 张力模型的验证张力数学模型是开发张力在线控制技术的基础,该数学模型必须能用于生产现场,所以用生产实践检验数学模型是最高效的方法。
现将式1所述模型应用于某冷轧厂连浅谈连续退火机组张力模型的确定及验证高轶颉(河北天择重型机械有限公司技术中心,河北 邯郸 056200)摘要:张力在线控制是连续退火机组关键技术,在连续退火生产过程中,张力精准控制具有机组稳定生产防止带钢跑偏、不产生横向条纹及改善板型的的关键作用。
而研发张力在线控制技术需要一个有效的能应用于生产现场张力数学模型。
冷轧带钢卷取张力的研究

2018年08月针对这种其概况,需要对产水量较高的油层采取相应的堵水措施,以实现油层平面矛盾的弱化,实现差油层的解放,以保证出油量,减少技术应用成本的投入。
油田开采的过程中,可以通过同位素吸水剖面测井资料以及相应的地层资料来对潜在油层加以判断,明确是否具备产油量较低的潜在油层,判断该潜在油层为含油层还是干层,以考虑是否对其采取相应的压裂作业[2]。
3.3测井质量的影响因素与分层段测井3.3.1测井质量的影响因素在实际的测井过程中,需要将示踪剂投入到分层配注油管当中,同时按照紊流方式流动注水,该示踪剂与水相混合,形成悬浮液,在注水的推动作用下,示踪剂进入配注层,根据不同的配注层配水嘴进行示踪剂分配,随后示踪剂会进入到油管与套管的环形空间中,再一次按照不同层段的吸水能力进行示踪剂分配,进而被推送到地层。
实际上,可以将每一个配水层段视作独立单元,同位素示踪剂微球在重力的影响下会逐渐沉降,不同的沉降速度的存在,使得该独立单元中的水嘴位置不同,可能存在于独立单元的顶端,也可能存在于独立单元的中部与底部。
因此对于测井工作来说,测井质量会受到水嘴位置的影响,如果该水嘴位置在独立单元的顶部,则示踪剂沉降速度与环形空间中的水流速度相一致,测井工作的质量可以得到保障。
如果该水嘴位置位于独立单元的中下部,则示踪剂的沉降速度与水流速度不同,示踪剂的沉降速度会对同位素颗粒到达层位的时间造成影响,如果该层位吸水量较小,甚至有可能导致同位素颗粒根本无法达到,影响测井质量。
3.3.2分层段测井如果油井井段较长,则注水量较高,井段较短则注水量较少。
在实际的测井工作中,就可以采用分段测井的方式,在示踪剂投源之后,立即测量上部配水器的同位素跟踪曲线,基于其基线上的流量曲线来进行层段划分,将每一个层段作为单一的独立单元来看待,对该层段进行独立测量。
通过这种方式可以及时获取相应信息与资料,避免可能上部层段投源之后所产生的吸水信息被错失。
冷轧连续退火线机组入口活套区域带钢的张力控制仿真软件开发教材

Simulation Software of the Strip Tension Control of the Entry Looper in the Cold Rolling Continuous Annealing Line
院(系)名称 电气工程学院
当 V1>0 时,活套塔处于充套状态,活套车向上移动,套量增加; 当 V1<0 时,活套塔处于放套状态,活套车向下移动,套量减少; 当 V1=0 时,活套塔处于稳态运行状态,活套车停止,套量不变。
活套的同步位置是用百分数形式表示的。活套同步位置的百分数形式是 用定的同步位置,减去下急停位置(下急停位置即LOW ES的位置,设为 0%的位置,再除以上急停位置(即UP ES的位置,设为100% 的位置) 求出来的。当活套小车达到同步位置时,活套小车停止移动,实现线速度同 步控制。
可用以下例子说明一下位置控制的过程。对 于入口活套而言,当入口速度大于出口速度的时 候,活套车向上运行,到达活套塔95%的位置时 ,使VE=VD,V1=0,活套车的位置保持,套量不变 。此时入口活套处于上同步状态。 入口自动减速时,入口速度小于出口速度, 此时,入口活套放套,活套车向下运行,当达到 活套塔的30%位置时到达下同步位置,此时使入 口速度和出口速度相等,使V1=0,活套车稳定运 行,达到同步控制。
1
冷轧连续退火机组工艺流程
2
入口活套的工作原理 入口活套车的控制方案
入口活套区域带钢张力模型的建立及 仿真
3
4
入口活套的工作原理
稳定运行
从中间速度降至低速50mpm 冲出月牙 减速至中间速度
飞剪切除带尾厚度超差部分 加速至最大速度650mpm
连续退火生产线炉区张力的电气控制
连续退火生产线炉区张力的电气控制在钢铁企业的板带处理生产线中,连退和镀锌生产线都是包含炉区加热的机组。
由于两种生产线工艺不同,镀锌线炉区段较短,一般炉辊在20个左右,1个炉前张力计即可以满足生产需求,所以炉区张力控制相对简单。
而连退线炉区段则要长的多,张力计数量增多,调试难度相应也加大很多。
以唐山丰南冷轧镀锌有限公司的连退线为例,炉区共有转向辊67个,中间稳定辊8个,中间托辊2个,热张辊3个,总长约1千米。
3个热张辊作为张力辊将炉区分为两个部分,炉区出入口还各有一组张力辊。
炉区入口处有炉前张力计,炉内有4个张力计,按照工艺要求的,这5个张力计将炉区分为4部分。
基于这样的炉区工艺,在带钢冷运行过程中,一定要尽可能多的发现问题,解决问题,毕竟如果冷试车都无法保证板带运行正常,那么根本无法热试。
同时冷试车过程中可以随时运行、停车,甚至断板也没有关系。
一旦热试车开始,高温下的带钢变软,产线的张力波动较冷试车更容易出现褶皱和断带。
而一旦断带,那么就要降温停产,再升温生产,造成的时间损失和经济损失都是非常严重的。
初步冷调,首先在优化调试炉辊控制装置(如逆变器、变频器等)时,加入电机软特性DROOP的设定,使炉辊维持在小转矩状态,尽量维持在+1%~+3%。
因为炉辊是速度控制,加入软特性,可避免升降速过程中因转矩波动对带钢造成影响;同时由于炉辊很多,小转距状态可尽量避免因炉辊转矩累加造成带钢张力偏离设定值。
其次,用炉前的设定张力与张力计闭环做减法去微调炉前张力辊的速度,使实际张力与设定张力相接近,一般维持在±5%以内。
由于炉前张力辊为纯速度控制,所以它的响应很快。
而炉内转向辊等的控制方式虽同样也为速度控制,但是由于我们加入了软特性,使炉辊的转矩变化很小,所以响应比起炉前张力辊要慢很多,造成产线升降速过程中因加速度不同步而产生的张力变化过大。
解决这一问题,第一,要在电机优化过程中,不要让炉前张力辊的特性过硬。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧连续退火机组若干区域带钢张力的仿真分析
摘要:连续退火机组是冷轧带钢的重要生产设备。
机组设备中带钢通过退火过程,获得良好的塑性和冲压成形性。
带钢连续退火工序中,带钢张力会产生波动,使得生产的产品质量水平降低。
结合带钢张力机理,对冷轧连续退火机组的带钢张力动态进行仿真分析,并对仿真系统应用的效果进行了分析。
关键词:连续退火机组;带钢张力;建模;系统仿真
前言
带钢具有合适的张力才能有效防止带钢跑偏和热瓢曲,从而使得带钢具有良好的板形。
但是带钢张力的变化波动会对带钢产品的成形和质量造成影响,甚至可能使带钢出现断带,导致连续退火机组的停产。
对带钢张力的动态特征进行分析,有助于控制带钢在连续退火过程中能够保持稳定的张力,进而提升带钢产品质量。
现代系统仿真技术由于其科学性、实用性、前瞻性等优势,得到广泛的开发应用。
本文就系统仿真技术应用于对带钢张力的动态特征进行具象分析的相关方法进行了讨论。
1张力仿真分析
1.1张力仿真的应用系统
带钢张力仿真系统由张力控制系统仿真和动态模型仿真两种软件组成。
结合张力的作用机理,利用现场张力控制程序以及相关的实验数据,设置张力动态的模型,并借助MATLAB7.0 软件进行张力动态模型仿真技术应用。
1.2常见的张力动态模型
带钢张力产生的原理是,当带钢的两点间出现秒流量差时,带钢会发生弹性形变,进而产生张力。
带钢在连续退火炉内,由于“热胀冷缩”会对带钢出现的形变造成影响,因此带钢张力模型可以分炉内张力模型和炉外张力模型两种。
按照形变计算进行分类,炉外张力模型又可以细分成张紧辊类、开卷机类、跳动辊类、活套类。
1.3带钢张力仿真分析的应用方法
(1)建立带钢模型
首先截取一定长度的平板带钢,对该带钢板的上部分施加张力,从而得到“平板带钢模型”。
再借助MARC软件,运用几何非线性计算方法分析非线性静力,然后激活Buckle选项,对带钢屈曲特征值进行计算,仿真系统会给出带钢屈曲的模态,进而可以利用相关的数据测出带钢的临界张力。
(2)模型仿真分析出张力分布形式
应用有限元平板带钢模型对张力分布情况进行分析,可以发现带钢的横向张力的分布是沿着一条连续的曲线。
如果将带钢横向上分布的连续曲线形张力进行抽象简化,可以使之变成一个局部性的横向直线张力作用分布形式。
抽象简化后的平均张力和实际的平均张力应当吻合,并且能体现实际的张力分布的不均匀度。
张力不均匀度取张力作用宽度(C)与带宽(B)的比值,记为Ci/B ,张力不均匀度数值和张力分布均匀情况相关,即数值越小张力分布越不均匀。
(3)仿真模型结果应用分析
通过带钢张力仿真系统,可以发现带钢板面的临界张力大小与带钢材料的平均温度,以及带钢的几何尺寸有关,同时可以进行带钢张力不均匀度的计算。
带钢的材料属性会因为外界环境的变化而发生改变,因此在仿真实验中可以发现,带钢的弹性模量与临界张力大小成正比,而带钢的弹性模量会因为温度改变而发生变化,进而导致带钢张力的变化,变量之间的关系可以利用带钢张力仿真分析系统,进行量化分析。
带钢张力仿真系统实验中发现,带钢临界张力的大小和带钢的尺寸有密切的关系。
比如,带钢板面的厚度会决定临界张力的大小。
在带钢板面的厚度和宽度不变的情况下,如果带钢板面的长度增加,那么带钢临界张力就会先变小后变大,通过带钢张力仿真系统多次实验,可以将数据进行拟合得到临界张力和带钢长度的关系曲线。
利用带钢张力仿真系统可以进行张力不均匀度的测算,在实际的带钢生产应用中具有重要意义。
大量的科学实验表明,系统测出的临界张力越小,张力分布就越不均匀。
如果需要具体的对带钢张力不均匀度进行定量分析,可以通过计算多种情况下的Ci/B值得到。
利用带钢张力仿真模型和相关实验可以得到,在设定的一些影响因素下,各种长度带钢的临界张力值,发现连续退火炉施工时设置的工艺张力要比临界张力小。
按照张力设定模型,设定连续退火炉带钢的几何尺寸、板形参数等,可以得到工艺张力合理的设定范围。
工厂广泛的使用张力仿真系统软件可以发挥出抑制带钢瓢曲的作用,再结合开发出其他生产需要的技术措施,降低带钢的瓢曲现象发生的概率,提高带钢的生产质量。
2结束语
冶金工业的工艺流程十分复杂,加上生产设备,加工材料和投入成本等因素的制约,不能在生产线上直接进行试验,因此很多技术难以得到进步。
系统仿真技术无需投入过多成本,可以将分析对象进行动态具象,可以满足先进控制技术的试验要求。
本文结合带钢张力产生机理,应用仿真系统进行分析,对冷轧连续退火机组的带钢张力动态模型的详细应用和结果进行了分析说明。
通过带钢张力仿真系统,可以发现临界张力和带钢材料的温度,以及带钢的尺寸有关,那么在实际加工生产环节,就可以应用仿真分析系统得到的结果,设定连续退火机组设备相关生产参数,从而提高带钢的生产质量。
参考文献:
[1]史志远,徐永强.热轧带钢生产在我国的发展[J].科技创新与应用,2014,10.
[2]温亚成,刘建华,张宏.热轧带钢加热工艺优化及应用[J].四川冶金,2011,6.。