a切削过程的基本规律
金属切削原理与刀具习题及答案(全)
一.单选题1.磨削时的主运动是( a )A.砂轮旋转运动 B工件旋转运动 C砂轮直线运动 D工件直线运动2.如果外圆车削前后的工件直径分别是100CM和99CM,平均分成两次进刀切完加工余量,那么背吃刀量(切削深度)应为( c )3.随着进给量增大,切削宽度会(c )A.随之增大B.随之减小 C与其无关 D无规则变化4.与工件已加工表面相对的刀具表面是( d )A.前面 B后面 C基面 D副后面5.基面通过切削刃上选定点并垂直于( c )A.刀杆轴线 B工件轴线C主运动方向 D进给运动方向6.切削平面通过切削刃上选定点,与基面垂直,并且( a )A.与切削刃相切B与切削刃垂直B.C与后面相切D与前面垂直7能够反映前刀面倾斜程度的刀具标注角度为 ( c )A主偏角B副偏角C前角D刃倾角8能够反映切削刃相对于基面倾斜程度的刀具标注角度为 ( d )A主偏角B副偏角C前角D刃倾角9外圆车削时,如果刀具安装得使刀尖高于工件旋转中心,则刀具的工作前角与标注前角相比会( a )A增大B减小C不变D不定10切断刀在从工件外表向工件旋转中心逐渐切断时,其工作后角( b )A逐渐增大B逐渐减小C基本不变D变化不定二填空题:1工件上由切削刃形成的那部分表面,称为_过渡表面______________.2外圆磨削时,工件的旋转运动为_____进给运动__________运动3在普通车削时,切削用量有_____________)三________个要素4沿__________主刀刃___________方向测量的切削层横截面尺寸,称为切削宽度.6正交平面参考系包含三个相互垂直的参考平面,它们是____基面_____,___切削平面________和正交平面7主偏角是指在基面投影上主刀刃与______进给方向________的夹角8刃倾角是指主切削刃与基面之间的夹角,在___切削平面________面内测量9在外圆车削时如果刀尖低于工件旋转中心,那么其工作前角会_______减小____________10刀具的标注角度是在假定安装条件和____运动__________条件下确定的.三判断题:判断下面的句子正确与否,正确的在题后括号内画”√”,错误的画”×”1在外圆车削加工时,背吃刀量等于待加工表面与已知加工表面间的距离.(√)2主运动即主要由工件旋转产生的运动.( )3齿轮加工时的进给运动为齿轮坯的啮合转动.( √ )4主运动.进给运动和切削深度合称为切削量的三要素.( )5进给量越大,则切削厚度越大.( √ )6工件转速越高,则进给量越大( )7刀具切削部分最前面的端面称为前刀面( )8主偏角即主刀刃偏离刀具中心线的角度.( )9前角即前面与基面间的夹角,在切削平面内测量.( )10刀尖在刀刃的最高位置时,刃倾角为正.( √ )四名词解释:1切削运动-----2切削用量-----3切削厚度-----4基面------5前角-----五计算题某外圆车削工序,切削前工件直径为80mm,要求切削后工件直径为78 mm,一次切除余量,假定工件转速为300 r/min,刀具进给速度为60mm/min,试求切削用量三要素及切削面积.(1)已知d w=80mm=0.08m,n=300r/min=5r/s则Vc= πd w n=3.14×0.08×5=1.26(m/s)(2)已知V f=60mm/min则f=v f/n=60÷300=0.2(mm/r)(3)已知dw=80mm,dm=78mm,则ap=1/2(dw-dm)=1/2(80-78)=1(mm)(4)Ac=f×ap=0.2×1=0.2(mm2).刀具材料基本训练1选择题:四个选项中只有一个是正确的,将正确选项前的字母填在题后括号内。
《金属切削原理与刀具》知识点总结
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
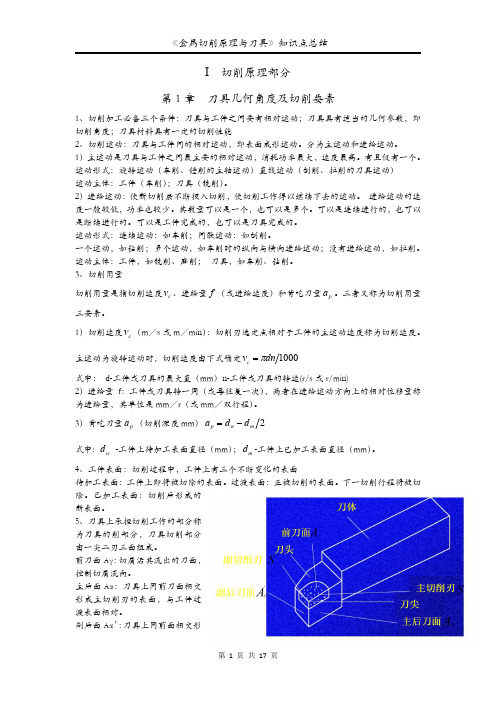
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
机械制造技术基础-第二版---吕明主编---习题答案

机械制造技术基础-第—版--- 吕明主编---习题答案第一章金属切削过程的基础知识一.单项选择1.进给运动通常是机床中()Oa)切削运动中消耗功率最多的:b)切削运动中速度最高的运动;c)不断地把切削层投入切削的运动;d)使工件或刀具进入1E确加工位置的运动。
2•在外圆磨床上磨削工件外圆表面,其上运动是()o a)砂轮的回转运动,b)工件的回转运动,c)砂轮的H线运动,d)工件的直线运动。
3.在立式钻床上钻孔,其上运动和进给运动()o町均山工件来完成:b)均由刀具来完成:c)分别由T•件和刀具來完成;d)分别由刀具和工件來完成。
4.背吃刀量作是指上刀刃与工件切削表面接触长度()。
a)在切削平面的法线方向上测届的值;b)止交平面的法线方向上测量的值;c)在基而上的投影值:d)在上运动及进给运动方向所组成的平面的法线方向上测届的值。
5.在背吃刀暈作和进给屋f 一定的条件卜,切削厚度与切削宽度的比值取决于()oa)刀具询角;b)刀具后角;c)刀具上偏角;d)刀具副偏角。
6.垂直于过渡表面度鼠的切削层尺寸称为()。
a)切削深度,b)切削氏度,c)切削厚度,d)切削宽度。
7.通过切削刃选定点,垂直于上运动方向的平而称为(九a)切削半面,b)进给平面,c)基面,d)主剖面。
&在正交平面内度量的基而与前刀而的夹角为()oa)前角,b)后角,c)主偏角,d)刃倾角.9.刃倾角是上切削刃与()之间的夹角。
a)切削平而,b)基面,c)上运动方向,d)进给方向11.用硬质合金刀具对碳素钢工件进行精加匸时,应选择刀具材料的牌号为()oa) YT30. b) YT5, c) YG3, d) YG8.三.分析1.图1所示为在车床上车孔示意图,试在图中标岀刀具前角、后角、上角、副偏角和刃倾角。
第二章金属切削过程的基本规律及其应用3.靠询刀面处的变形区域称为_______ 变形区,这个变形区上要集中在和前刀面接触的切M底面一薄层金属内。
第一章 金属切削过程中的基本规律讲解
②增大前角 积屑瘤具有30°左右的前角。
③增大切削厚度 切削厚度增大了ΔhD。
④增大已加工表面粗糙度
原因:积屑瘤不规则的形状和非周期性的生成与脱 落、可能引起的振动、积屑瘤碎片残留在已加工表面 上。
积屑瘤
(3)影响积屑瘤的主要因素
在滑动区内的摩擦为外摩擦,该处的剪应力τy 由τs 逐渐减小到零。
正应力σγ 在刀刃处最大,离切削刃越远,前刀面上 的正应力越小,并逐渐减小到零。
刀-屑接触面上的摩擦特性
刀-屑接触面上的摩擦特性
前刀面上的摩擦系数μ是变化的,其计算公式如下:
s av
式中 τs ——工件材料的剪切屈服强度,随温度升 高而略有下降
响比较明显,前角γ0 对切削力的影响最大。
切削热的产生和传出
(1)切削热的产生 切削加工中,切削变形与摩擦所消耗的能量几乎全 部转换为热能,因此三个变形区就是三个发热源。如 下图所示。
切削热的产生和传出
(2)切削热的传出 由切屑、刀具、工件、周围介质传导出去。
车削钢料时,切削热被切屑带走约50% ~ 86%,传入 刀具的约占10% ~ 40%,传入工件的约为3% ~ 9%,传入 周围介质的约占1%。
相对滑移ε
切削层中m´n´线滑移至m˝n˝ ,瞬时位移为∆y , 滑移量为∆s 。
cos o
sin cos( o )
增大前角γo 和剪切角φ,则
相对滑移ε减小,即切削
变形减小。
变形系数ξ
将切削时形成的切屑与切削层尺寸比较,可知切 屑的长度缩短而厚度增加。 变形系数就是切屑厚度和 切削层厚度的比值,或者是切削层长度和切屑长度的 比值。
【机械制造基础课件】2.1切削过程中的变形--切削过程规律
有时也呈纤维化,其方向平行已加工表面,也产生加工硬化 和回弹现象。
三个变形区汇集在切削刃附近,应力集中而又复杂。三个变 形区内的变形又相互影响。
2. 第一变形区内金属的剪切变形
金属在第一变形 区滑移过程
设切削层中某点P 向切削刃逼近, 到1点时切应力 达到材料
剪切屈服强度s( = s),1点向前 移动的同时,也 沿剪切方向滑移, 其合成运动轨迹 从1点运动到2点 而 不 是 2 点 , 22是滑移距离
2.1.3 刀屑接触区的变形与摩擦
根据前述,切屑沿前刀面流出时受到挤压和摩 擦,靠近前刀面的切屑底层进一步变成第二变形 区。
特征:
切屑底层晶粒纤维化,流速减慢甚至会停滞在前刀面上 切屑发生弯曲; 刀—屑接触区温度升高; 第二变形区的挤压和摩擦影响切屑的流出,从而影响第
一变形区金属的变形,影响剪切角的大小。
2.1 金属切削过程中的变形
切屑变形规律是切削过程中诸如切削力、切削热 和切削温度、刀具磨损等规律的重要理论基础。
2.1.1 切屑的种类及变化
金属切削刀具切除工件上的多余金属层,被切离工件的 金属以切屑 (Chip) 形式与工件分离。
由于不同工件材料和切削条件,切屑形态不同,常 见的切屑有四种类型。
偏挤压:金属材料一部分受挤压时 ,OB线以下金属由于母体阻碍,不能 沿AB线滑移,而只能沿OM线滑移.
F
B
O
a)正挤压
45° M A F
BO
b)偏挤压
切削:与偏挤压情况类似。弹性变
M
形→剪切应力增大,达到屈服点→产 生塑性变形,沿OM线滑移→剪切应
O F
பைடு நூலகம்
力与滑移量继续增大,达到断裂强度
机械制造工程单选题

一、单项选择题1、刃倾角是主切削刃与()之间的夹角。
(分数:1分)A。
切削平面B. 基面C. 主运动方向D. 进给方向标准答案是:B。
您的答案是:B2、关于刀具材料的选用,下列说法正确的是( )。
(分数:1分)A. 高速钢的热硬性好,适合制造用于高速切削的刀具B. YG类硬质合金比YT类硬质合金韧性好C. YG类硬质合金比YT类硬质合金硬度高D. 高速钢的导热系数比硬质合金小标准答案是:B。
您的答案是:B 3、安装外车槽刀时,刀尖低于工件回转中心时,与其标注角度相比。
其工作角度将会()。
(分数:1分)A。
前角不变,后角减小B。
前角变大,后角变小C。
前角变小,后角变大D。
前、后角均不变标准答案是:C。
您的答案是:C 4、进给运动通常是机床中( ).(分数:1分)A。
切削运动中消耗功率最多的B。
切削运动中速度最高的运动C. 不断地把切削层投入切削的运动D。
使工件或刀具进入正确加工位置的运动标准答案是:C。
您的答案是:C5、通过切削刃选定点,垂直于主运动方向的平面称为()。
(分数:1分)A. 切削平面B。
进给平面C. 基面D。
主剖面标准答案是:C。
您的答案是:C 6、硬质合金刀片是采用()方法生产出来的。
(分数:1分)A。
粉末冶金B。
钎焊C。
模锻D。
铸造标准答案是:A。
您的答案是:A 7、碳钢精车时宜用牌号为()的硬质合金作为刀具材料.(分数:1分)A。
YT5C。
vc→f→apD. ap→f →vc标准答案是:B。
您的答案是:B 3、刃倾角的功用之一是控制切屑流向,若刃倾角为负,则切屑流向为( ).(分数:1分)A。
流向已加工表面B。
流向待加工表面C. 沿切削刃的法线方向流出D。
流向后刀面标准答案是:A.您的答案是:A4、在切削塑性材料时,切削区温度最高点是在().(分数:1分)A. 刀尖处B。
前刀面上靠近刀刃处C。
后刀面上靠近刀尖处D。
主刀刃处标准答案是:B。
您的答案是:B 5、在车削细长轴时,为了减小工件的变形和振动,故采用较大()的车刀进行切削,以减小径向切削分力。
金属切削原理与刀具习题及答案(全)1解析

一.单选题1.磨削时的主运动是( a )A.砂轮旋转运动 B工件旋转运动 C砂轮直线运动 D工件直线运动2.如果外圆车削前后的工件直径分别是100CM和99CM,平均分成两次进刀切完加工余量,那么背吃刀量(切削深度)应为( c )A.10mmB.5mmC.2.5mmD.2mm3.随着进给量增大,切削宽度会(c )A.随之增大B.随之减小 C与其无关 D无规则变化4.与工件已加工表面相对的刀具表面是( d )A.前面 B后面 C基面 D副后面5.基面通过切削刃上选定点并垂直于( c )A.刀杆轴线 B工件轴线C主运动方向 D进给运动方向6.切削平面通过切削刃上选定点,与基面垂直,并且( a )A.与切削刃相切B与切削刃垂直B.C与后面相切D与前面垂直7能够反映前刀面倾斜程度的刀具标注角度为 ( c )A主偏角B副偏角C前角D刃倾角8能够反映切削刃相对于基面倾斜程度的刀具标注角度为( d )A主偏角B副偏角C前角D刃倾角9外圆车削时,如果刀具安装得使刀尖高于工件旋转中心,则刀具的工作前角与标注前角相比会( a )A增大B减小C不变D不定10切断刀在从工件外表向工件旋转中心逐渐切断时,其工作后角( b )A逐渐增大B逐渐减小C基本不变D变化不定二填空题:1工件上由切削刃形成的那部分表面,称为_过渡表面______________.2外圆磨削时,工件的旋转运动为_____进给运动__________运动3在普通车削时,切削用量有_____________)三________个要素4沿__________主刀刃___________方向测量的切削层横截面尺寸,称为切削宽度.6正交平面参考系包含三个相互垂直的参考平面,它们是____基面_____,___切削平面________和正交平面7主偏角是指在基面投影上主刀刃与______进给方向________的夹角8刃倾角是指主切削刃与基面之间的夹角,在___切削平面________面内测量9在外圆车削时如果刀尖低于工件旋转中心,那么其工作前角会_______减小____________10刀具的标注角度是在假定安装条件和____运动__________条件下确定的.三判断题:判断下面的句子正确与否,正确的在题后括号内画”√”,错误的画”×”1在外圆车削加工时,背吃刀量等于待加工表面与已知加工表面间的距离.(√)2主运动即主要由工件旋转产生的运动.( )3齿轮加工时的进给运动为齿轮坯的啮合转动.( √ )4主运动.进给运动和切削深度合称为切削量的三要素.( ) 5进给量越大,则切削厚度越大.( √ )6工件转速越高,则进给量越大( )7刀具切削部分最前面的端面称为前刀面( )8主偏角即主刀刃偏离刀具中心线的角度.( )9前角即前面与基面间的夹角,在切削平面内测量.( )10刀尖在刀刃的最高位置时,刃倾角为正.( √ )四名词解释:1切削运动-----2切削用量-----3切削厚度-----4基面------5前角-----五计算题某外圆车削工序,切削前工件直径为80mm,要求切削后工件直径为78 mm,一次切除余量,假定工件转速为300 r/min,刀具进给速度为60mm/min,试求切削用量三要素及切削面积.(1)已知d w=80mm=0.08m,n=300r/min=5r/s则Vc= πd w n=3.14×0.08×5=1.26(m/s)(2)已知V f=60mm/min则f=v f/n=60÷300=0.2(mm/r)(3)已知dw=80mm,dm=78mm,则ap=1/2(dw-dm)=1/2(80-78)=1(mm)(4)Ac=f×ap=0.2×1=0.2(mm2).刀具材料基本训练1选择题:四个选项中只有一个是正确的,将正确选项前的字母填在题后括号内。
第三章金属切削过程的基本规律
Fp随λ s增大而减小,
Ff随λ s增大而增大
2.刀尖圆弧半径rε的影响
rε 增大相当于κ r减小的影响
(1)rε 对Fc影响很小 (2)Fp随 rε 增大而增大
Ff随 rε 增大而减小
3.刀具磨损
刀具的切削刃及后刀面产生磨损后,会使 切削时摩擦和挤压加剧,故使切削力 Fc 和 Fp 增 大。
2 f
Fp FD cos r ; F f FD sin r
(3-5)
二、各分力的作用 1、切削分力的作用---切削力Fc(主切削力Fz)
它是设计机床主轴、齿轮和计算主运动功率的主要依据,也 是用于选用刀杆、刀片尺寸、设计夹具和选择切削用量的重 要依据。使车刀产生弯矩,也是计算切削功率的依据
Fc——切削力,单位为N; vc——切削速度,单位为m/min。 Pc——切削功率,单位为kW。
3
四、影响切削力的因素
(一)切削用量的影响
1.背吃刀量ap与进给量f
ap↑→Ac成正比↑, kc不变, ap的 指数约等于1,因而
切削力成正比增加
f↑→Ac成正比↑,但 kc略减小, f 的 指数小于1,因而 切削力增加但与f 不成正比
(二)切削温度分布
温度分布规律 1)刀-屑接触面间摩擦大, 热量不易传散,故温度值 最高
2)切削区域的最高温度点在前面上近切削刃处, 在离切削刃1mm处的最高温度约900℃,因为 在该处热量集中,压力高。在后面上离切削刃 约0.3mm处的最高温度为700℃;
3)切屑带走热量最多,切屑上平均温度高于刀具 和工件上的平均温度,因切屑剪切面上塑性变 形严重,其上各点剪切变形功大致相同。各点 温度值也较接近。工件切削层中最高温度在近 切削刃处,它的平均温度较刀具上最高温度点 低2~3倍。
【机械制造基础课件】2.3刀具磨损--切削过程规律

(2)正常磨损阶段 经过初期磨损阶段之后,刀面处于良好状态,刀具后
刀面磨损均匀而缓慢,切削时间较长。
(3)急剧磨损阶段
当磨损带宽度增加到一定限度之后,切削力与切削温度 迅速升高,磨损带宽度急剧增加。
为合理使用刀具和保证加工质量,应在此阶段之前及时 更换刀具。
后刀面磨损
3. 边界磨损
边界磨损实际上属于后刀面磨损的边界部分。在主后 刀面上,主切削刃与待加工表面对应位置处的磨损; 在副后刀面上,副切削刃与已加工表面对应位置处的 磨损。边界磨损在后刀面磨损带中最为严重。
边界磨损在后刀面磨损带中最为严重。原因:
边界处属切削刃受力(压应力和剪应力)极限位置,存在很大的 剪应力(机械应力)
在较宽的切削速度范围内,特别在低速区内,v-T 关 系就不是单调函数。原因:积屑瘤现象影响刀具耐用 度所致。
2. 进给量和背吃刀量与刀具耐用度的关系
与 v-T 关系一样进行试验,可得到 f-T、ap-T 关系,即
f Tm1 = C1
ap Tm2= C2
综合式可得切削用量与刀具耐用度的一般关系:
(2)非正常磨损
1)脆性破损
刀具的非正常磨损是
指在切削过程中,刀具的 磨损量尚未达到磨钝标准 值就突然无法正常使用, 即刀具发生破损。
2)塑性破损
切削时,刀具由于高温高 压的作用,使刀具前、后 刀面的材料发生塑性变形, 刀具丧失切削能力,这种 破损称为塑性破损。
在振动、冲击切削条件的作
用下,刀具尚未发生明显磨损 (VB≤0.1mm),但刀具切削部 分却出现了刀刃微崩或刀尖崩碎、 刀片或刀具折断、表层剥落、热 裂纹等现象,使刀具不能继续工 作,这种破损称为脆性破损。
机械制造工程学习题及答案
⑴45钢锻件粗车;
⑵HT200铸件精车;
⑶低速精车合金钢蜗杆;
⑷高速精车调质钢长轴;
⑸中速车削淬硬钢轴;
⑹加工冷硬铸铁。
A. YG3X B. W18Cr4V C. YT5 D. YN10
E. YG8F. YG6X G. YT30
五、分析计算题
1.试画出图2-2所示切断刀的正交平面参考系的标注角度 、 、 、 、 (要求标出假定主运动方向 、假定进给运动方向 、基面 和切削平面 )
7.调质只能作为预备热处理。()
三、选择题
1.在机械加工中直接改变工件的形状、尺寸和表面质量,使之成为所需零件的过程称为()。
A.生产过程B.工艺过程C.工艺规程D.机械加工工艺过程
2.编制机械加工工艺规程,编制生产计划和进行成本核算最基本的单元是()。
A.工步B.工序C.工位D.安装
3.零件在加工过程中使用的基准叫做()。
即、和。生产类型的划分除了与有关外,还应考虑。
2.零件加工表面的技术要求有、、和。
3.常见毛坯种类有、、和,其中对于形状复杂的毛坯一般采用。
4.工件的定位方法有、、三种。
5.工艺过程一般划分为、、和
。四个加工阶段。
6.工艺尺寸链的两个特征是和。
7.单件时间包括、、、、。
二、判断题(正确的打√,错误的打×)
四、名词解释
1.积屑瘤
2.加工硬化
3.工件材料的切削加工性
4.刀具耐用度
五、简答题
1.何谓积屑瘤?积屑瘤在切削加工中有何利弊?如何控制积屑瘤的形成?
2.车削细长轴时应如何合理选择刀具几何角度(包括 、 、 、 )?简述理由。
3.试说明被吃刀量 和进给量 对切削温度的影响,并与 和 对切削力的影响相比较,两者有何不同?
刀具题库

刀具习题第一章刀具几何角度及切削要素第一节一、填空题1、切削运动,按其功用可分为和,其中消耗功率最大。
2、主运动、进给运动与合成运动的关系式为__ ___________。
3、计算车削工件的内轮廓的切削速度时,d应选择_ ___表面的直径值。
4、车削时的切削速度计算式是________ 。
5、圆柱铣削时的切削速度计算式是 _______ 。
6、切削用量三要素是指__ __________、____________和____________。
7、在切削过程中,工件上形成三个表面:二、选择题1、切削过程中,工件与刀具的相对运动按其所起的作用可分为。
A、主运动和进给运动;B、主运动和辅助运动;C、辅助运动和进给运动2、切削用量三要素有进给量、被吃刀量和()。
A、切削厚度;B、切削速度;C、进给速度三、判断题1、在切削加工中,进给运动只能有一个。
( )2、削时间的公式中,A与a p 是相等的。
()四、名词解释1、金属切削加工2、切削速度v c3、进给量f4、切削时间五、计算题1、如图,切断棒料d=60mm平均切削速度Vc=60m/min,则主轴转速n是多少(2、如图,割断直径d=100mm棒料,选用n=300r/min,f=r,其割断机动时间约为多少3、车削直径80mm,长200mm棒料外圆,若使用主偏角κr=45°ap=4mm, f=r, n=240r/min,试计算切削速度v c、机动时间t m、材料切除率Q为多少第二节一、填空题1、常用的辅助平面有____ ______、_______ ___、和__________,它们可别与基面和切削平面组成相应的参考系。
2、刀具切削部分由___ ______、_ ________构成。
3、一把直头外圆车刀的刀头由_ _________、 ___ _______、 _____ _____、 __ ________ 、__ _______ 、__ __________组成。
第3章 切削过程的基本规律
⑶工件材料影响 工件材料是通过强度、硬度和导热 系数等性能不同对切削温度产生影响的。 ⑷其它因素的影响 磨损、干切削都会使温度升高。浇 注切削液是降低切削温度的一个有效措 施
3. 4 刀具磨损与刀具耐用度
一、刀具磨损形式
刀具磨损形式为正常磨损和非正常磨损两大类。 ⑴正常磨损
正常磨损是指在刀具设计与使用合理、制 造与刃磨质量符合要求的情况下,刀具在切削 过程中逐渐产生的磨损。
⑵切削速度
切削速度vc是通过(a)积屑瘤使剪切角φ改变; (b)切削 温度使磨擦系数μ变化,而影响切屑变形的。如图2.11以 中碳钢为例。
⑶进给量
进给量对切屑变形的影响规律如图2.12所示,即f ↗使Λh ↘; 这是由于f ↗后,使切削厚度↗,正压力和平均正应 力↗ ,磨擦系数↘ ,剪切角↗所致。
性变形就产生脆性崩裂,切屑呈不规则的细粒状。
三、切屑变形程度的表示方法 (1)剪切角φ vc
剪切面AB 与切削速度vc 之间的夹角。 V↗,φ↗, A剪切 ↘, (切削省力) F↘。
B
φ
A
大小确定: 获得切屑根部 照片,度量得 出。
(2)相对滑 移ε
B”
B’
ε=Δs/Δy=
ctgφ+tg(φ-γo)
3. 3 切削热与切削温度
一、切削热的来源与传导 1)热源: 剪切区变形功形成的热Qp; 切屑与前刀面摩擦功形成的热Qγf; 已加工表面与后刀面摩擦功形成的热Qαf。 2)传导:传入切屑Qch(切削钢不加切削液时传入比例50%~86%)、 工件Qw(40%~10%) 、刀具Qc(9%~3%)和周围介质Qf(1%)。 3)切削热的形成及传导关系为:
(二)、磨损过程和磨钝标准
▼ 磨损过程如图 3-26所示,图中大致分三个阶 段。 • 初期磨损阶段(I段):磨损较快。是由于刀具 表面粗糙不平或表层组织不耐磨引起的。 • 正常磨损阶段(II): 该磨损度近似为常数。 AB呈直线。 • 急剧磨损阶段(III):磨损急剧加速继而刀具 损坏。由于磨损严重,切削温度剧增,刀具强 度、硬度降低所致。
机械制造技术基础习题机械制造技术基础
《机械制造技术基础》习题集0 绪论0.1什么是制造和制造技术?0.2机械制造业在国民经济中有何地位?为什么说机械制造业是国民经济的基础?0.3如何理解制造系统的物料流、能量流和信息流?0.4什么是机械制造工艺过程?机械制造工艺过程主要包括哪些内容?0.5什么是生产纲领,如何确定企业的生产纲领?0.6什么是生产类型?如何划分生产类型?各生产类型各有什么工艺特点?0.7企业组织产品的生产有几种模式?各有什么特点?0.8按照加工过程中质量m的变化,制造工艺方法可分为几种类型?并说明各类方法的应用范围和工艺特点。
1.金属切削加工的基本知识1.1何谓切削用量三要素?它们是怎样定义的?1.2刀具标注角度参考系有几种?它们是由什么参考平面构成的?试给这些参考平面定义? 1.3 试述刀具标注角度的定义。
一把平前刀面外圆车刀必须具备哪几个基本标注角度?这些标注角度是怎样定义的?它们分别在哪个参考平面内测量?1.4试述判定车刀前角γ0、后角α0和刃倾角λs,正负号的规则。
1.5试述刀具标注角度与工作角度的区别。
为什么横向进给时,进给量不能过大?1.6曲线主切削刃上各点的标注角度是否相同,为什么?1.7 试标出图1-1所示端面切削情况下该车刀的γ0,α0,λs,αn,k r,k r’,γ0’,α0’,以及αp,f,h D,b D。
如果刀尖的安装高于工件中心h值,切削时a,b点的实际前、后角是否相同?以图说明之。
图1-1 题1.7图示1.8 砂轮的特性有哪些?砂轮的硬度是否就是磨料的硬度?如何选择砂轮?1.9常用刀具材料的种类有哪些?它们有什么特性?从化学成分、物理机械性能说明陶瓷、立方氮化硼、金刚石刀具材料的特点和应用范围。
1.10刀具材料必须具备哪些性能?1.11 试列举普通高速钢的品种与牌号,并说明它们的性能特点及应用。
试列举常用硬质金的品种与牌号,并说明它们的性能特点及应用范围2.金属切削过程的基本规律及其应用2.1金属切削过程的本质是什么?切削过程中的三个变形区是怎样划分的?各变形区有特征? 2.2影响加工表面粗糙度的因素有哪些?如何减小表面粗糙度?2.3影响切屑变形的因素有哪些?它们是怎样影响切屑变形的?2.4 试判断题图2—1(a)、(b)两种切削方式哪种平均变形大,哪种切削力大,为什么?切削条件:k r=90°,rε=0.5 mm,αp=1 mm,f=1 mm/r。
金属切削过程及其控制

第一章 金属切削过程及其控制
第二节 金属切削过程的基本规律与控制 一、切削变形与切屑
这块冷焊在前刀面上的金属 就称为积屑瘤。
第一章 金属切削过程及其控制
第二节 金属切削过程的基本规律与控制 一、切削变形与切屑
(二)切削变形的表示方法——切削厚度压缩比Λh (变形系数ξ)
在切削过程中,刀具切下的切屑厚度hch通常都大于工件切削 层厚度hD,而切屑长度lch 却小于切削层长度lc 。
切削层体积=切削层截面积(Ac).lc =切屑截面积(Ach).lch
已知
Ac=ap.f
所以 ξ= lc/ lch= Ach/ Ac
又知 Ach=1000Q/ ρ. Lch(mm2)
故
ξ=1000Q/ ρ. Lch. ap.f
第一章 金属切削过程及其控制
第二节 金属切削过程的基本规律与控制 一、切削变形与切屑
第一章 金属切削过程及其控制
第二节 金属切削过程的基本规律与控制 一、切削变形与切屑
(一)切削变形与切屑形成
第一章 金属切削过程及其控制
第二节 金属切削过程的基本规律与控制挤压与切削
一、切削变形与切屑
45° M A
(一)切削变形与切屑形成——切削变形过程
F
切屑的形成与切离过程,是切削层受 到刀具前刀面的挤压而产生以滑移为主的 塑性变形过程。
Φ为剪切角;β为摩擦角。hD 为切削厚度,bD为切削宽度。
第一章 金属切削过程及其控制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
160
200
切削速度υ c(m/min)
(3)刀具几何参数
①
②
③
前角γO :对切削力影响最大。切削力随着前角的 增大而减小。这是因为前角的增大,切削变形与 摩擦力减小,切削力相应减小。 刀具主偏角κr : 对切削力Fc的影响不大,κr= 60 o~75 o 时, Fc 最小,因此,主偏角κr =75 o 的车刀在生产中应 用较多。 背向力Fp随主偏角κr的增大而减小。 进给力Ff随主偏角κr的增大而增大。
2.切削力的计算: (1)指数公式 指数公式应用较广,它的形式如下:
上式中,C Fc 、C Fp 、C F f 为被加工金属的切 削条件系数, K Fc 、KF p 、K F f 为当加工条件 与经验公式条件不同时的修正系数。
(2)单位切削力公式 ①概念: 单位切削力指单位切削面积上的切削力。 公式: Fc Fc Kc = A = a f(N/㎜2) D p 式中,Fc切削力(N), AD切削面积(㎜2), ap背吃刀量(㎜),f进给量(㎜/r)。
(4)切削刀具的耐用度降低
从积屑瘤在刀具上的粘附来看,积屑瘤应该
对刀具有保护作用,它代替刀具切削,减少 了刀具磨损。 积屑瘤的粘附是不稳定的,它会周期性的从 刀具上脱落,当它脱落时,可能使刀具表面 金属剥落,从而使刀具磨损加大。对于硬质 合金刀具这一点表现尤为明显。
刀尖圆弧半径增大,切削变形增大,切削力也增大。 相当于κr减小对切削力影响。
(4)刀具材料与切削液
刀具材料影响到它与被加工材料摩擦力的变
化,因此影响切削力的变化。同样的切削条 件,陶瓷刀切削力最小,硬质合金次之,高 速钢刀具切削力最大。 切削液的正确应用,可以降低摩擦力,减小 切削力。
2.2.2 切削热与切削温度
性越强,塑性变形越大,加工此材料所需的 切削力也越大。 有多种因素影响时,综合考虑。如奥氏体不 锈钢,虽然强度、硬度低,但加工硬化能力 大,因此切削力也较大。铜、铝塑性变形大, 但加工硬化小,切削力较低。
(2)切削用量
背吃刀量ap与进给量
f 影响 因为切削面积 AD= ap f ,所以背吃刀量ap与 进给量 f 的增大都将增大切削面积。切削面 积的增大将使变形力和摩擦力增大,切削力 也将增大,但两者对切削力影响不同。 由于进给量 f 的增大会减小切削层的变形, 所以背吃刀量ap对切削力的影响比进给量f大。 在生产中,如机床消耗功率相等,为提高生 产效率,一般采用提高进给量而不是背吃刀 量的措施。
(2)实际切削厚度增大
由图2-9可以看出,当切削瘤存 在时,实际的金属切削层厚度 比无切削瘤时增加了一个△hD, 显然,这对工件切削尺寸的控 制是不利的。值得注意的是, 这个厚度△hD的增加并不是固 定的,因为切削瘤在不停变化, 它是一个产生,长大,最后脱 落的周期性变化过程,这样可 能在加工中产生振动。
(2)粘结磨损
加工过程中,切屑与刀具接触面在一定的温
度与压力下,产生塑性变形而发生冷焊现象 后,刀具表面粘结点被切屑带走而发生的磨 损。一般,具有较大的抗剪和抗拉强度的刀 具抗粘结磨损能力强,如高速钢刀具具有较 强的抗粘结磨损能力。
(3)扩散磨损
由于切削时高温作用,刀具与工件材料中的
合金元素相互扩散,而造成刀具磨损。硬质 合金刀具和金刚石刀具切削钢件温度较高时, 常发生扩散磨损。金刚石刀具不宜加工钢铁 材料。一般在刀具表层涂覆TiC、TiN、 Al2O3等,能有效提高抗扩散磨损能力。
切削温度的分布
(1)切削最高温度并不在刀刃, 而是离刀刃有一定距离。对于 45钢,约在离刀刃1㎜处前刀面 的温度最高。 (2)后刀面温度的分布与前刀 面类似,最高温度也在切削刃 附近,不过比前刀面的温度低。 (3)终剪切面后,沿切屑流出 的垂直方向温度变化较大,越 靠近刀面,温度越高,这说明 切屑在刀面附近被摩擦升温, 而且切屑在前刀面的摩擦热集 中在切屑底层。
即主要在剪切面区产生。 切削热量的近似计算公式: Q = Fc υc(J/s) 实际上是切削力所做的功。 其中:切削力Fc (N),切削主运动速 度υc (m/s)。
切削产生的热量在各种介质中传送的比例
切削产生的热量主要由切屑、刀具、工件和周围介 质(空气或切削液)传出,如不考虑切削液,则各 种介质的比例参考如下: (1)车削加工 切屑,50%~86%;刀具,10 %~40%;工件,3%~9%;空气,1%。切削速 度越高,切削厚度越大,切屑传出的热量越多。 (2)钻削加工 切屑,28%;刀具,14.5%;工件, 52.5%;空气5%。
切削速度对切削力的影响
积屑瘤产生阶段,由
325
于刀具实际前角增大, 切削力减小。 在积屑瘤消失阶段, 切削力逐渐增大, 积屑瘤消失时,切削 力Fc达到最大,以后 又开始减小。 (与对变形系数的影 响一样,都有马鞍形 变化。)
300
切削力 Fc (9.8N)
275
250
40
80
120
(2)后刀面磨损
①、特点: 在刀具后刀面上出现与加 工表面基本平行的磨损带。 ②、C、B、N三个区 C区是刀尖区,由于散热差, 强度低,磨损严重,最大值 VC; B区处于磨损带中间,磨损 均匀,最大磨损量VBmax; N区处于切削刃与待加工表 面的相交处,磨损严重,磨 损量以VN表示,此区域的磨 损也叫边界磨损, 加工铸件、锻件等外皮粗糙 的工件时, N区区域容易磨 损。
2 . 刀具的磨损原因:
(1)硬质点磨损 (2)粘结磨损 (3)扩散磨损 (4)氧化磨损 (5)相变磨损
(1)硬质点磨损
因为工件材料中含有一些碳化物、氮化物、
积屑瘤残留物等硬质点杂质,在金属加工过 程中,会将刀具表面划伤,造成机械磨损。 低速刀具磨损的主要原因是硬质点磨损。
(3)工件材料P54
材料的强度与硬度增大时,单位切削力增大,
因此切削热增多,切削温度升高。 导热系数影响材料的传热,因此导热系数大, 产生的切削温度低。 例如,低碳钢,强度与硬度较低,导热系数 大,产生的切削温度低。 不锈钢与45钢相比,导热系数小,因此切削 温度比45钢高。
(4)切削液
Kc可以查表。
3.影响切削力的因素 (1)工件材料 (2)切削用量 ①、背吃刀量ap与进给量f影响 ②、切削速度 (3)刀具几何参数 ①、刀具前角 ②、刀具主偏角κr和刀尖圆弧半径 ③、刀具刃倾角λs (4)刀具材料与切削液
(1)工件材料
一般材料的强度愈高,硬度越大,加工硬化
影响切削温度的因素
主要的原因是速度增加,使摩擦热增多; f增加,切削变形减小,切屑带走的热量也增多,所以 热量增加不多; 背吃刀量ap的增加,使切削宽度增加,显著增加热量的 散热面积。
(2)刀具的几何参数
前角γo :前角γo增大,切削温度降低。因前
角增大时,单位切削力下降,切削热减少。 主偏角κr :主偏角κr减小,切削宽度bD增大, 切削厚度减小,因此切削温度也下降。
切削过程中所消耗的功率称为切削功率Pc。 背向力FP在力的方向无位移,不做功,因此切削 功率为进给力Ff与切削力Fc所做的功。 根据功率公式切削功率: Pc = ( Fc υc + Ff nf /1000)×10-3KW 式中, Fc切削力(N), υc切削速度(m/min), Ff进给力(N),n工件转速(r/s),f进给量 (㎜) 由于Ff消耗功率一般小于1%~2%,可以忽略不 计,因此功率公式可简化为 : Pc = Fc υc ×10-3KW
2.2 切削过程的基本规律
2.2.1 切削力
切削力分析及切削功率 (1)切削力的产生 ①、切削力的概念: 刀具在切削过程中克服加工阻力 所需的力。
1.
②、切削力的产生
A、克服被加工材料对 弹性变形的抗力 B、克服被加工材料对 塑性变形的抗力 C、克服切屑对刀具前 刀面的摩擦力和刀具后 刀面对过渡表面和已加 工表面间的摩擦力。
切削力的产生
(2)切削合力及分力
Fr = Fc2 FD2 FD = Fp2 Ff2 合力Fr = Fc2 Fp2 Ff2 Ff ——进给力 FP ——背向力 Fc ——切削力 切削合力及分解 FD为总合力在切削层尺寸平面上的投影
(3)切削功率 概念:
(1)实际刀具前角增大
刀具前角γo指前刀面与基面之间的夹角,其
概念将在后节详细论述。如图所示,由于积 屑瘤的粘附,刀具前角增大了一个γb角度, 如把切屑瘤看成是刀具一部分的话,无疑实 际刀具前角增大,现为γo + γb 。 刀具前角增大可减小切削力,对切削过程有 积极的作用。而且,切削瘤的高度Hb 越大, 实际刀具前角也越大,切削更容易。
(3)破损 刀具破损比例较高,硬质合金刀具有50%~60%是破 损。特别是用脆性大的刀具连续切削或加工高硬度材 料时,破损较严重。它又分为以下几种形式: ①、崩刃 特点是在切削刃产生小的缺口,尺寸与进 给量相当。硬质合金刀具连续切削时容易产生。 ②、剥落 特点是前后刀面上平行于切削刃剥落一层 碎片,常与切削刃一起剥落。陶瓷刀具端铣常发生剥 落,另外硬质合金刀具连续切削也发生。 ③、裂纹 特点是垂直或倾斜于切削刃有热裂纹。由 于长时间连续切削,刀具疲劳而引起。 ④、塑性破损 特点是刀刃发生塌陷。是由于切削时 高温高压作用引起的。
种。对一定的刀具和工件材料,起主导作用 的是切削温度。在低温区,一般以硬质点磨 损为主;在高温区以粘结磨损、扩散磨损、 氧化磨损等为主。
积屑瘤对金属切削过程产生的影响问题?
(1)实际刀具前角如何变化?